EP1216952B1 - Machine de remplissage - Google Patents
Machine de remplissage Download PDFInfo
- Publication number
- EP1216952B1 EP1216952B1 EP01120679A EP01120679A EP1216952B1 EP 1216952 B1 EP1216952 B1 EP 1216952B1 EP 01120679 A EP01120679 A EP 01120679A EP 01120679 A EP01120679 A EP 01120679A EP 1216952 B1 EP1216952 B1 EP 1216952B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gas
- filling
- control valve
- return
- machine according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/28—Flow-control devices, e.g. using valves
- B67C3/286—Flow-control devices, e.g. using valves related to flow rate control, i.e. controlling slow and fast filling phases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/04—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus without applying pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/06—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure
- B67C3/10—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure preliminary filling with inert gases, e.g. carbon dioxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/06—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus using counterpressure, i.e. filling while the container is under pressure
- B67C3/12—Pressure-control devices
Definitions
- the invention relates to a filling machine according to the preamble claim 1.
- EP 0 752 388 A1 A first approach is EP 0 752 388 A1, although this document primarily with the idea of an improved filling tube-free filling element deals.
- a filling element and thus also a Filling machine presented which has three separate gas paths, each one single of these gas paths has its own shut-off valve, through which this can be opened or closed.
- the shut-off valves By opening or closing the shut-off valves, the interior of the container to be filled directly or indirectly with one or more of the annular channels present on the rotor of the filling machine connected to these annular channels to a hot or saturated steam channel, a return gas collecting channel and a vacuum channel.
- This constructive measure can be varied in a simple manner Realize filling process, with order and control of each Process steps without mechanical alterations, solely due to the changes Control of the shut-off valves can be done.
- a disadvantage of this embodiment is, however, that the individual gas paths with flow in different Directions have identical flow resistance, which is not all optimally perform possible filling process.
- the inventive design a variety of filling with one and the same filling machine possible, essentially only by selection a corresponding program for controlling the individual filling elements the machine.
- a normal-pressure or vacuum filler for still water or juices a single-chamber pressure filler for soft drinks
- a filler with special Process for low-oxygen filling of beer e.g., a normal-pressure or vacuum filler for still water or juices, a single-chamber pressure filler for soft drinks, a filler with special Process for low-oxygen filling of beer.
- the filling machine according to the invention allows the Processing of plastic bottles and glass bottles.
- the filling machine according to the invention is preferably as a volumetric filling system educated. Furthermore, preferably by the process computer or by the control unit all functions within the filling elements preferably pneumatically controlled. All variants of the different filling processes are in the Computer deposited and can be adapted to the respective contents and to the respective Container be retrieved.
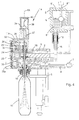
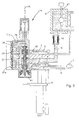
- the filling element generally designated 1 in FIGS. 1 and 2 is a component a filling machine of rotating design and is more similar with a variety Filling elements, each at a uniform angular intervals by a vertical Machine axis distributed on the circumference of a rotor 2 provided.
- a first annular channel 3, a second annular channel 4 and a third annular channel 5 formed, which is the vertical machine axis surround concentrically and provided for all filling elements 1 together are.
- the annular channel 3 as a clamping gas channel
- the annular channel 4 as a vacuum channel
- the annular channel 5 as a return gas channel.
- the annular channel 3 with the gas space 6 ' provided on the rotor 2, partially filled ring boiler 6, the annular channel 4 with a vacuum source or vacuum device or pump 7 and the annular channel 5 with a line 8 for discharging the excess return gas, for example in the atmosphere, in the gas space 6 'or to a device for the treatment of the return gas, and also depending on the respective filling method or system.
- the gas space 6 ' is formed above the level of the liquid level of the filling material in the liquid space 6''.
- a level control 6'' the level N is maintained substantially at a constant value.
- Each filling element 1 is associated with a bottle carrier 9, with which each to filling bottle 10 is raised and with its bottle mouth 10 'in sealing position is pressed and held against an annular seal 13, which at the bottom the filling element 1 or a Fanelementgephinuses 11 is provided and an annular discharge opening 12 encloses.
- a liquid channel 14 formed by a feed 15 with a flow meter 16 with the contents containing the liquid space 6 "of the ring boiler 6 in conjunction stands.
- the liquid valve 17 for the controlled introduction and Terminating the Grestyrenes provided in the bottle 10.
- the liquid valve 17 consists essentially of the valve body 17 ', which on the outer surface of a arranged coaxially with the Grestyrene FA arranged return gas pipe 18 is, which is axially displaceable by a predetermined stroke, and off a valve seat 17 "formed in the fluid channel 14.
- the return gas tube 18 is with its lower end on the underside of the filling element 1 and over the local ring seal 13 before.
- the flushing pipe 19 is in its extended position, in the the upper end of the flushing pipe 19 and thus also the piston 21 the lower end the chamber 20 are closer than the upper end of this chamber and in the Rinse pipe 19 with a movement stroke of this flushing pipe corresponding length protrudes beyond the lower end of the return gas pipe 18 and relatively far into the interior the bottle 10 is enough.
- a pneumatic actuator 22 for the Liquid valve 17 is provided.
- This actuator 22 consists of the coaxially with the axis FA trained cylinder chamber 22 'is provided, in which a provided on the return gas pipe 18 piston 22 "slidable in the axial direction is provided.
- a control chamber formed via a control valve means, not shown (e.g.
- Solenoid valve controlled by compressed air and can be vented to the piston 22 "and thus also the return gas pipe 18 from that shown in the figure 1 Position corresponding to the opened liquid valve 17, against the effect a compression spring 23 to move in a position which the closed position of Liquid valve 17 corresponds.
- control valve 24 serving as the clamping gas channel annular channel 3 assigned and therefore also referred to as a clamping gas valve
- the control valve 25 is assigned to the serving as a vacuum channel annular channel 4 and therefore Also may be referred to as a vacuum control valve
- the control valve 26 is assigned as a return gas channel annular channel 5 and therefore also as a return gas control valve can be designated.
- Gas way in the sense of the invention means a compound for gas and / or air.
- the aforementioned gas paths 24, 25, 26 and 34 are formed by channels in the housing, wherein the same channels are partially part of different gas paths.
- the check valves 31 and 33 are formed so that they or their valve elements (e.g., ball), for example, by acting on the respective valve member Gravity are biased in the closed state and only at open a predetermined pressure difference in the forward direction.
- the ring bowl 6 is up to the level N with the respective Filled contents.
- the gas space 6 has atmospheric pressure, for example an inert gas or sterile air with atmospheric pressure.
- the filling material is on the open liquid valve 17 in sealing position with the Filling element 1 located bottle 10 is supplied, which displaced from the bottle 10 Gas or the displaced from the bottle 10 air over the return gas tube channel 18 'and via the gas path 28 with the open control valve 25 in the annular channel 4 arrived.
- the throttle 30 provided in the throttle 30 determines the filling speed.
- the check valve 31 arranged parallel to the throttle 30 remains in the closed state.
- Soft drinks and mineral waters with a significant amount of carbon dioxide (CO 2 ) are usually filled with the single-chamber pressure filling system, with biasing of the respective bottle 10.
- the gas space 6 ' contains CO 2 gas at a predetermined, regulated pressure and the liquid space 6 "contains the contents, while the respective bottle 10, which is in sealing position with the filling element 1, is preloaded by opening the control valve 24 via the gas path 27 the annular channel 3 or gas space 6 'and the gas space 18 "and the return gas tube channel 18'.
- the pressure in the space 20 'and the purge pipe 19 is held in its retracted position.
- control valve 24 After biasing, the control valve 24 is closed. Then opens the liquid valve 17 for a slow stuffing, which in this case from the bottle 10 displaced return gas flows through the throttle 35 in the annular channel 5. To the following Fast filling then the control valve 24 is opened again, so that via the return gas tube channel 18 ', the gas space 18 "and the opened gas path 27 a direct connection to the annular channel 3 and thus to the gas space 6 'produced and the filling speed during this fast filling phase by the static Liquid level or the level N is determined in the ring boiler.
- a bias of the respective, in sealing position with the filling element 1 bottle 10 is initially carried out with fresh inert gas.
- fresh inert gas When using carbon dioxide, this leads to high CO 2 levels in the prestressed bottle, so that thus also the oxygen uptake by the contents (beverage) decreases during the filling.
- the bias of the bottle 10 takes place from the gas space 6 'or from the annular channel 3, for which purpose the gas valve 27 is opened to open the gas path 24.
- This purging ensures during the filling phase for optimal CO 2 concentration at economical CO 2 consumption.
- control valve 26 is opened so that CO 2 gas passes under pressure via the gas path 29 and the open control valve 26 and the open check valve 33 in the space 20 "for rinsing the respective, located on the filling element 1 in sealing position bottle 10 bottle
- the piston 21 is moved downwards and thus the flushing pipe 19 is moved into the extended position.
- the CO 2 gas from the annular channel 5 passes through the open gas path 29, the space 20 "and the flushing pipe 19 in the bottle 10.
- control valve 24 is opened with closed control valves 25 and 26, so that via the gas path 27 and the return gas tube channel 18 'CO 2 gas under pressure in the bottle 10 flows, but at the same time also into the space 20 ', whereby the flushing pipe 19 is automatically moved upwards or drawn in via the piston 21.
- the gas space 6 contains CO 2 gas under a predetermined, regulated pressure and the liquid space 6 "contains the contents
- the three-chamber process is carried out as follows:
- the control valve 26 For flushing the respective, located on the filling element 1 in sealing position bottle 10, the control valve 26 is opened, so that CO 2 gas under pressure via the gas path 29 and the open control valve 26 and the open check valve 33 into the space 20 "passes the overpressure building up in the space 20 "causes the piston 21 to move downwards and thus the flushing pipe 19 to the extended position.
- the CO 2 gas from the annular channel 5 passes through the open gas path 29, the space 20 "and the flushing pipe 19 in the bottle 10.
- control valve 24 is opened when the control valve 26 is closed again, so that via the then released gas path 27 and the return gas tube channel 18 'CO 2 gas flows under pressure into the bottle 10 and at the same time by the building up in the space 20' pressure the filling tube 19 is automatically moved to the retracted position.
- the liquid valve 17 is opened, specifically for slow filling, in which again the displaced from the contents of the bottle 10 CO 2 gas via the constantly open throttle 35 flows into the annular channel 5.
- the described construction of the filling element 1, i. especially those by the Control valves 24 - 26 individually controllable gas paths 27, 28 and 29 and the additional Gas path 34 with the constantly open throttle 35 allow in combination with the partially filled ring boiler 6 - only by appropriate program or software selection - also a filling process with pre-evacuation of the respective Bottle 10 and then rinsing, of course, the Number of evacuation steps and purging phases are freely selectable.
- control valve 25 is opened, so that then via the return gas tube channel 18 'and the available gas path 28 available air or existing Gas from the interior of the located in sealing position with the filling element 1 Gas cylinder 10 is aspirated.
- the subsequent filling phase can then be designed in a variety of ways, for example, as in 1.4 above. or 1.5. described, and indeed both in the single-chamber method, as well as in the three-chamber method.
- running are silent drinks, namely, for example still water, fruit juice drinks or wine bottled under atmospheric pressure.
- the gas space 6 has atmospheric pressure, for example an inert gas or sterile Air at atmospheric pressure.
- atmospheric pressure for example an inert gas or sterile Air at atmospheric pressure.
- the gas space contain 6 'CO 2 gas under a predetermined, regulated pressure and the liquid space 6 "the contents.
- control valve 24 opens again, so that then via this opened control valve, the return gas tube channel 18 'and the gas space 18 "a direct, unthrottled connection to the ring channel 3 and thus also to Gas space 6 'is made and so the filling speed by the static Gregutiere (Level N) in the ring vessel 6 is determined.
- the biasing of the present in sealing position with the filling element 1a bottle 10th takes place by opening the control valve 24 directly from the annular channel 3 and the Gas space 6 '.
- control valve 25 is opened so that via the return gas pipe channel 18 ', the gas space 18 "and the throttle 30 an additional Gas flow into the annular channel 4 (vacuum channel) results and thereby the filling speed is increased accordingly. Since the liquid valve 17 in the open position, the control valve 25a is closed.
- the gas space 6 'contains CO 2 gas at a predetermined, regulated pressure and the liquid space 6 "contains the contents
- the annular channel 5 contains CO 2 gas under pressure
- the flushing tubes 19 of all filling elements 1a are moved into their extended position by actuation of all pneumatic cylinders 38.
- the rinsing ensures a high CO2 concentration during the subsequent filling with economical CO 2 consumption. Almost all the carbonic acid flows back into the gas space 6 'of the boiler when filling and can be used for the prestressing of the next bottles.
- control valve 26 is opened for flushing, so that CO 2 gas flows from the annular channel 5 via the fully open check valve 33 and the gas chamber 37 into the purge pipe 19 and enters the bottle 10 at the lower end of the purge tube, as this is shown in the figure 4.
- the control valve 25a which is open when the liquid valve 17 is closed, the purge gas is sucked into the annular channel 4.
- the opening of the liquid valve takes place 17 with simultaneous automatic closing of the control valve 25a.
- the control valve 24 is opened, so that then on this Control valve and the gas chamber 18 "and the return gas tube channel 18 'a direct Connection to the annular channel 3 and thus to the gas space 6 'is made and the filling speed again by the static liquid level (level N) in Ring boiler 6 is determined.
- control valve 26 For the subsequent fast filling the control valve 26 is opened, so that a additional second way through the throttle 30 in the annular channel 4 for the displaced Return gas is released and thus sets a higher filling speed.
- control valve 25 which is in series therewith is opened, so that the air or gas from the bottle 10 in sealing position with the filling element 1a is returned via the return gas tube channel 18 ', the gas space 18 "and the gas path 28 is sucked into the annular channel 4.
- control valve 26 is opened again with closed control valve 25 and thus closed gas path 28, so that from the annular channel 5 (return gas channel) CO 2 gas through the fully open check valve 33 and the Rinse pipe 29 flows into the interior of the bottle 10.
- the subsequent filling process can then, for example, as under 2.4. or 2.5. be described described.
- the filling member 1a enables using a corresponding flushing cap 41 also a CIP cleaning of all liquid and gas paths, wherein the cleaning fluid then via the annular channels 4th 5 and fed via the annular channel 3 and the feed 15 in the ring bowl 6 flows and is discharged from this, with open control valves 24-26 and opened liquid valve 17, taking for this particular CIP cleaning by a control common to all filling elements 1a whose control valves 25a are open.
- the particular advantage of the described filling elements 1 and 1a or one with them provided filling machine is thus that an extremely high flexibility and the greatest possible filling comfort can be achieved. With one and the same machine are essentially only by changing the program different filling methods possible, in particular it is then possible that optimal for the respective contents Select filling method. These advantages are despite a low constructive Achieved effort, i. the filling elements 1 and 1a are each only three individually controllable control valves 24 - 26 and a cylinder or actuator 22 required for controlled closing of the liquid valve 17, wherein these elements are controlled by the central control device (filler computer) and be operated.
- Another significant advantage of the invention is also training in that for the extension and retraction of the flushing pipe 19 in the filling element 1 no additional control or control valve is necessary, but this Entry and exit in the manner described automatically by the initiation the rinsing phase (extension of the flushing pipe 19) or by the introduction of the subsequent Vorspannphase (retraction of the purge tube 19) takes place, and that at the filling element 1a a single common to all filling elements of a filling machine Control is sufficient.
- the control of the filling elements 1, 1a and the liquid valves 17 is carried out by the controller generally indicated at 42 in the figures.
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Formation And Processing Of Food Products (AREA)
- Confectionery (AREA)
- Filling Or Discharging Of Gas Storage Vessels (AREA)
Claims (27)
- Machine de remplissage à circulation pour remplissage de bouteilles, boítes ou autres récipients (10) avec un produit liquide, présentant plusieurs positions de remplissage formées sur un rotor (2) chacune avec un élément de remplissage (1, 1a), contre lequel le récipient correspondant (10) est placé pour remplissage par un orifice de récipient (10') au niveau de l'ouverture d'évacuation de l'élément de remplissage (12), cette ouverture faisant partie d'une voie de circulation pour le liquide (14) équipée d'une soupape pour le liquide (17) formée dans l'élément de remplissage (1, 1a), cet élément de remplissage (1, 1a) présentant au moins une ouverture de retour de gaz (18'") formant une liaison entre l'intérieur du récipient (10) et des voies de circulation du gaz formées dans l'élément de remplissage (1, 1a) et contrôlables au moyen de soupapes de commande (24, 25, 25a, 26), avec une cuve (6), formant un réservoir de liquide (6") pour réception du produit au-dessus duquel est placé un compartiment à gaz (6'), ainsi que trois canaux communs (3, 4, 5) au moins pour tous les éléments de remplissage (1, 1a) au niveau du rotor (2), ces canaux communs formant un canal de gaz sous pression (3), un canal sous vide (4) et un canal de gaz de retour (5) ainsi que trois voies de circulation pour le gaz (27, 28, 29), soit une première voie (27) qui comprend une première soupape de commande (24) et au moyen de laquelle une liaison contrôlée entre l'orifice de gaz de retour (18"') et le canal de gaz sous pression (3) peut être créée, une deuxième voie de circulation de gaz (28), qui comprend une deuxième soupape de commande (25) et au moyen de laquelle une liaison contrôlée entre l'orifice de gaz de retour (18"') et le canal sous vide (4) peut être créée, une troisième voie de circulation de gaz (29), qui comprend une troisième soupape (26) et au moyen de laquelle peut être créée une liaison contrôlée entre le canal de retour de gaz (5) et un conduit de rinçage (19) prévu au niveau de l'élément de remplissage (1, 1a) pouvant être introduit dans le récipient correspondant (10), caractérisée en ce que dans l'élément de remplissage (1, 1a) est présente au moins une quatrième voie de circulation de gaz (34), qui comprend un premier étranglement (35) de régulation ou de réduction du débit de gaz et au moyen de laquelle une liaison permanente est établie entre l'orifice de retour de gaz (18"') et le canal de retour de gaz (5), et en ce qu'un deuxième étranglement (30) est intégré dans la deuxième voie de circulation de gaz (28) et un troisième étranglement (32) est intégré dans la troisième voie de circulation de gaz (29).
- Machine de remplissage selon la revendication 1, caractérisée par un dispositif d'actionnement pneumatique (20, 21 ; 38) pour déplacement axial du conduit de rinçage (19) à partir d'une position rentrée, dans laquelle le conduit de rinçage (19) ne dépasse pas l'élément de remplissage (1, 1a) ou d'une courte longueur seulement, et une position sortie, dans laquelle le conduit de rinçage (19) dépasse l'élément de remplissage (1, 1a) d'une longueur importante.
- Machine de remplissage selon la revendication 2, caractérisée en ce que l'élément d'actionnement pneumatique comprend un piston (21) fixé au niveau du conduit de rinçage (19), celui-ci pouvant se déplacer dans le sens axial dans un compartiment cylindrique (20) formé dans l'élément de remplissage (1), compartiment divisé par le piston en sous-compartiments (20', 20"), le premier (20') pouvant être alimenté en pression pour faire rentrer le conduit de rinçage (19) de même que le deuxième (20") pour faire sortir le conduit de rinçage, et en ce que le premier sous-compartiment (20') est relié à une partie menant à l'orifice de retour de gaz (18"') via la première voie de circulation de gaz (27) au moins et/ou la quatrième voie de circulation de gaz (34) et le deuxième sous-compartiment (20") est relié avec la troisième voie de circulation de gaz (29).
- Machine de remplissage selon la revendication 2, caractérisée en ce que l'élément d'actionnement pneumatique pour le conduit de rinçage (19) est formé d'un vérin pneumatique (38) et en ce que les vérins pneumatiques (38) de tous les éléments de remplissage (1a) de la machine de remplissage sont commandés par une soupape pneumatique commune.
- Machine de remplissage selon l'une des revendications précédentes, dans laquelle le premier étranglement (35) est monté en série avec un clapet anti-retour (36) qui laisse la voie libre à un flux de gaz provenant de l'orifice de retour de gaz (18'") et se dirigeant vers le canal de retour de gaz (5) mais bloque le flux de gaz en sens inverse.
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce qu'un deuxième clapet anti-retour (31) est monté parallèlement au deuxième étranglement (30) et laisse la voie libre à un flux de gaz provenant de l'orifice de retour de gaz (18'") et se dirigeant vers le canal sous vide (4) mais bloque le flux de gaz en sens inverse.
- Machine de remplissage selon l'une des revendications précédentes, dans laquelle un troisième clapet anti-retour (33) est monté parallèlement au troisième étranglement (32) et laisse la voie libre pour un flux provenant du canal de retour de gaz (5) et se dirigeant vers le conduit de rinçage (19) ou un canal du conduit de rinçage (19') mais bloque le flux en sens inverse.
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce qu'une autre soupape de commande (25a) est montée parallèlement au deuxième étranglement (30) et le montage en parallèle du deuxième étranglement (30) et de l'autre soupape de commande (25a) est disposé en série avec la deuxième soupape de commande (25) dans la deuxième voie de circulation de gaz (26).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce que l'élément de remplissage (1, 1a) ne comporte aucun tuyau de remplissage et en ce que l'orifice de retour de gaz (18'") est formé de l'orifice d'un tuyau de retour de gaz (18) qui est entouré de l'orifice d'évacuation (12) et qui atteint l'intérieur du récipient via l'orifice du récipient (10'), ce récipient (10) étant appliqué au niveau de l'élément de remplissage (1, 1a).
- Machine de remplissage selon la revendication 9, caractérisée en ce que le tuyau de retour de gaz (18) entoure à distance le conduit de rinçage (19), sous la forme d'un canal annulaire de tuyau de retour de gaz (18').
- Machine de remplissage selon la revendication 9, caractérisée en ce que la première voie de circulation de gaz (27), la deuxième (28) et la quatrième (34) sont chacune reliées à un canal de tuyau de retour de gaz (18') placé dans le tuyau de retour de gaz (18), en particulier via un compartiment de gaz supplémentaire (18") formé dans l'élément de remplissage (1, 1a).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce que le canal de gaz sous pression (3) est relié au compartiment de gaz (6') de la cuve (6) ou peut être relié à ce dernier.
- Machine de remplissage selon l'une des revendications 9 à 12, caractérisée en ce que la soupape pour le liquide (17) est formée d'un obturateur de soupape (17') prévu au niveau du tuyau de retour de gaz (18) et d'un siège de soupape (17") placé dans la voie de circulation du liquide (14) avec cet obturateur de soupape et en ce que le tuyau de retour de gaz (18) est mobile dans le sens axial selon une course prédéfinie, au moyen d'un dispositif d'actionnement (22), pour l'ouverture et la fermeture de la soupape de liquide (17).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce qu'un débitmètre (16) pour le produit de remplissage est installé dans la liaison entre le réservoir de liquide (6") de la cuve (6) et la voie de circulation du liquide (14) de l'élément de remplissage correspondant (1, 1a).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce que les soupapes de commande (24, 25, 25a, 26) sont des soupapes à actionnement pneumatique, de préférence des soupapes de sécurité.
- Machine de remplissage selon l'une des revendications 8 à 15 précédentes, caractérisée en ce que la soupape de commande supplémentaire (25a) est contrôlée en relation avec la soupape de liquide (17) de l'élément de remplissage concerné (1a) de sorte que cette soupape de commande supplémentaire (25a) se trouve en position ouverte lorsque la soupape de liquide (17) est fermée et se trouve en position fermée lorsque la soupape de liquide (17) est ouverte.
- Machine de remplissage selon l'une des revendications 3 à 16 précédentes, caractérisée en ce que le deuxième compartiment cylindrique (20") est relié avec la partie de la troisième voie de circulation de gaz (29) située entre la troisième soupape de commande (26) et le conduit de rinçage (19).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce que le deuxième étranglement (30) est inséré dans la section de la deuxième voie de circulation de gaz (28) s'étendant entre la deuxième soupape de commande (25) et le canal sous vide (4).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée en ce que le troisième étranglement (32) est inséré dans la partie de la troisième voie de circulation de gaz (29) formée entre la troisième soupape de commande (26) et le canal de retour de gaz (5).
- Machine de remplissage selon l'une des revendications précédentes, caractérisée par la présence d'un dispositif de commande (42) pour le contrôle des éléments de remplissage (1, 1a) et/ou de leurs soupapes de commande (24, 25, 26), qui permet différents procédés de remplissage en changeant le programme.
- Machine de remplissage selon la revendication 20, caractérisée en ce que le dispositif de commande (42) ouvre la deuxième soupape de commande (25) pour un remplissage hors pression en particulier dans le cas de boissons non gazeuses, lorsque la soupape de liquide (17) est ouverte, de sorte à permettre l'évacuation de l'air et/ou du gaz comprimé par le liquide de remplissage hors du récipient (10) via l'ouverture de retour de gaz (18'") et la deuxième voie de circulation de gaz (28) jusque dans le canal sous vide (4).
- Machine de remplissage selon la revendication 20, caractérisée en ce que le dispositif de commande (42) ouvre la troisième soupape de commande (26) pour le remplissage hors pression, en particulier dans le cas de boissons non gazeuses, de sorte à permettre l'évacuation de l'air et/ou du gaz hors du récipient (10) lorsque la soupape de liquide (17) est ouverte, via le conduit de rinçage et vers le canal de retour de gaz (5).
- Machine de remplissage selon la revendication 20, caractérisée en ce que le dispositif de commande (42) ouvre la première soupape de commande (24) pour permettre un remplissage sous pression à compartiment unique pour la prétension du récipient (10) placé en position étanche au niveau de l'élément de remplissage (1, 1a), de sorte que l'intérieur du récipient (10) subisse une prétension avec gaz inerte issu du canal de gaz sous pression (3) via la première voie de circulation de gaz et en ce que le dispositif de commande (42) ouvre ensuite la soupape de liquide (17) pour un remplissage lent après fermeture de la première soupape de commande (24), de sorte que le gaz de retour comprimé dans le récipient (10) s'évacue via la quatrième voie de circulation de gaz dans le canal de retour de gaz (5) et en ce que le dispositif de commande (42) rouvre enfin la première soupape de commande (24) pour un remplissage rapide de sorte à créer une liaison entre l'intérieur du récipient et le canal de gaz sous pression (3) raccordé au compartiment de gaz (6') de la cuve (6), via l'orifice de retour de gaz (18'").
- Machine de remplissage selon la revendication 20, caractérisée en ce que le dispositif de commande (42) ouvre d'abord la première soupape de commande (24) pour mettre sous prétension, avec du gaz inerte, le récipient (10) placé au niveau de l'élément de remplissage (1, 1a) en position étanche, et ce dans le cadre du remplissage à compartiment triple, en particulier pour les boissons à teneur en CO2 sensibles à l'oxygène et/ou sensibles aux microbes, en ce que le dispositif de commande (42) ouvre ensuite la soupape de liquide (17) après fermeture de la première soupape de commande (24) pour un remplissage lent, de sorte que le gaz de retour comprimé s'évacue dans la quatrième voie de circulation de gaz dans le canal de retour de gaz (5) et en ce que le dispositif de commande (42) ouvre la troisième soupape de commande (26) pour un remplissage rapide de sorte que, pour poursuivre le remplissage du récipient (10), le gaz de retour comprimé issu du récipient puisse désormais circuler, via le conduit de rinçage et la troisième voie de circulation ouverte, dans le canal de retour de gaz (5).
- Machine de remplissage selon l'une des revendications 20 à 24, caractérisée en ce que le dispositif de commande (42) ouvre la troisième soupape de commande (26) pour rincer l'intérieur du récipient (10) placé en position étanche au niveau de l'élément de remplissage (1, 1a) avec du gaz inerte en provenance du canal de retour de gaz (5), pour un remplissage pauvre en oxygène avec un procédé à compartiment unique, en particulier dans le cas du remplissage de bière.
- Machine de remplissage selon l'une des revendications 20 à 25, caractérisée en ce que le dispositif de commande (42) ouvre la troisième soupape de commande (26) pour rincer le récipient (10) placé en position étanche au niveau de l'élément de remplissage (1, 1a) avec du gaz inerte en provenance du canal de retour de gaz (5) et le cas échéant pour sortir le conduit de rinçage (19).
- Machine de remplissage selon l'une des revendications 20 à 26, caractérisée en ce que le dispositif de commande (42) ouvre la deuxième soupape de commande (25) pour évacuation du récipient placé en position étanche au niveau de l'élément de remplissage (1, 1a) et ouvre la troisième soupape de commande (26) pour une phase consécutive de rinçage du récipient (10) avec du gaz inerte en provenance du canal de retour du gaz (5).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10064954A DE10064954A1 (de) | 2000-12-23 | 2000-12-23 | Füllmaschine |
| DE10064954 | 2000-12-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1216952A2 EP1216952A2 (fr) | 2002-06-26 |
| EP1216952A3 EP1216952A3 (fr) | 2002-08-21 |
| EP1216952B1 true EP1216952B1 (fr) | 2004-04-07 |
Family
ID=7668935
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01120679A Expired - Lifetime EP1216952B1 (fr) | 2000-12-23 | 2001-09-03 | Machine de remplissage |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1216952B1 (fr) |
| AT (1) | ATE263733T1 (fr) |
| DE (2) | DE10064954A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007040262A1 (de) | 2007-08-24 | 2009-02-26 | Khs Ag | Füllelement und Verfahren zur sauerstoffarmen Füllung großvolumiger Behälter mit einem flüssigen Füllgut |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4701542B2 (ja) * | 2001-05-31 | 2011-06-15 | 澁谷工業株式会社 | 充填装置とその充填方法 |
| DE102004015167B3 (de) * | 2004-03-27 | 2005-11-03 | Khs Maschinen- Und Anlagenbau Ag | Füllelement |
| DE102004017205A1 (de) * | 2004-04-10 | 2005-10-27 | Khs Maschinen- Und Anlagenbau Ag | Füllmaschine umlaufender Bauart |
| DE102007009435A1 (de) * | 2007-02-23 | 2008-08-28 | Khs Ag | Verfahren zum Füllen von Flaschen oder dergleichen Behälter mit einem flüssigen Füllgut unter Gegendruck sowie Füllmaschine zum Durchführen dieses Verfahrens |
| WO2009123493A1 (fr) * | 2008-04-01 | 2009-10-08 | Закрытое Акционерное Общество "Новосибирскпродмаш" | Dispositif de distribution manuelle de boissons moussantes et/ou gazeuses |
| IT1392774B1 (it) * | 2009-02-13 | 2012-03-23 | Four One S R L | Apparato e procedimento per il riempimento di un contenitore. |
| JP5383908B2 (ja) * | 2009-06-05 | 2014-01-08 | シデル エッセ.ピ.ア. コン ソシオ ウニコ | 充填装置、充填装置の製造方法、および充填方法 |
| RU2482054C2 (ru) * | 2009-06-11 | 2013-05-20 | Сергей Дмитриевич Филиппов | Устройство для ручного розлива, газирования и укупорки под давлением пенящихся или газированных напитков |
| DE102010009138A1 (de) * | 2010-02-23 | 2011-08-25 | Krones Ag, 93073 | Befüllungsanlage zum Befüllen von Behältnissen und Betriebsverfahren für eine Befüllungsanlage zum Befüllen von Behältnissen |
| DE102012008755A1 (de) * | 2012-05-04 | 2013-11-07 | Khs Gmbh | Hubvorrichtung für Behälterbehandlungsmaschinen, Behälterbehandlungsmaschine mit einer solchen Hubvorrichtung sowie Verfahren zum Füllen von Behältern |
| DE102013102547A1 (de) | 2013-03-13 | 2014-09-18 | Khs Gmbh | Verfahren sowie Füllmaschine zum Füllen von Dosen oder dgl. Behältern mit einem flüssigen Füllgut |
| DE102013103639A1 (de) * | 2013-04-11 | 2014-10-16 | Khs Gmbh | Füllelement, Füllsystem sowie Verfahren zum Füllen von Behältern |
| DE102013104938A1 (de) | 2013-05-14 | 2014-11-20 | Khs Gmbh | Füllsystem sowie Füllmaschine zum Füllen von Behältern |
| EP2871150B1 (fr) | 2013-11-08 | 2017-02-01 | Sidel S.p.a. Con Socio Unico | Unité et procédé de remplissage d'un article avec un produit liquide |
| DE102014104873A1 (de) * | 2014-04-04 | 2015-10-08 | Krones Ag | Verfahren und Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt |
| DE102015111374A1 (de) | 2015-07-14 | 2017-01-19 | Krones Ag | Vorrichtung und Verfahren zum Einleiten eines Gases in einen mit einem Füllprodukt zu befüllenden Behälter |
| EP3184484B1 (fr) * | 2015-12-22 | 2019-10-09 | Sidel Participations, S.A.S. | Dispositif de remplissage sélectif par contact ou sans contact d'un article avec un produit versable |
| CN106365099A (zh) * | 2016-10-21 | 2017-02-01 | 张家港市万金机械有限公司 | 一种瓶体灌水阀 |
| DE102020130628A1 (de) | 2020-11-19 | 2022-05-19 | Krones Aktiengesellschaft | Multifunktionale Vorrichtung zum Befüllen von Behältern mit einem Füllprodukt |
| CN112758372A (zh) * | 2020-12-30 | 2021-05-07 | 武汉交通职业学院 | 化成碱液自动灌装设备及其灌装方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29510860U1 (de) * | 1995-07-05 | 1995-10-12 | KHS Maschinen- und Anlagenbau AG, 44143 Dortmund | Füllelement |
| DE19939521B4 (de) * | 1999-03-04 | 2005-10-20 | Khs Masch & Anlagenbau Ag | Verfahren zur sauerstoffarmen Abfüllung von Getränken |
-
2000
- 2000-12-23 DE DE10064954A patent/DE10064954A1/de not_active Withdrawn
-
2001
- 2001-09-03 EP EP01120679A patent/EP1216952B1/fr not_active Expired - Lifetime
- 2001-09-03 AT AT01120679T patent/ATE263733T1/de not_active IP Right Cessation
- 2001-09-03 DE DE50101898T patent/DE50101898D1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007040262A1 (de) | 2007-08-24 | 2009-02-26 | Khs Ag | Füllelement und Verfahren zur sauerstoffarmen Füllung großvolumiger Behälter mit einem flüssigen Füllgut |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE263733T1 (de) | 2004-04-15 |
| DE50101898D1 (de) | 2004-05-13 |
| EP1216952A3 (fr) | 2002-08-21 |
| DE10064954A1 (de) | 2002-06-27 |
| EP1216952A2 (fr) | 2002-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1216952B1 (fr) | Machine de remplissage | |
| EP0953541B1 (fr) | Dispositif et élément de remplissage | |
| EP1584601B1 (fr) | Machine de remplissage du type à carrousel | |
| EP0697369B1 (fr) | Procédé pour remplir des bouteilles ou analogues au moyen d'un liquide | |
| EP0365867B1 (fr) | Procédé et dispositif pour remplir des boîtes de boisson | |
| DE10359492B3 (de) | Füllelement für eine Füllmaschine | |
| EP1162167B1 (fr) | Procédé et dispositif pour remplir des bouteilles, boítes et récipients similaires de produit liquide | |
| DE102004015167B3 (de) | Füllelement | |
| EP0979797B1 (fr) | Dispositif de remplissage | |
| DE102005003222A1 (de) | Vorrichtung zum Füllen von Gefäßen | |
| DE102010032573A1 (de) | Füllmaschine | |
| EP0953542A2 (fr) | Vanne de remplissage pour une machine de remplissage | |
| DE102008030948A1 (de) | Füllsystem zum Füllen von Flaschen oder dergleichen Behältern sowie Füllmaschine | |
| DE102013104938A1 (de) | Füllsystem sowie Füllmaschine zum Füllen von Behältern | |
| DE20319789U1 (de) | Füllmaschine mit separatem Rückgaskanal | |
| EP1270499B1 (fr) | Elément de remplissage sans tube de remplissage pour des machines de remplissage pauvre en oxygène de boissons | |
| DE10359312B4 (de) | Füllmaschine zum Füllen von Behältern | |
| DE4402980C1 (de) | Füllsystem zum Abfüllen eines flüssigen Füllgutes in Flaschen, Dosen oder dgl. Behälter | |
| DE69801109T2 (de) | Abfüll-Maschine und -Verfahren für Behälter, insbesondere für Flaschen | |
| EP0705788B1 (fr) | Procédé pour remplir des bouteilles ou des récipients similaires avec un produit liquide | |
| WO2021213840A1 (fr) | Procédé de remplissage de récipients | |
| DE102017101687A1 (de) | Füllsystem zum Füllen von Behältern mit einem flüssigen Füllgut | |
| EP2576420A1 (fr) | Élément de remplissage et machine de remplissage pour le remplissage de bouteilles ou de récipients analogues | |
| WO2020201001A1 (fr) | Procédé de remplissage de contenants avec un produit de remplissage liquide | |
| DE20319619U1 (de) | Füllmaschine zum Füllen von Behältern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010926 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17Q | First examination report despatched |
Effective date: 20021125 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040407 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040407 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040407 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040407 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50101898 Country of ref document: DE Date of ref document: 20040513 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040707 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040707 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040718 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040903 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040907 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: TD Effective date: 20111114 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: KHS GMBH Effective date: 20111122 Ref country code: FR Ref legal event code: CD Owner name: KHS GMBH Effective date: 20111121 |
|
| BECN | Be: change of holder's name |
Owner name: KHS G.M.B.H. Effective date: 20120314 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170926 Year of fee payment: 17 Ref country code: DE Payment date: 20170928 Year of fee payment: 17 Ref country code: FR Payment date: 20170928 Year of fee payment: 17 Ref country code: GB Payment date: 20170921 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170921 Year of fee payment: 17 Ref country code: NL Payment date: 20170921 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50101898 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20181001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180903 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180903 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180903 |