Die Erfindung betriff ein Preßwerkzeug zum Verpressen von rotationssymmetrischen
Hohlkörpern, insbesondere von Schlaucharmaturen, mit acht
Preßflächen, die radial und synchron zu einer Pressenachse beweglich
verschiebbar sind, mit
Unter "rotationssymmetrisch" sind Werkstücke mit Querschnitten in Form
von Kreisen und regelmäßigen Polygonen wie Sechs- und Achtkantprofile
zu verstehen. Die Werkstückaußenflächen können dabei in Achsrichtung
geradlinig, konisch, bombiert (tonnenförmig) oder abgestuft verlaufen.
Derartigen Werkstückoberflächen kann durch entsprechende Ausbildung
der - vorzugsweise auswechselbaren - Preßbacken Rechnung getragen
werden.
Ein spezielles Anwendungsgebiet, für das der Erfindungsgegenstand
besonders gut geeignet ist, ist die Verbindung von aus hochfestem Metall
(z.B. Stahl) bestehenden Schlaucharmaturen mit flexiblen Schlauchleitungen.
Die Schlauchleitung besteht dabei im wesentlichen aus einem
Schlauchstück, über dessen Enden dickwandige Preßhülsen geschoben
werden. In die Enden werden Nippel gesteckt, die mit Anschlußstücken
versehen sind, wie z.B. solche mit Innen- oder Außengewinden, Flanschplatten,
Rohrbögen, Krümmer, Rohrverzweigungen etc., die aus den
Schlauchenden hervorragen.
Die Innenteile, die sog. Nippel, stützen die Schlauchwände während des
Preßvorganges von innen ab. Bei den Außenteilen, den Preßhülsen,
werden deren Manteldurchmesser von den Preßbacken bis zum angestrebten
Enddurchmesser verkleinert, wobei nicht nur große Preßwege
zurückzulegen sind, sondern auch die Preßkräfte progressiv zunehmen.
Dabei müssen die Preßvorgänge in der Klein- und Großserienfertigung mit
hoher Maß- und Wiederholungsgenauigkeit erfolgen, da es sich bei den
Schlauchleitungen, die Drücke bis zu 1000 bar (100 MPa) und darüber
aushalten müssen, sehr oft um sicherheitsrelevante Bauteile handelt,
deren Ausfall und Versagen immense Kosten und Umweltschäden verursachen
können, wobei nicht zuletzt Menschen gefährdet sind.
Hinzu kommt, daß Schlauchleitungen durch den ständigen Fortschritt der
Technik komplizierter in der Formgebung werden. Zunehmend kompakter
werdende Maschinen und Anlagen reduzieren das Einbauvolumen von
Schlauchleitungen, so daß sich deren Konstrukteure mit immer neuen
Problemen konfrontiert sehen, auf engsten Räumen vorschriftsmäßige und
einwandfrei funktionierende Schlauchleitungen zu installieren. Moderne
computergesteuerte Biegemaschinen sind ihnen dabei eine unerläßliche
Hilfe geworden, wenn dadurch schnell, präzise und preisgünstig komplizierte,
mehrfach gebogene Rohrbögen selbst in Kleinserien wirtschaftlich
hergestellt werden können. Bei den Rohrbögen kann es sich auch um
solche handeln, die einen Biegewinkel von 180 Grad bei kleinstmöglichem
Biegeradius besitzen. Derartige Biegeradien sind beispielsweise gleich
dem Rohrdurchmesser.
Solcherart komplex geformte Schlauchleitungen werden auch als
"Schlauch-Rohr-Kombinationen" bezeichnet. Aus Gründen der Sicherheit
und wegen der Kosten dürfen deren Komponenten nicht miteinander
verschraubt werden, sondern müssen unlösbar miteinander verpreßt sein.
Nach dem heutigen Stand der Technik ist ein Verpressen von solchen
Schlauch-Rohr-Kombinationen für den Hoch- und Höchstdruckbereich,
z.B., auf dem Gebiet der Baumaschinen-Hydraulik, nicht möglich, wenn
die anzupressenden Rohr- und Armaturenteile in den scheibenförmigen
Raum rund um die Preßbacken bzw. Preßwerkzeuge hineinragen. Dort
befinden sich nämlich - konstruktionsbedingt - Maschinenteile der Radialpressen.
Diese müssen Preßkräfte bis zu 350 Mp, teilweise auch darüber,
aufbringen.
Durch die EP-A-0 452 791 und die DE-A-41 30 008 ist es bekannt, zwischen
zwei Steuerkörpern mit V-förmig unter einem Winkel von 90 Grad zu einer
gemeinsamen Symmetrieeben angeordneten Steuerflächen vier Gleitkörper
mit je einer teilzylindrischen Preßfläche anzuordnen, die sich über
je einen Umfangswinkel von 90 Grad erstrecken. Durch radiale Bewegung
der Steuerkörper in Richtung der Symmetrieebene, in der auch die
Werkzeugachse liegt, lassen sich die Preßflächen öffenen oder schließen.
Eine Anordnung von nur vier Preßflächen hat jedoch folgenden Nachteile:
Die teilzylindrischen Preßflächen müssen dem Enddurchmesser des
verpreßten Werkstücks entsprechen, das vor dem Verpressen einen
größeren Durchmesser hat. Dadurch gelangen anfänglich nur vier der acht
achsparallelen Endkanten der vier Preßflächen in Berührung mit dem
Werkstück, so daß an den Berührungslinien extrem hohe Kantenpressungen
auftreten. An diesen Kanten erfolgt gleichzeitig ein Reibungsvorgang,
der einen hohen Verschleiß der Preßflächen zur Folge hat. Ferner wird das
Werkstück (ein Rohr oder eine Hülse) zunächst stark oval verformt, und
diese ovale Verformung wird erst gegen Ende der Verformung wieder
rückgängig gemacht, wodurch eine hohe Verformungsleistung erforderlich
ist. Schließlich finden dadurch auf dem Umfang der Werkstücks während
der plastischen Verformung, die eine Verfestigung des Werkstoffs zur
Folge hat, unterschiedliche Fließvorgänge statt, die einer exakt rotationssymmetrischen
Verformung entgegen wirken.
Zur Herstellung von Schlauch-Armatur-Kombinationen für hohe Drücke
sind Vier-Backensysteme aber noch aus einem anderen wesentlichen
Grunde ungeeignet: Der Einschnürweg, d.h. die Durchmesserdifferenz vor
und nach dem Pressen, verteilt sich auf nur vier Stauchzonen, die zwischen
den Preßflächen der Preßbacken liegen. Beim Preßvorgang wird
das Material der Preßhülse in diesen Bereichen so gestaucht, daß deren
Wanddicke sich vergrößert. Dieses Wachstum kann nur nach innen erfolgen,
da die sich schließenden Preßbacken ein Wachstum nach außen
verhindern. Demzufolge ist die örtliche Stauchung bei Vier-Backensystemen
oft so groß, daß das innenliegende Schlauchmaterial samt seiner
Textil- oder Stahlarmierung zerstört wird.
Noch bedenklicher stellt sich die Situation dar, wenn die Wanddicke einer
Preßhülse sehr gering ist, so daß diese beim Pressen Falten bildet,
anstatt gestaucht zu werden. Die damit verbundene Beschädigung
wichtiger Druckträger ist nach außen nicht sichtbar. Die Lebensdauer
derart gepreßter Schlauchleitungen ist stark eingeschränkt, und deren
Einsatz bildet eine große Gefahr für Mensch und Umwelt.
Hinzu kommt eine weitere Gefahrenkomponente: Preßhülsen werden
zugunsten einer wirtschaftlichen Fertigung aus Stählen mit kurzer Spanlänge,
sogenannten Automatenstählen, hergestellt. Diese sind aber nur
begrenzt verformbar und neigen zur Versprödung des Gefüges im Bereich
der Stauchzonen. Ein Glühen der Preßhülsen ändert daran nur wenig. Die
Versprödung führt zu Rissen in den Preßhülsen längs der Stauchzonen.
Eine besondere Gefahr besteht darin, daß diese sogenannten Versprödungsbrüche
meist nicht sofort beim Pressen, sondern erst später beim
Einsatz solcher Schlauchleitungen unter Belastung eintreten. Auch hierdurch
sind Mensch und Umwelt in Gefahr. Sollten Schlauchleitungen mit
Vier-Backensystemen gepreßt werden, so kann es sich nur um untergeordnete
Einsatzfälle kleiner Nennweiten im Niederdruckbereich handeln.
Bei Acht-Backensystemen sind die Stauchzonen gleichmäßiger auf den
Umfang verteilt und nur halb so groß. Eine Gefahr durch fehlerhaft verpreßte
Schlauchleitungen ist daher vernachlässigbar. Ein rechnerischer
Vergleich einer Vier-Backenpressung mit einer Acht-Backenpressung
möge dies beleuchten: Der Durchmesser der Preßhülse beträgt beispielhaft
vor dem Verpressen D1 = 65 mm, nach dem Verpressen
D2 = 57mm; der Preßweg beträgt im Durchmesser also 8 mm. Der
Stauchweg auf dem Umfang errechnet sich aus dem Preßweg x 3,14,
beträgt in beiden Fällen also 25,12 mm. Verteilt auf vier Stauchzonen
ergeben sich also pro Stauchzone 6,28 mm, verteilt auf acht Stauchzonen
ergeben sich pro Stauchzone aber nur 3,14 mm.
Durch die US-A-3 744 114 ist es bekannt, acht Preßflächen in abwechselnder
Anordnung um die Pressenachse herum auf vier äußere Steuerkörper
und vier innere Preßbacken zu verteilen, wobei die Symmetrieachsen der
äußeren Steuerkörper die Diagonalen eines auf der Spitze stehenden
Quadrats bilden. Die auf diesem Quadrat liegenden Umfangsflächen der
äußeren Steuerkörper sind keine Steuerflächen; vielmehr ist der oberste
Steuerkörper starr mit einem vertikal wirkenden Pressenantrieb und der
unterste Steuerkörper starr und ortsfest mit einem Pressengestell verbunden.
Die beiden seitlichen Steuerkörper werden durch zwei senkrechte
Platten bewegt, die einseitig einerseits am Pressenantrieb und andererseits
am Pressengestell befestigt sind und über Langlöcher und Führungsbolzen
die beiden seitlichen Steuerkörper derart bewegen, daß alle
acht Preßflächen synchrone Radialbewegungen ausführen. Die Synchronisation
erfolgt dadurch, daß die vier inneren Preßbacken an ihren äußeren
Ende in spiegelsymmetrischer Anordnung zu ihrer Bewegungsrichtung je
zwei Steuerflächen mit einem öffnungswinkel von 135 Grad aufweisen, und
daß die äußeren Steuerkörper auf ihren Innenseiten je zwei hierzu komplementäre
Steuerflächen besitzen. Durch den seitlichen Antrieb der äußeren
Steuerkörper können wegen deren Verkantungsneigung keine großen
radialen Preßkräfte erzeugt und übertragen werden. Dieses Preßwerkzaug
ist vor allem nicht teilbar, so daß keine kompliziert geformten und/oder
sperrigen Werkstücke eingelegt werden können.
Durch die EP-A-0 539 787 ist ein Preßwerkzeug der eingangs beschriebenen
Gattung mit äußeren und inneren Steuerkörpern bekannt, das gleichfalls
acht Preßflächen aufweist, so daß ein deutlich gleichförmigerer Preßvorgang
bei verringerten Kantenpressungen erfolgt. Die Symmetrieebenen
von zwei der inneren Steuerkörper verlaufen in Richtung des Pressenhubes
und die Symmetrieebenen der beiden anderen inneren Steuerkörper
senkrecht hierzu. Dadurch überdecken die beiden zuletzt genannten
inneren Steuerkörper eine mögliche Trennfuge des Preßwerkzeugs, das
infolgedessen gleichfalls nicht teilbar ist. Eine solche Teilung, die das
Einlegen sperriger Schlaucharmaturen ermöglichen würde, ist weder
beschrieben, noch vorgesehen oder möglich. Hinzu kommt, daß der
Pressenhub im Verhältnis im Verhältnis 1:1 auf die radiale Einwärtsbewegung
der Preßflächen übertragen wird, so daß ein entsprechend
kräftig auszulegender Pressenantrieb erforderlich ist.
Durch die DE-C-19814 474 ist gleichfalls ein Preßwerkzeug der eingangs
beschriebenen Gattung bekannt, das acht Preßflächen aufweist, so daß
ein deutlich gleichförmigerer Preßvorgang bei verringerten Kantenpressungen
erfolgt. Die Steuerflächen der beiden äußeren, in Hubrichtung des
Pressenantriebs beweglichen Steuerkörper sind jedoch mehrfach abgewinkelt
ausgebildet, und zwei quer hierzu bewegliche innere Steuerkörper
sind durch vier Druckstücke ersetzt worden, die paarweise oberhalb und
unterhalb einer Trennfuge angeordnet sind, um zwei Werkzeughälften zu
schaffen, die weit auseinander gefahren werden können, um das Einlegen
sperriger Schlaucharmaturen zu ermöglichen. Diese Bauweise erfordert
jedoch eine Vielzahl von kompliziert geformten beweglichen Teilen mit
zahlreichen Gleitflächen, die hochwertig bearbeitet sein müssen. Daraus
ergeben sich entsprechende Herstellkosten. Hinzu kommt, daß auch
hierbei der Pressenhub im Verhältnis im Verhältnis 1:1 auf die radiale
Einwärtsbewegung der Preßflächen übertragen wird, so daß ein entsprechend
kräftig auszulegender Pressenantrieb erforderlich ist.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Preßwerkzeug der
eingangs beschriebenen Gattung anzugeben, das geringere Antriebskräfte
erfordert, einfacher im Aufbau ist und eine geringere Zahl von hochwertig
zu bearbeitenden Gleitflächen aufweist, so daß es kostengünstiger herstellbar
ist. Weiterhin sollen die Voraussetzungen dafür geschaffen werden,
daß das Preßwerkzeug in Sonderfällen auch zum Einlegen sperriger
Schlaucharmaturen oder anderer sperriger Werkstücke teilbar ist.
Die Lösung der gestellten Aufgabe erfolgt bei dem eingangs beschriebenen
Preßwerkzeug erfindungsgemäß dadurch, daß die Symmetrieebenen
der inneren Steuerkörper unter einem Winkel von 45 Grad zur
Symmetrieebene des Systems ausgerichtet und jeweils ausschließlich auf
je einer der Steuerflächen der äußeren Führungskörper gleitend geführt
sind.
Mit dem Erfindungsgegenstand sind folgende Vorteile verbunden: Die
Synchronisation der Preßflächen erfolgt spätestens dann, wenn sie das
Werkstück bzw. die Preßhülse berühren. Danach erfolgt eine form- und
kraftschlüssige Zentrierung des ganzen Preßsystems. Die Vorteile lassen
sich - stichwortartig - wie folgt auflisten:
- Zu A: Dies ist unerläßlich, wenn komplizierte Schlauchleitungskombinationen
hergestellt werden sollen, die ein Einlegen nur von der
Seite her gestatten. Durch die Teilbarkeit entfallen die großen
Leerwege der Preßbacken bekannter Systeme. Diese haben
öffnungswege von bis zu 100 mm im Durchmesser, obwohl zur
Verformung einer Preßhülse nur ein Preßweg von bis zu 10 mm in
Durchmesser erforderlich ist. Die großen öffnungswege waren
aber erforderlich, um sperrige Armaturen zu verarbeiten. Es ist
weniger aufwendig, den zusätzlichen öffnungsweg linear statt
radial zu gestalten.
- Zu B: Die Einschnür- oder Preßwege werden von den Anwendern vorgegeben.
Sie liegen je nach der Nennweite der Schlauchleitung
zwischen 3 und 10 mm. Mit einem Einlegespiel kann der radiale
öffnungsweg auf 5 bis 14 mm beschränkt werden. Die Spaltbreiten
zwischen den Preßbacken liegen vor dem Pressen bei nur
2 bis 5 mm. Herkömmliche Preßsysteme, die sich nicht so weit
öffnen lassen, brauchen Spaltbreiten von bis zu 50 mm, sie sind
daher größer, schwerer und teurer in der Herstellung.
- Zu C: Ein zweiteiliges Preßwerkzeug mit zwei Backensätzen kann sehr
schnell gegen ein anderes ausgetauscht werden. Alle Preßbacken
sind unverlierbar mit Ringsektoren verbunden. Es müssen nicht
acht Preßbacken nacheinander ausgetauscht werden. Eine Verwechselungsgefahr
entfällt. Ein schnelles Umrüsten von Preßwerkzeugen
ist oft erforderlich, weil die Kundenaufträge schwanken.
Dies ermöglicht die Erfindung.
- Zu D: Das Preßsystem arbeitet mit einer Kraftübersetzung von
i = 1,414: 1. Der lineare Hubweg entspricht der Hypothenuse
eines Dreiecks, der Preßweg ist die Ankathete. Dies sorgt für eine
günstige Kraftübersetzung. Die Schubkraft des Antriebszylinders
sowie die Abmessungen aller Bauteile verringern sich um ca.
30 %, ohne daß es an Preßkraft fehlt. Die Presse kann kompakter
und kostengünstiger hergestellt werden.
- Zu E: Die sich am Ende des Preßweges an allen Flanken berührenden
Preßbacken bilden einen massiven Achtkantblock, der zerstörungsfrei
die gesamte Preßkraft aufnehmen kann. Dieser Extremfall
tritt z.B. ein, wenn ein Steuerungselement versagt. Dann fährt
der Pressenzylinder beim Stande der Technik weiter, bis ein
Werkzeugschaden eintritt. Durch die Erfindung werden kostspielige
Werkzeugschäden vermieden.
- Zu F: Die Preßbacken und die inneren Steuerkörper haben eine einheitliche
Raumform. Demzufolge können sie kostengünstig aus kalt
gezogen Profilen entsprechenden Querschnitts durch einfachen
Ablängen hergestellt werden. Die Erfindung schafft somit die
Voraussetzungen für eine präzise und kostengünstige Fertigung.
- Zu G: Die Verwendung von Adapterstücken schafft erhebliche Vorteile:
Hierdurch gelingt es für den Bereich der kleinen Nennweiten
kompaktere und noch kostengünstigere Preßbackeneinsätze
herzustellen mit dem Vorteil, daß es mit ihnen überhaupt erst
möglich ist, sehr eng gebogene Rohrkrümmer mit Schläuchen zu
verpressen. Die Kosten für das Preßbackenzubehör lassen sich
trotz der vier zusätzlichen Adapterstücke senken, weil der überwiegende
Teil der Preßbackeneinsätze auf einem erheblich kleineren
Achtkantmaß basiert.
- Zu H: Eine vorteilhafte Variante besteht darin, daß das Preßwerkzeug
über stationäre innere Steuerkörper verfügt und Aufnahmenuten
trägt, in die Preßbacken anderer Hersteller eingesetzt werden
können. Somit können bereits vorhandene Preßbackensätze und
Sonderausführungen weiter verwendet werden.
- Zu I: Das erfindungsgemäße Preßwerkzeug ist auch in einer ungeteilten
Version von Vorteil, weil es kompakt und kostengünstig herzustellen
ist und gleichfalls mit der angegebenen Kraftübersetzung
preßt. Dies ermöglicht es, die Antriebseinrichtung um etwa 30 %
kleiner und kostengünstiger zu gestalten als vergleichbare
bekannte Systeme. Außerdem läßt sich das Umrüsten noch
einfacher und schneller durchführen. Diese Variante kann z.B. in
Montagelinien integriert werden. Mehrere dieser kompakten
Preßwerkzeuge können sich in einem Revolversystem befinden.
Dabei sind die Preßdurchmesser fest eingestellt. Ein aufwendiges
Umrüsten kann damit vollständig entfallen.
Es ist dabei besonders vorteilhaft, wenn im Zuge weiterer Ausgestaltungen
der Erfindung - entweder einzeln oder in Kombination:
- zwischen den freiliegenden Außenseiten der inneren Steuerkörper und
den äußeren Führungskörpern Freiräume für die Aufnahme von
abgewinkelten Teilen von Schlaucharmaturen gebildet sind,
- die Außenflächen der inneren Steuerkörper auf fünf Seiten einen
flachen Quader bilden, wenn die sechste Seite von zwei Steuerflächen
gebildet ist, die in konkaver Anordnung einen Winkel von 135 Grad
einschließen, wenn die den Steuerflächen gegenüberliegende Seite
eine Gleitfläche für die Auflage auf je einer Steuerfläche der äußeren
Steuerkörper bildet, und wenn acht gleichförmige Preßbacken mit
diesen Steuerkörpern zusammenwirken,
- die Außenflächen der inneren Steuerkörper auf fünf Seiten einen
flachen Quader bilden, wenn die sechste Seite in ihrer Mitte einen
Vorsprung besitzt, der eine Preßfläche trägt und von zwei Seitenflächen
begrenzt ist, die einen Winkel von 45 Grad einschließen, wenn
beiderseits des Vorsprungs je eine Steuerfläche angeordnet ist, die
unter einem Winkel von 135 Grad zueinander verlaufen und wenn die
den Steuerflächen gegenüberliegende Seite eine Gleitfläche für die
Auflage auf je einer Steuerfläche der äußeren Steuerkörper bildet, und
wenn vier gleichförmige Preßbacken in alternierender Anordnung zu
den Vorsprüngen mit diesen Steuerkörpern zusammenwirken,
- das Preßwerkzeug einen geteilten Preßbackeneinsatz besitzt,
- der Preßbackeneinsatz aus zwei Preßbackeneinsatzteilen besteht, von
denen der eine drei Preßflächen und der andere fünf Preßflächen
trägt,
- die Träger der Preßflächen von Ringsektoren gehalten und in radialer
Richtung zur Pressenachse beweglich geführt sind,
- der eine Ringsektor mit drei Preßflächen einen Umfangswinkel von
135 Grad und der andere Ringsektor mit fünf Preßflächen einen
Umfangswinkel von 225 Grad aufweist,
- die äußeren Steuerkörper zwischen ihren jeweiligen Steuerflächen
Vorsprünge mit trapezförmigen Querschnitten besitzen, an deren
Seitenflächen sich die inneren Steuerkörper am Ende des Preßvorgangs
abstützen,
- die äußeren Steuerkörper im Bereich der Vorsprünge mit radialen
Bohrungen und Rastbolzen versehen sind, in die Rastzapfen einrastbar
sind, die an den Preßbackeneinsatzteilen angeordnet sind, und
oder, wenn
- die inneren Steuerkörper Adapterstücke für die Verwendung von
Preßbackeneinsätzen mit kleinerem Durchmesser tragen,
Ausführungsbeispiele des Erfindungsgegenstandes werden nachfolgend
anhand der Figuren 1 bis 14 näher erläutert:
Es zeigen:
- Figur 1
- eine Frontalansicht eines ersten Ausführungsbeispiels eines
Preßwerkzeuges in Richtung der Werkzeugachse A in zwei
Betriebsstellungen,
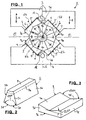
- Figur 2
- eine einzelne Preßbacke in perspektivischer Darstellung,
- Figur 3
- einen der vier inneren Steuerkörper in perspektivischer Darstellung,
- Figur 4
- den Gegenstand von Figur 1 in auseinandergefahrenem
Zustand und ohne Preßbacken,
- Figur 5
- eine Draufsicht auf die untere Hälfte des Gegenstandes von
Figur 1 mit einer eingelegten Kombination aus einem Druckschlauch,
einer Preßhülse und einem 180-Grad-Rohrkrümmer in
strichpunktierter Darstellung,
- Figur 6
- einen Schnitt durch den Gegenstand von Figur 4 entlang der
Line VI-VI in Verbindung mit einem Teil eines Preßbackeneinsatzes
vor dessen Verrastung,
- Figur 7
- eine Frontalansicht analog Figur 1 mit zwei Teilen eines Preßbackeneinsatzes
in geöffnetem Zustand,
- Figur 8
- den Gegenstand von Figur 7 in einer Seitenansicht in Richtung
des Pfeils VIII in Figur 7,
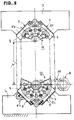
- Figur 9
- den Gegenstand von Figur 1 in auseinandergefahrenem
Zustand mit den Preßbackeneinsatzteilen nach den Figuren 7
und 8,
- Figur 10
- den Gegenstand von Figur 9 in zusammengefahrenem Zustand
vor Einleitung eines Preßvorganges,
- Figur 11
- den Gegenstand von Figur 4 mit vier Adapterstücken für den
Einsatz kleinerer Preßbackeneinsatzteile analog den Figuren 7
und 8,
- Figur 12
- ein zweites Ausführungsbeispiel der Erfindung in einer Darstellung
analog Figur 9, jedoch mit vier Preßbacken nach Figur 2
und vier Baueinheiten aus je einer Preßbacke mit einem
inneren Steuerkörper nach Figur 14,
- Figur 13
- eine vollständige Radialpresse mit einem Preßwerkzeug nach
Figur 9 in geöffnetem Zustand und
- Figur 14
- eine Kombination aus einer Preßbacke nach Figur 2 mit einem
inneren Steuerkörper nach Figur 3.
Figur 1 zeigt eine Frontalansicht eines ersten Ausführungsbeispiels eines
Preßwerkzeuges 1 in Richtung der Werkzeugachse A in zwei Betriebsstellungen,
und zwar sind links einer Symmetrieebene E die Preßbacken 2
gespreizt in einer Stellung unmittelbar vor Einleitung eines Preßvorganges
und rechts die Preßbacken 2 in geschlossenem Zustand dargestellt. Die
Preßbacken selbst sind in Figur 2 deutlicher dargestellt. Die Pressenachse
A liegt in der Symmetrieebene E. Hierzu dient folgender Aufbau: Zwei
äußere Steuerkörper 3 und 4 besitzen Paare von Steuerflächen 5, die unter
einem Winkel von jeweils 90 Grad zueinander stehen, wobei die Winkelhalbierenden
in der Symmetrieebene E liegen. Die Steuerflächen 5 tragen
gleitfähige Beläge 6, vorzugsweise aus einem selbstschmierenden und
auswechselbaren Lagermaterial. Bezüglich der Kinematik des Systems
wird jedoch auf die Steuerflächen 5 Bezug genommen.
Auf den Steuerflächen 5 ruhen verschiebbar vier innere Steuerkörper 7, die
anhand von Figur 3 näher erläutert werden und je eine eigene Symmetrieebene
E1, E2, E3 und E4 besitzen. Der obere äußere Steuerkörper 3 ist in
Richtung der Pfeile 8 verfahrbar, und zwar durch Mittel, die anhand von
Figur 13 noch näher erläutert werden. Der untere äußere Steuerkörper ist
ortsfest angeordnet, jedoch kann die Anordnung in jeder beliebigen
Raumlage betrieben werden, beispielsweise auch in über-Kopf-Lage. In
Figur 1 sind die Spreizfedern sichtbar, aber nicht beziffert. Die Lage der
Symmetrieebene E des Systems und die einzelnen Symmetrieebenen E1,
E2, E3 und E4 der inneren Steuerkörper 7 sind für die Kinematik des
Systems von ausschlaggebender Bedeutung.
Wie die rechte Hälfte von Figur 1 zeigt, werden die Preßbacken "auf Block"
gefahren, d.h. sie berühren sich am Ende ihrer radialen Preßwege flächig.
Dies hat den Vortel, daß bei einem Ausfall der weiter unten noch beschriebenen
Hubbegrenzung das Preßwerkzeug beschädigt oder zerstört werden
kann.
Figur 2 zeigt eine einzelne Preßbacke 2 in perspektivischer Darstellung,
und zwar besteht diese Preßbacke 2 aus einem spiegelsymmetrischen,
angenähert prismatischen Körper mit einer Preßfläche 9, die als Teilzylinderfläche
ausgebildet ist, zwei keilförmig unter einem Winkel von 45 Grad
zueinander angeordnete Seitenflächen 2a und 2b, zwei Stirnflächen 2c und
zwei ebene Steuerflächen 2d und 2e besitzt, die unter einem Winkel von
135 Grad zueinander angeordnet sind. Die Seitenflächen 2a und 2b verlaufen
daher senkrecht zur den unmittelbar benachbarten Steuerflächen 2d
bzw. 2e. Die Preßfläche 9 kann auch Teil eines auswechselbaren Preßbackenaufsatzes
9a sein, was durch gestrichelte Linien angedeutet ist.
Figur 3 zeigt einen der vier inneren Steuerkörper 7 in perspektivischer
Darstellung, und zwar hat seine Hüllfläche auf fünf Seiten die Form eines
flachen Quaders, dessen sechste Seite in spiegelsymmetrischer Anordnung
zwei ebene innere Steuerflächen 7a und 7b trägt, die unter einem
Winkel von 135 Grad zueinander angeordnet sind. Die gegenüberliegende
Seite is als äußere Gleitfläche 7c ausgebildet, und der Steuerkörper 7
endet in zwei Stirnflächen 7d, von denen nur eine beziffert ist. Die rechtwinklig
zu den äußeren Gleitflächen 7c verlaufenden freiliegenden Außenseiten
7e sind gleichfalls für die Schaffung von Freiräumen für die Unterbringung
von abgewinkelten Teilen der Schlaucharmaturen von großer
Bedeutung.
Das Zusammenwirken der Steuerflächen 5/7c, sowie 2d/7a und 2e/7b zeigt
Figur 1: In der Mitte eines jeden inneren Steuerkörpers 7 ruht unverschiebbar
je einer von vier Preßbacken 2. Die dazwischenliegenden
Preßbacken 2 überbrücken jeweils zwei innere Steuerflächen 7a und 7b
benachbarter innerer Steuerkörper 7. Durch die beschriebene Anordnung
wird ein Pressenhub des Maßes "x" in synchrone radiale Verschiebewege
der Preßbacken 2 mit den Maßen 0,71x untersetzt, wodurch eine entsprechende
übersetzung der Antriebskraft um den Faktor 1,41 erzielt wird.
Durch die beschriebene rotationssymmetrische Anordnung der Preßbacken
2 und der inneren Steuerkörper 7 wird ferner zwischen den
freiliegenden Seitenflächen der inneren Steuerkörper 7 und zwischen den
äußeren Steuerkörpern 3 und 4 je ein Freiraum 10 und 11 geschaffen, der
das Einlegen von kompliziert geformten Schlauch-Armatur-Kombinationen
gemäß den Figuren 5 und 9 ermöglicht. Zu erwähnen ist noch, daß sich in
der Mitte der äußeren Steuerkörper 3 und 4 und zwischen den Steuerflächen
5 je ein Vorsprung 3a und 4a mit trapezförmigem Querschnitt
befindet, der zur Begrenzung der Querverschiebung der inneren Steuerkörper
7 dient. In der linken Hälfte von Figur 1 sind noch Druckfedern 12
sichtbar, die eine Spreizbewegung des Systems ermöglichen bzw. unterstützen.
Figur 4 zeigt den Gegenstand von Figur 1 in auseinandergefahrenem
Zustand und ohne die Preßbacken 2. Diese Figur zeigt außerdem den
enorm großen möglichen öffnungweg "w" des Preßwerkzeugs und damit
die Möglichkeit des Einlegens sperriger Werkstücke und des leichten
Auswechselns der Preßbacken bzw. Preßbackensätze nach den Figuren 7
und 8.
Figur 5 zeigt eine Draufsicht auf die untere Hälfte des Gegenstandes von
Figur 1 mit einer eingelegten Kombination aus einem Druckschlauch 13,
einer Preßhülse 14 und einem 180-Grad-Rohrkrümmer 15 mit Verschraubung
16 in strichpunktierter Darstellung. Das Verhältnis des inneren
Krümmungsradius R zum Rohrdurchmessers beträgt nur wenig mehr als
z.B. 1,5. Ein Rohr mit einem Durchmesser von 16 mm und einem lichten
Abstand der beiden Rohrschenkel von 48 mm (R = 24 mm) kann ohne
weiteres über einen Nippel und eine Preßhülse mit einem Druckschlauch
verpreßt werden. Hierzu trägt auch die geringe Tiefe T des Preßwerkzeugs
1 bei. Die beschriebenen Kombinationen sind mit den Radialpressen nach
dem Stande der Technik nicht zu verarbeiten.
Der Druckschlauch 13 befindet sich auf der Bedienungsseite, und die
ganze Anordnung ist - mit Ausnahme des Rohrkrümmers 15 - konzentrisch.
Die Darstellung zeigt jedoch in Verbindung mit den Figuren 1 und
9, daß das neue Preßwerkzeug wegen des Vorhandenseins der Freiräume
10 und 11 die Verarbeitung solcher komplizierter Schlauch-Armatur-Kombinationen
ermöglicht.
Die Figur 6 zeigt einen Schnitt durch den Gegenstand von Figur 4 entlang
der Line VI-VI in Verbindung mit einem Teil 17 eines Preßbackeneinsatzes
vor dessen Verrastung. In den äußeren Steuerkörpern 3 und 4 befinden
sich jeweils rechtwinklig zueinander stehende Bohrungen 18 und 19. In die
achsparalle Bohrung 18 ist ein federbelasteter Rastbolzen 20 eingesetzt,
dessen innere Spitze mit einem Rastzapfen 21 zusammenwirkt, der gemäß
den Figuren 7 und 8 in radialer bzw. diametraler Richtung an jedem der
Preßbackeneinsatzteile 17 und 22 befestigt ist.
Die Figuren 7 und 8 zeigen eine Frontal- und eine Seitenansicht mit den
zwei Teilen 17 und 22 eines Preßbackeneinsatzes 23 in geöffnetem Zustand.
Acht Preßbacken 2 sind radial verschiebbar zwischen vier Ringsektoren
24 und 25 angeordnet, und zwar eine Dreiergruppe zwischen den
oberen Ringsektoren 24 und eine Fünfergruppe zwischen den unteren
Ringsektoren 25. Dadurch ist der Preßbackeneinsatz 23 teilbar und kann
linear nahezu beliebig weit auseinander gefahren werden. Die Halterung
und radiale Führung der einzelnen Preßbacken 2 geschieht durch radial
zur Achse A verlaufende Langlöcher 26 und achsparallele Führungsbolzen
27.
Die diametral und voneinender weg ausgerichteten Rastzapfen 21 sind in
Gewindeborungen in den Außenflächen 28 der jeweils obersten und
untersten Preßbacke 2 befestigt. Nicht bezifferte Bohrungen dienen zur
Aufnahme von Spreizfedern 30, an die sich im Bereich von Trennfugen 31
zwischen den Preßbackeneinsatzteilen 17 und 22 Führungszapfen 29
anschließen. Diese Führungszapfen 29 greifen beim Schließen der Preßbackeneinsatzteile
17 und 22 bzw. der Trennfugen 31 in komplementäre
Ausnehmungen in den jeweils gegenüberliegenden Preßbacken 2 ein. Die
Trennfugen 31 zwischen den Ringsektoren 24 und 25 verlaufen unter
Winkeln von 135 bzw. 225 Grad.
Es ist jedoch zu betonen, daß der Preßbackensatz 23 nicht teilbar sein
muß, sondern zum Verpressen einfacherer, insbeondere geradliniger,
Schlauch-Armatur-Kombinationen auch ungeteilt ausgeführt sein kann. In
diesem Fall bilden die Ringsektoren 24 und 25 jeweils einteilige Ringe. Es
ist weiterhin zu betonen, daß die Anordnung in jeder beliebigen Raumlage
betrieben werden kann, beispielsweise auch in über-Kopf-Lage gegenüber
den Figuren 7 und 8.
Die Figuren 9 und 10 zeigen den Gegenstand von Figur 1 mit den Preßbackeneinsatzteilen
17 und 22 nach den Figuren 7 und 8 in auseinandergefahrenem
und in geschlossenem Zustand unmittelbar vor Einleitung
eines Preßvorgangs.
Figur 11 zeigt den Gegenstand von Figur 4 mit vier Adapterstücken 32 für
den Einsatz kleinerer Preßbackeneinsatzteile 17 und 22 analog den Figuren
7 und 8. Hierdurch kann die achtkantige Hüllfläche der Preßbacken 2
im Durchmesser deutlich verkleinert werden, d.h. es können für das Verpressen
von kleineren Schlaucharmaturen deutlich kleinere Preßbackeneinsätze
verwendet werden, was die Kosten der Preßbackeneinsätze merklich
verringert. Hierbei ist zu beachten, daß die gleiche Radialpresse beispielhaft
sowohl für das Verpressen von Schlaucharmaturen mit einem
Außendurchmesser von 80 mm als auch mit einem Außendruchmesser von
nur 10 mm verwendet werden kann. Dabei müssen die Preßbacken nicht
einzeln ausgewechselt werden, sondern nur einteilige oder geteilte Preßbackeneinsätze,
die üblicherweise mit einer entsprechenden Kennzeichnung
für den endgültigen Preßdurchmesser versehen sind.
Figur 12 zeigt eine Variante des Gegenstandes nach Figur 9, jedoch mit
vier Preßbacken nach Figur 2 und vier inneren Steuerkörpern 33, die aus
Baueinheiten aus je einer Preßbacke 2 nach Figur 2 und einem inneren
Steuerkörper 7 nach Figur 3 bestehen. Ein solcher innerer Steuerkörper
33 ist in Figur 14 dargestellt. Beiderseits der einstückig angeformten
Preßbacke mit der Preßfläche 9, und den Seitenflächen 33e und 33f, die
unter einem Winkel von 45 Grad zueinander stehen und einen Vorsprung
33d bilden, sind in spiegelsymmetrischer Anordnung zwei Steuerflächen
33a und 33b vorhanden, deren öffnungswinkel auch hier 135 Grad
beträgt. Auf der dem Vorsprung 33d gegenüberliegenden Seite befindet
eine äußere Gleitfläche 33g analog zur Gleitfläche 7c in Figur 3. Die
rechtwinklig zu dieser Gleitfläche 33g verlaufenden freiliegenden Außenseiten
33c sind gleichfalls für die Schaffung von Freiräumen für die
Unterbringung von abgewinkelten Teilen der Schlaucharmaturen von
großer Bedeutung.
Aus den Figuren 2, 3 und 14 geht hervor, daß die Teile kostengünstig aus
Strangprofilen mit entsprechenden Querschnitten hergestellt werden
können.
Figur 13 zeigt eine vollständige Radialpresse mit einem Preßwerkzeug
nach Figur 9 in geöffnetem Zustand und mit den erforderlichen Antriebseinrichtungen.
Die äußeren Steuerkörper 3 und 4 können in Traversen 34
und 35 eingesetzt sein, was durch gestrichelte Linien angedeutet ist, oder
sie können einstückig mit den Traversen 34 und 35 ausgeführt sein. Mit
der oberen Traverse 34 sind zwei parallele Zuganker 36 fest verbunden,
die auch die Antriebsrichtung vorgeben. Die Zuganker 36 sind verschiebbar
durch die untere Traverse 35 hindurchführt, die auch als Pressentisch
bezeichnet werden kann, und unterhalb eines Antriebszylinders 37, aus
dem eine Kolbenstange 38 herausragt, mit einer weiteren Traverse 39
verbunden, in der die unteren Enden der Zuganker 36 festgelegt sind. Bei
Druckbeaufschlagung des Antriebszylinders 37 wird der obere äußere
Steuerkörper 3 nach unten gezogen, so daß - zunächst weitgehend kräftefrei
und linear über beliebig große Wege - das Schließen der Preßwerkzeugteile
17 und 22 in die Stellung nach den Figuren 1 (linke Hälfte) und
Figur 10 erfolgt und anschließend das Verpressen des Werkstücks in die
Stellung nach Figur 1 (rechte Hälfte) mit großen radialen Preßkräften. Der
Antrieb erfolgt durch ein Hydraulikaggregat 40 mit einem Antriebsmotor
41 und einer nicht gezeigten Hydraulikpumpe, die in einem Hydrauliktank
42 angeordnet ist. Für die Hubbegrenzung ist eine an sich bekannte
Einstellspindel 43 mit einem Endschalter 44 vorgesehen. Der erforderliche
Steuerblock 45 ist neben dem Antriebsmotor 41 auf dem Hydrauliktank 45
angeordnet.
Die in Figur 13 gezeigte Anordnung hat den Vorteil, daß das Werkstück
seine Lage während des Preßvorgangs nicht oder nur unwesentlich
verändert.
Bezugszeichenliste:
- 1
- Preßwerkzeug
- 2
- Preßbacken
- 2a
- Seitenflächen
- 2b
- Seitenflächen
- 2c
- Stirnflächen
- 2d
- Steuerflächen
- 2e
- Steuerflächen
- 3
- äußerer Steuerkörper
- 3a
- Vorsprung
- 4
- äußerer Steuerkörper
- 4a
- Vorsprung
- 5
- Steuerflächen
- 6
- gleitfähige Beläge
- 7
- innere Steuerkörper
- 7a
- innere Steuerflächen
- 7b
- innere Steuerflächen
- 7c
- Gleitfläche
- 7d
- Stirnflächen
- 7e
- Seitenflächen
- 8
- Pfeile
- 9
- Preßfläche
- 9a
- Preßbackenaufsatz
- 10
- Freiraum
- 11
- Freiraum
- 12
- Druckfedern
- 13
- Druckschlauch
- 14
- Preßhülse
- 15
- Rohrkrümmer
- 16
- Verschraubung
- 17
- Preßbackeneinsatzteil
- 18
- Bohrung
- 19
- Bohrung
- 20
- Rastbolzen
- 21
- Rastzapfen
- 22
- Preßbackeneinsatzteil
- 23
- Preßbackeneinsatz
- 24
- Ringsektoren
- 25
- Ringsektoren
- 26
- Langlöcher
- 27
- Führungsbolzen
- 28
- Außenflächen
- 29
- Führungszapfen
- 30
- Spreizfedern
- 31
- Trennfugen
- 32
- Adapterstücke
- 33
- innere Steuerkörper
- 33a
- Steuerflächen
- 33b
- Steuerflächen
- 33c
- Seitenflächen
- 33d
- Vorsprung
- 33e
- Seitenfläche
- 33f
- Seitenfläche
- 33g
- Gleitfläche
- 34
- Traverse
- 35
- Traverse
- 36
- Zuganker
- 37
- Antriebszylinder
- 38
- Kolbenstange
- 39
- Traverse
- 40
- Hydraulikaggregat
- 41
- Antriebsmotor
- 42
- Hydrauliktank
- 43
- Einstellspindel
- 44
- Endschalter
- 45
- Steuerblock
- A
- Pressenachse
- E
- Symmetrieebene
- E1, E2, E3, E4
- Symmetrieebenen
- R
- Krümmungsradius
- T
- Tiefe
- w
- öffnungweg
- x
- Pressenhub