EP1285983A1 - Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine - Google Patents
Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine Download PDFInfo
- Publication number
- EP1285983A1 EP1285983A1 EP02012291A EP02012291A EP1285983A1 EP 1285983 A1 EP1285983 A1 EP 1285983A1 EP 02012291 A EP02012291 A EP 02012291A EP 02012291 A EP02012291 A EP 02012291A EP 1285983 A1 EP1285983 A1 EP 1285983A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- centering
- service unit
- guide plate
- cutting device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H15/00—Piecing arrangements ; Automatic end-finding, e.g. by suction and reverse package rotation; Devices for temporarily storing yarn during piecing
- D01H15/013—Carriages travelling along the machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/0405—Arrangements for removing completed take-up packages or for loading an empty core
- B65H67/0417—Arrangements for removing completed take-up packages or for loading an empty core for loading an empty core
- B65H67/0422—Arrangements for removing completed take-up packages or for loading an empty core for loading an empty core for loading a starter winding, i.e. a spool core with a small length of yarn wound on it; preparing the starter winding
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H4/00—Open-end spinning machines or arrangements for imparting twist to independently moving fibres separated from slivers; Piecing arrangements therefor; Covering endless core threads with fibres by open-end spinning techniques
- D01H4/48—Piecing arrangements; Control therefor
- D01H4/50—Piecing arrangements; Control therefor for rotor spinning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a service unit for a Textile machine producing cross-wound bobbins according to the preamble of claim 1.
- auxiliary thread transport device has a thread delivery tube that can be pivoted into different working positions.
- a thread cutting device is integrated into the thread delivery tube at a distance from its mouth.
- the thread delivery tube can be defined either connected to a compressed air connection or to a suction air connection so that an auxiliary thread can be provided as well as disposed of by the auxiliary thread transport device.
- the thread laying device consists essentially of a pivoting thread guide and one Thread retention element, the thread guide plate a Thread guide contour with a thread guide notch and one Has thread laying slot.
- Thread guide plate that which can be acted upon by a thrust piston gear Thread guide plate is supported in its end position from the inside one of the coil frame arms.
- the Coil frame acted on something in the sense of "open” what in the worst case can lead to the fact that between the Coil frame arms in rotatable sleeve plates via friction locking held empty sleeve is insufficiently clamped so that it between sleeve and sleeve plate for a relative movement can come.
- Another disadvantage of this known device is the position of the thread cutting device. This means that the arrangement of the thread cutting device within the thread delivery tube provides a relatively large distance from the delivery tube mouth and thus also to the thread catching devices of the tube plate, with the result that after winding the thread start reserve, a relatively long thread end remains, which is very difficult to close is secure and often leads to the fact that the thread start reserve is destroyed again during the winding process.
- This known service unit has a swivel arm on which a thread delivery tube and a so-called manipulator with a head element which can be displaced in the direction of the bobbin frame are arranged.
- the manipulator acts during the thread transfer with a device arranged at the head end of a baffle arranged on the bobbin frame in the sense of "closing the frame” and thereby reliably prevents that there can be a harmful relative movement between the thread catcher arranged on the tube plate and the empty tube during the thread transfer.
- the empty sleeve is fixed between the sleeve plates with such a pressing force that it is ensured that the thread catching device arranged on the sleeve plate rotates in synchronism with the empty sleeve.
- a device arranged on the head element in the form of a thread guide edge also ensures that the thread produced in the open-end spinning device is first transferred to a thread catching device arranged on the tube plate and the collected thread is then deposited in a defined manner on the empty tube.
- Thread cutting device is closer to the mouth of the Thread delivery tube has been brought up, the Thread cutting device is still in that Delivery tube integrated, so that the above problems with unsecured thread ends not described could be completely eliminated.
- the The invention is therefore based on the object of a service unit to improve in that a correct application of the thread produced in the open-end spinning device empty tube held in the coil frame, in particular a secure one Setting the thread end is guaranteed.
- the embodiment of the invention has the particular advantage that the thread that is to be placed on an empty tube that is held between the tube plates of a bobbin frame is separated immediately next to the thread catching devices of the tube plate. This creates a relatively short thread end, which is also largely overwound by the thread start reserve and is thus securely fixed on the sleeve.
- the centering and guide plate which carries the thread cutting device according to the invention, by means of a thrust piston gear in an operating position right next to the pod, which the Has thread catcher, can be retracted. In this operating position, the centering and Guide plate with a centering gap on a centering approach Bobbin frame, so that the thread cutting device is always exact is positioned.
- Thread cutting device in an advantageous embodiment hook-shaped base body partially open towards the inside.
- a fixed cutting edge is integrated in the base body, one, viewed in side view, inclined at 45 ° Has cutting edge.
- Such a design ensures, on the one hand, that the thread produced in the open-end spinning device, initially still sucked off via the thread delivery tube, as soon as it has been gripped by the thread catching device of the core plate, is pulled over the cutting edge and thereby separated.
- such an arrangement of the cutting edge ensures that the operating personnel cannot accidentally come into contact with the cutting edge and injure themselves in the process.
- Open-end spinning machines of this type generally have a multiplicity of work stations 2 of the same type, each of which is equipped with a spinning device 3 and a winding device 4.
- the spinning device 3 the sliver 6 placed in a spinning can 5 is spun into a thread 7, which is then wound up on the winding device 4 to form a cheese 8.
- the spooling devices 4 have a spool frame 9 for rotatably holding a sleeve 10 and a spool drum 11 for driving the sleeve 10 or the cheese 8.
- the mostly double-row open-end spinning machines 1 have between their rows of jobs often a coil transport device 12, via the Completed packages 8 are disposed of.
- a service unit 16 a so-called piecing carriage, is arranged on or on the spinning machine 1, movable on guide rails 13, 14 and support rails 15.
- the drive 17 of the service unit 16 has rollers 18 or support wheels 19.
- the service unit 16 is supplied with electrical energy via a drag chain or, as indicated in FIG. 1, via a sliding contact device 20.
- Such service units 16 patrol along the work stations 2 of the open-end spinning machine 1 and intervene automatically when there is a need for action at one of the work stations 2.
- Such a need for action exists, for example, when one of the workplaces 2 has broken a thread or if a cheese 8 at one of the workstations has reached the prescribed diameter and against a Empty sleeve 10 must be replaced.
- the service unit 16 runs to the concerned job 2, positions itself there and searches in the case of a "normal" thread break with its thread search nozzle 21 the cracked, on the peripheral surface of the package 8 Accumulated thread end.
- FIG. 2 schematically shows a service unit 16 with its most important thread handling elements necessary for carrying out the aforementioned operating cases.
- Service unit 16 includes, among other things, a pivotally mounted thread search nozzle 21, the suction slot of which can be placed on the outer circumference of the package 8 can accommodate torn thread ends.
- the service unit 16 is also, as is known, equipped with a thread catcher 25, a thread puller 26, a thread feeder 27 with feed tongs 28 and thread separating device 29 and with a controllable thread take-off device consisting of a drivable take-off roller 30 and a pivotably arranged pressure roller 31.
- a frame opener 32, a pressure lever 33 and an auxiliary thread delivery and disposal device 34 are installed in the service unit 16 as further operating elements.
- the auxiliary thread delivery and disposal device 34 has in this case, for example, via a pipe system 35 which has a flexible connecting element 36, for example a hose, with one that can be swiveled into different positions Delivery tube 37 is connected.
- the delivery tube 37 is in turn fixed to a swivel arm 38 which is about a swivel axis 39 is pivotally defined.
- the pipe system 35 into which an auxiliary thread 45 drawn off from a supply spool 44 can be fed via a thread feed mechanism 43, has one in the entrance area Suction air connection 40, which can be activated via a valve 41, and a compressed air connection 46, which can be activated via a valve 47. Furthermore, a first thread separating device 42 can be arranged in the upper region of the pipe system 35.
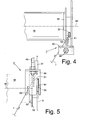
- the thread cutting device 51 according to the invention is shown in FIGS Figures 3 to 5 shown in more detail.
- FIG. 3 shows a side view of the front part of a bobbin frame arm of the bobbin frame 9, the thread delivery tube 37 and the centering and guide plate 50 carrying the thread cutting device 51.
- the end of the bobbin frame arm has a centering shoulder 55. It is also on the coil frame arm to a Rotation axis 60 freely rotatable, a sleeve plate 52 rotatably mounted, which is equipped on its outer circumference with a thread catching device 53.
- the centering and guide plate 50 is fixed on the piston rod 49 of a thrust piston gear 48, and can be moved into the operating position I shown by means of this thrust piston gear 48.
- the centering and guide plate 50 carries on its back the thread cutting device 51 according to the invention, which essentially consists of a base body 56 and a cutting edge 57.
- the base body 56 is hook-shaped, that is to say the base body 56 is partially open at the bottom.
- the cutting edge 57 is fixed within the base body opening, the cutting edge 58 of which, as shown, extends at an angle of approximately 45 °.
- FIG. 5 shows that the centering and guide plate 50 has a thread guide gap 59 in addition to a centering gap 54.
- the thread 7 guided in the thread guide gap 59 is guided to create a thread start reserve by lateral displacement of the centering and guide plate 50 such that the thread end cut by the thread cutting device 51 is wound over and is thereby fixed to the sleeve 10.
- the service unit 16 runs to the relevant work station 2, positions itself there and changes the full package 8 against an empty tube 10. The service unit 16 then spins the spinning device 3 of the relevant work station 2 again.
- the swivel arm 38 carrying the delivery tube 37 of the auxiliary thread delivery device 34 is in a rear position (not shown) for transferring an auxiliary thread 45 to the suction nozzle 21.
- the mouth of the delivery tube 37 is so in the region of the suction slot of the suction nozzle 21 that an auxiliary thread 45 delivered via the auxiliary thread delivery device 34 and emerging from the mouth of the delivery tube 37 can be immediately grasped by the suction nozzle 21.
- the pivot arm 38 is then pivoted into its front position, which is indicated in FIG. 2. This creates a thread chord (not shown) which, as is known and therefore not explained in more detail, is gripped by the thread handling elements of the service unit 16 described above.
- the thread is then, as usual, prepared and spun in the open-end spinning device 3 to a fiber ring running there.
- the thread 7 produced in the open-end spinning device 3 is first sucked off via the thread feed tube 37 following the auxiliary thread 45.
- the mouth of the thread delivery tube 37 is at this point in the area of the bobbin frame 9. That is, the mouth of the thread delivery tube 37 is positioned somewhat offset above the axis of rotation 60 of the bobbin frame arm.
- a thrust piston gear 48 arranged on the swivel arm 38 or the centering and guide plate 51 arranged on the piston rod 49 of the thrust piston gear 48 the thread 7 is brought into the area of a thread catching device 53 arranged on the sleeve plate 52 of the bobbin frame 9 and is grasped by the latter.
- the thread catching device 53 rotating in the direction R then ensures that the thread 7 held in the thread catching device 53 slides over the cutting edge 58 of the thread cutting device 51 and is thereby cut.
- a (not shown) push piston mechanism which is arranged parallel to the axis of rotation 60, provides for a lateral displacement of the previously slightly raised centering and guide plate 50 and thereby for the creation of a (not illustrated) thread start reserve. That is, the thread 7 guided in the thread guide gap 59 of the centering and guide plate 50 is wound with lateral displacement on the empty tube 10 so that the thread reserve thus created winds over the thread end and thereby secures it on the tube 10.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
In das Fadenlieferrohr ist, im Abstand zu dessen Mündung, eine Fadenschneideinrichtung integriert.
Das Fadenlieferrohr kann definiert entweder auf einen Druckluftanschluß oder auf einen Saugluftanschluß geschaltet werden so daß durch die Hilfsfadentransporteinrichtung sowohl ein Hilfsfaden bereitgestellt als auch entsorgt werden kann.
Das heißt, durch die Anordnung der Fadenschneideinrichtung innerhalb des Fadenlieferrohres ist ein relativ großer Abstand zur Lieferrohrmündung und damit auch zu den Fadenfangeinrichtungen des Hülsentellers gegeben, mit der Folge, daß nach dem Wickeln der Fadenanfangsreserve ein relativ langes Fadenende übrig bleibt, das nur sehr schwer zu sichern ist und oft dazu führt, daß die Fadenanfangsreserve bereits während des Spulprozesses wieder zerstört wird.
Dieses bekannte Serviceaggregat verfügt über einen Schwenkarm, an dem ein Fadenlieferrohr sowie ein sogenannter Manipulator mit einem in Richtung des Spulenrahmens verlagerbaren Kopfelement angeordnet ist.
Der Manipulator beaufschlagt während der Fadenübergabe mit einer am Kopfende angeordneten Einrichtung ein am Spulenrahmen angeordnetes Leitblech im Sinne "Rahmen schließen" und verhindert dadurch zuverlässig, daß es während der Fadenübergabe zwischen der am Hülsenteller angeordneten Fadenfangeinrichtung und der Leerhülse zu einer schädlichen Relativbewegung kommen kann.
Eine am Kopfelement angeordnete Einrichtung in Form einer Fadenleitkante sorgt außerdem dafür, daß der in der Offenend-Spinnvorrichtung produzierte Faden zunächst an eine am Hülsenteller angeordnete Fadenfangeinrichtung übergeben und der gefaßte Faden anschließend definiert auf der Leerhülse abgelegt wird.
Auf diese Weise entsteht ein relativ kurzes Fadenende, das außerdem durch die Fadenanfangsreserve größtenteils überwickelt wird und damit sicher auf der Hülse fixiert ist.
Andererseits ist durch eine derartige Anordnung der Schneide gewährleistet, daß das Bedienpersonal nicht versehentlich mit der Schneide in Kontakt kommen und sich dabei verletzen kann.
- Fig. 1
- schematisch eine Hälfte einer Offenend-Spinnmaschine mit einem die Arbeitsstellen der Spinnmaschine selbsttätig versorgenden Serviceaggregat,
- Fig. 2
- eine Serviceaggregate mit seinen wichtigsten Fadenhandhabungselementen, wobei die Hilfsfadenliefereinrichtung in einer Stellung steht, in der ein neu angesponnener Faden an eine in der Spulvorrichtung einer Arbeitsstelle gehaltene Leerhülse angelegt werden kann,
- Fig. 3
- in einem größeren Maßstab den vorderen Teil der Hilfsfadenliefereinrichtung mit der erfindungsgemäßen Fadenschneideinrichtung, in Seitenansicht,
- Fig. 4
- die Fadenschneideinrichtung gemäß Figur 3, in Draufsicht,
- Fig. 5
- die Fadenschneideinrichtung gemäß Figur 3, in Vorderansicht.
Derartige Offenend-Spinnmaschinen weisen in der Regel eine Vielzahl gleichartiger Arbeitsstellen 2 auf, die jeweils mit einer Spinnvorrichtung 3 sowie einer Spulvorrichtung 4 ausgerüstet sind.
In der Spinnvorrichtung 3 wird das in einer Spinnkanne 5 vorgelegte Faserband 6 zu einem Faden 7 versponnen, der anschließend auf der Spulvorrichtung 4 zu einer Kreuzspule 8 aufgewickelt wird.
Wie in den Figuren angedeutet, weisen die Spulvorrichtungen 4 dabei einen Spulenrahmen 9 zum drehbaren Haltern einer Hülse 10 sowie eine Spulentrommel 11 zum Antreiben der Hülse 10 beziehungsweise der Kreuzspule 8 auf.
Die Versorgung des Serviceaggregates 16 mit elektrischer Energie erfolgt über eine Schleppkette oder, wie in Figur 1 angedeutet, über eine Schleifkontakteinrichtung 20.
Derartige Serviceaggregate 16 patrouillieren entlang der Arbeitsstellen 2 der Offenend-Spinnmaschine 1 und greifen selbsttätig ein, wenn an einer der Arbeitsstellen 2 ein Handlungsbedarf besteht.
Serviceaggregat 16 unter anderem eine schwenkbar gelagerte Fadensuchdüse 21 auf, deren an den Außenumfang der Kreuzspule 8 anlegbarer Saugschlitz gerissene Fadenenden aufnehmen kann. Des weiteren ist ein Ausstoß- und Antriebsarm 22 mit einer endseitig angeordneten Antriebsrolle 23 vorhanden.
Das Serviceaggregat 16 ist außerdem, wie bekannt, mit einem Fadenfangblech 25, einem Fadeneinzieher 26, einem Fadenzubringer 27 mit Zubringerzange 28 und Fadentrenneinrichtung 29 sowie mit einer steuerbaren Fadenabzugseinrichtung, bestehend aus einer antreibbaren Abzugsrolle 30 sowie einer schwenkbar angeordneten Druckrolle 31, ausgestattet.
Als weitere Bedienelemente sind in das Serviceaggregat 16 ein Rahmenöffner 32, ein Druckhebel 33 sowie eine Hilfsfadenliefer- und -entsorgungseinrichtung 34 eingebaut.
Saugluftanschluß 40, der über ein Ventil 41 definiert zuschaltbar ist, sowie einen Druckluftanschluß 46, der über ein Ventil 47 ansteuerbar ist, auf. Des weiteren kann im oberen Bereich des Rohrsystems 35 eine erste Fadentrenneinrichtung 42 angeordnet sein.
Rotationsachse 60 frei drehbar, ein Hülsenteller 52 drehbar gelagert, der an seinem Außenumfang mit einer Fadenfangeinrichtung 53 ausgestattet ist.
Das Zentrier- und Führungsblech 50 trägt auf seiner Rückseite die erfindungsgemäße Fadenschneideinrichtung 51, die im wesentlichen aus einem Grundkörper 56 sowie einer Schneide 57 besteht.
Innerhalb der Grundkörperöffnung ist die Schneide 57 festgelegt, deren Schneidkante 58, wie dargestellt, unter einem Winkel von etwa 45° verläuft.
Der im Fadenführungsspalt 59 geführte Faden 7 wird zur Erstellung einer Fadenanfangsreserve durch seitliche Verlagerung des Zentrier- und Führungsbleches 50 so geführt, daß das durch die Fadenschneideinrichtung 51 geschnittene Fadenende überwickelt und dadurch an der Hülse 10 festgelegt wird.
Anschließend spinnt das Serviceaggregat 16 die Spinnvorrichtung 3 der betreffenden Arbeitsstelle 2 neu an.
Die Mündung des Lieferrohres 37 steht dabei so im Bereich des Ansaugschlitzes der Saugdüse 21, daß ein über die Hilfsfadenliefereinrichtung 34 angelieferter und aus der Mündung des Lieferrohres 37 austretender Hilfsfaden 45 sofort von der Saugdüse 21 erfaßt werden kann.
Der Schwenkarm 38 wird daraufhin in seine vordere, in Figur 2 angedeutete Position geschwenkt. Dabei entsteht eine (nicht dargestellte) Fadensehne, die, wie bekannt und daher nicht näher erläutert, von den vorstehend beschriebenen Fadenhandhabungselementen des Serviceaggregates 16 erfaßt wird. Der Faden wird anschließend, wie üblich, vorbereitet und in der Offenend-Spinnvorrichtung 3 an einen dort umlaufenden Faserring angesponnen.
Die Mündung des Fadenlieferrohres 37 steht zu diesem Zeitpunkt im Bereich des Spulenrahmens 9. Das heißt, die Mündung des Fadenlieferrohres 37 ist etwas versetzt oberhalb der Rotationsachse 60 des Spulenrahmenarmes positioniert.
Durch Betätigung eines am Schwenkarm 38 angeordneten Schubkolbengetriebes 48 bzw. des an der Kolbenstange 49 des Schubkolbengetriebes 48 angeordneten Zentrier- und Führungsbleches 51 wird der Faden 7 in den Bereich einer am Hülsenteller 52 des Spulenrahmens 9 angeordneten Fadenfangeinrichtung 53 gebracht und von dieser erfaßt. Die in Richtung R umlaufende Fadenfangeinrichtung 53 sorgt anschließend dafür, daß der in der Fadenfangeinrichtung 53 gefaßte Faden 7 über die Schneidkante 58 der Fadenschneideinrichtung 51 gleitet und dabei geschnitten wird.
Das heißt, der im Fadenführungsspalt 59 des Zentrier- und Führungsbleches 50 geführte Faden 7 wird unter seitlicher Verlagerung so auf die Leerhülse 10 gewickelt, daß die dabei entstehende Fadenanfangsreserve das Fadenende überwickelt und dadurch auf der Hülse 10 sichert.
Claims (5)
- Serviceaggregat zum selbsttätigen Bedienen von Arbeitsstellen einer Kreuzspulen herstellenden Textilmaschine, insbesondere einer Offenend-Rotorspinnmaschine, wobei das Serviceaggregat eine pneumatische Hilfsfadenliefer- und -entsorgungseinrichtung mit einem schwenkbar gelagerten Fadenlieferrohr sowie einer Fadenschneideinrichtung aufweist,
dadurch gekennzeichnet, daß die Fadenschneideinrichtung (51) an einem Zentrier- und Führungsblech (50) so angeordnet ist, daß sie in einer Betriebsstellung (I) des Zentrier- und Führungsbleches (50) in unmittelbarer Nähe einer Fadenfangeinrichtung (53) eines in einem Spulenrahmen (9) der betreffenden Arbeitsstelle (2) frei drehbar gelagerten Hülsentellers (52) positioniert ist. - Serviceaggregat nach Anspruch 1, dadurch gekennzeichnet, daß das Zentrier- und Führungsblech (50) mittels eines Schubkolbengetriebes (48) in die Betriebsstellung (I) einfahrbar ist, in der ein Zentrierspalt (54) des Zentrierund Führungsbleches (50) mit einem Zentrieransatz (55) am Spulenrahmen (9) korrespondiert und dabei die Fadenschneideinrichtung (51) exakt positioniert.
- Serviceaggregat nach Anspruch 1, dadurch gekennzeichnet, daß die Fadenschneideinrichtung (51) einen hakenförmigen, teilweise offenen Grundkörper (56) aufweist, in den eine feststehende Schneide (57) integriert ist.
- Serviceaggregat nach Anspruch 3, dadurch gekennzeichnet, daß die Schneide (57) eine, in Seitenansicht gesehen, um 45° geneigte, zur Mitte des Grundkörpers (56) weisende Schneidkante (58) besitzt.
- Serviceaggregat nach Anspruch 1, dadurch gekennzeichnet, daß das die Fadenschneideinrichtung (51) tragende Zentrier- und Führungsblech (50) neben einem Zentrierspalt (54) noch einen Fadenführungsspalt (59) besitzt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10141046A DE10141046A1 (de) | 2001-08-22 | 2001-08-22 | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine |
| DE10141046 | 2001-08-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1285983A1 true EP1285983A1 (de) | 2003-02-26 |
Family
ID=7696189
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02012291A Withdrawn EP1285983A1 (de) | 2001-08-22 | 2002-06-05 | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20030038205A1 (de) |
| EP (1) | EP1285983A1 (de) |
| CN (1) | CN1407155A (de) |
| CZ (1) | CZ20022315A3 (de) |
| DE (1) | DE10141046A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108642616A (zh) * | 2018-05-22 | 2018-10-12 | 卓郎(江苏)纺织机械有限公司 | 具有纺纱器打开状态检测装置的转杯纺纱机 |
| EP3431427A1 (de) * | 2017-07-19 | 2019-01-23 | Maschinenfabrik Rieter AG | Verfahren zum betreiben einer arbeitsstelle einer spinn- oder spulmaschine sowie fadendüse |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007056561A1 (de) * | 2007-08-25 | 2009-02-26 | Oerlikon Textile Gmbh & Co. Kg | Kreuzspulen herstellende Textilmaschine |
| DE102007048720B4 (de) * | 2007-10-11 | 2019-01-31 | Saurer Spinning Solutions Gmbh & Co. Kg | Verfahren und Vorrichtung zum Betreiben einer Offenend-Rotorspinnmaschine |
| DE102019129499A1 (de) * | 2019-10-31 | 2021-05-06 | Saurer Spinning Solutions Gmbh & Co. Kg | Offenend-Spinnmaschine sowie Verfahren und Steuereinrichtung zum Betreiben einer solchen Offenend-Spinnmaschine |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3816990A (en) * | 1972-03-23 | 1974-06-18 | Krupp Gmbh | Device for exchanging bobbins on an open-end spinning machine |
| US4817380A (en) * | 1985-06-24 | 1989-04-04 | Schubert & Salzer | Process and device for piecing up an open-end friction spinning device |
| EP0473212A1 (de) * | 1990-08-01 | 1992-03-04 | SAVIO MACCHINE TESSILI S.r.l. | Vorrichtung und Verfahren zum Auffangen und Vorbereiten des Fadenendes beim Wiederanspinnen in einer Offenendmaschine |
| DE19917969A1 (de) * | 1999-04-21 | 2000-10-26 | Schlafhorst & Co W | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2501735A1 (de) * | 1975-01-17 | 1976-07-22 | Schlafhorst & Co W | Verfahren und vorrichtung zur automatisierung des auflaufspulenwechsels an einer spinnmaschine, insbesondere rotor- spinnmaschine |
| GB1536939A (en) * | 1975-04-17 | 1978-12-29 | Teijin Ltd | Method and device for forming a bunch winding on a fresh bobbin at the time of a doffing and donning operation |
| DE2542000C3 (de) * | 1975-09-20 | 1978-03-09 | Fried. Krupp Gmbh, 4300 Essen | Verfahren und Vorrichtung zum Bilden eines Anknüpftadens bestimmter Länge an Spulen von Textilmaschinen |
| DE3123494C2 (de) * | 1981-06-13 | 1992-07-09 | Schubert & Salzer Maschinenfabrik Ag, 8070 Ingolstadt | Verfahren und Vorrichtung zum Aufwinden eines neu angesponnenen Fadens auf eine in eine Spulvorrichtung eingelegte Leerhülse |
| JPS6077072A (ja) * | 1983-10-03 | 1985-05-01 | Yoshida Kogyo Kk <Ykk> | ワインダ−に対する糸掛け方法およびその装置 |
| IT1202589B (it) * | 1987-02-27 | 1989-02-09 | Savio Spa | Dispositivo e procedimento per la levata autromatica delle rocche in una macchina roccatrice |
| DE3734478A1 (de) * | 1987-10-12 | 1989-04-27 | Schubert & Salzer Maschinen | Verfahren und vorrichtung zum fuehren, halten und trennen eines fadens beim spulenwechsel |
| DE9100376U1 (de) * | 1990-01-20 | 1991-04-04 | Hacoba Textilmaschinen Gmbh & Co Kg, 5600 Wuppertal | Spulmaschine |
| DE4432702B4 (de) * | 1994-09-14 | 2005-08-18 | Saurer Gmbh & Co. Kg | Serviceeinrichtung für eine Kreuzspulen herstellende Textilmaschine |
| DE19517690A1 (de) * | 1995-05-13 | 1996-11-14 | Fritz Stahlecker | Vorrichtung zum Bilden einer Fadenreservewicklung nach einem Spulenwechsel an einem Spinnaggregat |
| DE19533833B4 (de) * | 1995-09-13 | 2004-08-05 | Saurer Gmbh & Co. Kg | Kreuzspulenwechseleinrichtung einer Kreuzspulen herstellenden Textilmaschine |
| DE19931878A1 (de) * | 1999-07-09 | 2001-01-18 | Rieter Ingolstadt Spinnerei | Verfahren und Vorrichtung zum Warten einer Textilmaschine |
| DE10007954B4 (de) * | 2000-02-22 | 2009-02-05 | Oerlikon Textile Gmbh & Co. Kg | Spulvorrichtung für eine Kreuzspulen herstellende Textilmaschine |
| US6375114B1 (en) * | 2000-06-29 | 2002-04-23 | Rieter Ingolstadt Spinnereimaschinenbau Ag | Process and an apparatus for the servicing of a textile machine |
| DE10139072B4 (de) * | 2001-08-09 | 2009-12-17 | Oerlikon Textile Gmbh & Co. Kg | Serviceaggregat zum Wiederanspinnen von Arbeitsstellen einer Offenend-Spinnmaschine |
-
2001
- 2001-08-22 DE DE10141046A patent/DE10141046A1/de not_active Withdrawn
-
2002
- 2002-06-05 EP EP02012291A patent/EP1285983A1/de not_active Withdrawn
- 2002-07-02 CZ CZ20022315A patent/CZ20022315A3/cs unknown
- 2002-08-20 US US10/224,662 patent/US20030038205A1/en not_active Abandoned
- 2002-08-22 CN CN02130124.7A patent/CN1407155A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3816990A (en) * | 1972-03-23 | 1974-06-18 | Krupp Gmbh | Device for exchanging bobbins on an open-end spinning machine |
| US4817380A (en) * | 1985-06-24 | 1989-04-04 | Schubert & Salzer | Process and device for piecing up an open-end friction spinning device |
| EP0473212A1 (de) * | 1990-08-01 | 1992-03-04 | SAVIO MACCHINE TESSILI S.r.l. | Vorrichtung und Verfahren zum Auffangen und Vorbereiten des Fadenendes beim Wiederanspinnen in einer Offenendmaschine |
| DE19917969A1 (de) * | 1999-04-21 | 2000-10-26 | Schlafhorst & Co W | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3431427A1 (de) * | 2017-07-19 | 2019-01-23 | Maschinenfabrik Rieter AG | Verfahren zum betreiben einer arbeitsstelle einer spinn- oder spulmaschine sowie fadendüse |
| US10829338B2 (en) | 2017-07-19 | 2020-11-10 | Maschinenfabrik Rieter Ag | Method for operating a workstation of a spinning machine or winding machine |
| CN108642616A (zh) * | 2018-05-22 | 2018-10-12 | 卓郎(江苏)纺织机械有限公司 | 具有纺纱器打开状态检测装置的转杯纺纱机 |
| CN108642616B (zh) * | 2018-05-22 | 2021-03-26 | 卓郎(江苏)纺织机械有限公司 | 具有纺纱器打开状态检测装置的转杯纺纱机 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1407155A (zh) | 2003-04-02 |
| DE10141046A1 (de) | 2003-03-06 |
| US20030038205A1 (en) | 2003-02-27 |
| CZ20022315A3 (cs) | 2003-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1284313B1 (de) | Verfahren und Vorrichtung zum Wiederanspinnen einer Offenend-Spinnmaschine nach Spulenwechsel | |
| DE10139074B4 (de) | Offenend-Rotorspinnmaschine | |
| EP2657380B1 (de) | Verfahren und Vorrichtung zum Betreiben von Arbeitsstellen einer Offenend-Rotorspinnmaschine | |
| DE2939675A1 (de) | Spulenwechseleinrichtung fuer textilmaschinen | |
| DE10139072B4 (de) | Serviceaggregat zum Wiederanspinnen von Arbeitsstellen einer Offenend-Spinnmaschine | |
| CH618741A5 (de) | ||
| DE10139075A1 (de) | Offenend-Rotorspinnmaschine | |
| DE102007048720B4 (de) | Verfahren und Vorrichtung zum Betreiben einer Offenend-Rotorspinnmaschine | |
| DE102006047288A1 (de) | Arbeitsstelle einer Textilmaschine | |
| EP0716169B1 (de) | Kreuzspulen herstellende Textilmaschine | |
| DE4313523C2 (de) | Kreuzspulen herstellende OE-Spinnmaschine | |
| EP2444348B1 (de) | Hülsengreifer für ein Kreuzspulenwechselaggregat | |
| EP1127831B1 (de) | Vorrichtung zur Inbetriebnahme einer Arbeitsstelle einer Kreuzspule herstellenden Textilmaschine | |
| EP0805118A1 (de) | Spulstelle einer Kreuzspulen herstellenden Textilmaschine | |
| DE10201533B4 (de) | Offenend-Rotorspinnmaschine | |
| DE19827605A1 (de) | Verfahren und Vorrichtung zum Aufnehmen eines Fadenendes von der Oberfläche einer Kreuzspule | |
| EP1285983A1 (de) | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine | |
| DE19858986A1 (de) | Bedienaggregat für eine Faserband verarbeitende Textilmaschine | |
| EP2824054B1 (de) | Arbeitsstelle einer Kreuzspulen herstellenden Textilmaschine | |
| DE19917969A1 (de) | Serviceaggregat für eine Kreuzspulen herstellende Textilmaschine | |
| WO2007033784A1 (de) | Serviceaggregat für eine kreuzspulen herstellende textilmaschine | |
| DE19935695A1 (de) | Verfahren zum Umrüsten und gleichzeitigen Modernisieren einer Offenend-Rotorspinnmaschine | |
| EP4051832B1 (de) | Offenend-spinnmaschine sowie verfahren und steuereinrichtung zum betreiben einer solchen offenend-spinnmaschine | |
| EP0156306B1 (de) | Aufspulvorrichtung | |
| DE10117311C1 (de) | Verfahren und Vorrichtung zum Führen bifilar zulaufender synthetischer Fäden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SAURER GMBH & CO. KG |
|
| 17P | Request for examination filed |
Effective date: 20030826 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE IT LI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20050104 |