EP1266854B1 - Transport device for sheets and method for assembling sheets - Google Patents
Transport device for sheets and method for assembling sheets Download PDFInfo
- Publication number
- EP1266854B1 EP1266854B1 EP02008873A EP02008873A EP1266854B1 EP 1266854 B1 EP1266854 B1 EP 1266854B1 EP 02008873 A EP02008873 A EP 02008873A EP 02008873 A EP02008873 A EP 02008873A EP 1266854 B1 EP1266854 B1 EP 1266854B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheets
- quires
- suction
- conveying
- conveying apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
- B65H29/6618—Advancing articles in overlapping streams forming an overlapping stream upon transfer from a first conveyor to a second conveyor advancing at slower speed
- B65H29/6627—Advancing articles in overlapping streams forming an overlapping stream upon transfer from a first conveyor to a second conveyor advancing at slower speed in combination with auxiliary means for overlapping articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/513—Modifying electric properties
- B65H2301/5132—Bringing electrostatic charge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
Definitions
- the invention relates to a conveyor for sheet layers, which in particular at least one collecting area can be fed, with at least two successively arranged conveying devices, of which the forward conveying device in the conveying direction has a lower speed than the rear, wherein at least one ionizer is included, by means of which the sheet layers electrostatically are rechargeable.
- the invention further relates to a method for bringing sheet layers together.
- a generic conveyor or conveyor in which in particular by means of an ionizing the sheet and at least one of the conveyor belts is electrostatically charged, so as to allow an electrostatic braking of the bow.
- DE-AS 1 245 702 discloses a device for conveying, overlapping and depositing, for example, sheets of paper or the like ejected from cross-cutters with a conveyor belt and a further conveyor belt of lower speed connected downstream of it and arranged lower in the conveying direction. In this case, individual sheets are tightened on a slowly moving belt, the so-called. Abbremsband by suction. A device acc. This document is not suitable for several superimposed sheets, so-called sheet layers or paper clips.
- the at least one region of the sheet layers is arranged in the conveying direction in the rear region of the sheet layers, in particular in the vicinity of the edge of the respective sheet layer, it is possible long format sections or long sheet layers at a slower speed in the slow conveyor, ie the front conveyor to transport, as this has been possible. Furthermore, this means a non-contact braking of the sheet layers at the trailing edge, whereby no damage to the leading edge takes place even at high paper web speeds or sheet speeds.
- the long format sections or sheet layers are no longer pushed together in the braking phase, as this happens in the otherwise conventional inertia of sheet layers when braking at the front edge.
- the front conveyor device comprises suction openings.
- suction openings By providing suction openings in the front conveyor, in particular in corresponding conveyor belts, a particularly simple constructive and inventive design of the front conveyor possible.
- the suction openings pass through at least one conveyor belt of the front conveyor.
- the at least one conveyor belt can then be called, for example, also suction belt.
- a plurality of juxtaposed conveyor belts or suction belts are preferably used. These are preferably three.
- the suction device comprises at least one suction box with suction slots, which can be brought into operative connection with the suction openings. If the suction openings are arranged at a predeterminable, in particular uniform, distance from one another on the at least one conveyor belt, a format-independent overlapping distance can be selected. The overlap distance is accordingly preferably adaptable and depends on the hole spacing of the corresponding suction holes in the at least one conveyor belt.
- a particularly effective ionization or electrical charging of the sheet layers can be realized if the conveying device or at least one further element is at least partially electrically conductive in the region of the ionizing device.
- an electrically conductive element is preferably provided, which is in particular stationary.
- a particularly preferred embodiment of the conveyor device according to the invention is realized when a phase shift as a function of the speed of the conveyor between the at least two is provided behind one another arranged conveying devices.
- the phase shift serves to compensate for the inertia of the sheet layers to higher speeds of the conveyor.
- the higher the speed of the sheet layers the sheet layers to slip over the corresponding suction holes, before a complete fixation is done by the suction air to the corresponding conveyor belt.
- there is a linear relationship between the phase shift and the speed of the conveyor is preferably, the greater the speed of the conveyor, the more the phase of the front conveyor of the phase of the rear conveyor.
- a paper processing machine is provided with at least one of the aforementioned conveyors.
- Such a paper processing machine processes in particular paper, but also so-called. Tissue.
- Such a paper processing machine serves, in particular, to cut, stack and package paper as well as tissue.
- the object is further achieved by a method for bringing together sheet layers with the method steps of claim 12.
- the inventive method steps it is possible to bring together without slipping the sheet in the sheet layers, in particular on a slower conveyor belt or Abbremsband and in particular to overlap, with a very fast process control and a very gentle process management is possible. Furthermore, it is possible to set the difference in speeds between the supplied sheet layers and the overlapping sheet layers significantly higher, so that a slower striking the overlapping sheet layers on the front stop a collection box a corresponding paper processing machine is possible, making this attack is also gentle. As a result of the slow impact on the front stop, the sheet layers brought to overlap are thus gently accumulated, preferably subsequently to the abovementioned method steps, to form a sheet stack.
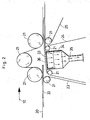
- Fig. 1 shows a side view of the essential part of a conveyor according to the invention.
- Paper clips 33 are between a top belt 20 and a conveyor belt 23 in the conveying direction 10 in the direction a Abbremsbandes 24 transported.
- the upper belt 20 is deflected by means of deflection rollers 21 and by means of a drive roller or a drive unit, which is not shown in Fig. 1, driven. Accordingly, the conveyor belt 23 is deflected via deflection rollers 21 and driven by a drive roller 22. The same applies to the Abbremsband 24 and the lower band 25th
- the paper clips consisting of some paper sheets, such as 4 to 7 sheets, are electrically charged by means of an ionizer 30 provided with an electrical connection 31 and the electrostatic field 32 produced thereby, so that the paper sheets are held together in the respective paper clip 33 ,
- a counter electrode 27 is preferably provided, which is preferably electrically conductive.
- a corresponding ionizer which may be, for example, an electrically conductive rod, which may be connected to a van der Graf generator or other commercially available high voltage source, is known, for example from DE-PS 2,100,980.
- a suction box 34 is provided in this embodiment, which is shown broken in Fig. 1.
- FIG. 2 shows a detail of FIG. 1 in more detail.
- the suction slot 36 of the suction box 34 is shown more clearly in this figure.
- Fig. 3 is a plan view of a portion of the conveyor of FIG. 1 is shown schematically. It is a machine frame 40 and a carrier 41 is shown, wherein above the carrier 41 are each three suction boxes side by side each side by side led stream of paper clips 33 are provided. In particular, the suction slots 36 and the suction holes 37 are shown.
- a lower paper clip 38 is shown by 38 and a line from bottom left to top right and only schematically on the right side of the two Pandaclipströme.
- an upper paper clip 33 is shown, which is lined from top left to bottom right. This ruling has been made for the sake of clarity. It can be seen that the suction holes 37 located at the top in FIG.
- suction holes 37 lie in the region of the suction slots 36, that is to say that suction air acts on the paper clip 33 lying on top.
- the bottom in Fig. 3rd shown suction holes 37 are outside the range of the suction slots 36, so that no more suction occurs through this.
- the lower paper clip 38 is no longer held by suction, but only by the weight itself.
- the Abbremsb section 24 and brake belts are indicated in Fig. 3 only. These are extended further upwards and downwards in FIG. 3 as well as in FIG. 4 to introduce, whereby suction holes 37 are provided correspondingly at preferably equidistant intervals.
- FIG. 4 a detail of Fig. 3 is shown in detail.
- the thin lines drawn in Fig. 4 are under objects that are above them.
- a lower paper clip 38 and an upper paper clip 33 are shown, wherein the upper paper clip 33 has been interrupted in the lower region of FIG.
- both the Abbremsb section 24 and the suction boxes 34 are below the paper clips 33 and 38.
- the suction box 34 with the suction slots 36 is further below the Abbremsb selected 24 with the suction holes 37 located in these.
- a paper clip 33 is electrostatically charged by means of the ionizer 30 and optionally the counter electrode 27, so that the paper clips or the sheets are held together in the paper clip.
- the paper clips 33 are brought to overlap, being transported in the rear region of the just in the overlap area Paper clip 33 suction air is applied. This happens in that at the moment where the rear portion of the clip 33 enters the overlap region, the corresponding suction holes 37 of the Abbremsb suitable 24 are brought into the effective range of the suction box 34, ie above the respective suction slots 36.
- the paper clip 33 is held by the suction air as long as the suction holes 37, which are in engagement with the suction slot 36, are still in engagement therewith. Once they are outside the range of the suction slots, no suction air is passed through the suction openings, so that the tightening of the paper clips 33 is terminated by means of the suction air.
- the paper clips In the further course of conveying the paper clips they are pushed together in a front stop, which is not shown in the figures, and indeed to stacks of paper.
- FIG. 5 shows a diagram in which two functions of the phase shift 50 are shown as a function of the machine speed 51.
- a linear function is shown and with 53 another function, for example, at low machine speeds an exponential or quadratic Rise is provided and to higher machine speeds a linear course.
- the size of the suction openings, the size of the paper clips, the size of the vertical distance for example.
- the roughness of the paper and / or the suction power for example, the suction boxes or the number the suction boxes, different functional characteristics can be advantageous.
- the further curve 53 may be preferred.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
Description
Die Erfindung betrifft eine Fördereinrichtung für Bogenlagen, die insbesondere wenigstens einem Sammelbereich zuführbar sind, mit wenigstens zwei hintereinander angeordneten Fördervorrichtungen, von denen die in Förderrichtung vordere Fördervorrichtung eine niedrigere Geschwindigkeit als die hintere aufweist, wobei wenigstens eine Ionisiereinrichtung umfaßt ist, mittels der die Bogenlagen elektrostatisch aufladbar sind. Die Erfindung betrifft ferner ein Verfahren zum Zusammenbringen von Bogenlagen.The invention relates to a conveyor for sheet layers, which in particular at least one collecting area can be fed, with at least two successively arranged conveying devices, of which the forward conveying device in the conveying direction has a lower speed than the rear, wherein at least one ionizer is included, by means of which the sheet layers electrostatically are rechargeable. The invention further relates to a method for bringing sheet layers together.
Bei entsprechenden gattungsgemäßen Fördereinrichtungen wird ein kontinuierlicher Strom von bspw. aus einem Querschneider kommenden Bogen oder Bogenlagen einem Sammelbereich zugeführt, wobei derartige Fördereinrichtungen mit einer verhältnismäßig hohen Geschwindigkeit arbeiten. Bei derart hohen Geschwindigkeiten ist es schwierig, die Bogenlagen in einem Sammelbereich abzulegen, ohne diese zu beschädigen. Die Geschwindigkeit der Bogen bzw. Bogenlagen muß beim Ablegen erheblich herabgesetzt werden, da sonst keine regelmäßige Ablage der Bogenlagen möglich ist. Bei großen Geschwindigkeitsdifferenzen wurden bisher mehrere Stufen zur Geschwindigkeitsverminderung hintereinander geschaltet. Das bedeutet jedoch einen ganz erheblichen baulichen Aufwand.In the case of corresponding generic conveyors, a continuous flow of, for example, sheets or sheet layers coming from a cross cutter is fed to a collection area, such conveyors being fed at a comparatively high speed work. At such high speeds, it is difficult to deposit the sheet layers in a collection area without damaging them. The speed of the sheet or sheet layers must be significantly reduced when depositing, otherwise no regular storage of the sheet layers is possible. In the case of large differences in speed, a number of speed reduction stages have hitherto been connected in series. However, this means a considerable construction effort.
Aus der DE-PS 2 100 980 ist eine gattungsgemäße Fördereinrichtung bzw. Fördervorrichtung bekannt, bei der insbesondere mittels einer Ionisiereinrichtung die Bogen und wenigstens eines der Förderbänder elektrostatisch aufladbar ist, um so ein elektrostatisches Abbremsen der Bogen zu ermöglichen. Hierbei wird es vorgezogen, Ionisiereinrichtungen beiderseits der in Bewegung befindlichen geschnittenen Bogen anzuordnen, wodurch eine Steuerung der Bogen zu einem der Sammelbereiche durchführbar ist.From DE-PS 2 100 980 a generic conveyor or conveyor is known in which in particular by means of an ionizing the sheet and at least one of the conveyor belts is electrostatically charged, so as to allow an electrostatic braking of the bow. In this case, it is preferable to arrange ionizers on both sides of the cut sheets in motion, whereby control of the sheets to one of the collecting areas is feasible.
Aus der DE-AS 1 245 702 ist eine Vorrichtung zum Fördern, Überlappen und Ablegen von z.B. aus Querschneidern ausgestoßenen Bogen aus Papier oder dgl. mit einem Förderband und einem diesem in Förderrichtung nachgeschalteten und tiefer angeordneten weiteren Förderband geringerer Geschwindigkeit bekannt. Hierbei werden einzelne Bogen auf einem langsam laufenden Band, dem sog. Abbremsband, mittels Saugluft angezogen. Eine Vorrichtung gem. diesem Dokument ist für mehrere übereinanderliegende Bogen, sog. Bogenlagen bzw. Papierclips nicht geeignet.DE-AS 1 245 702 discloses a device for conveying, overlapping and depositing, for example, sheets of paper or the like ejected from cross-cutters with a conveyor belt and a further conveyor belt of lower speed connected downstream of it and arranged lower in the conveying direction. In this case, individual sheets are tightened on a slowly moving belt, the so-called. Abbremsband by suction. A device acc. This document is not suitable for several superimposed sheets, so-called sheet layers or paper clips.
Aus der DE 34 09 548 C2 der Anmelderin ist ein Verfahren und eine Vorrichtung zum Abbremsen und Überlappen von Papierbogen in Papierverarbeitungsmaschinen bekannt, bei der mittels wenigstens einer Bremsrolle die einzelnen Bogen oder Bogenlagen abgebremst werden. Eine derartige Maschine bzw. ein derartiges Verfahren und eine derartige Vorrichtung ist allerdings für empfindliche Papiere und für sehr hohe Geschwindigkeiten weniger geeignet, da hierdurch die Bogen bzw. Bogenlagen beschädigt werden können.From DE 34 09 548 C2 of the Applicant a method and apparatus for braking and overlapping of paper sheets in paper processing machines is known in which the individual sheets or sheet layers are braked by means of at least one brake roller. However, such a machine or such a method and such a device is less suitable for sensitive papers and for very high speeds, as this can damage the sheet or sheet layers.
Gegenüber diesem Stand der Technik ist es Aufgabe der vorliegenden Erfindung, eine Fördereinrichtung der eingangs genannten Art zu schaffen, bei der die bspw. aus Bahnen geschnittenen oder sortierten Bogen mit sehr hoher Geschwindigkeit befördert werden können und diese hohe Fördergeschwindigkeit auf einer verhältnismäßig kurzen Wegstrecke auf eine zum Ablegen geeignete Geschwindigkeit reduziert wird. Hierbei sollen Beschädigungen der Bogen bzw. Bogenlagen ausgeschlossen sein.Compared to this prior art, it is an object of the present invention to provide a conveyor of the type mentioned, in which the example. From sheets cut or sorted sheet can be transported at very high speed and this high conveying speed on a relatively short distance to a to drop suitable speed is reduced. This should be excluded damage to the sheet or sheet layers.
Diese Aufgabe wird erfindungsgemäß durch eine Fördereinrichtung nach Anspruch 1 gelöst.This object is achieved by a conveyor according to claim 1.
Durch Kombination einer Ionisiereinrichtung und einer Saugeinrichtung ist ein für den Fachmann nicht erwarteter und nicht erwartbarer Vorteil realisiert, nämlich daß bei einem geringen maschinellen Aufwand Bogenlagen aus sehr hoher Geschwindigkeit heraus auf niedrigere Geschwindigkeit abgebremst und überlappt werden können, ohne diese zu beschädigen. Durch die Kombination der Ionisierung der Bogenlagen und ein damit einhergehendes elektrostatisches Zusammenhalten der Bogen aus der jeweiligen Bogenlage und der Verwendung einer Saugeinrichtung zum Abbremsen und Anziehen der Bogenlagen insgesamt, ist der erfindungsgemäße Erfolg gewährleistet.By combining an ionizer and a suction device is not expected for the expert and realized unexpectable advantage, namely that at a low mechanical complexity sheet layers can be slowed down from very high speed to lower speed and overlapped without damaging them. The combination of the ionization of the sheet layers and a concomitant electrostatic cohesion of the sheet from the respective sheet position and the use of a suction device for braking and tightening the sheet layers overall, the success of the invention is ensured.
Durch das Ausführungsbeispiel, daß der wenigstens eine Bereich der Bogenlagen in Förderrichtung im hinteren Bereich der Bogenlagen angeordnet ist, insbesondere in der Nähe der Kante der jeweiligen Bogenlage, ist es möglich, lange Formatabschnitte bzw. lange Bogenlagen mit geringerer Geschwindigkeit in der langsamen Fördervorrichtung, also der vorderen Fördervorrichtung, zu transportieren, als dieses bisher möglich gewesen ist. Ferner bedeutet dieses ein berührungsloses Abbremsen der Bogenlagen an der Hinterkante, wodurch keine Beschädigungen der Vorderkante auch nicht bei hohen Papierbahngeschwindigkeiten bzw. Bogenlagengeschwindigkeiten erfolgen. Hierbei werden die langen Formatabschnitte bzw. Bogenlagen in der Abbremsphase nicht mehr in sich zusammengeschoben, wie dieses bei der ansonsten üblichen Massenträgheit von Bogenlagen beim Abbremsen an der Vorderkante geschieht.By the embodiment that the at least one region of the sheet layers is arranged in the conveying direction in the rear region of the sheet layers, in particular in the vicinity of the edge of the respective sheet layer, it is possible long format sections or long sheet layers at a slower speed in the slow conveyor, ie the front conveyor to transport, as this has been possible. Furthermore, this means a non-contact braking of the sheet layers at the trailing edge, whereby no damage to the leading edge takes place even at high paper web speeds or sheet speeds. Here, the long format sections or sheet layers are no longer pushed together in the braking phase, as this happens in the otherwise conventional inertia of sheet layers when braking at the front edge.
Eine besonders bevorzugte Ausführungsform ist dann gegeben, wenn die vordere Fördervorrichtung Saugöffnungen umfaßt. Durch Vorsehen von Saugöffnungen in der vorderen Fördervorrichtung, insbesondere in entsprechenden Förderbändern, ist eine besonders einfache konstruktive und erfindungsgemäße Ausgestaltung der vorderen Fördervorrichtung möglich. Vorzugsweise durchsetzen die Saugöffnungen wenigstens ein Förderband der vorderen Fördervorrichtung. Das wenigstens eine Förderband kann dann bspw. auch Saugriemen genannt werden. Im Rahmen der Erfindung werden vorzugsweise mehrere nebeneinander angeordnete Förderbänder bzw. Saugriemen verwendet. Dieses sind vorzugsweise drei.A particularly preferred embodiment is given when the front conveyor device comprises suction openings. By providing suction openings in the front conveyor, in particular in corresponding conveyor belts, a particularly simple constructive and inventive design of the front conveyor possible. Preferably, the suction openings pass through at least one conveyor belt of the front conveyor. The at least one conveyor belt can then be called, for example, also suction belt. In the context of the invention, a plurality of juxtaposed conveyor belts or suction belts are preferably used. These are preferably three.
Ein besonders effektives Abbremsen bzw. Herunterbringen der Geschwindigkeit auf die Geschwindigkeit des vorderen Förderbandes bzw. der vorderen Förderrichtung ist dann gegeben, wenn die Saugeinrichtung wenigstens einen Saugkasten mit Saugschlitzen umfaßt, der in Wirkverbindung mit den Saugöffnungen bringbar ist. Wenn die Saugöffnungen in einem vorgebbaren, insbesondere gleichmäßigen, Abstand auf dem wenigstens einen Förderband zueinander angeordnet sind, kann ein formatunabhängiger Überlappungsabstand gewählt werden. Der Überlappungsabstand ist demgemäß vorzugsweise anpaßbar und hängt vom Lochabstand der entsprechenden Sauglöcher in dem wenigstens einen Förderband ab.A particularly effective braking or bringing down the speed to the speed of the front conveyor belt or the front conveying direction is given when the suction device comprises at least one suction box with suction slots, which can be brought into operative connection with the suction openings. If the suction openings are arranged at a predeterminable, in particular uniform, distance from one another on the at least one conveyor belt, a format-independent overlapping distance can be selected. The overlap distance is accordingly preferably adaptable and depends on the hole spacing of the corresponding suction holes in the at least one conveyor belt.
Eine besonders effektive Ionisation bzw. elektrische Aufladung der Bogenlagen ist dann realisierbar, wenn im Bereich der Ionisiereinrichtung die Fördervorrichtung oder wenigstens ein weiteres Element wenigstens teilweise elektrisch leitfähig ist. Hierzu ist vorzugsweise ein elektrisch leitfähiges Element vorgesehen, das insbesondere ortsfest ist.A particularly effective ionization or electrical charging of the sheet layers can be realized if the conveying device or at least one further element is at least partially electrically conductive in the region of the ionizing device. For this purpose, an electrically conductive element is preferably provided, which is in particular stationary.
Eine besonders bevorzugte Ausführungsform der erfindungsgemäßen Fördereinrichtung ist dann realisiert, wenn eine Phasenverschiebung in Abhängigkeit der Geschwindigkeit der Fördereinrichtung zwischen den wenigstens zwei hintereinander angeordneten Fördervorrichtungen vorgesehen ist. Die Phasenverschiebung dient hierbei dazu, die Massenträgheit der Bogenlagen zu höheren Geschwindigkeiten der Fördereinrichtung zu kompensieren. Hierbei ist zu berücksichtigen, daß je höher die Geschwindigkeit der Bogenlagen ist, die Bogenlagen um so weiter über die entsprechenden Sauglöcher rutschen, bevor eine vollständige Fixierung durch die Saugluft an dem entsprechenden Förderband geschieht. Vorzugsweise besteht ein linearer Zusammenhang zwischen der Phasenverschiebung und der Geschwindigkeit der Fördereinrichtung. Ferner vorzugsweise eilt die Phase der vorderen Fördervorrichtung der Phase der hinteren Fördervorrichtung um so mehr vor, je größer die Geschwindigkeit der Fördereinrichtung ist.A particularly preferred embodiment of the conveyor device according to the invention is realized when a phase shift as a function of the speed of the conveyor between the at least two is provided behind one another arranged conveying devices. The phase shift serves to compensate for the inertia of the sheet layers to higher speeds of the conveyor. It should be noted that the higher the speed of the sheet layers, the sheet layers to slip over the corresponding suction holes, before a complete fixation is done by the suction air to the corresponding conveyor belt. Preferably, there is a linear relationship between the phase shift and the speed of the conveyor. Further preferably, the greater the speed of the conveyor, the more the phase of the front conveyor of the phase of the rear conveyor.
Erfindungsgemäß ist eine Papierverarbeitungsmaschine mit wenigstens einer der vorbezeichneten Fördereinrichtungen versehen. Eine derartige Papierverarbeitungsmaschine verarbeitet insbesondere Papier, aber auch sog. Tissue. Eine derartige Papierverarbeitungsmaschine dient insbesondere dazu, Paier, aber auch Tissue zu schneiden, zu stapeln und zu verpacken.According to the invention, a paper processing machine is provided with at least one of the aforementioned conveyors. Such a paper processing machine processes in particular paper, but also so-called. Tissue. Such a paper processing machine serves, in particular, to cut, stack and package paper as well as tissue.
Die Aufgabe wird ferner durch ein Verfahren zum Zusammenbringen von Bogenlagen mit den Verfahrensschritten des Anspruchs 12 gelöst.The object is further achieved by a method for bringing together sheet layers with the method steps of claim 12.
Durch die erfindungsgemäßen Verfahrensschritte ist es möglich, ohne Verrutschen der Bogen in den Bogenlagen diese insbesondere auf einem langsameren Förderband bzw. Abbremsband zusammenzubringen und insbesondere zu überlappen, wobei eine sehr schnelle Verfahrensführung und eine sehr schonende Verfahrensführung möglich ist. Ferner ist es möglich, den Unterschied der Geschwindigkeiten zwischen den zugeführten Bogenlagen und den überlappenden Bogenlagen deutlich höher einzustellen, so daß ein langsameres Anschlagen der übereinanderlappenden Bogenlagen am Frontanschlag einer Sammelbox einer entsprechenden Papierverarbeitungsmaschine möglich ist, wodurch dieser Anschlag auch schonender wird. Durch das langsame Anschlagen am Frontanschlag werden somit schonend, vorzugsweise anschließend an die vorstehend genannten Verfahrensschritte, die zur Überlappung gebrachten Bogenlagen zu einem Bogenstapel angesammelt.The inventive method steps, it is possible to bring together without slipping the sheet in the sheet layers, in particular on a slower conveyor belt or Abbremsband and in particular to overlap, with a very fast process control and a very gentle process management is possible. Furthermore, it is possible to set the difference in speeds between the supplied sheet layers and the overlapping sheet layers significantly higher, so that a slower striking the overlapping sheet layers on the front stop a collection box a corresponding paper processing machine is possible, making this attack is also gentle. As a result of the slow impact on the front stop, the sheet layers brought to overlap are thus gently accumulated, preferably subsequently to the abovementioned method steps, to form a sheet stack.
Wenn das Beaufschlagen mit Saugluft im Verhältnis zum Zeitpunkt des Transportierens der Bogenlagen in den Überlappbereich mit einer Phasenverschiebung geschieht, die in Abhängigkeit der Geschwindigkeit des Transportierens ist, ist eine sehr sichere Verfahrensführung möglich. Wenn die Phasenverschiebung derart ist, daß das Beaufschlagen mit Saugluft um so früher geschieht, je schneller das Transportieren der Bogenlagen, insbesondere in einer ersten Transportvorrichtung ist, ist es möglich, einen sehr hohen Überlappungsgrad zu erzeugen.If the application of suction air in relation to the time of transporting the sheet layers in the overlap region with a phase shift occurs, which is a function of the speed of transporting, a very secure process management is possible. If the phase shift is such that the application of suction air is the earlier, the faster the transport of the sheet layers, especially in a first transport device, is possible to generate a very high degree of overlap.
Die Erfindung wird nachstehend ohne Beschränkung des allgemeinen Erfindungsgedankens anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen beschrieben, wobei auf alle nicht näher im Text erläuterten erfindungsgemäßen Einzelheiten in den Zeichnungen explizit verwiesen wird. Es zeigen:
- Fig. 1
- eine Seitenansicht eines wesentlichen Teils der Fördereinrichtung in schematischer Darstellung,
- Fig. 2
- eine Detailansicht des Überlappungsbereichs der Fördereinrichtung aus Fig. 1,
- Fig. 3
- eine Aufsicht auf einen Teil der Fördereinrichtung aus Fig. 1 in schematischer Darstellung,
- Fig. 4
- eine Detailansicht aus der Fig. 3, und
- Fig. 5
- ein Diagramm der Phasenverschiebung als Funktion der Maschinengeschwindigkeit.
- Fig. 1
- a side view of an essential part of the conveyor in a schematic representation,
- Fig. 2
- a detailed view of the overlapping region of the conveyor of FIG. 1,
- Fig. 3
- a plan view of a part of the conveyor of FIG. 1 in a schematic representation,
- Fig. 4
- a detail view of FIG. 3, and
- Fig. 5
- a diagram of the phase shift as a function of the machine speed.
In den folgenden Figuren sind die gleichen Elemente mit denselben Bezugsziffern versehen, so daß von einer erneuten Vorstellung jeweils abgesehen wird.In the following figures, the same elements are provided with the same reference numerals, so that apart from a renewed idea.
Fig. 1 zeigt eine Seitenansicht des wesentlichen Teils einer erfindungsgemäßen Fördereinrichtung.Fig. 1 shows a side view of the essential part of a conveyor according to the invention.
Papierclips 33 werden zwischen einem Oberband 20 und einem Förderband 23 in Förderrichtung 10 in Richtung eines Abbremsbandes 24 transportiert. Das Oberband 20 wird mittels Umlenkrollen 21 umgelenkt und mittels einer Antriebsrolle bzw. einer Antriebseinheit, die in Fig. 1 nicht dargestellt ist, angetrieben. Entsprechend wird das Förderband 23 über Umlenkrollen 21 umgelenkt und über eine Antriebsrolle 22 angetrieben. Gleiches gilt für das Abbremsband 24 und das Unterband 25.Paper clips 33 are between a
Die aus einigen Papierbogen, wie bspw. 4 bis 7-Bogen, bestehenden Papierclips werden mittels eines Ionisators 30, der mit einem elektrischen Anschluß 31 versehen ist und das hierdurch erzeugte elektrostatische Feld 32 elektrisch aufgeladen, so daß die Papierbogen im jeweiligen Papierclip 33 zusammengehalten werden. Zur Verstärkung des elektrostatischen Feldes oder zur Fokussierung eines entsprechenden Feldes ist vorzugsweise eine Gegenelektrode 27 vorgesehen, die vorzugsweise elektrisch leitend ist. Ein entsprechender Ionisator, der bspw. ein elektrisch leitfähiger Stab sein kann, der mit einem Van-der-Graf-Generator bzw. einer sonstigen handelsüblichen Hochspannungsquelle verbunden sein kann, ist bspw. aus der DE-PS 2 100 980 bekannt.The paper clips consisting of some paper sheets, such as 4 to 7 sheets, are electrically charged by means of an
Die entsprechend aufgeladenen Papierclips 33 werden dann in den Überlappbereich 26 transportiert, wo diese im hinteren Bereich, d.h. in Fig. 1 im linken Bereich, mittels Saugluft nach unten gezogen werden und in den Eingriffsbereich des Abbremsbandes 24 gebracht werden. Um Saugluft 35 an die Papierclips 33 angreifen lassen zu können, ist in diesem Ausführungsbeispiel ein Saugkasten 34 vorgesehen, der in Fig. 1 gebrochen dargestellt ist.The correspondingly loaded
Anstelle des in Fig. 1 dargestellten Saugkastens ist es auch möglich, ein Abbremsband bzw. Förderband 24 vorzusehen, das in sich hohl ist und dessen Hohlraum mit Vakuum beaufschlagt werden kann bzw. bei dem das Gas des Hohlraums ausgesaugt werden kann. Es sind auch andere Absaugvorrichtungen denkbar.Instead of the suction box shown in Fig. 1, it is also possible to provide a Abbremsband or
In den Überlappbereich 26 kommen so mehrere Papierclips 33 zur Überlappung. Diese werden dann überlappt zwischen dem Oberband 20 und dem Unterband 25 weiter in Transportrichtung nach rechts befördert, wo diese anschließend an einem Frontanschlag, der nicht dargestellt ist, schonend und langsam angeschlagen werden, so daß entsprechende Bogenstapel erzeugt werden. Die Geschwindigkeit des Abbremsbandes 24 entspricht hierbei ungefähr der Geschwindigkeit des Unterbandes 25.In the
In Fig. 2 ist ein Ausschnitt aus Fig. 1 detaillierter dargestellt. In dieser Figur ist insbesondere der Saugschlitz 36 des Saugkastens 34 deutlicher dargestellt.FIG. 2 shows a detail of FIG. 1 in more detail. In particular, the
In Fig. 3 ist eine Aufsicht eines Teils der Fördereinrichtung der Fig. 1 schematisch dargestellt. Es ist ein Maschinenrahmen 40 und ein Träger 41 dargestellt, wobei über dem Träger 41 sich jeweils drei Saugkästen nebeneinander je nebeneinander geführtem Strom von Papierclips 33 vorgesehen sind. Insbesondere sind die Saugschlitze 36 und die Sauglöcher 37 dargestellt. In Fig. 3 ist durch 38 und eine Linierung von links unten nach rechts oben ein unterer Papierclip 38 dargestellt und zwar nur schematisch auf der rechten Seite der beiden Papierclipströme. Ferner ist ein oberer Papierclip 33 dargestellt, der von links oben nach rechts unten liniert ist. Diese Linierung ist nur der Übersichtlichkeit wegen vorgenommen worden. Es ist erkennbar, daß die in Fig. 3 oben liegenden Sauglöcher 37 im Bereich der Saugschlitze 36 liegen, daß also Saugluft auf den oben liegenden Papierclip 33 einwirkt. Die unten in Fig. 3 dargestellten Sauglöcher 37 sind außerhalb des Bereichs der Saugschlitze 36, so daß durch diese keine Saugluft mehr tritt. Damit ist der untere Papierclip 38 nicht mehr durch Saugluft gehalten, sondern nur noch durch die Gewichtskraft selbst. Die Abbremsbänder 24 bzw. Bremsriemen sind in Fig. 3 nur angedeutet. Diese sind nach oben und unten in Fig. 3 als auch in Fig. 4 weiter ausgedehnt sich vorzustellen, wobei in vorzugsweise äquidistanten Abständen entsprechend Sauglöcher 37 vorgesehen sind.In Fig. 3 is a plan view of a portion of the conveyor of FIG. 1 is shown schematically. It is a
In Fig. 4 ist ein Ausschnitt aus Fig. 3 im Detail dargestellt. Die in Fig. 4 dünn gezeichneten Linien liegen unter Gegenständen, die oberhalb von diesen liegen. So ist bspw. ein unterer Papierclip 38 und ein oberer Papierclip 33 dargestellt, wobei der obere Papierclip 33 im unteren Bereich der Fig. 4 unterbrochen wurde. Ferner liegen sowohl die Abbremsbänder 24 als auch die Saugkästen 34 unterhalb der Papierclips 33 bzw. 38. Der Saugkasten 34 mit den Saugschlitzen 36 liegt ferner unterhalb der Abbremsbänder 24 mit den in diesen sich befindenden Sauglöchern 37. Auch in Fig. 4 ist die Förderrichtung 10 der Papierclips 33 bzw. 38 dargestellt.4, a detail of Fig. 3 is shown in detail. The thin lines drawn in Fig. 4 are under objects that are above them. For example, a
Zur Funktionsweise des Verfahrens zum Zusammenbringen von Bogenlagen bzw. der Papierclips ist folgendes Ausführungsbeispiel zu benennen: Zunächst wird ein Papierclip 33 mittels des Ionisators 30 und ggf. der Gegenelektrode 27 elektrostatisch aufgeladen, so daß die Papierclips bzw. die Bögen im Papierclip zusammenhalten. Beim weiteren Transportieren der aufgeladenen Papierclips in einen Überlappbereich 26 werden die Papierclips 33 zur Überlappung gebracht, wobei im hinteren Bereich des in den Überlappbereich gerade transportierten Papierclip 33 Saugluft beaufschlagt wird. Dieses geschieht dadurch, daß in dem Moment, wo der hintere Bereich des Clips 33 in den Überlappbereich gelangt, die entsprechenden Sauglöcher 37 der Abbremsbänder 24 in den Wirkbereich des Saugkastens 34, also oberhalb der jeweiligen Saugschlitze 36 gebracht werden.The following exemplary embodiment is to be named for the method of operation for contacting sheet layers or paper clips: First, a
Auf dem weiteren Transportweg wird der Papierclip 33 von der Saugluft so lange gehalten, wie die im Eingriff mit dem Saugschlitz 36 stehenden Sauglöcher 37 noch im Eingriff mit diesem sind. Sobald diese außerhalb des Bereichs der Saugschlitze angelangt sind, wird keine Saugluft mehr durch die Saugöffnungen geführt, so daß das Anziehen der Papierclips 33 mittels der Saugluft beendet wird. Im weiteren Verlauf des Förderns der Papierclips werden diese in einem Frontanschlag, der in den Figuren nicht dargestellt ist, zusammengeschoben und zwar zu Papierstapeln.On the further transport path, the
Bei schnelleren Transportgeschwindigkeiten wird der Impuls der Papierclips 33 entsprechend größer. Um nun eine ausreichende Fixierung mit der Saugluft zu erreichen, ist es sinnvoll, eine Phasenverschiebung zwischen dem Abbremsband 24 und dem Oberband 20 vorzusehen. Je schneller die Geschwindigkeit wird, um so früher sollte die Saugluft an den Papierclips angreifen können, um entsprechend den größer werdenden Impuls zu kompensieren.At faster transport speeds of the pulse of
In Fig. 5 ist ein Diagramm dargestellt, bei dem zwei Funktionen der Phasenverschiebung 50 in Abhängigkeit der Maschinengeschwindigkeit 51 dargestellt sind. Mit 52 ist eine lineare Funktion dargestellt und mit 53 eine weitere Funktion, bei der zu kleinen Maschinengeschwindigkeiten ein bspw. exponentieller oder quadratischer Anstieg vorgesehen ist und zu höheren Maschinengeschwindigkeiten ein linearer Verlauf. Je nach Ausgestaltung der entsprechenden Einrichtungsteile wie bspw. die Größe der Saugöffnungen, die Größe der Papierclips, die Größe des vertikalen Abstandes bspw. des Oberbandes 20 und des Abbremsbandes 24, der Rauhigkeit des Papiers und/oder der Saugleistung bspw. der Saugkästen oder der Anzahl der Saugkästen, können unterschiedliche Funktionsverläufe vorteilhaft sein. So kann bspw. bei einer entsprechend sehr hohen Saugleistung bzw. einem hohen Haftungsvermögen der Papierclips 33 auf dem Abbremsband 24 die weitere Kurve 53 bevorzugt sein.FIG. 5 shows a diagram in which two functions of the
- 1010
- Förderrichtungconveying direction
- 2020
- Oberbandtop belt
- 2121
- Umlenkrolleidler pulley
- 2222
- Antriebsrollecapstan
- 2323
- Förderbandconveyor belt
- 2424
- AbbremsbandAbbremsband
- 2525
- Unterbandlow band
- 2626
- Überlappbereichoverlap
- 2727
- Gegenelektrodecounter electrode
- 3030
- Ionisatorionizer
- 3131
- elektrischer Anschlußelectrical connection
- 3232
- elektrostatisches Feldelectrostatic field
- 3333
- Papierclippaper clip
- 3434
- Saugkastensuction box
- 3535
- Saugluftsuction
- 3636
- Saugschlitzsuction slot
- 3737
- Sauglochsuction hole
- 3838
- unterer Papiercliplower paper clip
- 4040
- Maschinenrahmenmachine frame
- 4141
- Trägercarrier
- 5050
- Phasenverschiebungphase shift
- 5151
- Maschinengeschwindigkeitmachine speed
- 5252
- lineare Kurvelinear curve
- 5353
- weitere Kurveanother curve
Claims (15)
- Conveying apparatus for quires (33) of sheets, said apparatus having at least two conveying devices (23, 24) which are disposed one behind another and of which the conveying device (24) which is at the front in the direction of conveyance has a lower speed than the rear conveying device, wherein at least one ionising apparatus (30, 31), by means of which the quires (33) of sheets can be electrostatically charged, is included, characterised in that there is disposed, in the region of the front conveying device (24), a suction apparatus (34) by means of which the quires (33) of sheets can be impinged upon by suction air (35) in at least one rear region of said quires (33), the sheets from the individual quire of sheets being held together electrostatically by ionisation of the quires (33) of sheets in such a way that said quires (33) of sheets are not telescoped into each other in the braking phase.
- Conveying apparatus according to claim 1, characterised in that the at least one region of the quires (33) of sheets is disposed, in the direction of conveyance, in the rear region of said quires (33).
- Conveying apparatus according to claim 1 and/or 2, characterised in that the front conveying device (24) comprises suction apertures (37).
- Conveying apparatus according to claim 3, characterised in that the suction apertures (37) pass through at least one conveyer belt (24) belonging to the front conveying device (24).
- Conveying apparatus according to claim 3 and/or 4, characterised in that the suction apparatus (34) comprises at least one suction box (34) which has suction slits (36) and can be brought into operative connection with the suction apertures (37).
- Conveying apparatus according to claim 4 and/or 5, characterised in that the suction apertures (37) are disposed at a predeterminable, in particular uniform, distance from one another on the at least one conveyer belt (34).
- Conveying apparatus according to one or more of claims 1 to 6, characterised in that, in the region of the ionising apparatus (30, 31), the conveying device (23) or at least an additional element (27) is partly electrically conductive.
- Conveying apparatus according to one or more of claims 1 to 7, characterised in that a phase displacement (50) in dependence upon the speed of the conveying apparatus is provided between the at least two conveying devices (23, 24) disposed one behind another.
- Conveying apparatus according to claim 8, characterised in that a linear correlation exists between the phase displacement (5) and the speed (51) of the conveying apparatus.
- Conveying apparatus according to claim 8 and/or 9, characterised in that the phase of the front conveying device (24) runs further ahead of the phase of the rear conveying device (23), the greater the speed (51) of the conveying apparatus.
- Paper-processing machine having at least one conveying apparatus according to one or more of claims 1 to 10.
- Process for bringing together quires (33) of sheets, said process comprising the following process steps:- electrostatic charging of the quires (33) of sheets, so that the sheets of the individual quires (33) are held together electrostatically in such a way that said quires (33) of sheets are not telescoped into each another in the braking phase.- transporting of the charged quires (33) of sheets into an overlapping region (26) in which the quires (33) of sheets which are disposed one behind another in the direction of transport are caused to overlap, and- impingement of suction air (35) upon the quires (33) of sheets which are to be caused to overlap, at the end of said quires which is at the rear in the direction of conveyance, in order to bring said quires to a speed which approximately corresponds to that at which the quires (33) of sheets which have already been caused to overlap are transported.
- Process according to claim 12, characterised in that the quires (33) of sheets which have been caused to overlap are subsequently accumulated to form a stack of sheets.
- Process according to claim 12 and/or 13, characterised in that the impingement of suction air (35) takes place, in relation to the point in time at which the quires (33) of sheets are transported into the overlapping region (26), with a phase displacement (50) which depends upon the speed (51) of transportation.
- Process according to claim 14, characterised in that the phase displacement (50) is such that the impingement of suction air (35) takes place earlier, the quicker the transportation of the quires (33) of sheets.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10128653A DE10128653A1 (en) | 2001-06-15 | 2001-06-15 | Conveyor for sheet layers and method for bringing sheet layers together |
| DE10128653 | 2001-06-15 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1266854A2 EP1266854A2 (en) | 2002-12-18 |
| EP1266854A3 EP1266854A3 (en) | 2003-11-19 |
| EP1266854B1 true EP1266854B1 (en) | 2007-01-17 |
| EP1266854B9 EP1266854B9 (en) | 2007-06-06 |
Family
ID=7688129
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02008873A Expired - Lifetime EP1266854B9 (en) | 2001-06-15 | 2002-04-20 | Transport device for sheets and method for assembling sheets |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US7059598B2 (en) |
| EP (1) | EP1266854B9 (en) |
| JP (1) | JP4150215B2 (en) |
| CN (1) | CN1330550C (en) |
| CA (1) | CA2388262C (en) |
| DE (2) | DE10128653A1 (en) |
| ES (1) | ES2277969T3 (en) |
| PT (1) | PT1266854E (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2128063A2 (en) | 2008-05-28 | 2009-12-02 | E.C.H. WILL GmbH | Transport device for sheets and method for forming and transporting a stream of overlapping sheets |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10344192B4 (en) * | 2003-09-22 | 2009-04-30 | E.C.H. Will Gmbh | Apparatus for processing stacks of electrostatically chargeable flat parts |
| JP4638758B2 (en) * | 2005-03-30 | 2011-02-23 | 三菱製紙株式会社 | Automatic flat packaging machine |
| CN1944048A (en) * | 2005-09-21 | 2007-04-11 | 海德堡印刷机械股份公司 | Method for conveying a sheet and apparatus for carrying out the method |
| FR2892108B1 (en) * | 2005-10-19 | 2008-01-11 | Asselin Thibeau Soc Par Action | METHOD AND ASSEMBLY FOR TRANSPORTING A NON-WOVEN WEB WITH ELECTROSTATIC HOLDING OF THE NON-WOVEN WEB |
| DE102006002029A1 (en) * | 2006-01-13 | 2007-07-19 | Bielomatik Jagenberg Gmbh + Co. Kg | Braking device for stopping stacking of paper or cardboard sheets comprises clamping elements with annular clamping zones on a part of the periphery and a deviating unit arranged in the running direction of the sheets |
| DE102006009785A1 (en) * | 2006-03-01 | 2007-09-06 | E.C.H. Will Gmbh | Apparatus, method and apparatus for collecting flat parts into stacks |
| DE102007024945A1 (en) * | 2006-06-06 | 2007-12-13 | Eastman Kodak Co. | Sheet transporting method for use in e.g. inkjet printer, involves applying electrical charges in area within which sheet is sucked into rotating conveyor for generating electrostatic retention force between rotating conveyor and sheet |
| JP4904119B2 (en) * | 2006-09-21 | 2012-03-28 | 大王製紙株式会社 | Folding laminate transport method and transport facility |
| EP1975101B1 (en) * | 2007-03-28 | 2012-05-16 | Heidelberger Druckmaschinen Aktiengesellschaft | Transfer film sheet winding |
| DE102008060394B4 (en) | 2008-12-03 | 2019-08-14 | Bw Papersystems Hamburg Gmbh | Apparatus and method for forming a stream of overlapping sheets or sheet stacks |
| JP5138626B2 (en) * | 2009-03-27 | 2013-02-06 | 株式会社フジシールインターナショナル | Film feeder |
| CN102858667B (en) * | 2010-04-30 | 2016-06-01 | 鲍勃斯脱梅克斯股份有限公司 | Form the equipment of the flat supporting member layer for packaging production machine device |
| DE102012207285A1 (en) * | 2012-05-02 | 2013-11-07 | Bdt Media Automation Gmbh | Apparatus and method for forming and / or transporting a scale flow of flat, flexible objects |
| CN102862836B (en) * | 2012-09-28 | 2014-11-26 | 上海耀科印刷机械有限公司 | Device and method for positioning and conveying of automatic sheet-fed die-cutting machine |
| CN103057988B (en) * | 2013-01-15 | 2015-05-06 | 东莞市骏兴机械科技有限公司 | Paper lapping control device |
| CN104444549A (en) * | 2014-10-27 | 2015-03-25 | 罗杰文 | Lap joint extent adjustable paper conveying device and adjacent paper lap joint method |
| US10464765B2 (en) * | 2015-10-13 | 2019-11-05 | Bobst Mex Sa | Arrangement and method for handling paper elements |
| CN105731120B (en) * | 2016-04-14 | 2017-06-09 | 朱丹华 | Positive and negative pressure type high speed one side paper collecting machine |
| CN107803600A (en) * | 2017-11-09 | 2018-03-16 | 广东科捷龙机器人有限公司 | Negative pressure conveyer and paper matrix trimming equipment in being produced applied to paper matrix trimming |
| CN108750745A (en) * | 2018-07-04 | 2018-11-06 | 河南金宏印业有限公司 | A kind of Paperboard cutting device |
| CN114380086A (en) * | 2022-01-20 | 2022-04-22 | 武汉绎方信息工程有限公司 | Paper turnover paper feeding assembly and jet printing equipment |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1245702B (en) * | 1961-06-02 | 1967-07-27 | Jagenberg Werke Ag | Device for conveying, overlapping and depositing sheets of paper or the like. |
| DE2100980C3 (en) * | 1971-01-11 | 1973-11-29 | Clark-Aiken International, Inc., Lee, Mass. (V.St.A.) | Conveyor device for a continuous stream of sheets |
| US4092021A (en) * | 1977-05-02 | 1978-05-30 | Xerox Corporation | Unfused image transport |
| DE2755160C3 (en) * | 1977-12-10 | 1980-11-06 | Jagenberg-Werke Ag, 4000 Duesseldorf | Device for decelerating and overlapping sheets or sheets of sheets to be deposited as a stack on a tray |
| US4252307A (en) * | 1978-06-28 | 1981-02-24 | International Business Machines Corporation | Sheet feed and transport |
| DE3010284C2 (en) * | 1980-03-18 | 1984-10-04 | Dr. Otto C. Strecker Kg, 6102 Pfungstadt | Device for conveying and overlapping sheets or bundles of sheets |
| US4436302A (en) * | 1981-05-28 | 1984-03-13 | Beloit Corporation | Apparatus for slowing down and preventing edge damage on moving sheets |
| DE3409548A1 (en) | 1983-03-21 | 1984-10-04 | E.C.H. Will (Gmbh & Co), 2000 Hamburg | Method and device for retarding and overlapping paper sheets in paper processing machines |
| DE3508514A1 (en) * | 1985-03-09 | 1986-09-11 | E.C.H. Will (Gmbh & Co), 2000 Hamburg | Method and device for stabilising stacks of paper |
| JPH0765012B2 (en) * | 1987-06-22 | 1995-07-12 | 田中貴金属工業株式会社 | Organic precious metal ink |
| JPH01176745A (en) * | 1988-01-06 | 1989-07-13 | Fuji Xerox Co Ltd | Sheet transport device |
| US5950510A (en) * | 1995-06-29 | 1999-09-14 | Scheffer, Inc. | Decelerating mechanism for printed products |
| GB2329891B (en) * | 1997-04-04 | 1999-06-02 | Strachan & Henshaw Machinery | Transporting sheets |
| GB9706898D0 (en) * | 1997-04-04 | 1997-05-21 | Strachan & Henshaw Machinery | Transporting sheets |
| US6561507B1 (en) * | 1997-09-04 | 2003-05-13 | Heidelberger Druckmaschinen Ag | Apparatus for decelerating and shingling signatures |
| DE10107716A1 (en) * | 2000-03-30 | 2001-10-04 | Heidelberger Druckmasch Ag | Sheet braking device for printing machine has several braking modules having individual drives and drive controls for providing velocities at fixed ratio to machine velocity |
-
2001
- 2001-06-15 DE DE10128653A patent/DE10128653A1/en not_active Ceased
-
2002
- 2002-04-20 EP EP02008873A patent/EP1266854B9/en not_active Expired - Lifetime
- 2002-04-20 PT PT02008873T patent/PT1266854E/en unknown
- 2002-04-20 DE DE50209264T patent/DE50209264D1/en not_active Expired - Lifetime
- 2002-04-20 ES ES02008873T patent/ES2277969T3/en not_active Expired - Lifetime
- 2002-05-30 CA CA002388262A patent/CA2388262C/en not_active Expired - Fee Related
- 2002-06-12 US US10/166,737 patent/US7059598B2/en not_active Expired - Lifetime
- 2002-06-13 JP JP2002172784A patent/JP4150215B2/en not_active Expired - Lifetime
- 2002-06-14 CN CNB021232873A patent/CN1330550C/en not_active Expired - Lifetime
-
2004
- 2004-07-26 US US10/898,567 patent/US6945529B2/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2128063A2 (en) | 2008-05-28 | 2009-12-02 | E.C.H. WILL GmbH | Transport device for sheets and method for forming and transporting a stream of overlapping sheets |
| DE102008025667A1 (en) | 2008-05-28 | 2009-12-10 | E.C.H. Will Gmbh | Conveyor for sheet layers and method for forming and conveying a scale flow from sheet layers |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2277969T3 (en) | 2007-08-01 |
| EP1266854B9 (en) | 2007-06-06 |
| EP1266854A2 (en) | 2002-12-18 |
| JP4150215B2 (en) | 2008-09-17 |
| US6945529B2 (en) | 2005-09-20 |
| JP2003034452A (en) | 2003-02-07 |
| CA2388262A1 (en) | 2002-12-15 |
| US20020190461A1 (en) | 2002-12-19 |
| US7059598B2 (en) | 2006-06-13 |
| CA2388262C (en) | 2010-02-02 |
| PT1266854E (en) | 2007-04-30 |
| DE50209264D1 (en) | 2007-03-08 |
| CN1330550C (en) | 2007-08-08 |
| CN1392093A (en) | 2003-01-22 |
| EP1266854A3 (en) | 2003-11-19 |
| DE10128653A1 (en) | 2002-12-19 |
| US20050029733A1 (en) | 2005-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1266854B9 (en) | Transport device for sheets and method for assembling sheets | |
| EP1516838B1 (en) | Device for processing stacks of electrostatic rechargeable flat parts | |
| EP0108109B1 (en) | Device for separating layers of continuous forms or the like | |
| EP0408893B1 (en) | Sheet depositing device for revolving transverse cutter | |
| DE102019118647B3 (en) | Production line for processing sheet metal | |
| WO1991008974A1 (en) | Process and device for braking sheets, in particular sheets of paper or cardboard, to be deposited on a pile | |
| EP1751002B1 (en) | METHOD AND DEVICE for PACKAGING FLAT OBJECTS | |
| DE3241636A1 (en) | DEVICE FOR PRODUCING PACKAGING CUTS | |
| DE4435988A1 (en) | Device for braking sheets | |
| CH659035A5 (en) | METHOD FOR GATHERING BUNCHES OF ELECTRICALLY INSULATING BOW-SHAPED SUBSTRATE MATERIALS FOLDED. | |
| DE4034339C2 (en) | Method and device for electrostatically charging sheets of paper | |
| DE102006011642A1 (en) | Device for forming stacks of flat products | |
| DE2638783C3 (en) | Sheet feeder | |
| EP1510489B1 (en) | Method for feeding flat overlapping sheet metal plates | |
| DE102008060394B4 (en) | Apparatus and method for forming a stream of overlapping sheets or sheet stacks | |
| EP0900757A2 (en) | Device for braking and delivering overlapping signatures | |
| DE4343713C2 (en) | Tray for sheets arriving in a row and guided by a transport system | |
| EP0499691A1 (en) | Method for handling printed products fed in a continuous overlapping formation and device for carrying out said method | |
| DE102008025667A1 (en) | Conveyor for sheet layers and method for forming and conveying a scale flow from sheet layers | |
| DE19924265A1 (en) | Method and appliance for transporting and decelerating folded copies in folding appliance | |
| DE1202118B (en) | Device for intermittent conveying of webs or web parts made of paper, cardboard or the like coming out of a punch. | |
| DE2100980A1 (en) | Device for cutting and conveying sheets of paper | |
| DE102010011689A1 (en) | Sheet braking device in the Nutzentrennstation | |
| EP2316767B1 (en) | Device and method for manufacturing printed product stacks | |
| EP2086292A1 (en) | Method and device for electrostatic discharge of multiple paged printer products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040410 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20050427 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070117 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070117 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070202 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50209264 Country of ref document: DE Date of ref document: 20070308 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20070417 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2277969 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20071018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20100323 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100324 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20100422 Year of fee payment: 9 Ref country code: FR Payment date: 20100428 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100421 Year of fee payment: 9 Ref country code: NL Payment date: 20100422 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20100419 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100419 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20111020 |
|
| BERE | Be: lapsed |
Owner name: E.C.H. WILL G.M.B.H. Effective date: 20110430 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20111101 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110420 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 351813 Country of ref document: AT Kind code of ref document: T Effective date: 20110420 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111101 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110420 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111020 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110420 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110420 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: PATENTANWAELTE SEEMANN & PARTNER, DE Effective date: 20120405 Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Effective date: 20120405 Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: SEEMANN & PARTNER PATENTANWAELTE MBB, DE Effective date: 20120405 Ref country code: DE Ref legal event code: R081 Ref document number: 50209264 Country of ref document: DE Owner name: E.C.H. WILL GMBH, DE Free format text: FORMER OWNER: E.C.H. WILL GMBH, 22529 HAMBURG, DE Effective date: 20120405 Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE Effective date: 20120405 Ref country code: DE Ref legal event code: R081 Ref document number: 50209264 Country of ref document: DE Owner name: BW PAPERSYSTEMS HAMBURG GMBH, DE Free format text: FORMER OWNER: E.C.H. WILL GMBH, 22529 HAMBURG, DE Effective date: 20120405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110421 |
|
| REG | Reference to a national code |
Ref document number: 50209264 Country of ref document: DE Ref country code: DE Ref legal event code: R082 Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Ref country code: DE Ref legal event code: R081 Ref document number: 50209264 Country of ref document: DE Owner name: BW PAPERSYSTEMS HAMBURG GMBH, DE Free format text: FORMER OWNER: E.C.H. WILL GMBH, 22880 WEDEL, DE Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50209264 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210427 Year of fee payment: 20 Ref country code: DE Payment date: 20210420 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210621 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50209264 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20220421 |