EP1208929A1 - Lingotière de coulée continue et procédé pour fabriquer des bandes métalliques minces - Google Patents
Lingotière de coulée continue et procédé pour fabriquer des bandes métalliques minces Download PDFInfo
- Publication number
- EP1208929A1 EP1208929A1 EP01126089A EP01126089A EP1208929A1 EP 1208929 A1 EP1208929 A1 EP 1208929A1 EP 01126089 A EP01126089 A EP 01126089A EP 01126089 A EP01126089 A EP 01126089A EP 1208929 A1 EP1208929 A1 EP 1208929A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mold
- continuous casting
- casting
- mold according
- side plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000009749 continuous casting Methods 0.000 title claims abstract description 22
- 238000000034 method Methods 0.000 title claims abstract description 11
- 229910052751 metal Inorganic materials 0.000 title claims description 6
- 239000002184 metal Substances 0.000 title claims description 6
- 238000005266 casting Methods 0.000 claims abstract description 34
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 7
- 239000010959 steel Substances 0.000 claims abstract description 7
- 239000000155 melt Substances 0.000 claims description 7
- 238000007654 immersion Methods 0.000 claims description 6
- 239000000463 material Substances 0.000 claims description 5
- 239000000314 lubricant Substances 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims description 2
- 238000001816 cooling Methods 0.000 claims description 2
- 239000010439 graphite Substances 0.000 claims description 2
- 229910002804 graphite Inorganic materials 0.000 claims description 2
- 239000002480 mineral oil Substances 0.000 claims description 2
- 235000010446 mineral oil Nutrition 0.000 claims description 2
- 239000001301 oxygen Substances 0.000 claims description 2
- 229910052760 oxygen Inorganic materials 0.000 claims description 2
- 239000000843 powder Substances 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims description 2
- 239000002893 slag Substances 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 2
- 239000001993 wax Substances 0.000 claims description 2
- 230000006978 adaptation Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0408—Moulds for casting thin slabs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/045—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for horizontal casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
Definitions
- the invention relates to a continuous casting mold for casting relatively thin strands made of metal, especially steel with comparatively high casting speeds and a method for producing thin metal strips with the same Continuous casting.
- the advantage of the casting and rolling process is that the strip is for one row of applications is already operational.
- the hot rolling of the strip can omitted.
- the structure of the tape ensures for a number of applications the required mechanical properties. They are of further advantage small dimensions of the casting machine and the ability to wind up the tape to be able to.
- Rapid wear of the side seals is particularly disadvantageous and the difficulty, the required geometric accuracy of the tape to be observed because the rollers deform due to the high thermal load.
- the main feature is the mold with funnel-shaped pouring area, which on the sides towards the format of the cast Stranges is reduced. In the casting direction, the pouring area can at least extend to the lower edge of the mold.
- pinch rollers in the Strand guidance can reduce the strand thickness, for example, to 40 mm and less become.
- the aim of the present invention is now to provide a continuous casting mold and a Name procedures that allow steel strips with a thickness to cast between about 5 and about 40 mm directly in the continuous casting process.
- this object is achieved by two forming the cast strand, coolable broadside plates in vertical position with a coolable, bottom-side End plate and at least one of the shaping cavity final side plate and one from above into the cavity of the mold protruding immersion pouring tube as well as with one of the side plates arranged outlet gap for the cast strand and means to this sideways pull out of the mold.
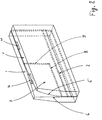
- Figure 1 shows that the mold cavity 5 of the mold 10 by two cooled broad side plates 1, 1 ', a cooled end plate 2 and an optionally heated side plate 3 is formed.
- the broad sides 1, 1 'and the end plate 2 consist of one of the known mold materials such as Copper with alloy additives such as Silver, chrome, zirconium, beryllium.
- the Side plate 3 consists of a material with a comparatively low thermal conductivity, such as. Ceramics.
- the broad side plates 1, 1 ' have in the upper lateral, facing the side plate 3 a funnel-shaped extension 18 on.
- This extension 18 can both by in any contour vertical and horizontal direction can be specified.
- the outer contour lines 8, 9 of the extension 18 can have any course.
- the Expansion can extend to the end of the mold, which is the exit gap 12 forms.
- the continuous casting process with the mold according to the invention provides that the Melt over that arranged at the starting point 15 perpendicular to the casting direction Immersion pouring tube 4 is inserted into the mold.
- Immersion pouring tube 4 is inserted into the mold.
- On the broad side walls 1, 1 'and on the end plate 2 forms a due to the high heat dissipation Strand shell, which determines the shape of the casting strand at the mold outlet 12.
- This strand is laterally removed from the mold by a suitable device 13, e.g. a pair of driven rollers pulled out.
- the width of the casting strand is determined by the position of the bath level and in it Height adjustable position of the end plate 2 determined. Height and slope of the End plate 2 can be changed both before and during the casting process can be set.
- the broad side plates 1, 1 Due to the funnel-shaped expansion 18 of the cavity 5, the broad side plates 1, 1 'over the height a variable length of the horizontal inner contour on. For a fault-free formation of the strand shell, one must over the Height of the mold ensures constant length of the horizontal inner contour his.
- the essential feature of the invention is therefore the inclination of the edges 6, 6 'in the casting direction in at least one height region of the mold, as shown in FIG. 2 is shown. The inclination can vary both over the height of the mold be unchangeable as well.
- the end plate 2 In order to adapt to the shrinkage of the casting strand, the end plate 2 have a taper from the starting point 15 in the casting direction 16. At the same The vertical contours of the broad sides 1, 1 'from the vertical can be used for this purpose be inclined.
- a lubricant preferably Mineral oil, graphite or wax or a mixture of these constantly on this edge fed. This is done through holes 7 in the broad side plates 1, 1 'and / or in the side plate 3.
- the Bath level 17 is given a conventional mold powder at regular intervals become.
- the slag that forms is with the strand in the casting direction transported and can be outside the mold by an air or water jet to be blown away.
- this is before and optionally also heated during the casting process, e.g. electrical or by a gas or oil powered burner.
- the side plate 3 can consist of different layers or areas with different Composition and different properties exist.
- An embodiment of the invention according to FIG. 2 provides that above the bathroom mirror at least one further narrow side part 14 is placed, that for clamping the broadside plates 1, 1 'is used.
- the length of this as a component a narrow side parts 14 used is less than that End plate 2. Since the narrow side parts 14 do not come into contact with the melt, The invention provides that these are preferably not provided with cooling be made of an inexpensive material with sufficient strength are made.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10058414 | 2000-11-24 | ||
| DE2000158414 DE10058414A1 (de) | 2000-11-24 | 2000-11-24 | Stranggießkokille und Verfahren zum Erzeugen dünner Metallbänder |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1208929A1 true EP1208929A1 (fr) | 2002-05-29 |
Family
ID=7664545
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01126089A Withdrawn EP1208929A1 (fr) | 2000-11-24 | 2001-11-02 | Lingotière de coulée continue et procédé pour fabriquer des bandes métalliques minces |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1208929A1 (fr) |
| DE (1) | DE10058414A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113275523A (zh) * | 2021-05-24 | 2021-08-20 | 沈阳诚至信电炉有限公司 | 一种上引法铜带坯结晶器及铸造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3450188A (en) * | 1966-08-23 | 1969-06-17 | Enn Vallak | Continuous casting method and arrangement |
| US3467168A (en) * | 1966-04-25 | 1969-09-16 | Oglebay Norton Co | Continuous casting apparatus and method including mold lubrication,heat transfer,and vibration |
| GB2114483A (en) * | 1982-02-09 | 1983-08-24 | Vni I Pk I Metall Mashino Stro | Process and machine for the production of metal castings |
| EP0092539A1 (fr) * | 1982-04-20 | 1983-10-26 | VOEST-ALPINE Aktiengesellschaft | Installation de coulée continue horizontale pour la coulée continue d'une barre ayant le format d'une brame en coupe transversale |
| US4540037A (en) * | 1982-09-27 | 1985-09-10 | Concast Ag | Method and apparatus for bidirectional horizontal continuous casing |
| EP0611619A2 (fr) * | 1993-02-16 | 1994-08-24 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Moule pour la coulée continue de brames minces |
| DE19919332A1 (de) * | 1999-04-28 | 2000-11-02 | Sms Demag Ag | Verfahren und Vorrichtung zum Reinigen einer stranggegossenen Gußoberfläche |
-
2000
- 2000-11-24 DE DE2000158414 patent/DE10058414A1/de not_active Withdrawn
-
2001
- 2001-11-02 EP EP01126089A patent/EP1208929A1/fr not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3467168A (en) * | 1966-04-25 | 1969-09-16 | Oglebay Norton Co | Continuous casting apparatus and method including mold lubrication,heat transfer,and vibration |
| US3450188A (en) * | 1966-08-23 | 1969-06-17 | Enn Vallak | Continuous casting method and arrangement |
| GB2114483A (en) * | 1982-02-09 | 1983-08-24 | Vni I Pk I Metall Mashino Stro | Process and machine for the production of metal castings |
| EP0092539A1 (fr) * | 1982-04-20 | 1983-10-26 | VOEST-ALPINE Aktiengesellschaft | Installation de coulée continue horizontale pour la coulée continue d'une barre ayant le format d'une brame en coupe transversale |
| US4540037A (en) * | 1982-09-27 | 1985-09-10 | Concast Ag | Method and apparatus for bidirectional horizontal continuous casing |
| EP0611619A2 (fr) * | 1993-02-16 | 1994-08-24 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Moule pour la coulée continue de brames minces |
| DE19919332A1 (de) * | 1999-04-28 | 2000-11-02 | Sms Demag Ag | Verfahren und Vorrichtung zum Reinigen einer stranggegossenen Gußoberfläche |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113275523A (zh) * | 2021-05-24 | 2021-08-20 | 沈阳诚至信电炉有限公司 | 一种上引法铜带坯结晶器及铸造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10058414A1 (de) | 2002-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0149734B1 (fr) | Lingotière pour la coulée continue d'un ruban d'acier | |
| EP0551311B1 (fr) | Lingotiere refroidie par liquide pour la coulee continue de billettes d'acier sous forme de brames | |
| DE3627991A1 (de) | Verfahren zum stranggiessen von brammen und einrichtung zur durchfuehrung des verfahrens | |
| DE2909990A1 (de) | Verfahren zum giessen von bloecken | |
| EP0615802B1 (fr) | Installation de coulée continue de lingots pour laminage | |
| EP1181997A1 (fr) | Procédé et dispositif pour la coulée continue de bande d'acier à partir d'une masse d'acier en fusion | |
| EP0062606B1 (fr) | Dispositif pour refroidir une barre de coulée pendant la coulée continue | |
| WO2003092931A1 (fr) | Adaptation du transfert de chaleur sur des coquilles pour coulee continue, en particulier au niveau de la surface du bain | |
| DE3440236C2 (fr) | ||
| DE3440237A1 (de) | Vorrichtung zum bandstranggiessen von metallen, insbesondere von stahl | |
| EP1208929A1 (fr) | Lingotière de coulée continue et procédé pour fabriquer des bandes métalliques minces | |
| DE19639299C2 (de) | Vorrichtung zur Herstellung eines Vielkant- oder Profil-Formats in einer Stranggießanlage | |
| DE3211042A1 (de) | Verfahren zum stranggiessen von metallen und anlage zu seiner durchfuehrung | |
| US5348075A (en) | The manufacture of thin metal slab | |
| DE2853868C2 (de) | Verfahren zum Stranggießen von Stahl sowie dementsprechend hergestellter Stahlstrang | |
| EP0972590B1 (fr) | Lingotière de coulée continue | |
| DE4006842A1 (de) | Bandgiessanlage mit oszillierender durchlaufkokille | |
| EP0968778A1 (fr) | Dispositif et procédé pour la coulée continue de pièces profilées creuses | |
| DE1801659A1 (de) | Verfahren und Vorrichtung zur Herstellung von Gussteilen aus Metallen | |
| EP0869853B1 (fr) | Procede de coulee continue de brames fines de metal | |
| DE3406730A1 (de) | Verfahren und vorrichtung zum stranggiessen von metallen, insbesondere von stahl | |
| DE19801822C1 (de) | Verfahren und Vorrichtung zum Stranggießen von Metallen | |
| DE10148150B4 (de) | Flüssigkeitsgekühlte Stranggießkokille | |
| EP0846510B1 (fr) | Utilisation d'une coquille pour fabrication de bars en métal léger ou alliage léger, notamment de magnésium ou d'alliage de magnésium | |
| EP4374986A1 (fr) | Installation de coulée continue, en particulier pour la coulée de produits longs métallurgiques, ainsi qu'une buse de coulée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20011105 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20040602 |