EP1280429B1 - Chaussure et insert de couche fonctionnelle pour chaussure - Google Patents
Chaussure et insert de couche fonctionnelle pour chaussure Download PDFInfo
- Publication number
- EP1280429B1 EP1280429B1 EP01927768A EP01927768A EP1280429B1 EP 1280429 B1 EP1280429 B1 EP 1280429B1 EP 01927768 A EP01927768 A EP 01927768A EP 01927768 A EP01927768 A EP 01927768A EP 1280429 B1 EP1280429 B1 EP 1280429B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- functional layer
- sole
- end region
- elastic
- footwear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



















Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/12—Special watertight footwear
- A43B7/125—Special watertight footwear provided with a vapour permeable member, e.g. a membrane
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B9/00—Footwear characterised by the assembling of the individual parts
Definitions
- the invention relates to footwear with an outsole and a shaft, the one Having sole side shaft end region, at least over part of his Scope is biased towards the sole center.
- the invention is particularly advantageous if, after closing the Shank with a sole machining steps to be made at which would be unfavorable or undesirable, the Schaftend Scheme already finally put into his tense state.
- An example of this is flexibly sewn footwear, in which the shaft with an upper and the upper at least partially inside lining waterproof functional layer is provided and one to the outside angled upper end region sewn to a peripheral edge of a sole becomes. If the sole side functional layer end region already existed during the Sewing the upper end region with the sole in its final position biased, there would be a risk that the circular needle of flexible sewn Footwear used sole sink perforated the functional layer. As a result of this, the footwear would, with the help of the functional layer to be waterproofed, leaking.
- Reactive hot-melt adhesive For sealing the functional layer in the sole region is particularly suitable Reactive hot-melt adhesive, which leads to water-tightness in the fully reacted state.
- Reactive hot melt adhesive in which by radiation absorption, is particularly advantageous heatable particles, such as carbon or metal particles are mixed. This sometimes facilitates the activation heating of the reactive hot melt adhesive.
- the invention can be applied to footwear with or without functional layer and independently on the use of adhesive and the type of adhesive used be applied.
- footwear without functional layer is the sole side End region of the shaft material biased by the elastic means.
- footwear with functional layer there are three options: It will only the sole-side end region of the upper material by an elastic means biased; it is only the sole side end of the functional layer by an elastic means biased; it will be the sole end area both of the upper and the functional layer each by an elastic means biased.
- an elastic means is an elastic Used stringline.
- the elastic cord can make a string tunnel and a having arranged therein elastic cord.
- the elastic cord in the string tunnel in Cord longitudinally arranged movable relative to the string tunnel.
- the elastic cord in predetermined longitudinal distances fixed to the string tunnel.
- the elastic cord draw an elastic cord, which in predetermined longitudinal distances at the peripheral edge of the Obermaterialend Schemes or thejans slaughterend Kunststoffs is fixed.
- the elastic cord can through Be fixed fixing.
- the elastic means has the form of a Elastic in the form of one with thejans fürend Scheme veähten Rubber strand, e.g. Rubber band.
- the elastic means by a planar, elastic material, e.g. in the form of a rubber net, which forms the bridged on the sole side opening of the shaft end region.
- the elastic means is characterized formed that at least one located in the sole side end portion of the Functional layer insert is constructed with elastic material. It can be to elastic functional layer material and / or one with the Functional layer material associated elastic textile material act. Is the entire functional layer insert constructed with elastic material, it can by Be an advantage, the between upper shaft opening and sole end area located part of the functional layer insert by means of a to maintain of breathability or water vapor permeability leading adhesive bonding, For example, point-like bonding, on the inside of the upper to fix.
- the footwear has a waterproof, water-vapor-permeable functional layer.
- the invention makes a functional layer insert available at least partially inside lining of an upper material of the shaft of an outsole-containing footwear, wherein the functional layer insert is open on the sole side and has a sole-side functional layer end region, the at least over part of its circumference by an elastic means in Towards the center of the sole is elastically biased.
- a “waterproof” is considered a functional layer, optionally including provided on the functional layer seams, if they have a water inlet pressure of at least 1.13. 10 4 Pa guaranteed.
- the functional layer material preferably ensures a water inlet pressure of more than 10 5 Pa.
- the water inlet pressure shall be measured by a test method in which distilled water is applied at 20 ⁇ 2 ° C to a sample of 100 cm 2 of the functional layer with increasing pressure. The pressure increase of the water is 60 ⁇ 1 cm Ws per minute. The water inlet pressure then corresponds to the pressure at which water first appears on the other side of the sample. Details of the procedure are specified in the ISO standard 0811 from the year 1981.
- a functional layer As a "water vapor permeable" a functional layer is considered, if it has a water vapor transmission rate Ret of less than 150 m 2 ⁇ Pa ⁇ W -1 .
- the water vapor permeability is tested according to the Hohenstein skin model. This test method is described in DIN EN 31092 (02/94) or ISO 11092 (19/33).
- Suitable materials for the waterproof, water vapor permeable Functional layer are in particular polyurethane, polypropylene and polyester, including polyetheresters and their laminates, as described in US-A-4,725,418 and US-A-4,493,870.
- stretched microporous polytetrafluoroethylene (ePTFE) as for example in US-A-3,953,566 and US-A-4,187,390, and stretched polytetrafluoroethylene, which with hydrophilic impregnating agents and / or hydrophilic layers is provided; See, for example, document US-A-4,194,041.
- ePTFE stretched microporous polytetrafluoroethylene
- textile fabrics can be, for example, fabrics, knitted fabrics, Knitted fabric, fleece or felt act. These fabrics can be made Natural fibers, for example of cotton or viscose, of synthetic fibers, for example, from polyesters, polyamides, polypropylenes or polyolefins, or be made of mixtures of at least two such materials.
- lining material On the inside of the functional layer is usually a lining material arranged.
- lining material that with the functional layer frequently to a Functional layer laminate is connected, the same materials are suitable as they are given in advance for the upper.
- the upper of the footwear can also be constructed with a laminate, which has the upper, the functional layer and the lining.
- the outsole shoe according to the invention can be made of waterproof material such as. Rubber or plastic, such as polyurethane, exist or made non-waterproof, but breathable material such as leather or leather provided with rubber or plastic inlays.
- non-waterproof Outsole material the outsole can be made waterproof thereby Maintaining the breathability that they at least in places where the Sole construction has not been waterproofed by other means is provided with a waterproof, water vapor permeable functional layer becomes.
- the rubber band or the rubber net are suitable rubber, rubber, elastic plastics such as synthetic Rubber, PVC, silicone, PU, and textile materials, in which rubber threads and / or threads of such materials are incorporated.
- the elastic means used in the respective embodiment of the invention preferably has an elasticity of at least 10%.
- FIG. 1 An embodiment of a functional layer insert 11 according to the invention is in Figs. 1 and 2 in plan view shown from below, in Fig. 1 in the relaxed state and in Fig. 2 in a tensioned by a last 13 Status.
- the functional layer insert 11 has a sole-side opening 15, which is bounded by a sole-side functional layer end region 17. Of the The sole-side functional layer end region 17 is provided with an elastic means for Center of the opening 15 elastically biased.
- the elastic means has the shape of an elastic train 19 in shape a Schnurzugs 39 with a Schnurtunnel 41 and a therein elastic cord 43 ( Figures 3 and 4) or a sewn rubber strand (Fig. 5), by means of which theterrorisms Mrsend Scheme 17 is elastically biased.
- the elastic cord 43 at the cord 39 shown in Fig. 3 is the elastic cord 43 in her Longitudinal direction within the lace tunnel 41 relatively movable.
- cord 39 is the elastic cord 43 in predetermined Longitudinal distances with the Schnur tunnel 41 by Schnurtunnelnähten 42 sutured.
- the rubber strand shown in Fig. 5 has the shape of a rubber band 40, at predetermined longitudinal distances with the Function layer end portion 17 is sewn by rubber band stitching 44.
- Fig. 6 shows an embodiment of an inventive Functional layer insert 11, in which the sole-side opening 15 by means of a flat, elastically biasing material in the form of a rubber net 46 is elastically biased, which is glued or sewn to the opening edge.
- the elastic means is formed by that at least one part located in the sole side end region of the Function layer insert 11 is constructed with elastic material. It can to elastic functional layer material and / or a with the Functional layer material associated elastic textile material act.
- Fig. 8 shows a schematic cross-sectional view approximately at the longitudinal location of Footwear, where the upper shaft opening is located, a first Embodiment of the invention shoe 23, which with a Functional layer insert 11 according to the invention one of the in FIGS. 1 to 7 illustrated embodiments may be provided.
- the functional layer insert 11 is part of a shaft 25 which is connected to an upper 27 and thejans slaughtereirisatz 11 constructed and attached to an outsole 29.
- the functional layer insert 11 with a functional layer 31 and one on the inside of the functional layer 31 located lining layer 33 constructed.
- the functional layer insert 31 is on a (not shown) upper Schaftend Scheme connected to the upper 27 and is at its sole end portion 35 with the inside of the outsole 29th glued by adhesive.
- the adhesive 37 is made of material or has at least a proportion of material that when cured to Waterproofness of the adhesive 37 leads.
- the elastic cord 39 has a String tunnel 41, in the interior of which an elastic cord 43 is arranged, which the sole side end portion 35 of the functional layer insert 11 in Biased towards the sole center.
- the elastic cord 23 either in Cord longitudinal direction relative to the string tunnel 41 movably arranged or in predetermined longitudinal distances fixed to the Schnur tunnel 41, for example by sewing.
- the functional layer 31 is waterproof and permeable to water vapor, so that the provided with the functional layer insert 11 footwear 23 waterproof but still breathable.
- waterproof adhesive 37 prevents Water, which is the generally water-permeable upper 27th penetrates, on the outside of the functional layer 31 to the elastic Schnuryak 39 penetrates and there in the lining layer 33 from in general relatively strongly absorbent material passes.
- the outsole 29 is cup-shaped in the embodiment shown in FIG formed and has a raised side edge 45, of which a Sole circumference edge 47 protrudes laterally.
- the upper has one outwards protruding sole side upper end region 49, which coincides with the Sohlenplasticsrand 27 is sewn by means of a sole seam 51.
- FIGS. 9 to 7 which Production phases before reaching the state of the shown in Fig. 8 Footwear 23 show, with additional modifications are shown.
- FIGS. 9 and 10 each show the outsole 29 with an adhesive layer 53 and 55, respectively the top of the sole peripheral edge 47 and an adjoining arcuate inner wall of the sole edge 45.
- the adhesive layer 53 shown in Fig. 9 is conventional Outsole adhesive, for example in the form of solvent adhesive or Hot glue, both based on polyurethane, for example.
- Solvent adhesive is an adhesive made by adding vaporizable solvent has been made tacky and due to the Evaporation of the solvent hardens.
- Hot glue is an adhesive, too called thermoplastic adhesive by heating in a klebeporten Condition is brought and hardens by cooling. By re-heating can such adhesive repeatedly be brought into the adhesive state.
- thermoplastic adhesives are, for example, polyesters, polyamides and thermoplastic polyurethanes.
- the adhesive layer 55 shown in FIG. 10 is Reactive hot-melt adhesive, which leads to water-tightness in the fully reacted state.
- Reactive hot melt adhesives refer to adhesives that are prior to their activation from relatively short molecular chains with an average molecular weight in the range consist of about 3000 to 5000 g / mol, are non-sticky and, optionally after thermal activation, can be brought into a reaction state, in which the relatively short molecular chains crosslink to long molecular chains and harden, mainly in a humid atmosphere. In the reaction or curing period, they are adhesive and have a high creep ability, so that they also reliably penetrate wrinkles. After curing hardening they can not be reactivated.
- Suitable examples are polyurethane reactive hot melt adhesives, Resins, aromatic hydrocarbon resins, aliphatic Hydrocarbon resins and condensation resins, for example in the form of Epoxy resin (EP).
- Particularly preferred are polyurethane reactive hot melt adhesives, also called PU reactive hot melt adhesives.
- the Activation temperatures for PU reactive hot melt adhesives are approximately in the range from 70 ° C to 180 ° C. Usable are, for example, PU reactive hot melt adhesives, as described under the name IPATHERM S 14/242 of the company H.P. Fuller in Wells, Austria, or under the name MACROPLAST QR 6202 from Henkel AG, Dusseldorf, Germany, are available.
- FIG. 11 shows a production phase using FIG. 10 Reactive hot melt 55 provided outsole 29, wherein within the Upper 27 of the functional layer insert 11 is arranged and in which the outwardly angled upper end region 49 with the sole peripheral edge 47 is fixed by fixation adhesive 58.
- the elastic cord 39 relaxes, which is why the sole side end of the Function layer insert 11 pulled towards the outsole center and of the Outsole is lifted.
- FIG.12 is shown a production phase in which the outward angled upper end region 49 and the sole peripheral edge 47 by means of Seam seam 51 are sewn. Sewing this sole seam 51 could without Endangerment of the functional layer 31 happen because the sole side end 35 of the functional layer insert 11 due to the elastic cord 39 from the area of action of the sewing needle 51 used for sewing the sole seam 51 is removed.
- FIG. 12 shows a modification with respect to FIG Sole circumference edge 47 and the inner wall of the sole side edge 45 not Reactive hot melt adhesive 55 but conventional outsole adhesive 53rd is applied and the underside of the sole-side end portion 35 of Function layer insert 11 not with conventional adhesive but with Reactive hot melt adhesive 61 is provided.
- FIGS. 13 to 18 show various production phases of an embodiment flexibly sewn footwear in schematic cross-sectional representations depending on a longitudinal position of the footwear located in the forefoot area. Also at This footwear is a functional layer insert 11 of the in Figs. 1 to 4 however, the angled upper end portion 49 becomes of the upper 27 not sewn with an outsole but with a Midsole 63. Up to the sewing of the upper end region 49 with a Sole peripheral edge 65 of the midsole 63 is similar to the manufacturing process in the embodiment explained with reference to FIGS. 8 to 12 according to the invention Footwear.
- Fig. 13 shows a manufacturing phase of the footwear of the flexibly sewn Embodiment in which the outwardly angled Upper end region 49 by means of conventional adhesive 53 at the top the midsole peripheral edge 65 is fixed.
- the functional layer insert 11 Within the upper 27 is the functional layer insert 11, wherein on the bottom of the sole-side end region 35 Reactive hotmelt adhesive 61 not yet reacted is applied.
- the structure produced in this respect is stretched on a last 13, which is a machine compression of upper end region 49 and Midsole perimeter edge 65 facilitates.
- the last is the sole side End region 35 of the functional layer insert 11 stretched, but in itself This production phase would not be required.
- the last 13 is out of the shaft 25 taken out, so that the sole side end portion 35 of the Function layer insert 11 contracts due to the elastic cord 39 and lifts off from the upper end region 49.
- the sole seam 51 can therefore without any endangerment of the functional layer 31 of the functional layer insert 11 be sewn.
- Reactive hot melt adhesive 61 can be used in the radiation-absorbing Particles are mixed, for example carbon or metal particles, by Infrared or microwave energy radiation can be heated.
- FIG. 16 shows a state in which the strip 13 is again removed from the shaft is taken.
- Fig. 17 shows a manufacturing phase after the underside of the midsole 63 by means of conventional outsole adhesive 67, a plate-shaped outsole 69th has been glued.
- the manufacturing phase shown in Fig.18 is on the Inside the sole side end portion 35 of the functional layer insert 11 and the top of the midsole 63 has been applied an insole 71, for example by gluing,
- FIG. 19 shows footwear 73 of an embodiment of the invention in which both an upper 27 of a shaft 25 and a functional layer insert 11 are each provided with an elastic cord.
- both the sole side end portion 35 of the functional layer insert 11 and the sole-side upper end region 49 angled inward and with the ever associated elastic cord 39 in the direction sole center of a biased plate-shaped outsole 69.
- the sole side end portion 35 of Functional layer insert 11 has a projection 75 opposite to the Upper end region 49 on.
- the outsole 69 is by means of Reactive hot melt adhesive 61 at the bottom of the sole side Upper end portion 49 and the sole-side end portion 35 of Functional layer insert 11 glued. This leads to a sealing of the Functional layer 31 in the region of the supernatant 75th
- Figs. 8 to 18 is the reactive hot melt adhesive 61 prior to sewing the upper 27 to the sole 29 and 63 performed on the functional layer insert 11.
- Fig. 20 and 21 shown embodiment of the invention becomes the Reactive hot melt adhesive 61 only after the sewing of the upper 27 with the Sole 69 applied.
- Fig. 20 at a longitudinal position of the footwear in the region of the upper shaft opening and Fig. 21 at a longitudinal point in the forefoot area of the footwear.
- Fig. 20 shows a manufacturing phase in which the angled outward sole-side end region 49 of the upper material 27 by means of a sole seam 51 already sewn with a peripheral edge 65 of a sole 69.
- Theterrorisms Mrseinstz 11 is roughlygesülpt out of the upper 27 to Access for an adhesive nozzle 79, by means of which unreacted, liquefied reactive hot melt adhesive 61 in the corner shown in Fig. 20 between upper 27 and sole 69 is injected.
- a (not shown) Holding device can be kept open.
- FIGS. 22 and 23 two different phases of production in the Manufacture of footwear according to the invention shown by Goodyear-type, and indeed each in the form of a schematic cross-sectional representation at one in the forefoot area lying longitudinal position of the footwear. There is a lot of similarity with it the flexibly sewn footwear shown in Figures 13 to 18, on the Description in conjunction with Figures 22 and 23 reference becomes.
- the footwear by Goodyear-type differs from the flexible sewn footwear mainly by a double sole seam.
- a second sole seam 52 is present, which the outward Angled upper end region 49 having a peripheral edge 66 of a sole 66 connects.
- the sole 65 is either an insole 66, on which is then glued to an outsole 69, or the outsole 69 itself. Off For this reason, in Figs. 22 and 23, the sole 69 is shown in dashed lines.
- the sole side end region 35 of the functional layer insert 11 also after closing the shaft with a sole can still be stretched, namely with the help of the last 13 tensioned elastic cord 39 of the functional layer insert 11.
- Bei Use of a conventional non-elastic cord would come after the closing of the shaft with a sole no longer to be lashed to the String.
- FIGS. 24 and 25 two different phases of production in the Manufacture of footwear according to the invention shown in Moccasin-type, each in the form of a schematic cross-sectional representation.
- FIGS. 24 and 25 Cross sections Longitudinal sections of the footwear that are in the area of the shaft opening or the forefoot.
- Moccasins are characterized by the fact that the Upper material shaft in a sole region 81 in one piece with upper 27 to an upper sole unit 83 closed and the forefoot of the Shoe with a to the upper 27 by means of a sheet seam 87 sewn Sheet 89 is closed from the upper. If moccasins are pure construction also have no other sole, moccasins are nowadays usually with a Outsole 85 provided by means of a sole seam 51 to the sole region 81 of Upper sole unit 83 is sewn.
- Fig. 24 shows a manufacturing stage in which the upper sole unit 83 by means of a sole seam 51, the outsole 85 and in the upper Shaft opening 91 of the upper sole unit 83 to the upper 27 by means a connection seam 77, a functional layer insert 11 is sewn. The latter is slipped out of the shaft to access for sewing the sole seam 51 allow causing (not shown) sewing machine.
- an elastic means in the form of a elastic cord 39, and reactive hot melt adhesive 61.
- the outsole 85 is connected to the sole region 81 of the upper sole unit 83 not only sewn but also by means of outsole adhesive 67 bonded.
- Figs. 26 and 27 is a pair of footwear having the appearance of moccasin shoes shown largely with the moccasin shown in Figs coincides and deviates from this only insofar as the upper 27th in the sole area is open.
- Zwickklebstoff and / or outsole adhesive is not shown in the figures.
- FIGS. 26 and 27 show manufacturing states corresponding to FIGS. 24 and 25 and FIG for further details, reference is made to the preceding Explanatory Notes to the Fig. 24 and 25 referenced.
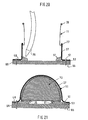
- Fig. 28 and 29 show an embodiment of the invention with footwear Side seam in two different production phases. It refers to Footwear with Zwickklebung, in which a lasting impact 99 forming sole side upper end region 49 by means of Zwickklebstoffs 97 with the Bottom of a peripheral edge of an insole 101 is glued.
- Within the upper 27 is a functional layer insert 11 with a sole side end portion 35, an elastic cord 39 and Reactive hot melt adhesive 61.
- FIG. 29 shows a manufacturing stage in which the sole side end portion 35 of FIG Function layer insert 11 on the reactive hot melt adhesive 61 already with the Top of the insole 101 is glued sealing.
- the Footwear structure previously on a previously removed in Fig. 29 strips been stretched to the elastic cord 39 and thus the To tension functional layer insert 11 and in this way the end of the 35th the functional layer insert 11 reactive hot melt adhesive 61 with the To bring insole 101 into contact and by activating the Reactive hot melt adhesive 61 to cause the bond with the insole 101.
- the outsole and / or or midsole constructed or provided with a waterproof layer.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Claims (34)
- Chaussure avec semelle extérieure (29 ; 69 ; 85) et un corps (25), qui comporte une zone d'extrémité de corps, ouverte du côté de la semelle qui est prétendue au moins sur une partie de sa périphérie par un moyen élastique (19 ; 39 ; 46) en direction du centre de la semelle extérieure.
- Chaussure selon la revendication 1, dans laquelle la corps (25) est composé d'un matériau supérieur (27) et d'une couche fonctionnelle (31) étanche comportant une zone d'extrémité de couche fonctionnelle du côté de la semelle (17 ; 35) et dans laquelle la zone d'extrémité de la couche fonctionnelle (17 ; 35) est prétendue au moins sur une partie de sa périphérie par un moyen élastique (19 ; 39 ; 46) en direction du centre de la semelle extérieure.
- Chaussure selon la revendication 1 ou 2, dans laquelle le corps (25) est composé d'un matériau supérieur (27) comportant une zone d'extrémité de matériau supérieur (49) du côté de la semelle et une couche fonctionnelle (31) étanche comportant une zone d'extrémité de couche fonctionnelle (17 ; 35) du côté de la semelle et dans laquelle le matériau supérieur (49) est prétendu au moins sur une partie de sa périphérie par un moyen élastique (39) en direction du centre de la semelle extérieure.
- Chaussure selon l'une quelconque des revendications 1 à 3, pourvue d'un moyen élastique ayant la forme d'une traction par lacet élastique (19 ; 39).
- Chaussure selon la revendication 4, dans laquelle la traction par lacet (19 ; 39) comporte un tunnel pour lacet (41) et un lacet élastique (43) disposé dedans.
- Chaussure selon la revendication 5, dans laquelle le lacet élastique (43) est disposé de manière mobile dans le tunnel pour lacet (41) en direction longitudinale du lacet par rapport au tunnel pour lacet (41).
- Chaussure selon la revendication 5, dans laquelle le lacet élastique (43) est fixé dans des écarts longitudinaux prédéfinis sur le tunnel pour lacet (41).
- Chaussure selon l'une quelconque des revendications 4 à 7, dans laquelle la traction à lacet élastique (19 ; 39) comporte un boyau élastique (43 ; 40) qui est fixé à des écarts longitudinaux prédéfinis sur la bordure périphérique de la zone d'extrémité du matériau supérieur (49) ou de la zone d'extrémité de la couche fonctionnelle (17 ; 35).
- Chaussure selon la revendication 7 ou 8, dans laquelle le lacet élastique (43) ou le boyau élastique (40) est fixé par couture.
- Chaussure selon l'une quelconque des revendications 5 à 9, dans laquelle le boyau élastique (40) est formé par une bande élastique.
- Chaussure selon la revendication 10, dans laquelle la bande élastique est formée par une bande en caoutchouc cousue sur la zone d'extrémité du corps.
- Chaussure selon l'une quelconque des revendications 1 à 3, dans laquelle le corps est construit en matériau élastique formant le moyen élastique au moins dans la zone d'extrémité du corps.
- Chaussure selon l'une quelconque des revendications 1 à 3, dans laquelle l'ouverture du côté de la semelle de la zone d'extrémité du corps est recouverte par le matériau plat prétendant élastiquement formant le moyen élastique.
- Chaussure selon la revendication 13, dans laquelle le matériau plat prétendant élastiquement est formé par un réseau en caoutchouc (46).
- Chaussure selon l'une quelconque des revendications 2 à 14, dans laquelle la couche fonctionnelle (31) est étanche à l'eau et perméable à la vapeur d'eau.
- Insert de couche fonctionnelle pour revêtement au moins partiel d'une chaussure comportant le matériau supérieur (27) d'un corps (25) de semelle extérieure (29 ; 69), l'insert de couche fonctionnelle (11) étant ouvert du côté de la semelle et comportant une zone d'extrémité de couche fonctionnelle (17 ; 35), qui est prétendue au moins sur une partie de sa périphérie par un moyen élastique (19 ; 39) en direction du centre la semelle extérieure.
- Insert de couche fonctionnelle selon la revendication 16, pourvu d'un moyen élastique ayant la forme d'une traction à lacet élastique (19 ; 39).
- Insert de couche fonctionnelle selon la revendication 17, dans lequel la traction à lacet élastique (19 ; 39) comporte un tunnel pour lacet (41) et un lacet élastique (43) disposé dedans.
- Insert de couche fonctionnelle selon la revendication 18, dans lequel le lacet élastique (43) est disposé de manière mobile dans le tunnel pour lacet (41) en direction longitudinale du lacet par rapport au tunnel pour lacet (41).
- Insert de couche fonctionnelle selon la revendication 18, dans lequel le lacet élastique (43) est fixé à des écarts longitudinaux prédéfinis sur le tunnel pour lacet (41).
- Insert de couche fonctionnelle selon la revendication 17, dans lequel la traction à lacet élastique (19 ; 39) comporte un boyau élastique (40 ; 43) qui est fixé à des écarts longitudinaux prédéfinis sur la bordure périphérique de la zone d'extrémité du matériau supérieur (49) ou de la zone d'extrémité de la couche fonctionnelle (17 ; 35).
- Insert de couche fonctionnelle selon la revendication 20 ou 21, dans lequel le boyau élastique (40 ; 43) est fixé par couture.
- Insert de couche fonctionnelle selon l'une quelconque des revendications 18 à 22, dans lequel le boyau élastique est formé par une bande élastique (40).
- Insert de couche fonctionnelle selon la revendication 23, dans lequel la bande élastique (40) est formée par une bande en caoutchouc cousue sur la zone d'extrémité de la couche fonctionnelle (35) .
- Insert de couche fonctionnelle selon la revendication 16, dans lequel l'insert de couche fonctionnelle (11) est composé au moins dans la zone d'extrémité de la couche fonctionnelle (35) par le matériau élastique formant le moyen élastique.
- Insert de couche fonctionnelle selon la revendication 16, dans lequel l'ouverture (15) du côté de la semelle de la zone d'extrémité de la couche fonctionnelle (35) est recouverte par le matériau (46) plat prétendant élastiquement formant le moyen élastique.
- Insert de couche fonctionnelle selon la revendication 26, dans lequel le matériau plat prétendant élastiquement (46) est formé par un réseau de caoutchouc.
- Insert de couche fonctionnelle selon l'une quelconque des revendications 16 à 27, dans lequel la couche fonctionnelle (31) est étanche à l'eau et perméable à la vapeur d'eau.
- Procédé de fabrication d'une chaussure pourvue d'une semelle extérieure (29 ; 69 ; 85) avec les étapes de fabrication suivantes :a) on fabrique un corps en matériau supérieur (27) pourvu d'une zone d'extrémité de matériau supérieur (49) ouverte du côté de la semelle ;b) on fabrique une couche fonctionnelle (31) et un insert de couche fonctionnelle (11) comportant une zone d'extrémité de couche fonctionnelle (35), ouverte du côté de la semelle qui est pourvue d'un moyen élastique (19 ; 39 ; 46) qui prétend élastiquement au moins la zone d'extrémité de la couche fonctionnelle (35) au moins sur une partie de sa périphérie en direction du centre de la semelle extérieure ;c) l'insert de couche fonctionnelle (11) est disposé à l'intérieur du corps du matériau supérieur (27) ;d) à l'état détendu du moyen élastique (19 ; 39 ; 46), la zone d'extrémité du matériau supérieur (49) déroulée vers l'extérieur est cousue à une bordure périphérique (65) d'une semelle (29 ; 63 ; 85) ;e) l'assemblage de chaussure obtenu jusqu'à présent est tendu par une lisière (13) de manière à ce que l'insert de couche fonctionnelle (11) soit tendu par la lisière (13) et la zone d'extrémité de la couche fonctionnelle (35) contre la semelle (29 ; 63 ; 85) ;f) la colle à réaction thermoplastique (61) appliquée au préalable sur la semelle (29 ; 63 ; 85) ou sur la zone d'extrémité de la couche fonctionnelle (35) est activée par collage et aboutit en fin de réaction au collage étanche de la couche fonctionnelle dans la zone d'extrémité de la couche fonctionnelle (35) appuyée contre la semelle (29 ; 63 ; 85) ;g) après collage de la colle à réaction thermoplastique, la lisière (13) est enlevée.
- Procédé de fabrication d'une chaussure pourvue d'une semelle extérieure (29 ; 69 ; 85) avec les étapes de fabrication suivantes :h) on fabrique un corps en matériau supérieur (27) pourvu d'une zone d'extrémité de matériau supérieur (49) ouverte du côté de la semelle ;i) on fabrique une couche fonctionnelle (31) et un insert de couche fonctionnelle (11) comportant une zone d'extrémité de couche fonctionnelle (35) ouverte du côté de la semelle, qui est pourvue d'un moyen élastique (19 ; 39 ; 46) qui prétend élastiquement au moins la zone d'extrémité de la couche fonctionnelle (35) au moins sur une partie de sa périphérie en direction du centre de la semelle extérieure ;j) l'insert de couche fonctionnelle (11) est disposé à l'intérieur du corps du matériau supérieur (27) ;k) l'insert de couche fonctionnelle (11) et le corps du matériau supérieur (27) sont reliés l'un à l'autre à l'extrémité supérieure du corps ;l) l'insert de couche fonctionnelle est embouti au dehors du corps du matériau supérieur (27) ;m) la zone d'extrémité du matériau supérieur est cousue à une semelle (85) par l'ouverture du côté de la semelle (15) de l'insert de couche fonctionnelle (11) embouti vers l'extérieur et par l'ouverture supérieure du corps du matériau supérieur (27) ;n) l'assemblage de chaussure obtenu jusqu'à présent est tendu par une lisière (13) de manière à ce que l'insert de couche fonctionnelle (11) soit tendu par la lisière (13) et la zone d'extrémité de la couche fonctionnelle (35) appuyée contre la semelle (29 ; 63 ; 85) ;o) la colle à réaction thermoplastique (61) appliquée au préalable sur la semelle (29 ; 63 ; 85) ou sur la zone d'extrémité de la couche fonctionnelle (35) est activée par collage et aboutit en fin de réaction au collage étanche de la couche fonctionnelle dans la zone d'extrémité de la couche fonctionnelle (35) sur la semelle (29 ; 63 ; 85) ;p) après collage de la colle à réaction thermoplastique, la lisière (13) est enlevée.
- Procédé selon la revendication 29 ou 30, dans lequel la semelle est formée par une semelle extérieure (29 ; 69 ; 85).
- Procédé selon la revendication 29 ou 30, dans lequel la semelle est formée par une semelle intermédiaire (65) ou une semelle intérieure (93) et sur la surface inférieure de laquelle une semelle extérieure (69 ; 85) est fixée.
- Procédé selon l'une quelconque des revendications 29 à 32, dans lequel on applique de la colle à réaction thermoplastique (61) sur le côté extérieur de la zone d'extrémité de la couche fonctionnelle (35) avant d'installer l'insert de couche fonctionnelle (11) dans le corps du matériau supérieur (27).
- Procédé selon l'une quelconque des revendications 29, 31 et 32, dans lequel, après fabrication d'une liaison entre l'insert de couche fonctionnelle (11) et le corps du matériau supérieur (27) sur l'extrémité de corps supérieure et après emboutissage extérieur de l'insert de couche fonctionnelle hors du corps du matériau supérieur (27), on applique de la colle à réaction thermoplastique (61) sur le côté supérieur de la semelle (29 ; 63 ; 85).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10022254A DE10022254A1 (de) | 2000-05-08 | 2000-05-08 | Schuhwerk und Funktionsschichteinsatz für Schuhwerk |
| DE10022254 | 2000-05-08 | ||
| PCT/EP2001/003212 WO2001084974A1 (fr) | 2000-05-08 | 2001-03-21 | Chaussure et insert de couche fonctionnelle pour chaussure |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1280429A1 EP1280429A1 (fr) | 2003-02-05 |
| EP1280429B1 true EP1280429B1 (fr) | 2005-12-07 |
Family
ID=7641107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01927768A Expired - Lifetime EP1280429B1 (fr) | 2000-05-08 | 2001-03-21 | Chaussure et insert de couche fonctionnelle pour chaussure |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1280429B1 (fr) |
| AT (1) | ATE311780T1 (fr) |
| AU (1) | AU2001254714A1 (fr) |
| DE (2) | DE10022254A1 (fr) |
| WO (1) | WO2001084974A1 (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2308054T3 (es) * | 2003-03-07 | 2008-12-01 | Sympatex Technologies Gmbh | Calzado a prueba de agua. |
| DE102013207156A1 (de) | 2013-04-19 | 2014-10-23 | Adidas Ag | Schuh, insbesondere ein Sportschuh |
| DE102013207155B4 (de) | 2013-04-19 | 2020-04-23 | Adidas Ag | Schuhoberteil |
| DE102013207163B4 (de) | 2013-04-19 | 2022-09-22 | Adidas Ag | Schuhoberteil |
| US11666113B2 (en) | 2013-04-19 | 2023-06-06 | Adidas Ag | Shoe with knitted outer sole |
| DE102014202432B4 (de) | 2014-02-11 | 2017-07-27 | Adidas Ag | Verbesserter Fußballschuh |
| DE102014220087B4 (de) | 2014-10-02 | 2016-05-12 | Adidas Ag | Flachgestricktes Schuhoberteil für Sportschuhe |
| DE102017223737A1 (de) | 2017-12-22 | 2019-06-27 | Adidas Ag | Verfahren zur Herstellung eines Schuhoberteils |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA962021A (en) | 1970-05-21 | 1975-02-04 | Robert W. Gore | Porous products and process therefor |
| US4421742A (en) | 1977-02-08 | 1983-12-20 | Dr. Werner Freyberg Chemische Fabrik Delitia Nachf. | Phosphine producing pesticide and method of manufacture therefor |
| US4194041A (en) | 1978-06-29 | 1980-03-18 | W. L. Gore & Associates, Inc. | Waterproof laminate |
| CA1191439A (fr) | 1982-12-02 | 1985-08-06 | Cornelius M.F. Vrouenraets | Produit flexible multicouche |
| DE19738744A1 (de) * | 1997-09-04 | 1999-04-08 | Gore W L & Ass Gmbh | Schuh und Verfahren zu dessen Herstellung |
| EP1124460B1 (fr) * | 1998-10-28 | 2004-06-16 | W.L. GORE & ASSOCIATES GmbH | Chaussure dotee d'une structure semelle etancheifiee et son procede de production |
| EP1202643B1 (fr) * | 1999-08-16 | 2005-12-07 | W.L. GORE & ASSOCIATES GmbH | Chaussure avec ensemble semelle etancheifie et procede de fabrication de cette chaussure |
-
2000
- 2000-05-08 DE DE10022254A patent/DE10022254A1/de not_active Withdrawn
-
2001
- 2001-03-21 WO PCT/EP2001/003212 patent/WO2001084974A1/fr active IP Right Grant
- 2001-03-21 EP EP01927768A patent/EP1280429B1/fr not_active Expired - Lifetime
- 2001-03-21 AU AU2001254714A patent/AU2001254714A1/en not_active Abandoned
- 2001-03-21 DE DE50108317T patent/DE50108317D1/de not_active Expired - Lifetime
- 2001-03-21 AT AT01927768T patent/ATE311780T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| AU2001254714A1 (en) | 2001-11-20 |
| EP1280429A1 (fr) | 2003-02-05 |
| WO2001084974A1 (fr) | 2001-11-15 |
| DE50108317D1 (de) | 2006-01-12 |
| DE10022254A1 (de) | 2001-11-15 |
| ATE311780T1 (de) | 2005-12-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1476038B1 (fr) | Tige de chaussure et chaussure fabriquee avec cette tige, et procede de production y relatif | |
| EP1578222B1 (fr) | Chaussure impermeable comprenant une bande de liaison elastique | |
| DE4443002C2 (de) | Schutzschuh | |
| EP1202643B1 (fr) | Chaussure avec ensemble semelle etancheifie et procede de fabrication de cette chaussure | |
| EP1124457B1 (fr) | Chaussure etancheifiee et son procede de production | |
| EP0445198B1 (fr) | Chaussure caracterisee par une trepointe en plastique | |
| DE60003546T2 (de) | Bekleidungsstück | |
| EP0298360B1 (fr) | Chaussure imperméable | |
| EP1622476A1 (fr) | Article chaussant impermeable a l'eau et procede de fabrication dudit article | |
| EP0862867A2 (fr) | Chaussure imperméable avec semelle intérieure et première intermédiaire | |
| DE3821602A1 (de) | Wasserdichtes schuhwerk | |
| EP1280429B1 (fr) | Chaussure et insert de couche fonctionnelle pour chaussure | |
| EP0544270B1 (fr) | Chaussure imperméable permettant la transpiration et procédé de fabrication de celle-ci | |
| DE10058094C1 (de) | Schuhwerk mit einem einen Schaftteil überdeckenden Futterlaminatteil und Verfahren zu dessen Herstellung | |
| EP1124460B1 (fr) | Chaussure dotee d'une structure semelle etancheifiee et son procede de production | |
| DE4311768A1 (de) | Verfahren zur Abdichtung von Schuhen im Sohlenbereich | |
| DE60004238T2 (de) | Schuhwerk mit Abdichtungselement | |
| DE102017211251A1 (de) | Aufleisten mit einem Faden | |
| EP1124458B1 (fr) | Chaussure dotee d'un rempli d'etancheite et son procede de production | |
| DE60104108T2 (de) | Schuh mit abgedichtetem zwickeinschlag und verfahren zu dessen herstellung | |
| DE202020103313U1 (de) | Atmungsaktives und wasserdichtes Schuherzeugnis | |
| DE19547276A1 (de) | Wasserdichter Schuh und Verfahren zu dessen Herstellung | |
| DE19938139A1 (de) | Schuhwerk mit abgedichtetem Sohlenaufbau und Verfahren zu dessen Herstellung | |
| DE20315772U1 (de) | Wasserdichtes Schuhwerk mit elastischem Verbindungsband | |
| DE202017103972U1 (de) | Wasserdichter, atmungsaktiver Schuh |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20021125 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17Q | First examination report despatched |
Effective date: 20041012 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20051207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BRAUNPAT BRAUN EDER AG |
|
| REF | Corresponds to: |
Ref document number: 50108317 Country of ref document: DE Date of ref document: 20060112 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060508 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060908 |
|
| EN | Fr: translation not filed | ||
| BERE | Be: lapsed |
Owner name: W.L. GORE & ASSOCIATES G.M.B.H. Effective date: 20060331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170227 Year of fee payment: 17 Ref country code: DE Payment date: 20170222 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20170222 Year of fee payment: 17 Ref country code: GB Payment date: 20170224 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170221 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLEESTRASSE 87, 4054 BASEL (CH) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50108317 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 311780 Country of ref document: AT Kind code of ref document: T Effective date: 20180321 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180321 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180321 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180321 |