EP1069382B1 - Diffuseur pour le conditionnement d'air et son procédé de fabrication - Google Patents
Diffuseur pour le conditionnement d'air et son procédé de fabrication Download PDFInfo
- Publication number
- EP1069382B1 EP1069382B1 EP00870157A EP00870157A EP1069382B1 EP 1069382 B1 EP1069382 B1 EP 1069382B1 EP 00870157 A EP00870157 A EP 00870157A EP 00870157 A EP00870157 A EP 00870157A EP 1069382 B1 EP1069382 B1 EP 1069382B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spindle
- support armature
- frame
- central
- baffle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 7
- 238000004378 air conditioning Methods 0.000 title claims description 5
- 238000003466 welding Methods 0.000 claims description 19
- 238000000034 method Methods 0.000 claims description 13
- 239000002184 metal Substances 0.000 claims description 12
- 238000009792 diffusion process Methods 0.000 claims description 7
- 238000002788 crimping Methods 0.000 claims description 4
- 230000005484 gravity Effects 0.000 claims description 2
- 238000007373 indentation Methods 0.000 claims 3
- 230000000903 blocking effect Effects 0.000 claims 1
- 238000005520 cutting process Methods 0.000 claims 1
- 238000007664 blowing Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 206010044625 Trichorrhexis Diseases 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 235000021183 entrée Nutrition 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 230000001133 acceleration Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000004801 process automation Methods 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F13/00—Details common to, or for air-conditioning, air-humidification, ventilation or use of air currents for screening
- F24F13/02—Ducting arrangements
- F24F13/06—Outlets for directing or distributing air into rooms or spaces, e.g. ceiling air diffuser
- F24F13/062—Outlets for directing or distributing air into rooms or spaces, e.g. ceiling air diffuser having one or more bowls or cones diverging in the flow direction
Definitions
- circular diffusers consisting of a outer envelope, fixed to the ceiling, and provided with deflection to direct the air supply according to the position of these. By adjusting the position of these elements relative to the outer casing, one can thus obtain for example a blowing horizontal which keeps the air to a certain extent on the ceiling or a vertical blowing, with shower effect, as well as blowing intermediate.
- All known diffusers have the disadvantage of being made up of a very large number of parts, necessary in particular for assembly between the outer casing and the various elements air deflection as well as to allow adjustment of the air supply the air.
- the assembly of known diffusers generally requires a large number of manual operations, such as drilling, bolting or riveting, which increases the cost of these diffusers.
- no safety measures are designed to prevent unintentional detachment of parts, which can lead to accidents, especially during assembly.
- the object of the present invention is to overcome these disadvantages and to make a diffuser suitable for air conditioning with a minimum number of constituent parts, by means basic and inexpensive operations, performed on machines traditional of a company in the metal manufacturing sector, these parts being themselves made from semi-finished products extremely simple and inexpensive.
- the first support frame is also welded to the frame.
- the first support frame is formed of two first metal bands identical stamps which each have a first part flat central unit provided in the center with a first part rounded in shape half-sleeve, a part folded obliquely at each end of the first flat central part and a part folded down at the ends free of each oblique part, the first two bands metallic being welded to each other by their first central part plane while being arranged symmetrically on either side of a first plane of symmetry, so as to form a first complete socket at using their assembled half-sockets, the folded parts being welded to a flange presented by the frustoconical central part of the frame, on the wall side.
- each second support frame is formed of two second identical stamped metal bands, each with a second flat central part provided in the center with a second part rounded in the shape of a half-socket, and at each end of the second flat central part, a split free end part, the two identical second metal strips being welded one to the other the other by their second flat central part being arranged symmetrically on either side of a second plane of symmetry, of so as to form a second complete socket using their half-sockets assembled, said split free ends being pinched on an edge of a central opening presented by each deflector intermediate.
- the means of restraint cooperating with the axis to allow its displacement relative to the frame are located inside said first socket.
- the present invention also relates to a method of manufacture of a diffuser.
- the process does not include drilling, no bolting, no riveting.
- the pieces forming the frames of supports can be simple metal bands which are stamped to the press to take their final shape and which are then welded between them, and possibly further welded to the frame in the case of the first support frame. Extensive process automation is thus obtained by using current equipment in the workshop.
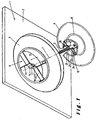
- the diffuser shown in Figure 1 includes a frame 1 to be fixed on a wall or ceiling not shown.
- the frame has a flat part 2 at the periphery and present in the center a frustoconical central part 3.
- This has on the wall side a inlet opening for the air to be diffused which is bordered by a collar 4 coaxial with the inlet opening.
- the piping necessary for the supply in air can be connected to this flange in a manner not illustrated.
- An axis 5, tubular and partially threaded in the example of realization, is supported on the frame 1 by means of a frame support 6, so as to extend in a perpendicular direction at the opening of the diffuser, direction which is illustrated by the dashed line 7, and at be able to be moved relative to the frame along this direction.
- a central deflector 8 of frustoconical shape is fixed to the axis 5 on the side of this one which is opposite the wall.
- the end of the axle, hollow at this point, can be fixed to the central deflector by a simple crimping using a punch.
- This example of realization includes an intermediate deflector 9 of frustoconical shape, which also is fixed to the axis 5, by means of a support frame 10. It is disposed between the frustoconical part 3 of the frame and the central deflector 8. It has, in this example, an inlet opening on the wall side, which allows an air passage in its center, and a diffusion opening of the side opposite the wall, which is larger in diameter than the opening intake.
- the support frame 6 is, in the illustrated embodiment, formed of two parts 11 and 12, stamped in a metal strip.
- they are stamped with identical manner and they each have a flat central part 13 provided in its center with a rounded part 14 in the form of a half-socket, and, at each end of the flat central part 13, a oblique folded part 15, at the free end of which is folded a folded down part 16.
- the two parts stamped in one operation are then arranged symmetrically on either side of a plane of symmetry, by applying their flat central part 13 one against the other and by welding them thus, for example by spot welding.
- Half-sockets 14 assemblies then form a socket 17 complete in which axis 5 can be passed.
- one of the two half-sockets 14 has been very slightly pressed so as to form a tenon 18 which extends radially inside the socket, to a depth approximately equivalent to the depth of the thread presented by the axis 5.
- the axis can be moved axially in the socket 17, by screwing.
- the armature support 10 is also formed of two parts 20 and 21, stamped in a metal strip. These pieces are stamped so identical and each has a flat central part 22, provided in the center with a rounded part 23 in the form of a half-socket. AT each end of this flat part 22 is provided a split part 24 at its free end. In the illustrated embodiment, the parts 24 slits are folded obliquely to the flat central part.
- the two pieces 20 and 21, folded and split by stamping in a single operation, are then arranged symmetrically on either side of a plane of symmetry, applying their central part plane 22 against each other and by welding them together, for example by a spot welding.
- the assembled half-sockets 23 then form a socket 25 complete in which the axis 5 can be passed and fixed, by example by welding or pinching.
- Axis 5 can also be previously arranged between the two half-sockets of the parts stamped, before welding, and thus be fixed directly to the reinforcement of support.
- the method of manufacturing a diffuser according to the invention is therefore implemented in the manner next.
- the partially threaded axis 5 is fixed to the central deflector by example by crimping, as illustrated in figure 2.
- Strips are folded, cut, split and / or stamped so identical by a single stamping operation in a press current, forming the stamped parts 11 and 12 or respectively 20 and 21. These are then joined together so symmetrical and welded to each other, for example by points.
- the support frame 6 is fixed to the flange 4 of the frame 1 by welding and the support frame 10 is fixed by pinching the edge of the opening intake of the intermediate deflector 9 through the split ends of stamped parts.
- the split parts provided at the ends of the central parts 22 of stamped parts of the support frame 10 extend in the same plan as the central parts. They have been stamped to form two legs 26 and 27 separated by a slot-shaped cutout. A tab 26 of each slotted end is, during stamping, folded in oblique to the rest of the stamped part. The deflector 9 is then applied against the tab 27, of each split end, not folded when stamping. Then the legs 26 of the split ends are folded so as to extend again in the plane of the central part 22, which causes a pinching of the edge of the intake opening of the deflector 9, in the slot formed between the tab 26 and the tab 27.
- this process has the great advantage of ease of handling since it boils down essentially by stamping in a single operation each of the parts of the support frames, which are preferably only in number of two for each reinforcement, and by the welding of these between them.
- the fixing of these support frames to the other parts provides for a simple welding and / or pinching. Since these operations do not do not require the acquisition of special equipment, but only very common welding presses and stations and that the material first used, whether metal bands or strips for the armatures or a threaded tube for the axis, is of a very favorable cost, one obtains a very efficient manufacturing process from a cost point of view. This process also allows, by its automation, an acceleration notable for the rate of assembly.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Duct Arrangements (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Automatic Assembly (AREA)
- Macromolecular Compounds Obtained By Forming Nitrogen-Containing Linkages In General (AREA)
Description
- un cadre (1) à fixer sur une paroi et présentant une partie centrale tronconique (3) qui, d'un premier côté tourné vers la paroi, comporte une ouverture d'entrée pour l'air à diffuser et, d'un deuxième côté opposé à la paroi, présente une ouverture de diffusion de dimension supérieure à l'ouverture d'entrée,
- un axe (5) qui est, par une première armature de support (6) fixée au cadre (1), supporté au centre de ladite partie centrale tronconique (3) de manière à s'étendre suivant une direction (7) perpendiculaire à l'ouverture de diffusion et à pouvoir être déplacé par rapport au cadre (1) le long de cette direction perpendiculaire, et
- un déflecteur central (8), qui est fixé à l'axe (5) à l'opposé de la paroi,
- ladite première armature de support (6) étant formée de premières pièces estampées (11, 12), soudées entre elles, et étant pourvue de moyens de retenue (18) coopérant avec l'axe (5) pour permettre son déplacement susdit (v. par exemple US-A-3.103.869).
- au moins un déflecteur conique intermédiaire, qui est fixé à l'axe entre la partie tronconique du cadre et le déflecteur central par une deuxième armature de support,
- chaque deuxième armature de support susdite étant formée de deuxièmes pièces estampées, soudées entre elles. Un tel diffuseur présente l'avantage de prévoir un assemblage des différents éléments uniquement à l'aide de pièces estampées, soudées entre elles. Ces opérations peuvent donc être effectuées par une presse courante et par un poste de soudure, par exemple par points, à un coût extrêmement faible et avec une main-d'oeuvre réduite.
- une fixation de l'axe sur te déflecteur central,
- un estampage des premières pièces destinées à former la première armature de support,
- un soudage des premières pièces estampées entre elles pour former la première armature de support, et
- une fixation de la première armature de support sur le cadre,
- un agencement, sur au moins l'une des premières pièces destinées à former ladite première armature de support, de moyens de retenue capables de coopérer avec l'axe en permettant son déplacement par rapport au cadre par vissage/dévissage,
- un estampage des deuxièmes pièces destinées à former chaque deuxième armature de support,
- un soudage des deuxièmes pièces estampées entre elles pour former chaque deuxième armature de support,
- une fixation de chaque deuxième armature de support sur l'axe, et sur un déflecteur intermédiaire correspondant,
- un agencement par vissage/dévissage de l'axe muni du déflecteur central et de chaque deuxième armature de support pourvue d'un déflecteur intermédiaire correspondant dans la première armature de support.
Claims (14)
- Diffuseur pour le conditionnement d'air dans des locaux comprenant :caractérisé en ce que l'axe (5) est au moins partiellement fileté, en ce que les moyens de retenue (18) coopérant avec l'axe permettent son déplacement par rapport au cadre (1) par vissage/dévissage, et en ce que le diffuseur comprend en outreun cadre (1) à fixer sur une paroi et présentant une partie centrale tronconique (3) qui, d'un premier côté tourné vers la paroi, comporte une ouverture d'entrée pour l'air à diffuser et, d'un deuxième côté opposé à la paroi, présente une ouverture de diffusion de dimension supérieure à l'ouverture d'entrée,un axe (5) qui est, par une première armature de support (6) fixée au cadre (1), supporté au centre de ladite partie centrale tronconique (3) de manière à s'étendre suivant une direction (7) perpendiculaire à l'ouverture de diffusion et à pouvoir être déplacé par rapport au cadre (1) le long de cette direction perpendiculaire, etun déflecteur central (8), qui est fixé à l'axe (5) à l'opposé de la paroi,ladite première armature de support (6) étant formée de premières pièces estampées (11, 12), soudées entre elles, et étant pourvue de moyens de retenue (18) coopérant avec l'axe (5) pour permettre son déplacement susdit,au moins un déflecteur conique intermédiaire (9), qui est fixé à l'axe entre la partie tronconique (3) du cadre et le déflecteur central (8) par une deuxième armature de support (10),chaque deuxième armature de support (10) susdite étant formée de deuxièmes pièces estampées (20, 21), soudées entre elles.
- Diffuseur suivant la revendication 1, caractérisé en ce que la première armature de support (6) est fixée au cadre (1) par soudage.
- Diffuseur suivant la revendication 2, caractérisé en ce que la première armature de support (6) est formée de deux premières bandes métalliques estampées (11, 12) identiques qui présentent chacune une première partie centrale plane (13) pourvue au centre d'une première partie arrondie (14) en forme de demi-douille, une partie pliée en oblique (15) à chacune des extrémités de la première partie centrale plane (13) et une partie rabattue (16) aux extrémités libres de chacune des parties en oblique (15), en ce que les deux premières bandes métalliques (11, 12) sont soudées l'une à l'autre par leur première partie centrale plane (13) en étant agencées symétriquement de part et d'autre d'un premier plan de symétrie, de manière à former une première douille complète (17) à l'aide de leurs demi-douilles assemblées, et en ce que les parties rabattues (16) sont soudées à une collerette (4) présentée par la partie centrale troconique (3) du cadre (1), du côté paroi.
- Diffuseur suivant l'une quelconque des revendications 1 à 3, caractérisé en ce que chacune desdites au moins une deuxième armature de support (10) est pincée sur son déflecteur conique (9) correspondant.
- Diffuseur suivant la revendication 4, caractérisé en ce que chaque deuxième armature de support (10) est formée de deux deuxièmes bandes métalliques estampées (20, 21) identiques qui présentent chacune une deuxième partie centrale plane (22) pourvue au centre d'une deuxième partie arrondie (23) en forme de demi-douille, et, à chacune des extrémités de la deuxième partie centrale plane (22), une partie à extrémité libre fendue (24), et en ce que les deux deuxièmes bandes métalliques identiques (20, 21) sont soudées l'une à l'autre par leur deuxième partie centrale plane (22) en étant agencées symétriquement de part et d'autre d'un deuxième plan de symétrie, de manière à former une deuxième douille complète (25) à l'aide de leurs demi-douilles assemblées, et en ce que lesdites extrémités libres fendues sont pincées sur un bord d'une ouverture centrale présentée par chaque déflecteur intermédiaire (9).
- Diffuseur suivant la revendication 5, caractérisé en ce que l'axe (5) est serti sur le déflecteur central (8) et en ce qu'il est bloqué dans la douille (25) de chaque déflecteur intermédiaire (9).
- Diffuseur suivant l'une quelconque des revendications 3 à 6, caractérisé en ce que les moyens de retenue (18) coopérant avec l'axe pour permettre son déplacement par rapport au cadre (1) par vissage/dévissage sont situés à l'intérieur de la première douille (17).
- Diffuseur suivant la revendication 7, caractérisé en ce que les moyens de retenue comprennent un tenon (18) qui s'étend radialement à l'intérieur de la première douille (17) de manière à pouvoir coulisser dans un filet de l'axe (5).
- Diffuseur suivant la revendication 8, caractérisé en ce que le filet présente un évidement (19) dans lequel le tenon (18) peut pénétrer par gravité, lorsqu'il passe en face de l'évidement, de manière à bloquer une poursuite du déplacement de l'axe et à permettre une poursuite de ce déplacement uniquement après une sortie du tenon hors de l'évidement.
- Procédé de fabrication d'un diffuseur suivant l'une quelconque des revendications 1 à 9, caractérisé en ce qu'il comprend :caractérisé en ce que l'axe est au moins partiellement fileté et en ce que le procédé comprend en outreune fixation de l'axe sur le déflecteur central,un estampage des premières pièces destinées à former la première armature de support, etun soudage des premières pièces estampées entre elles pour former la première armature de support, etune fixation de la première armature de support sur le cadre,un agencement, sur au moins l'une des premières pièces destinées à former ladite première armature de support, de moyens de retenue capables de coopérer avec l'axe en permettant son déplacement par rapport au cadre par vissage/dévissage,un estampage des deuxièmes pièces destinées à former chaque deuxième armature de support,un soudage des deuxièmes pièces estampées entre elles pour former chaque deuxième armature de support,une fixation de chaque deuxième armature de support sur l'axe, et sur un déflecteur intermédiaire correspondant,un agencement par vissage/dévissage de l'axe muni du déflecteur central et de chaque deuxième armature de support pourvue d'un déflecteur intermédiaire correspondant dans la première armature de support.
- Procédé suivant la revendication 10, caractérisé en ce qu'il comprend une fixation de l'axe sur le déflecteur central par sertissage.
- Procédé suivant l'une des revendications 10 et 11, caractérisé en ce qu'il comprend une fixation de la première armature de support sur le cadre par soudage.
- Procédé suivant l'une des revendications 10 à 12, caractérisé en ce qu'il comprend, au cours de l'estampage des deuxièmes pièces susdites, une découpe de manière qu'elles présentent une extrémité libre fendue et, après l'estampage, une fixation de chaque deuxième armature de support sur un déflecteur conique intermédiaire par pinçage d'un bord d'une ouverture centrale de celui-ci à l'aide de son extrémité fendue.
- Procédé suivant l'une des revendications 10 à 13, caractérisé en ce que l'agencement de l'axe dans la première armature de support comprend un vissage de l'axe dans une douille qui est prévue sur la première armature de support par l'estampage de manière à présenter à l'intérieur de la douille lesdits moyens de retenue coopérant avec le filet de l'axe pour permettre son vissage.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9900476 | 1999-07-12 | ||
| BE9900476A BE1012783A3 (fr) | 1999-07-12 | 1999-07-12 | Diffuseur pour le conditionnement d'air et son procede de fabrication. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1069382A1 EP1069382A1 (fr) | 2001-01-17 |
| EP1069382B1 true EP1069382B1 (fr) | 2004-11-24 |
Family
ID=3891999
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00870157A Expired - Lifetime EP1069382B1 (fr) | 1999-07-12 | 2000-07-10 | Diffuseur pour le conditionnement d'air et son procédé de fabrication |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1069382B1 (fr) |
| AT (1) | ATE283459T1 (fr) |
| BE (1) | BE1012783A3 (fr) |
| DE (1) | DE60016100T2 (fr) |
| ES (1) | ES2231149T3 (fr) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3103869A (en) * | 1961-08-29 | 1963-09-17 | John P Dry | Adjustable air diffuser and damper |
| IT1061921B (it) * | 1976-06-23 | 1983-04-30 | Lolli & C Spa | Perfezionamento nei diffusori per impianti di condizionamento d aria |
| US4714009A (en) * | 1986-08-04 | 1987-12-22 | Philips Industries Inc. | Ceiling air diffuser |
-
1999
- 1999-07-12 BE BE9900476A patent/BE1012783A3/fr not_active IP Right Cessation
-
2000
- 2000-07-10 EP EP00870157A patent/EP1069382B1/fr not_active Expired - Lifetime
- 2000-07-10 DE DE60016100T patent/DE60016100T2/de not_active Expired - Lifetime
- 2000-07-10 ES ES00870157T patent/ES2231149T3/es not_active Expired - Lifetime
- 2000-07-10 AT AT00870157T patent/ATE283459T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ATE283459T1 (de) | 2004-12-15 |
| DE60016100D1 (de) | 2004-12-30 |
| BE1012783A3 (fr) | 2001-03-06 |
| ES2231149T3 (es) | 2005-05-16 |
| EP1069382A1 (fr) | 2001-01-17 |
| DE60016100T2 (de) | 2005-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2619256A1 (fr) | Borne de contact electrique et procede de fabrication d'une telle borne | |
| EP0236185B1 (fr) | Dispositif de fixation d'un appui-tête sur un siège de véhicule | |
| FR3066240A1 (fr) | Support et ensemble support | |
| EP1988001B1 (fr) | Brouette ou analogue empilable par sous-éléments prémontés | |
| EP1069382B1 (fr) | Diffuseur pour le conditionnement d'air et son procédé de fabrication | |
| FR2752886A1 (fr) | Procede d'assemblage de deux toles l'une sur l'autre ; assemblage ainsi obtenu | |
| FR2550110A1 (fr) | Procede de realisation d'un collet double embouti et piece a collet double ainsi obtenue | |
| EP0653255B1 (fr) | Nouveau point d'assemblage de flans de tÔle par fluage à froid et machine d'outils pour la réalisation d'un tel point d'assemblage | |
| EP1741938B1 (fr) | Agencement de cage pour un écrou cage | |
| FR2469307A2 (fr) | Dispositif d'articulation de pare-soleil | |
| EP0301988B1 (fr) | Dispositif d'assemblage de deux arbalétriers de ferme entre eux, au niveau du faîtage, pour la réalisation de charpentes et de structures | |
| EP0301987A1 (fr) | Dispostif d'assemblage d'un arbalétrier de ferme avec un poteau, pour la réalisation de charpentes et structures | |
| EP0626533B1 (fr) | Collier de maintien, sur un support, d'un tube ou analogue | |
| EP0878353B1 (fr) | Dispositif de pré-fixation d'un dispositif d'éclairage ou de signalisation sur une carrosserie de véhicule automobile | |
| FR2674461A1 (fr) | Pince a retreindre pour tuyaux et analogues. | |
| FR2645121A1 (fr) | Couvercle a arracher en particulier pour boite metallique | |
| FR2936845A1 (fr) | Cage d'ecrou | |
| FR2597269A1 (fr) | Connecteur electrique, notamment pour plot de batterie et procede de fabrication d'un tel connecteur | |
| EP0095964A1 (fr) | Collier d'accouplement réalisé par emboutissage et pliage d'un flan | |
| FR2914969A1 (fr) | Biellette avant de berceau pour vehicule automobile. | |
| EP1969959A1 (fr) | Axes d'articulation pour bracelets | |
| FR2653502A1 (fr) | Element tubulaire de renfort et procede pour sa fabrication. | |
| EP0269539A2 (fr) | Accouplement rapide dissociable entre une ampoule d'éclairage et sa douille | |
| FR2621360A1 (fr) | Montage d'un axe entre deux parois | |
| EP2913538A1 (fr) | Cheville à bascule perfectionnée et organe de serrage pour ladite cheville |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010530 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20030820 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041124 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041124 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041124 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 60016100 Country of ref document: DE Date of ref document: 20041230 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050224 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050224 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050224 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050214 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2231149 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050710 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050825 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: *EURO-REGISTER Effective date: 20050731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050424 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20120626 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20120706 Year of fee payment: 13 Ref country code: GB Payment date: 20120615 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120726 Year of fee payment: 13 Ref country code: IT Payment date: 20120726 Year of fee payment: 13 Ref country code: DE Payment date: 20120615 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130710 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60016100 Country of ref document: DE Effective date: 20140201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140201 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140201 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130710 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20141009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130711 |