EP0955136A2 - Verfahren und Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben - Google Patents
Verfahren und Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben Download PDFInfo
- Publication number
- EP0955136A2 EP0955136A2 EP99108034A EP99108034A EP0955136A2 EP 0955136 A2 EP0955136 A2 EP 0955136A2 EP 99108034 A EP99108034 A EP 99108034A EP 99108034 A EP99108034 A EP 99108034A EP 0955136 A2 EP0955136 A2 EP 0955136A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- strand
- support
- support element
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/27—Means for performing other operations combined with cutting
- B26D7/32—Means for performing other operations combined with cutting for conveying or stacking cut product
- B26D2007/327—Means for performing other operations combined with cutting for conveying or stacking cut product the cut products being slices of bread
Definitions
- the invention relates to a method for cutting a strand of material into slices, in which the strand of material is advanced continuously or intermittently essentially in the horizontal direction onto a cutting device, with which slices are successively cut off from the strand of material by means of a cutting element moving in a substantially vertical plane , which are guided away from the cutting element in the form of a disc package which is extended in slices, the first disc cut from the material strand being supported by a support element of a supporting device which is guided away from the cutting element synchronously with the feed speed of the disc package. Furthermore, the invention relates to a device for performing such a cutting process.
- the aforementioned method is generally known and is frequently used when slicing a wide variety of foods, especially bread and other baked goods.
- it is necessary to support each individual cut disk after it has been separated from the strand of material in such a way that it essentially maintains its vertical orientation. Without support by a support device, the disks would fall over due to their relatively small thickness in connection with an advancing movement of the crop strand and possibly a vertical offset of the cut disks with respect to the crop strand in the cutting position, so that there would be an undesirable scale-like disc arrangement.
- this counterforce to be applied by the support element is chosen such that it is sufficiently large to support the first disk cut off from a strand of material, then this counterforce is at a point in time at which a plurality of disks have already been cut off and the disk pack that has been built up corresponds accordingly has shifted in the feed direction with the support element, unnecessarily large.
- the counterforce of the support element is set so that, together with the frictional force of a maximally long disc package, it is just large enough that the last disc to be cut off can be supported with sufficient certainty, then when the first disc is cut off there is not a sufficiently large support force, because too At this point in time, due to the missing disk pack, there is still no friction force component and therefore only the counterforce of the support element which is too low in this case is effective.
- the invention has for its object to further develop a cutting method of the type described above in such a way that damage to the last cut discs is prevented during a feed movement of the disc package and at the same time the counterforce of the support element is sufficiently large to support the first cut disc.
- this object is achieved according to the invention in that the supporting force counteracting the displacement of the supporting element decreases with increasing distance of the supporting element from the cutting member.
- the course of the decreasing supporting force can be coordinated so that the sum of the supporting force of the supporting element and the frictional force dependent on the length of the disc package remains constant and is dimensioned such that a newly cut disc can be supported with sufficient certainty.
- the feed force to be transmitted from the last cut disc for the advance of the disc package becomes so great in the course of the cutting process that product damage occurs with certain cutting goods.
- very good cutting results can be achieved even with very sensitive cutting goods.
- the supporting force at a certain distance of the supporting element from the cutting member assumes a minimum value which remains constant during the further movement.
- a particularly advantageous development of the method according to the invention provides that the supporting force is generated by friction between a moving component of the support device and a fixed component of the receiving device.
- the total counterforce available is generated from the sum of two frictional forces, which can be ensured essentially without wear and with permanently low tolerances.
- the device described above can also be used to push cutting goods sensitive to pressure loads until the last disk is cut off in the form of a disk package without damage to the product, with a sufficiently large counterforce being able to be applied by the support element in its initial dead center position even when the first disk is cut off.
- the support device advantageously has a guide device along which the support element can be guided, a frictional force occurring between a movable component of the support device and a fixed component of the receiving device or the guide device.
- the guide device is designed as a guide rod on which the support element is connected to a Guide sleeve is displaceable, wherein a frictional force occurs between the guide sleeve and a wall of the shaft of the receiving device.
- a counterforce of the support element which decreases in the feed direction can be realized particularly advantageously by the guide rod enclosing an angle with the wall of the shaft and the frictional force being brought about by a spring-loaded friction element arranged on the guide sleeve.
- the friction element is completely lifted off the wall of the shaft from a certain distance of the guide sleeve from the cutting member.
- the frictional force can be generated particularly easily if the friction element is designed as a pressure pin of a pressure piece that can be screwed into a bore in the guide sleeve.
- Such pressure pieces are cheaply available as standardized components.
- the pressure pin is made of plastic, which is why a sufficiently large frictional force results even at low contact pressures in connection with a shaft wall made of stainless steel.
- the device 1, partially shown in FIGS. 1 to 3, for cutting a strand of material, not shown, into slices consists of a feed device 2, a cutting device 3 and a receiving device 4 for the cut slices, which has a support device 5 for preventing the cut slices from falling over.
- the device 1 shown is used to cut a loaf of bread or similar food.
- FIG. 1 of the feed device 2 which essentially consists of a feed shaft 6 and a conventional feed device (not shown) for the crop strand to be inserted into the feed shaft 6.
- the cutting device 3 has a circular knife as the cutting member 7, which rotates about an axis of rotation 8.
- the axis of rotation 8 is located in a drive arm 9, which in turn likewise performs a rotational movement about an axis of rotation, not shown in FIG Axis of rotation 8 of the circular knife runs parallel.
- the circular knife thus moves in a planetary manner around the axis of rotation of the drive arm 9.
- the circular knife is driven within the drive arm 9 with the aid of a belt drive, the drive disk of which is arranged on a knife shaft, not shown, which is guided through a hollow shaft which serves as a drive shaft for the drive arm 8.
- the speed of the circular knife is a multiple of the speed of the drive arm 9, a ratio of 10: 1 being typical.
- the drive arm 9, which carries out a uniform rotary movement about its axis of rotation, and the cutting member 7 in the form of the circular knife rotate in the opposite direction.
- the shaft floor 11 is inclined at an angle ⁇ to the horizontal or to the direction of advance (arrow 12).
- the receiving device 4 which is also designed as a removal shaft, is provided with the support device 5 which extends essentially over the entire length of the removal shaft.
- This consists of a guide rod 13 connected to the removal shaft, a guide sleeve 14, a U-shaped bracket 15 and a plate-shaped support element 16 fastened to its lower leg.
- the guide rod 13 is connected at both ends by means of screws 17 with fastening tabs 18, which in turn are welded to a vertical wall 19 of the removal shaft.
- the guide sleeve 14 is displaceable along the guide rod 13 between the fastening tabs 18, the guide sleeve 14 being supported by rolling elements in order to minimize the frictional forces.
- the bracket 15 which is aligned vertically with its base line and horizontally with its two legs, is attached at one end to the guide sleeve 14 with a holding plate 20. Due to an elongated hole 21, the bracket can be pivoted through a certain angle.
- the bracket 15 On its lower leg, the bracket 15 carries a support plate 23, which is also provided with an elongated hole 22 and bears against the shaft floor 11.
- the end of the support element 16 is provided with two retaining tabs 24, in each of which there is a bearing bore for receiving the lower leg of the bracket 15. A possible pivot movement of the support element 16 is prevented by a stop element 25, which can only move within the elongated hole 22.
- a pressure piece 25 which is available as a commercially available component and is provided with a corresponding external thread, is screwed into a horizontal bore within the guide sleeve 14 from the side of the wall 19 of the removal shaft.
- the pressure piece 25 shown in more detail in FIGS. 4 and 5 consists of a sleeve-shaped body 26 provided with an external thread, in which a pressure bolt 28 preloaded with a spring 27 is slidably mounted in the axial direction.
- the spring 27 is supported on the side facing away from the pressure pin 28 on a stopper 29 which is provided with an external thread and can be screwed into a corresponding threaded bore in the body 26.
- the stopper 29 has one on its outward-facing end face Hexagon socket 30 on.
- a step 31 on the pressure pin 28 in conjunction with a corresponding step 32 at the end of the body prevents the pressure pin 28 from escaping.
- An outwardly stepping head 33 of the pressure bolt 28, which is made of a plastic material, is hem
- the pressure piece 25 In order to enable the pressure piece 25 to be screwed into blind bores, it is provided on its front side which is visible in FIG. 5 with a slot 34 which is interrupted by the pressure pin 28 and which allows torque to be introduced using a special screwdriver.
- the head 33 of the pressure pin 28 is in the three positions shown on the right of the guide sleeve 14 on the wall 19 of the removal shaft. Due to an angle between the center line 35 of the guide rod 13 and the wall 19 of the removal shaft that is difficult to see in the drawing, the preload with which the pressure pin 28 rests changes when the guide sleeve 14 is displaced.
- the preload of the guide sleeve 14 decreases continuously as it is moved away from the cutting device 3 via an intermediate position designated B to a position designated C. If the guide sleeve 14 moves further from the position labeled C to the left, the contact of the head 33 of the pressure pin 28 is lost, so that no frictional force between the pressure pin 28 and the wall 19 occurs. Until the stop in the form of the left retaining tab 18 is reached, a displacement of the support element 16 only affects the friction between the guide sleeve 14 and the guide rod 13 and between the support plate 23 and the shaft bottom 11. Due to the inclination of the guide rod 13 by the angle ⁇ with respect to the horizontal, a proportion of the weight acts to support the displacement of the guide sleeve 14.
- the guide rod 13 can be displaced parallel to the arrows 36 at both ends due to elongated holes in both retaining tabs 18, so that the initial preloading of the pressure pin 28 and the removal of the position C from which the pressure pin 28 occurs the system of its stage 31 loses contact with the wall 19, is individually adjustable.
- the cutting method according to the invention is carried out with the device 1 described above as follows:
- the support element 16 is located together with the bracket 15 and the guide sleeve 14 in the position denoted by A in FIG. 2, which is also indicated in FIG. 1.
- the first cut disc is securely supported due to the large frictional force between the pressure pin 28 and the wall 19 of the removal shaft, which counteracts a displacement of the support element 16.
- the feed force is transmitted to the support element 16 via the already cut slice or slices, which, contrary to the frictional force on the pressure bolt 28, also results in a displacement of the guide sleeve 14 and thus of the support element 16.
- the frictional force between the pressure pin 28 and the wall 19 of the removal shaft decreases continuously with increasing distance of the support element 16 from the cutting device 3, the frictional force which is required for displacing the cut-off slices along the surface 10 of the shaft bottom 11 increases continuously.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Crushing And Pulverization Processes (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Schneiden eines Gutsstrangs in Scheiben, bei dem der Gutsstrang kontinuierlich oder taktweise im wesentlichen in horizontaler Richtung auf eine Schneideinrichtung vorgeschoben wird, mit der mittels eines sich in einer im wesentlichen vertikalen Ebene bewegenden Schneidorgans nacheinander Scheiben von dem Gutsstrang abgeschnitten werden, die in einer Aufnahmeeinrichtung von dem Schneidorgan in Form eines sich scheibenweise verlängernden Scheibenpakets weggeführt werden, wobei die erste von dem Gutsstrang abgeschnittene Scheibe von einem Stützelement einer Stützeinrichtung abgestützt wird, das synchron mit der Vorschubgeschwindigkeit des Scheibenpakets von dem Schneidorgan weggeführt wird. Des weiteren betrifft die Erfindung eine Vorrichtung zur Durchführung eines derartigen Schneidverfahrens.
- Das vorgenannte Verfahren ist allgemein bekannt und wird beim Schneiden unterschiedlichster Lebensmittel, insbesondere von Brot und anderen Backwaren, häufig angewendet. Um nach dem Schneiden ein geordnetes Scheibenpaket zu erhalten, das im wesentlichen die Form des unzerteilten Gutsstrangs aufweist, ist es erforderlich, jede einzelne abgeschnittene Scheibe nach ihrer Abtrennung von dem Gutsstrang derart abzustützen, daß sie ihre vertikale Ausrichtung im wesentlichen beibehält. Ohne eine Abstützung durch eine Stützeinrichtung würden die Scheiben aufgrund ihrer verhältnismäßig geringen Dicke in Verbindung mit einer Vorschubbewegung des Gutsstrangs sowie unter Umständen eines vertikalen Versatzes der abgeschnittenen Scheiben in bezug auf den Gutsstrang in der Schneidposition umfallen, so daß sich eine unerwünschte schuppenartige Scheibenanordnung ergäbe.
- Damit das Stützelement bei dem bekannten Verfahren seine Stützfunktion wunschgemäß ausüben kann, ist es erforderlich, daß von der abzustützenden Scheibe in Vorschubrichtung eine gewisse Kraft auf das Stützelement ausgeübt werden kann, ohne daß dieses sich in Vorschubrichtung verlagert. Wird diese von dem Stützelement aufzubringende Gegenkraft so gewählt, daß sie hinreichend groß zur Abstützung der ersten von einem Gutsstrang abgeschnittenen Scheibe ist, so ist diese Gegenkraft zu einem Zeitpunkt, zu dem bereits eine Mehrzahl von Scheiben abgeschnitten ist und sich das aufgebaute Scheibenpaket entsprechend in Vorschubrichtung mit dem Stützelement verlagert hat, unnötig groß. Dies rührt daher, weil die nunmehr effektiv wirksame Stützkraft für die nächste abzuschneidende Scheibe, die nun nicht mehr von dem Stützelement selbst, sondern von der letzten zuvor abgeschnitten Scheibe aufgenommen wird, um den Betrag der Reibungskraft zwischen dem bereits vorhandenen Scheibenpaket und einer Aufnahmeeinrichtung vergrößert ist. Dabei ist zwar der Umstand einer unnötig großen Stützkraft selbst nicht nachteilig, wohl aber die Tatsache, daß die Vorschubbewegung des Scheibenpakets, die aufgrund des Vorschubs des Gutsstrangs bewirkt wird, in erheblicher Weise erschwert wird. Mit zunehmender Länge des Scheibenpakets kann die zu dessen weiterem Vorschub erforderliche Kraft soweit ansteigen, daß bei empfindlichen Schneidgütern, insbesondere frischem Brot, bei der oder den zuletzt abgeschnitten Scheiben, die diese Vorschubkraft übertragen müssen, eine Produktschädigung eintritt.
- Wird die Gegenkraft des Stützelements so eingestellt, daß sie zusammen mit der Reibungskraft eines maximal langen Scheibenpakets zusammen gerade so groß ist, daß die letzte abzuschneidende Scheibe hinreichend sicher abgestützt werden kann, so liegt beim Abschneiden der ersten Scheibe keine ausreichend große Stützkraft vor, da zu diesem Zeitpunkt aufgrund des fehlenden Scheibenpakets noch keine Reibkraftkomponente vorliegt und daher lediglich die in diesem Fall zu geringe Gegenkraft des Stützelements wirksam ist.
- Der Erfindung liegt die Aufgabe zugrunde, ein Schneidverfahren der vorbeschriebenen Art derart weiterzuentwickeln, daß eine Beschädigung der zuletzt abgeschnittenen Scheiben bei einer Vorschubbewegung des Scheibenpakets verhindert wird und dabei gleichzeitig die Gegenkraft des Stützelements hinreichend groß zur Abstützung der ersten abgeschnittenen Scheibe ist.
- Ausgehend von einem Verfahren der eingangs beschriebenen Art, wird diese Aufgabe erfindungsgemäß dadurch gelöst, daß die der Verlagerung des Stützelements entgegenwirkende Stützkraft mit zunehmender Entfernung des Stützelements von dem Schneidorgan abnimmt.
- Bei dem erfindungsgemäßen Verfahren läßt sich der Verlauf der abnehmenden Stützkraft so abstimmen, daß die Summe aus der Stützkraft des Stützelements und der von der Länge des Scheibenpakets abhängigen Reibungskraft konstant bleibt und dabei so bemessen ist, daß eine neu abgeschnittene Scheibe hinreichend sicher abgestützt werden kann. Auf diese Weise wird verhindert, daß die von der letzten abgeschnittenen Scheibe zu übertragende Vorschubkraft für den Vorschub des Scheibenpakets im Verlauf des Schneidvorgangs so groß wird, daß bei bestimmten Schneidgütern eine Produktschädigung eintritt. Mit Hilfe des erfindungsgemäßen Verfahrens lassen sich dabei auch bei sehr empfindlichen Schneidgütern sehr gute Schneidergebnisse erzielen.
- Wenn die entgegenwirkende Stützkraft linear mit der Verlagerung des Stützelements abnimmt, läßt sich nach Addition der auch in etwa linear ansteigenden Reibungskraft des in seiner Länge zunehmenden Scheibenpakets insgesamt eine konstante von der letzten abgeschnittenen Scheibe maximal aufnehmbare Gegenkraft erzielen.
- Gemäß einer weiteren Ausgestaltung des erfindungsgemäßen Verfahrens wird vorgeschlagen, daß die Stützkraft in einer bestimmten Entfernung des Stützelements von dem Schneidorgan einen Minimalwert annimmt, der bei der weiteren Bewegung konstant bleibt.
- Eine besonders vorteilhafte Weiterbildung des Verfahrens gemäß der Erfindung sieht vor, daß die Stützkraft durch Reibung zwischen einem bewegten Bauteil der Stützeinrichtung und einem feststehenden Bauteil der Aufnahmeeinrichtung erzeugt wird. In diesem Fall wird die insgesamt zur Verfügung stehende Gegenkraft aus der Summe von zwei Reibungskräften erzeugt, die im wesentlichen verschleißfrei und mit dauerhaft niedrigen Toleranzen gewährleistet werden können.
- Eine Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben mit einer Zuführeinrichtung für den Gutsstrang, mit der dieser im wesentlichen in horizontaler Richtung einer Schneideinrichtung zuführbar ist, die ein im wesentlichen vertikal ausgerichtetes Schneidorgan aufweist, mit dem von dem Gutsstrang nacheinander Scheiben abschneidbar sind und einer Aufnahmeeinrichtung, in der ein sich scheibenweise verlängerndes Scheibenpaket von der Schneideinrichtung wegführbar ist, wobei die erste abgeschnittene Scheibe des Gutsstrangs von einem Stützelement einer Stützeinrichtung abstützbar ist, das synchron mit dem Scheibenpaket in Vorschubrichtung von dem Schneidorgan wegverlagerbar ist, ist erfindungsgemäß dadurch gekennzeichnet, daß die der Verlagerung des Stützelements entgegenwirkende Stützkraft mit zunehmender Entfernung des Stützelements von dem Schneidorgan abnimmt.
- Mit der vorstehend beschriebenen Vorrichtung lassen sich auch hinsichtlich einer Druckbelastung empfindliche Schneidgüter bis zum Abschneiden der letzten Scheibe in Form eines Scheibenpakets ohne eine Produktschädigung vorschieben, wobei bereits beim Abschneiden der ersten Scheibe von dem Stützelement in seiner anfänglichen Totpunktlage eine hinreichend große Gegenkraft aufgebracht werden kann.
- Nimmt die Stützkraft linear mit der Verlagerung des Stützelements ab, so ergibt sich in Verbindung mit der ebenfalls ungefähr linear verlaufenden Reibungskraftzunahme eine über den gesamten Verschiebeweg des Stützelements in etwa konstante Stützkraft.
- Vorteilhafterweise weist die Stützeinrichtung eine Führungseinrichtung auf, an der das Stützelement entlangführbar ist, wobei zwischen einem bewegbaren Bauteil der Stützeinrichtung und einem feststehenden Bauteil der Aufnahmeeinrichtung oder der Führungseinrichtung eine Reibkraft auftritt. Der Vorteil einer solchen Ausgestaltung liegt darin, daß der konstruktive Aufwand zur Realisierung der Reibkraft sehr gering ist, und daß die Reibkraft ohne besondere Maßnahmen über einen langen Betriebszeitraum stabil gehalten werden kann.
- Bei einer bevorzugten Ausgestaltung der erfindungsgemäßen Vorrichtung ist die Führungseinrichtung als Führungsstange ausgebildet, an der das Stützelement mit einer Führungsmuffe verschiebbar ist, wobei zwischen der Führungsmuffe und einer Wand des Schachts der Aufnahmeeinrichtung eine Reibkraft auftritt.
- Bei der vorstehend beschriebenen Ausgestaltung läßt sich eine in Vorschubrichtung abnehmende Gegenkraft des Stützelements besonders vorteilhaft realisieren, indem die Führungsstange mit der Wand des Schachts einen Winkel einschließt und die Reibkraft durch ein federbelastetes an der Führungsmuffe angeordnetes Reibelement hervorgerufen wird.
- Um nach einem gewissen Verfahrweg des Stützelements keine weitere Abnahme von dessen Gegenkraft zu realisieren, kann vorgesehen sein, daß das Reibelement ab einer bestimmten Entfernung der Führungsmuffe von dem Schneidorgan vollständig von der Wand des Schachts abgehoben ist.
- Wenn der Winkel zwischen der Führungsstange und der Wand des Schachts einstellbar ist, lassen sich unterschiedliche Proportionalitätsfaktoren bei der Abnahme der Stützkraft realisieren. Auch läßt sich in diesem Fall der Punkt, ab dem das Reibelement außer Kontakt mit der zugeordneten Wand des Schachts gerät, in Abhängigkeit von der Schneidaufgabe individuell variieren.
- Aus fertigungstechnischer Sicht läßt sich die Reibkraft besonders einfach erzeugen, wenn das Reibelement als Druckbolzen eines Druckstücks ausgebildet ist, das in eine Bohrung der Führungsmuffe einschraubbar ist. Derartige Druckstücke sind als genormte Bauteile günstig verfügbar.
- Schließlich ist noch vorgesehen, daß der Druckbolzen aus Kunststoff besteht, weshalb sich auch bei geringen Anpreßdrücken in Verbindung mit einer aus Edelstahl bestehenden Schachtwand eine hinreichend große Reibkraft ergibt.
- Das erfindungsgemäße Verfahren wird nachfolgend anhand einer Zeichnung, in der ein Ausschnitt der erfindungsgemäßen Vorrichtung gezeigt ist, näher erläutert. Es zeigt:
- Figur 1
- einen teilweisen Längsschnitt durch eine Schneidvorrichtung,
- Figur 2
- eine Draufsicht auf die in einer Aufnahmeeinrichtung angeordnete Stützeinrichtung der Vorrichtung gemäß Figur 1,
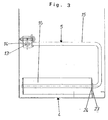
- Figur 3
- eine Rückansicht der Stützeinrichtung gemäß Figur 2,
- Figur 4
- einen Längsschnitt durch ein Druckstück und
- Figur 5
- eine Vorderansicht des Druckstücks gemäß Figur 4.
- Die in den Figuren 1 bis 3 teilweise dargestellte Vorrichtung 1 zum Schneiden eines nicht abgebildeten Gutsstrangs in Scheiben besteht aus einer Zuführeinrichtung 2, einer Schneideinrichtung 3 und einer Aufnahmeeinrichtung 4 für die abgeschnittenen Scheiben, die eine Stützeinrichtung 5 zur Verhinderung eines Umfallens der abgeschnittenen Scheiben außweist. Die abgebildete Vorrichtung 1 dient zum Schneiden eines Brotlaibs oder ähnlicher Lebensmittel.
- Von der Zuführeinrichtung 2, die im wesentlichen aus einem Zuführschacht 6 und einer nicht abgebildeten herkömmlichen Vorschubeinrichtung für den in den Zuführschacht 6 einzulegenden Gutsstrang besteht, ist lediglich der linke, der Schneideinrichtung 3 zugewandte Teil in Figur 1 dargestellt.
- Die Schneideinrichtung 3 weist als Schneidorgan 7 ein Kreismesser auf, das um eine Drehachse 8 rotiert. Die Drehachse 8 befindet sich in einem Antriebsarm 9, der seinerseits ebenfalls eine rotatorische Bewegung um eine in Figur 1 nicht dargestellte Drehachse vollführt, die zu der Drehachse 8 des Kreismessers parallel verläuft. Das Kreismesser bewegt sich somit planetenartig um die Drehachse des Antriebsarms 9.
- Der Antrieb des Kreismessers innerhalb des Antriebsarms 9 erfolgt mit Hilfe eines Riementriebs, dessen Antriebsscheibe auf einer nicht dargestellten Messerwelle angeordnet ist, die durch eine Hohlwelle geführt ist, die als Antriebswelle für den Antriebsarm 8 dient.
- Um eine hohe Schneidqualität zu erzielen, beträgt die Drehzahl des Kreismessers ein vielfaches der Drehzahl des Antriebsarms 9, wobei ein Verhältnis von 10:1 typisch ist. Der Antriebsarm 9, der eine gleichförmige Drehbewegung um seine Drehachse ausführt und das Schneidorgan 7 in Form des Kreismessers rotieren in entgegengesetzter Richtung.
- Um eine Druckbeschädigung des Schneidguts beim Eintauchen des Antriebsarms 9 in den Vorschubquerschnitt des Gutsstrangs zu verhindern und des weiteren zu vermeiden, daß bei einer Aufwärtsbewegung des Antriebsarms 9 die letzte abgeschnittene Scheibe (bzw. auch die zuvor abgeschnittenen) aufgrund der Reibung zwischen der Scheibe und dem Arm nach oben gefördert und von einer Aufstandsfläche 10 eines Schachtbodens 11 abgehoben werden, ist der Schachtboden 11 um einen Winkel α zur Horizontalen bzw. zur Vorschubrichtung (Pfeil 12) geneigt.
- Um ein Umkippen der abgeschnittenen Scheiben zu verhindern, ist die ebenfalls als Entnahmeschacht ausgebildete Aufnahmeeinrichtung 4, mit der sich im wesentlichen über die gesamte Länge des Entnahmeschachts erstreckenden Stützeinrichtung 5 versehen. Diese besteht aus einer mit dem Entnahmeschacht verbundenen Führungsstange 13, einer Führungsmuffe 14, einem U-förmigen Bügel 15 sowie einer an dessen unterem Schenkel befestigten plattenförmigen Stützelement 16.
- Die Führungsstange 13 ist an beiden Enden mit Hilfe von Schrauben 17 mit Befestigungslaschen 18 verbunden, die ihrerseits mit einer vertikalen Wand 19 des Entnahmeschachts verschweißt sind.
- Die Führungsmuffe 14 ist entlang der Führungsstange 13 zwischen den Befestigungslaschen 18 verschiebbar, wobei die Lagerung der Führungsmuffe 14 über Wälzkörper erfolgt, um die Reibungskräfte zu minimieren.
- Der mit seiner Basislinie vertikal und mit seinen beiden Schenkeln horizontal ausgerichtete Bügel 15 ist mit einem Ende mit einem Halteblech 20 an der Führungsmuffe 14 befestigt. Aufgrund eines Langlochs 21 läßt sich der Bügel um einen gewissen Winkelbetrag verschwenken.
- An seinem unteren Schenkel trägt der Bügel 15 ein ebenfalls mit einem Langloch 22 versehenes Stützblech 23, das an dem Schachtboden 11 anliegt. Das Stützelement 16 ist endseitig mit zwei Haltelaschen 24 versehen, in denen jeweils eine Lagerbohrung zur Aufnahme des unteren Schenkels des Bügels 15 vorhanden ist. Eine mögliche Schwenkbewebung des Stützelements 16 wird durch ein Anschlagelement 25 verhindert, das sich lediglich innerhalb des Langlochs 22 bewegen kann.
- In eine horiziontal verlaufende Gewindebohrung innerhalb der Führungsmuffe 14 ist von Seiten der Wand 19 des Entnahmeschachts her ein als handelsübliches Bauteil erhältliches Druckstück 25, das mit einem entsprechenden Außengewinde versehen ist, eingeschraubt. Das in den Figuren 4 und 5 näher gezeigte Druckstück 25 besteht aus einem hülsenförmigen mit einem Außengewinde versehenen Körper 26, in dem ein mit einer Feder 27 vorgespannter Druckbolzen 28 in axialer Richtung verschiebbar gelagert ist. Die Feder 27 stützt sich auf der dem Druckbolzen 28 abgewandten Seite an einem Stopfen 29 ab, der mit einem Außengewinde versehen ist und in eine entsprechende Gewindebohrung des Körpers 26 einschraubbar ist. Zu diesem Zweck weist der Stopfen 29 an seiner nach außen weisenden Stirnseite einen Innensechskant 30 auf. Eine Stufe 31 an dem Druckbolzen 28 verhindert in Verbindung mit einer entsprechenden Stufe 32 am Ende des Körpers, daß der Druckbolzen 28 austreten kann. Ein nach außen tretender Kopf 33 des aus einem Kunststoffmaterial bestehenden Druckbolzens 28 ist halbkugelförmig ausgebildet.
- Um ein Einschrauben des Druckstücks 25 in Sackbohrungen zu ermöglichen, ist dieser an seiner in Figur 5 sichtbaren Stirnseite mit einem durch den Druckbolzen 28 unterbrochenen Schlitz 34 versehen, der eine Drehmomenteinleitung mit Hilfe eines speziellen Schraubendrehers erlaubt.
- Wie aus Figur 2 zu erkennen ist, liegt der Kopf 33 des Druckbolzens 28 in den drei rechts dargestellten Stellungen der Führungsmuffe 14 an der Wand 19 des Entnahmeschachts an. Aufgrund eines in der Zeichnung nur schwer erkennbaren Winkels zwischen der Mittellinie 35 der Führungsstange 13 und der Wand 19 des Entnahmeschachts, ändert sich bei einer Verschiebung der Führungsmuffe 14 die Vorspannung, mit der der Druckbolzen 28 anliegt.
- In der in Figur 3 mit A bezeichneten Stellung der Führungsmuffe 14 ist die Entfernung zwischen der Führungsstange 13 und der Wand 19 minimal, so daß der Druckbolzen 28 mit maximaler Vorspannung anliegt. In Figur 2 ist diese Stellung der Führungsmuffe 14 sowie die damit korrespondierende Stellung des Stützelements 16, die beim Beginn des Schneidvorgangs eingenommen wird, ebenfalls angedeutet.
- Wiederum aus Figur 3 ist ersichtlich, daß die Vorspannung der Führungsmuffe 14 bei einer Verschiebung von der Schneideinrichtung 3 weg über eine mit B bezeichnete Zwischenstellung bis zu einer mit C bezeichneten Stellung kontinuierlich abnimmt. Bewegt sich die Führungsmuffe 14 ausgehend von der mit C bezeichneten Stellung weiter nach links, so geht die Anlage des Kopfes 33 des Druckbolzens 28 verloren, so daß keine Reibkraft zwischen dem Druckbolzen 28 und der Wand 19 mehr auftritt. Bis zum Erreichen des Anschlags in Form der linken Haltelasche 18, wirkt einer Verschiebung des Stützelements 16 lediglich die Reibung zwischen der Führungsmuffe 14 und der Führungsstange 13 sowie zwischen dem Stützblech 23 und dem Schachtboden 11 entgegen. Aufgrund der Neigung der Führungsstange 13 um den Winkel α in bezug zur Horizontalen wirkt ein Anteil der Gewichtskraft unterstützend auf die Verschiebung der Führungsmuffe 14.
- Wie sich der Figur 2 entnehmen läßt, ist die Führungsstange 13 aufgrund von Langlöchern in beiden Haltelaschen 18 an beiden Enden parallel zu den Pfeilen 36 verschiebbar, so daß die anfängliche Vorspannung des Druckbolzens 28 sowie die Entfernung der Position C, ab der der Druckbolzen 28 aufgrund der Anlage seiner Stufe 31 den Kontakt mit der Wand 19 verliert, individuell einstellbar ist.
- Die Durchführung des erfindungsgemäßen Schneidverfahrens mit der vorstehend beschriebenen Vorrichtung 1 läuft wie folgt ab:
- Das Stützelement 16 befindet sich zusammen mit dem Bügel 15 und der Führungsmuffe 14 in der in Figur 2 mit A bezeichneten Stellung, die auch in Figur 1 angedeutet ist. Die erste abgeschnittene Scheibe wird aufgrund der großen Reibkraft zwischen dem Druckbolzen 28 und der Wand 19 des Entnahmeschachts, die einer Verlagerung des Stützelements 16 entgegenwirkt, sicher abgestützt. Mit dem Vorschub des Brotlaibs wird über die bereits abgeschnittene Scheibe bzw. die bereits abgeschnittenen Scheiben die Vorschubkraft auf das Stützelement 16 übertragen, woraus entgegen der Reibungskraft an dem Druckbolzen 28 auch eine Verschiebung der Führungsmuffe 14 und damit des Stützelements 16 resultiert. Während die Reibungskraft zwischen dem Druckbolzen 28 und der Wand 19 des Entnahmeschachts mit zunehmender Entfernung des Stützelements 16 von der Schneideinrichtung 3 kontinuierlich abnimmt, nimmt die Reibungskraft, die zur Verschiebung der zwischenzeitlich abgeschnittenen Scheiben entlang der Oberfläche 10 des Schachtbodens 11 erforderlich ist, kontinuierlich zu.
- Ab der in Figur 2 mit C bezeichneten Stellung ist die von dem bereits aufgebauten Scheibenpaket aufnehmbare Stützkraft hinreichend groß, um beim Abschneiden der nächsten Scheibe einen unbeabsichtigten weiteren Vorschub der Führungsmuffe 14 zu verhindern. Die zwischen dem Druckbolzen 28 und der Wand 19 des Entnahmeschachts auftretende Reibungskraft ist daher in dieser Stellung bis auf null abgesunken.
Claims (13)
- Verfahren zum Schneiden eines Gutsstrangs in Scheiben, bei dem der Gutsstrang kontinuierlich oder taktweise im wesentlichen in horizontaler Richtung auf eine Schneideinrichtung vorgeschoben wird, mit der mittels eines sich in einer im wesentlichen vertikalen Ebene bewegenden Schneidorgans nacheinander Scheiben von dem Gutsstrang abgeschnitten werden, die in einer Aufnahmeeinrichtung von dem Schneidorgan in Form eines sich scheibenweise verlängernden Scheibenpakets weggeführt werden, wobei die erste von dem Gutsstrang abgeschnittene Scheibe von einem Stützelement einer Stützeinrichtung abgestützt wird, das synchron mit der Vorschubgeschwindigkeit des Scheibenpakets von dem Schneidorgan weggeführt wird, dadurch gekennzeichnet, daß die der Verlagerung des Stützelements entgegenwirkende Stützkraft mit zunehmender Entfernung des Stützelements von dem Schneidorgan abnimmt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die entgegenwirkende Stützkraft linear mit der Verlagerung des Stützelements abnimmt.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Stützkraft in einer bestimmten Entfernung des Stützelements von dem Schneidorgan einen Minimalwert annimmt, der bei einer weiteren Entfernung konstant bleibt.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Stützkraft durch Reibung zwischen einem bewegten Bauteil der Stützeinrichtung und einem feststehenden Bauteil der Aufnahmeeinrichtung erzeugt wird.
- Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben mit einer Zuführeinrichtung für den Gutsstrang, mit der dieser im wesentlichen in horizontaler Richtung einer Schneideinrichtung zuführbar ist, die ein im wesentlichen vertikal ausgerichtetes Schneidorgan aufweist, mit dem von dem Gutsstrang nacheinander Scheiben abschneidbar sind, und einer Aufnahmeeinrichtung, in der ein sich scheibenweise verlängerndes Scheibenpaket von der Schneideinrichtung wegführbar ist, wobei die erste abgeschnittene Scheibe des Gutsstrangs von einem Stützelement einer Stützeinrichtung abstützbar ist, das synchron mit dem Scheibenpaket in Vorschubrichtung von dem Schneidorgan weg verlagerbar ist, dadurch gekennzeichnet, daß die der Verlagerung des Stützelements (16) entgegenwirkende Stützkraft mit zunehmender Entfernung des Stützelements (16) von dem Schneidorgan (7) abnimmt.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, daß die Stützkraft linear mit der Verlagerung des Stützelements (16) abnimmt.
- Vorrichtung nach einem der Ansprüche 5 oder 6, dadurch gekennzeichnet, daß die Stützeinrichtung (5) eine Führungseinrichtung aufweist, an der das Stützelement (16) entlangführbar ist, wobei zwischen einem bewegbaren Bauteil der Stützeinrichtung (5) und einem feststehenden Bauteil der Aufnahmeeinrichtung (4) oder der Führungseinrichtung eine Reibkraft auftritt.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß die Führungseinrichtung als Führungsstange (13) ausgebildet ist, an der das Stützelement (16) mit einer Führungsmuffe (14) verschiebbar ist, wobei zwischen der Führungsmuffe (14) und einer Wand (19) eines Schachts der Aufnahmeeinrichtung (4) eine Reibkraft auftritt.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, daß die Führungsstange (13) mit der Wand (19) des Schachts einen Winkel einschließt und die Reibkraft durch ein federbelastetes an der Führungsmuffe (14) angeordnetes Reibelement hervorgerufen wird.
- Vorrichtung nach Anspruch 9, dadurch gekennzeichnet, daß das Reibelement ab einer bestimmten Entfernung der Führungsmuffe (14) von dem Schneidorgan (7) vollständig von der Wand (19) des Schachts abgehoben ist.
- Vorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet, daß der Winkel zwischen der Führungsstange (13) und der Wand (19) des Schachts einstellbar ist.
- Vorrichtung nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, daß das Reibelement als Druckbolzen (28) eines Druckstücks (25) ausgebildet ist, das in eine Bohrung der Führungsmuffe (14) einschraubbar ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, daß der Druckbolzen (28) aus Kunststoff besteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE1998120492 DE19820492C1 (de) | 1998-05-07 | 1998-05-07 | Verfahren und Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben |
| DE19820492 | 1998-05-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0955136A2 true EP0955136A2 (de) | 1999-11-10 |
| EP0955136A3 EP0955136A3 (de) | 2002-01-23 |
Family
ID=7867012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99108034A Withdrawn EP0955136A3 (de) | 1998-05-07 | 1999-04-23 | Verfahren und Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0955136A3 (de) |
| DE (1) | DE19820492C1 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012216358B3 (de) * | 2012-09-14 | 2013-09-19 | Uwe Reifenhäuser | Verfahren und Vorrichtung zum Schneiden von Brot in Scheiben |
| DE102012216379A1 (de) | 2012-09-14 | 2014-03-20 | Uwe Reifenhäuser | Vorrichtung zum Schneiden von Brot in Scheiben |
| DE102013203990A1 (de) | 2013-03-08 | 2014-09-11 | Uwe Reifenhäuser | Verfahren sowie Vorrichtung zum Schneiden von Brot in Scheiben |
| EP2708337B1 (de) | 2012-09-14 | 2015-01-28 | Uwe Reifenhäuser | Verfahren zum Schneiden von Brot sowie zugehörige Vorrichtung |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB464310A (en) * | 1936-04-22 | 1937-04-15 | Us Slicing Machine Co | Improvements relating to slicing-machine slice-receiving trays |
| US2242935A (en) * | 1938-07-28 | 1941-05-20 | Us Slicing Machine Co | Slicing machine |
| DE1219639B (de) * | 1964-01-17 | 1966-06-23 | Hermann Scharfen Maschinenfabr | Scheibenschneidemaschine, insbesondere Brotschneidemaschine fuer Gewerbebetriebe |
-
1998
- 1998-05-07 DE DE1998120492 patent/DE19820492C1/de not_active Expired - Fee Related
-
1999
- 1999-04-23 EP EP99108034A patent/EP0955136A3/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| DE19820492C1 (de) | 1999-08-12 |
| EP0955136A3 (de) | 2002-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0077932B1 (de) | Vorrichtung zum nietartigen Verbinden von Blechen | |
| DE2154000A1 (de) | Verfahren und Vorrichtung zur Herstellung eines Gerichts | |
| EP0093318A2 (de) | Entschwartungsmaschine | |
| DE2718028C2 (de) | Semmelschneidmaschine | |
| DE2208642A1 (de) | Verfahren und maschine zum zerschneiden von fleischscheiben | |
| DE19820492C1 (de) | Verfahren und Vorrichtung zum Schneiden eines Gutsstrangs in Scheiben | |
| EP1285581A2 (de) | Verfahren und System zur Bildung gewickelter Teigprodukte, insbesondere Croissant-Wickel, aus einem flachen, zugeschnittenen Teigstück | |
| EP1704971B1 (de) | Verfahren und Vorrichtung zum Schneiden von strangförmigen Lebensmitteln | |
| DE3926588C1 (de) | ||
| EP0166340A2 (de) | Vorrichtung zum Aufnehmen eines flexiblen flächigen Werkstückes von einer Unterlage | |
| DE3020671C2 (de) | ||
| DE69311027T2 (de) | Rotierendes Schneidwerkzeug, insbesondere zum Schneiden von Tabak | |
| EP1704973B2 (de) | Verfahren und Vorrichtung zum Schneiden von strangförmigen Lebensmitteln | |
| DD141485A5 (de) | Verfahren zum kontinuierlichen schneiden einer tafel | |
| DE3615381C2 (de) | Fuehrungsvorrichtung fuer den messerbalken einer schere zur blechbearbeitung | |
| DE3909639C2 (de) | ||
| DE102014117848B3 (de) | Längsschneiden eines Bandes einer weichen Lebensmittelmasse | |
| DE2109216A1 (de) | Vorrichtung zum Anbringen von Formlöchern in einem Blechband | |
| EP1145654B1 (de) | Schälvorrichtung | |
| DE2205714B1 (de) | Vorrichtung zum abschneiden einzelner, jeweils einer lasche entsprechender abschnitte von einem in gestalt eines fortlaufenden bandes zugefuehrten laschenmaterial fuer die endlos-formularsatzherstellung | |
| DE1296501B (de) | Vorrichtung zum Aufbringen von Klebestreifenabschnitten auf ein be-wegliches Werkstueck | |
| DE2822771C2 (de) | Vorrichtung zum Herstellen von an den Stirnseiten angefasten Dübeln aus runden Holzstäben | |
| DE69014720T2 (de) | Aufschnittmaschine. | |
| DE3617480A1 (de) | Speckentschwartungsmaschine | |
| DE20120234U1 (de) | Maschine zum Schneiden von Brot und vergleichbarer Nahrungsmittel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE Kind code of ref document: A2 Designated state(s): GB |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: GB |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20020724 |
|
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1024442 Country of ref document: HK |