EP0946314B1 - Dosierofen - Google Patents
Dosierofen Download PDFInfo
- Publication number
- EP0946314B1 EP0946314B1 EP97951076A EP97951076A EP0946314B1 EP 0946314 B1 EP0946314 B1 EP 0946314B1 EP 97951076 A EP97951076 A EP 97951076A EP 97951076 A EP97951076 A EP 97951076A EP 0946314 B1 EP0946314 B1 EP 0946314B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- probe
- pressure
- liquid metal
- vessel
- level
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000000523 sample Substances 0.000 claims abstract description 47
- 229910001338 liquidmetal Inorganic materials 0.000 claims abstract description 33
- 238000007599 discharging Methods 0.000 claims abstract 2
- 229910052751 metal Inorganic materials 0.000 claims description 35
- 239000002184 metal Substances 0.000 claims description 35
- 239000000919 ceramic Substances 0.000 claims description 12
- 230000004044 response Effects 0.000 claims description 5
- 238000001514 detection method Methods 0.000 claims description 4
- 230000035945 sensitivity Effects 0.000 claims description 3
- 239000007789 gas Substances 0.000 description 13
- 229910052782 aluminium Inorganic materials 0.000 description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- 230000008859 change Effects 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 239000012528 membrane Substances 0.000 description 6
- 238000005070 sampling Methods 0.000 description 6
- 239000000463 material Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000009434 installation Methods 0.000 description 3
- 238000012935 Averaging Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 230000009760 functional impairment Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
- B22D39/06—Equipment for supplying molten metal in rations having means for controlling the amount of molten metal by controlling the pressure above the molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D2/00—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass
- B22D2/003—Arrangement of indicating or measuring devices, e.g. for temperature or viscosity of the fused mass for the level of the molten metal
Definitions
- the invention relates to a dosing furnace with a Vessel for holding liquid metal and a device for detecting a level of liquid metal in a vessel.
- Adjustment aids which have a reproducible scanning enable.
- the needle should be accurate for a well reproducible dosage the outlet position of the liquid metal at the outlet edge of the dosing tube (needle and outlet edge must sit at the same height).
- the capture is in practice not only by the above Maintenance and repair work on the Metal needle shifted but also through the exchange of the metering tube, the installation height of which directly Position of the outlet edge determined. Due large manufacturing tolerances in the refractory sector can the installation of a new dosing tube as well a new seal, etc. the outlet edge by up to Move 10 mm vertically.
- the scanning position is shifted in relation to the outlet edge by the above Measures of, for example, 5 mm a change of the dosed metal weight of typically 4%. A dosing accuracy of 1 to 2% is required. Due to poor access and the heat that prevails in the scanning area, in practice Do not readjust the needle, but it will Pressure or time parameters of the dosage or with us the dosage weight, which is known according to the integral method (Pressure over time) is determined, changed, to compensate for the falsification of the dosing weight. This has the disadvantage that founders who die Dosing parameters of different castings saved have corrections to these saved again and again Must make values since the sampling ratios and so that the dosage does not remain constant.
- DE-OS 44 20 712 is also a sensor arrangement to measure the level of liquid metal known in which the sensor made of electrically conductive There is ceramic and in the wall of the vessel or one Riser pipe is inserted flush.
- JP-A-05099726 considered. This reveals one in the wall a tundish filled with molten metal, open to the inside of the tundish Pipe with the pipe opening below the top edge the molten metal is arranged. From the Gas is blown into the melt into the tube. The through the metal melt generated back pressure (by which the level of the molten metal can be concluded can) in the tube with a pressure measuring device detected.
- the invention has for its object a metering oven with a vessel for holding liquid metal and a device for detecting a level to create liquid metal in a vessel, being the device has a predetermined high level Accuracy recorded.
- the pressure measuring device as a pressure wave switch to capture a when closing the Probe opening occurring through liquid metal Pressure response wave within the probe and delivery of a corresponding signal is executed and the Probe into the wall of one provided in the vessel Riser is fixed, becomes a simple one Device for detecting the level of liquid Metal is provided that is inexpensive and still with certainty a certain one Level detected.
- the tube or the probe can be in the Wall or the riser pipe of a dosing furnace firmly inserted be, when passing the liquid level the desired signal is given on the riser becomes.
- the probe is made of ceramic, this leads to the possibility of metal deposits on the probe is minimized (especially with the Material combination ceramic / aluminum). Should nevertheless thin deposits (e.g. due to the roughness of the probe), this leads to the invention Probe does not lead to a functional impairment, while with measuring systems based on electrical Contacting based, already thin deposits can cause a complete failure.
- Ceramic Probe with an inner diameter of less than 2 mm to provide. Because of the surface tensions that arise, of liquid aluminum on the Ceramic, the probe then remains (even if there is no Gas flow) not through liquid aluminum locked.
- the pressure measuring device one in the pressure sensitivity adjustable pressure wave switch for Measurement of a pressure response wave from the probe escaping gas.
- the pressure response wave when the probe reaches (or closes) through a mirror of liquid metal is created Example as a signal to close a feed valve used in the dosing furnace.
- the adjustability of the Pressure wave switch enables easy, too possible adjustment to the conditions during operation of the respective installation location.
- the Dosing furnace several devices for detecting a Level of liquid metal, each containing one Have a probe with an outlet opening. Lie these outlet openings (with respect to a resting one Level of the liquid metal) side by side, so is in the case of a moving surface of the liquid Metal level by appropriate averaging the pressures measured in the probes, are these outlet openings one above the other, is level determination possible within wide limits.
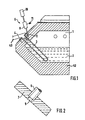
- a dosing furnace 1 with a vessel 12, in the liquid metal, for example aluminum, in a bath 2 is added.
- a riser pipe 3 is used, which through the wall 4th of the dosing furnace 1 is led to the outside.
- liquid metal is metered out.
- This can (according to a sensor device) through regulated pressurization inside the Vessel 12 is made to liquid metal through the To drive riser pipe 3 into a discharge pipe 13.
- the drain pipe 13 fills the molten metal, preferably Aluminum, for example in molds intended for this purpose. It is important that the amount of the vessel 12 expelled molten metal on the Volume of the molds is matched. For dosing it is necessary that the height of the metal column in the dosing furnace (or in the riser 3) exactly is detected, with a pneumatic for this detection Sensor device 6 is used.
- the pneumatic sensor device has a Tube-trained probe 5, which is preferably made of Ceramic exists, and that according to FIG. 2 in the wall 7 of the riser pipe 3 is used.
- a Tube-trained probe 5 which is preferably made of Ceramic exists, and that according to FIG. 2 in the wall 7 of the riser pipe 3 is used.
- This is for example in the wall 7 designed as a stepped bore Bore 8 provided, being in the bore part with a larger diameter the end of the probe 5 from pressed into the riser wall 7 and / or glued on the outside and the smaller diameter of the Stepped bore 8 approximately the inner diameter of the Tube 5 corresponds.
- the probe 5 is via a pressure measuring device 9 connected to a gas source 10.
- the gas source supplies gas at a certain pressure to the probe 5, which from its front end and through the hole 8 flows out.
- Pressure curve when approaching or increasing the Level is measured and there is a pressure threshold determined at which the level a predetermined assignment to the end of the probe 5.
- the pressure measuring device 9 then indicates a corresponding signal its output 11 to the further evaluation control / regulating devices.
- the adjustment of the pressure sensitivity is easy by adjusting the distance of the fixed Contact to the membrane with the help of a screw, which is provided with a scale. Depending on the position the screw is the fixed contact more or less far from the membrane contact, so that more or less pressure is applied to bring both contacts into contact.
- Probe 5 Since it, for example during a metering process from the Vessel 12 or riser pipe 3 and the discharge pipe 13 in a mold to close the bore 8 or Probe 5 can provide protection against clogging to provide these openings. This is first by a back pressure caused by the gas source given, which ensures when the bore 8 is closed, that the probe does not fill with molten metal. Moreover can with a suitable choice of materials Probe or the surrounding or enclosing components (Riser pipe, a section of the wall of the vessel) the accumulation of molten metal largely prevented become.
- Inner diameter of the probe 5 or as a connection hole 8 holes of less than 2 mm and a suitable material combination (ceramics for the parts of the metal which come into contact with the molten metal Probe 5 and the connection hole 8 containing Component, in this case the riser 3) is a Closure made difficult by molten metal. by virtue of that occurs with certain material pairings Surface tensions, for example between the ceramics and liquid aluminum, here is a closure even excluded. This is for the present Invention of vital importance, especially at On the basis of the fact that, for example in the form of casting, even the smallest voids are filled with molten metal become.
- In another embodiment of the present Invention can use multiple detection devices of a level of liquid metal in one Dosing furnace can be provided. Any of these devices each has its own probe with an outlet opening on. Are these outlet openings (regarding a resting level of the liquid metal) side by side, so in the case of a moving one Surface of the liquid metal (e.g. during a filling process in the dosing furnace) the level by suitable Averaging can be recorded. So that are possible Incorrect measurements due to a moving metal level largely excluded. However, it is also possible, the above-mentioned outlet openings one above the other to be arranged so as to determine the level within wide limits.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Measurement Of Levels Of Liquids Or Fluent Solid Materials (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Vending Machines For Individual Products (AREA)
- Medicines Containing Plant Substances (AREA)
- Peptides Or Proteins (AREA)
- Valve-Gear Or Valve Arrangements (AREA)
- Commercial Cooking Devices (AREA)
- Noodles (AREA)
Description
- Fig. 1
- schematisch einen Schnitt durch einen Dosierofen mit Steigrohr, und
- Fig. 2
- eine vergrößerte Teilansicht des Endes der in die steigrohrwand eingesetzten rohrförmigen Sonde.
Claims (7)
- Dosierofen (1) mit einem Gefäß (12) zur Aufnahme flüssigen Metalls und einer Vorrichtung zum Erfassen eines Pegels von flüssigem Metall in einem Gefäß, wobei eine als Rohr ausgeführte Sonde (5) mit einer Gasquelle (10) zur Ausströmung eines Gases aus der Gasquelle durch die Sonde und aus ihrer Austrittsöffnung heraus verbunden ist und eine Druckmeßvorrichtung (9) zur Erfassung eines Druckzustandes innerhalb der Sonde (5) in Abhängigkeit von einem durch einen Pegel des flüssigen Metalls bedingten Gegendruck vorgesehen ist,
dadurch gekennzeichnet, daß die Druckmeßvorrichtung (9) als Druckwellenschalter zur Erfassung einer beim Verschließen der Sondenöffnung durch flüssiges Metall auftretenden Druckansprechwelle innerhalb der Sonde (5) und Abgabe eines entsprechenden Signals ausgeführt ist und die Sonde (5) in die Wand eines in dem Gefäß (12) vorgesehenen Steigrohres (3) fest eingesetzt ist. - Dosierofen nach Anspruch 1, dadurch gekennzeichnet, daß die Sonde und/oder das Steigrohr (3) aus Keramik bzw. im Wesentlichen aus Keramik bestehen.
- Dosierofen nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, daß die Sonde (5) in eine Bohrung (8) eingepreßt und/oder eingeklebt ist.
- Dosierofen nach Anspruch 2 und/oder Anspruch 3, dadurch gekennzeichnet, daß die Austrittsöffnung der Sonde (5) und/oder die Bohrung (8) einen Innendurc messer von unter 5 mm, vorzugsweise von unter 2 mm, aufweisen.
- Dosierofen nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Druckwellenschalter in der Druckempfindlichkeit einstellbar ist.
- Dosierofen nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß eine erste und eine zweite Vorrichtung zum Erfassen eines Pegels von flüssigem Metall vorgesehen sind, die eine erste und eine zweite Sonde mit einer ersten und einer zweiten Austrittsöffnung aufweisen.
- Dosierofen nach Anspruch 6, dadurch gekennzeichnet, daß die erste Austrittsöffnung bezüglich eines ruhenden Pegels des flüssigen Metalls über oder neben der zweiten Austrittsöffnung liegt.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19647713 | 1996-11-11 | ||
| DE19647713A DE19647713C2 (de) | 1996-11-11 | 1996-11-11 | Vorrichtung zur Erfassung eines Pegels von flüssigem Metall |
| PCT/DE1997/002663 WO1998020996A1 (de) | 1996-11-11 | 1997-11-10 | Dosierofen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0946314A1 EP0946314A1 (de) | 1999-10-06 |
| EP0946314B1 true EP0946314B1 (de) | 2003-06-25 |
Family
ID=7812052
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97951076A Expired - Lifetime EP0946314B1 (de) | 1996-11-11 | 1997-11-10 | Dosierofen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6303073B1 (de) |
| EP (1) | EP0946314B1 (de) |
| JP (1) | JP4327908B2 (de) |
| AT (1) | ATE243580T1 (de) |
| BR (1) | BR9713002A (de) |
| CA (1) | CA2271207C (de) |
| DE (2) | DE19647713C2 (de) |
| ES (1) | ES2201336T3 (de) |
| WO (1) | WO1998020996A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2283950A1 (de) | 2009-08-12 | 2011-02-16 | Strikowestofen Gmbh | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall |
| EP3189913A1 (de) | 2016-01-08 | 2017-07-12 | StrikoWestofen GmbH | Vorrichtung und verfahren zum dosieren von geschmolzenem werkstoff |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3311937A1 (de) * | 2016-10-21 | 2018-04-25 | StrikoWestofen GmbH | Steigrohranordnung zur erfassung eines pegels einer metallschmelze |
| CN109959421B (zh) * | 2017-12-25 | 2023-04-07 | 博世热力技术(上海)有限公司 | 水位检测装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD135097B1 (de) * | 1978-03-27 | 1980-08-27 | Lothar Schlaupitz | Vorrichtung zur ueberwachung und steuerung des fuellstandes in fluessigkeitsbehaeltern |
| GB1585151A (en) * | 1978-05-31 | 1981-02-25 | Westofen Gmbh | Ovens |
| JPH01245120A (ja) * | 1988-02-09 | 1989-09-29 | Westofen Gmbh | 流動可能な媒体を計量する方法及び装置 |
| JPH0599726A (ja) * | 1991-05-30 | 1993-04-23 | Kawasaki Steel Corp | タンデイツシユ溶湯面レベル検知方法 |
| JPH06587A (ja) * | 1992-06-23 | 1994-01-11 | Nippon Steel Corp | 複層鋳片の連続鋳造における溶融金属の境界層レベル測定方法および境界層レベル制御方法 |
| DE4318252A1 (de) * | 1993-06-02 | 1994-12-08 | Friedhelm Prof Dr Ing Kahn | Verfahren und Vorrichtung zum Giessen von Bauteilen |
| DE4420712C2 (de) * | 1994-06-14 | 1998-07-16 | Strikfeldt & Koch | Vorrichtung zum Erfassen eines Pegels von flüssigem Metall |
-
1996
- 1996-11-11 DE DE19647713A patent/DE19647713C2/de not_active Expired - Lifetime
-
1997
- 1997-11-10 CA CA002271207A patent/CA2271207C/en not_active Expired - Fee Related
- 1997-11-10 ES ES97951076T patent/ES2201336T3/es not_active Expired - Lifetime
- 1997-11-10 AT AT97951076T patent/ATE243580T1/de not_active IP Right Cessation
- 1997-11-10 BR BR9713002-8A patent/BR9713002A/pt not_active IP Right Cessation
- 1997-11-10 DE DE59710352T patent/DE59710352D1/de not_active Expired - Lifetime
- 1997-11-10 JP JP52205298A patent/JP4327908B2/ja not_active Expired - Lifetime
- 1997-11-10 WO PCT/DE1997/002663 patent/WO1998020996A1/de active IP Right Grant
- 1997-11-10 EP EP97951076A patent/EP0946314B1/de not_active Expired - Lifetime
- 1997-11-10 US US09/297,992 patent/US6303073B1/en not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2283950A1 (de) | 2009-08-12 | 2011-02-16 | Strikowestofen Gmbh | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall |
| DE102009037368A1 (de) | 2009-08-12 | 2011-02-17 | Strikowestofen Gmbh | Verfahren und Vorrichtung zum Dosieren von geschmolzenem Metall |
| EP3189913A1 (de) | 2016-01-08 | 2017-07-12 | StrikoWestofen GmbH | Vorrichtung und verfahren zum dosieren von geschmolzenem werkstoff |
| WO2017118722A1 (de) | 2016-01-08 | 2017-07-13 | Strikowestofen Gmbh | Vorrichtung und verfahren zum dosieren von geschmolzenem werkstoff |
Also Published As
| Publication number | Publication date |
|---|---|
| AU733931B2 (en) | 2001-05-31 |
| DE19647713A1 (de) | 1998-05-14 |
| ES2201336T3 (es) | 2004-03-16 |
| CA2271207A1 (en) | 1998-05-22 |
| CA2271207C (en) | 2006-09-12 |
| DE59710352D1 (de) | 2003-07-31 |
| AU5476098A (en) | 1998-06-03 |
| BR9713002A (pt) | 2000-01-25 |
| US6303073B1 (en) | 2001-10-16 |
| JP2001504218A (ja) | 2001-03-27 |
| DE19647713C2 (de) | 2000-01-05 |
| ATE243580T1 (de) | 2003-07-15 |
| WO1998020996A1 (de) | 1998-05-22 |
| JP4327908B2 (ja) | 2009-09-09 |
| EP0946314A1 (de) | 1999-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2937692A2 (de) | Ölqualitätssensor und frittiervorrichtung mit einem solchen ölqualitätssensor | |
| DE2433060C2 (de) | Verfahren zum Vergießen vorbestimmter Mengen schmelzflüssigen Metalls und Einrichtung zur Durchführung ' dieses Verfahrens | |
| DE3416127A1 (de) | Vorrichtung und verfahren zur einstellung volumetrischer hohlraeume zum gravimetrischen dosieren von fluessigkeiten | |
| EP0946314B1 (de) | Dosierofen | |
| EP1832362B1 (de) | Vakuumdruckgussanlage und Verfahren zum Betrieb | |
| EP1881316A2 (de) | Vorrichtung und Verfahren zum Bestimmen der Dichte einer Flüssigkeit | |
| DE102012019743B3 (de) | Niederschlagssensor | |
| DE4402463C2 (de) | Vorrichtung zur diskontinuierlichen Erfassung der Dicke einer Schicht auf einer Metallschmelze | |
| DE102009014311A1 (de) | Verfahren zur Überwachung und/oder Steuerung und/oder Regelung von Funktionen von und bei Spritzgiessmaschinen | |
| DE3346650A1 (de) | Verfahren und vorrichtung zum bestimmen und regeln eines niveaus einer metallschmelze | |
| DE102018105900B4 (de) | Wellenlötmaschine und Verfahren zur Bestimmung der Höhe der Lötwelle | |
| DE2500161A1 (de) | Elektrodeneinrichtung fuer ein geraet zur pruefung der unverletztheit einer durchgangslochplattierung bei schaltungsplatten | |
| DE2634971A1 (de) | Einrichtung zur kontinuierlichen bestimmung des kohlendioxidgehaltes einer durch eine leitung stroemenden fluessigkeit, insbesondere eines getraenkes | |
| EP2018540A1 (de) | Tauchsonde für lips-vorrichtungen | |
| DE19751377C2 (de) | Prüfvorrichtung | |
| EP0602629A1 (de) | Wasserarmatur, insbesondere Wassermischarmatur mit Durchflussmesseinrichtung | |
| WO2019243185A1 (de) | Verfahren zur online-erfassung der rheologie von thermoplastischem und/oder elastomerem material zur herstellung von spritzgussteilen | |
| DE3146360C2 (de) | Vorrichtung zur Badspiegel-Höhenregelung in einer Stranggießkokille | |
| DE1598471C3 (de) | Verfahren und Vorrichtung zur Herstellung einer Probe bestimmter Gestalt und Dichte eines fein zerteilten Materials | |
| DE102022214165B3 (de) | Kaffeezubereitungseinrichtung und Verfahren zur Ermittlung einer Verpresskraft und eines Brühdrucks mit einer solchen Kaffeezubereitungseinrichtung | |
| EP1602901B1 (de) | Verfahren und Vorrichtung zur Messung der Niveauhöhe einer Metallschmelze | |
| EP0009500A1 (de) | Messvorrichtung für kokillen von stranggussanlagen für metall, insb. für stahl | |
| EP1942344A1 (de) | Verfahren und eine Vorrichtung zur Untersuchung eines Materialverhaltens in einem Baustoff | |
| DE630108C (de) | Vorrichtung zum Pruefen von Blechen auf Tiefziehfaehigkeit | |
| DE10162286A1 (de) | Vorrichtung zur Bestimmung des Volumens eines Gases bei Atmosphärendruck |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990505 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 20000706 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: STRIKOWESTOFEN GMBH |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 59710352 Country of ref document: DE Date of ref document: 20030731 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: TROESCH SCHEIDEGGER WERNER AG |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2201336 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040326 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20071127 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20081113 Year of fee payment: 12 Ref country code: CH Payment date: 20081114 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20081114 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20081110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081110 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20100601 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100601 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20161118 Year of fee payment: 20 Ref country code: DE Payment date: 20161129 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20161114 Year of fee payment: 20 Ref country code: IT Payment date: 20161123 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59710352 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20171111 |