EP0915741B1 - Vorrichtung und verfahren zur lackierung - Google Patents
Vorrichtung und verfahren zur lackierung Download PDFInfo
- Publication number
- EP0915741B1 EP0915741B1 EP97941919A EP97941919A EP0915741B1 EP 0915741 B1 EP0915741 B1 EP 0915741B1 EP 97941919 A EP97941919 A EP 97941919A EP 97941919 A EP97941919 A EP 97941919A EP 0915741 B1 EP0915741 B1 EP 0915741B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lacquering
- paint
- spray
- small containers
- lacquer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/1463—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet separate containers for different materials to be sprayed being moved from a first location, e.g. a filling station, where they are fluidically disconnected from the spraying apparatus, to a second location, generally close to the spraying apparatus, where they are fluidically connected to the latter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/20—Arrangements for spraying in combination with other operations, e.g. drying; Arrangements enabling a combination of spraying operations
Definitions
- the invention relates to a device for painting or a painting line, and a process for painting that can be carried out, in particular in industrial Scale manufactured goods or their parts such as motor vehicle bodies or their parts.
- a device according to the preamble of claim 1 is known from EP-A-274 322 known.
- the invention is illustrated, for example, by the painting of Motor vehicle bodies described, but of course also on the paint job of industrial goods, such as refrigerators and other devices.
- the automotive serial painting takes place in fully automated automotive painting lines, the application of the color-determining lacquer layer (as the final Topcoat layer or as a basecoat layer consisting of a basecoat layer and Clear coat top coat existing two-coat paint) with a limited number of for example, between 5 and 15 series colors with frequent color changes.
- the color change results from the production program and takes place in the generally not just one body after painting, but the Bodies are usually grouped into groups of the same color.
- Both Series colors are varnishes that are processed in large quantities and therefore in practice each from a paint reservoir of, for example, 200 to 1500 liters filling volume via its own associated ring line Paint spray organs are supplied.
- motor vehicle bodies to be painted with special colors are made the normal painting line for serial painting and a separate one Paint booth or paint line fed.
- precoated for example, bodies from the body provided with a primer and filler layer Paint line ejected and, for example, with a special color Lacquered basecoat.
- a clear coat can also be applied separately or it becomes the body painted with the special color in a separate facility then smuggled back into the painting line and there with the Clearcoat top coat and the other usual painting and Burning devices supplied.
- This requires additional equipment outside of the usual painting line as well as complex work steps for training Reintroduction of the body to be painted separately into the usual painting line.
- the special suitability for the Application of special colors is given because of the savings possibilities Paint material compared to the conventional method of filling Ring lines.
- the paints are also handled with the one described here Procedure inevitable for the user, for example with liquid Lacquer can be handled, especially when filling and emptying the swap bodies.
- at least the swap bodies for Special colors can be rinsed. All of this is not just one for the user undesirable workload, but there are also contamination risks, especially in connection with flushing and cleaning processes on the Swap bodies. The user is forced to provide sufficient Ensure the container unit before refilling.
- DE 28 19 302 B2 describes a painting line with a guide device for bodies and arranged along the guide device within a spray booth
- Spray organs that have supply lines with one or more ring lines one or more paint reservoirs are known. Is described also a cleaning process for contaminated lines and spray elements.
- the controllable paint pressure regulators have the function of color changers connected to the spray organs.
- the object of the invention is to provide a device and one with it Device feasible process for painting, especially for Individual painting or for serial painting of industrially manufactured in large numbers Goods, for example preferably for the serial painting of motor vehicles or their Parts with paints. Goods with different shades of color should match accordingly be able to produce a color program. Examples are basecoat and topcoat painting with series and / or special colors. A rational construction of the Apparatus and a rational procedure should be made possible. Filling and emptying processes with liquid paint, as well as rinsing and Cleaning steps within the device should be avoided as far as possible.
- the invention also relates to the painting process that can be carried out with the device.
- the device according to the invention is industrial for a method for painting manufactured goods with series and / or special colors using the Suitable device.
- the device and the method are for parallel operation a painting line for the serial painting of motor vehicle bodies with Series colors and special colors are suitable.
- the paints with serial and / or Special colors are available in practically only the amount required for painting Packaged ready for application from small containers to the spraying devices. This can take place, for example, in a conventional painting line for motor vehicle bodies and the bodies to be painted in a special color can be discharged the usual painting line can be avoided.
- paint reservoir and associated ring lines with paints for Special colors to fill and after the individual painting elaborate emptying and To undergo rinsing operations with the associated material losses.
- the spray organs themselves are not subject to any restrictions, it can be used for Application of liquid coating agents usual spray organs can be used. Examples are manually operated or automatically controlled spray elements, for example Spray guns, high-speed rotary bells, painting robots and automatic machines.
- the spray organs can be pneumatic or without air support, if necessary with electrostatic Support.
- the type of industrially manufactured goods to be painted is also not subject to any principle limitation, preferably it is the industrially manufactured Goods for motor vehicle bodies or parts thereof.
- the term "goods” used here means industrially manufactured goods, preferably motor vehicle bodies and their parts.
- the invention thus preferably relates to the coating of industrially manufactured goods a painting line for the serial painting of motor vehicle bodies with serial and / or special colors and a process for painting within the Painting line.
- the paints are produced with a series and / or special color within the Painting line that includes one or more painting booths for applying the paints Series and / or special color includes in practically only those required for painting Quantity packed ready for application from small containers close to the spray organs fed.
- the coating units having small containers used according to the invention can be in own paint booths integrated in the painting line. But you can too integrated in conventional paint booths with one or more ring lines his.
- the invention relates to a painting line for the painting of industrially manufactured goods with series colors and / or special colors with one or more guidance devices for the industrially manufactured goods, with one or more spray booths and along the guide facilities inside of the spray booths arranged spray organs, at least one spray booth A one or more painting units with one or more interchangeable ones Small containers in or in which to paint a predetermined number individual goods required amount of paint is packaged ready for application, as well as a Has flushing device, and wherein the or the small container and the flushing device each via a paint conveyor and one or more spur lines directly or can be connected to the spray elements via a color changer, and if necessary for painting with series colors with one or more other painting booths B is equipped along the guide facilities within these paint booths have arranged spray organs, the supply lines via one or more Ring lines with one or more paint storage containers and a flushing device are connected.
- paint booths of type A referred to as paint booths or spray booths A
- paint booths type B referred to as paint booths or spray booths B.
- spray booths are the paint supply exclusively via a small container system, i.e.
- the Painting booth has one or more painting units, one unit having one or several interchangeable small containers, in or in which to paint one predetermined number of individual goods required amount of paint ready for application is packaged, and has a flushing device, and wherein the or the small container and the rinsing device each via a paint conveyor and one or more Stub lines can be connected to the spray elements directly or via a color changer are.
- the spray elements arranged inside the painting booths B paint is supplied exclusively via a ring line system, i.e. at a Paint booth B is a paint booth in the usual way Paint booth, within the spray organs are arranged, the above Supply lines via one or more ring lines with one or more Paint storage containers and a rinsing device are connected.
- the painting line within the first embodiment includes the Invention several painting booths for the application of the paints with series and / or Special color, for example two spray booths, each in the Paint booths different colors from the color range can be applied. So can, for example, in one paint booth, the series colors and in or the special colors can be applied to other paint booths.
- the Paint supply with standard colors in the usual way, i.e. using the Known, initially mentioned paint storage containers and ring lines take place, ie in Paint booths B.
- paint is preferably supplied with the standard colors using the small container system, i.e. in paint booths A.
- the Paint supply with the special colors takes place exclusively under Use of the small container system, i.e. in painting booths A.
- the first embodiment of the invention relates to a painting line for the Series painting of industrially manufactured goods with one or more Guide devices for the goods and along the guide devices within two or more spray booths arranged spray members, the spray members in the spray booth or booths B, for example the one or more with series colors operated spray booths, via one or more ring lines with one or several paint reservoirs and a rinsing device can be connected.
- this painting line takes place in the further or further spray booths A, for example the spray booth or spray booths operated with special colors Paint supply of the spraying devices operated therein does not come from paint storage containers Ring lines.
- the paint supply is preferably not carried out in any of the spray booths Paint storage containers via ring lines, but it concerns all spray booths around spray booths A, the one or more units for painting goods have, the respective unit one or more interchangeable small containers, his or her total filling volume for painting a predetermined one Number of individual goods corresponds to the amount of paint required, as well as a flushing device has, the small container and the rinsing device each have a Paint conveyor and one or more spur lines directly or via one Color changers can be connected to the spray organs.
- the painting line preferably comprises within the first embodiment of the invention only one spray booth A, in which series and / or special colors are applied.
- the Paint supply with series and / or special colors is only available at Use of the small container system. Entry and exit processes to painting goods can be avoided.
- the usual Ring line systems and the associated disadvantages are only available at Use of the small container system.
- a preferred subject of the invention thus forms a painting line for the Series painting of industrially manufactured goods with a guiding device for the Goods and along the guide device within only one spray booth
- the spray organs with one or more units are connected to the painting of the goods, the respective unit being one or more interchangeable small containers, whose or their total filling volume for Painting a predetermined number of individual goods required amount of paint corresponds, and has a flushing device, the small container and the Rinsing device each via a paint conveyor and one or more Stub lines can be connected to the spray elements directly or via a color changer are.
- the invention in a second embodiment, relates to a painting line for the Painting of industrially manufactured goods with serial colors and special colors a guide device for the industrially manufactured goods and along the Guide device arranged within one or more spray booths C.
- Spray organs that have supply lines with one or more ring lines one or more paint storage containers and a rinsing device are connected, the painting line integrates one or more units for individual painting of Goods, one unit having one or more interchangeable small containers, his or her total filling volume for painting a predetermined one Number of individual goods corresponds to the amount of paint required, as well as an additional one Has flushing device, the small container and the additional flushing device each via a paint conveyor and one or more spur lines directly or can be connected to the spray elements via a color changer.
- Spray booth (s) C With the within the Spray booth (s) C arranged spray organs are supplied with the paint Special colors via a small container system as above for the paint booths from Type A described while the paint supply with the standard colors over a
- the ring line system is as described above for the paint booths of type B described.
- the same spraying elements for painting with series colors and for the Painting with special colors can be used.
- the spray organs are in the generally in close proximity to each other. They are along the guidance facility for the goods to be painted, e.g. motor vehicle bodies, i.e. laterally as well as above the management facility and possibly also under the Guide device.
- the small container system in close proximity to the To install spray organs, i.e. the using the small container system with Spray organs supplied with paint are preferably provided by short supply lines, i.e. on distances as short as possible, for example via short pipe or hose lines connectable to the small container system.
- each is within Spray booths C arranged sprayer via the usual feed lines and Ring lines connected to the paint reservoirs for series colors.
- the spray organs through short supply lines, i.e. in the shortest possible way for example via short pipe or hose lines with the small container system for the special paints can be connected.
- the supply lines to the ring line or the short supply lines are provided with valves, each enable the desired supply of series color or special color.
- the valves the feed line from a ring line and the short feed lines can be automatically paired.
- each spray element can have its own Supply line with the paint supply unit for the paint with series and / or Special color.
- the feed lines are preferred several or all spray organs, especially if they are in close proximity to each other, combined into a single supply line and with the each small container connected. For example, those on one page arranged spray organs and those arranged above the guide device Spray organs are combined and via a single supply line be connected to the small container.
- the spray elements can also be used with so-called color changers Supply lines for the series and / or special colors can be connected.
- Color changers switch a supply line when the application of the appropriate color, feed rinsing liquid into the system and then switch on the new supply line for the next color.
- the spray organs on the Color changer with the feed lines for the series colors and the short ones Feed lines for the special colors are connected.
- Switch the color changers the usual ring line systems automatically at the end of a series color, feed rinsing liquid into the system and then switch on the new ring line for another series color. You can also use this color changer system Short feed lines used according to the invention are included, so that a Switching the color changers from Series colors on special colors and vice versa is possible.
- the paint supply system consisting of the small containers, the rinsing and lacquer conveying device, and, if appropriate, devices for connecting the lacquer conveying device to the small containers and, if appropriate, automatic feed and discharge devices for the small containers is preferably in the immediate vicinity of an optionally available color changer. In this way it is ensured that there are only short distances and thus only short dead spaces between small containers, paint changers and connecting lines to the spray elements. This leads to a low consumption of unused paint and to small amounts of rinsing liquid which is required for cleaning the paint conveying device, the branch lines and the spray organs.
- the paint supply device based on the small containers can also if necessary be arranged within the spray booths A and C, in which the spraying elements are located. This is particularly possible because the small containers, as above described, are tightly closed. Contamination of the content, for example by Spray mist can be avoided in this way. It is also appropriate to shield the paint supply unit based on the small containers against contamination, in particular by spray mist.
- the paint supply unit for supplying the series and / or special paints consists of one or more interchangeable small containers.
- the small containers can depend on Be dimensioned as needed. Their size can, for example, be such that the Painting a body unit one or more containers can be used. It is however, it is also possible to design the small containers so that several Motor vehicle bodies or their parts are painted from a single small container can.
- the filling volume of the small containers is preferably in the On the order of 0.5 to 10 liters. It can be assumed that for painting a motor vehicle body generally has an amount of paint on the order of 4 up to 10 liters is required.
- Tightly sealed small containers can be used, contamination and Contamination of the paint content from the environment is avoided. Its cheap, if the small containers have metal surfaces or plastic surfaces, as these can be cleaned at any time.
- a riser pipe is placed in the Small container introduced and in addition is the paint conveyor with a pumping system or a device for charging one Pressure medium, such as compressed air or an inert gas, equipped.
- the paint conveying device is designed that it can also be inserted into the flushing device in which a Rinsing solution.
- the pump or pressure medium the rinsing solution, for example with a changing air / detergent flow, then through the conveyor, the supply lines and any color changer to the Spray organs are performed.
- the paint conveyor can be sealed with the Connect small containers and Insert sealingly into the small container.
- a pressure medium such as compressed air or conveyed to the spray devices by a pump system.
- the paint conveyor in the form of a riser pipe into the small container To be able to do this, for example, with a penetrable self-sealing Be provided with a closure.
- This closure can then be used, for example, in the line for the pressure medium can also be used in a self-sealing manner.
- the Line for the pressure medium can also with the riser, for example in the form a double tube can be combined.
- the riser pipe and pressure line can be integrated into a lid that fits onto the small container is tight to put on.
- the small containers can consist of different materials, for example of Plastic or metal, for example sheet metal, aluminum, steel, where appropriate can also be provided with a surface coating on the inside. Such Surface coating or the container as such must be inert to the paint content his. They can be handled as disposable containers, which are disposed of after emptying become. These are preferably refillable containers which are emptied on site at the user, for example the motor vehicle manufacturer, cleaned and again can be filled. Cleaning and refilling are preferred Small containers, however, from the paint manufacturer or paint supplier. It is about refillable containers and / or the paints used Aqueous paints, for example water-based paints, are preferred for small containers made of stainless steel.
- the closure of the small container can, for example, be made of a pierceable film be trained.
- the pierceable film can be made of a material that the encloses introduced conveyor self-sealing.
- the small containers according to their contents Wear identification feature, for example a barcode, which is opened before the Small container is read automatically.
- the barcode can also preferably be above it also serve to provide suitable application data for the paint of the color concerned, for example for the control of the spraying devices.
- the design of the small containers is not subject to any restrictions. You can based on the type of special paint supply unit.
- Small containers and Paint conveying device combine, as explained above, to form a seal Paint supply system that is automatically handled as a closed system can.
- the small containers are, for example, cartridges, cans, Bottles or other containers, for example a size between 0.5 and 10 liters exhibit.
- the small containers can have different shapes, they can for example, be cylindrical, cuboid or cubic. They point to one side a closure, which is in the form of a lid or a film (for example Metal or plastic) can be formed.
- the closure can also be preformed Segment of the container surface, for example as a stamped window or as preformed outlet nozzle.
- the paint supply device preferably has an opening device for the Small container.
- the small containers can therefore, for example, on the above defined lid, for example by piercing, cutting, pressing in, Drill through, be connected to the paint conveyor.
- there can, for example, point the opening upwards; however, it can also be in another Direction, for example downward.
- the small container can also be designed to be pressure-tight, i.e. the paint can then go through Overpressure with a pressure medium, such as air or an inert gas, such as Nitrogen from which small containers are pressed.
- a pressure medium such as air or an inert gas, such as Nitrogen from which small containers are pressed.
- the small container is not sufficient pressure-resistant, it is advisable to convert it into a larger one insert pressure-resistant over containers; this has the advantage that the overcontainer too is easy to seal with a preformed lid into which the conveyor can be integrated or can be. In this case it is possible to use only that Small container or the entire excess container under a corresponding pressure put to convey the paint from the small container. Another option is there but also, for example, that the paint from a pump or suction device the small container is promoted.
- the Small container has such a shape that the smallest possible dead volume in Relation to the connection with the paint conveyor. So in this case for example, the bottom or the lid of the small container preferably one to the outside have a curved conical or round shape.
- the small containers, conveyor, rinsing device and supply lines existing paint supply unit is preferably used to supply paints Series and / or special color to those within painting booths A or the Feeding of paints with special color to the inside of paint booths C arranged spray organs of a painting line for industrial serial painting manufactured goods, for example a motor vehicle painting line for serial painting.
- the paint supply unit can be an opening device for the small containers have, which serves the sealing connection of paint conveyor with To enable small containers. It is advisable to use a paint supply unit Feeding device for one or more small containers and one To supplement the discharge device for the emptied small containers.
- the Feeding device can, for example, as a conveyor belt or other conventional Feed device be formed; the same applies to the discharge device.
- the Paint supply unit then consists essentially of a feed device for the Small container to an opening device for the small container and one with self-sealing connecting an opened small container Paint conveyor, a discharge device for the emptied small containers and an automatic flushing device for the parts of the Paint supply unit, for example also for the opening device, if this also with Paint comes into contact.
- Opening device and paint conveying device are preferably combined, for example in the form of a piercing device.
- a piercing device at which is inserted into the small container is then suitable if the cap or the sealing film of a small container can be pierced.
- the small containers are those that contain the paint Cartridges, they are connected to a paint conveyor that is suitable to supply the required amount of paint to the spray organs, for example by automatically controlled actuation of the squeezing device, for example by Cut or pierce open cartridge.
- the small containers can either directly or be held in a pressure-resistant container by a holding device.
- the holding device can for example be mechanical, pneumatic or act magnetic type.
- the paint conveyor can be used on the exposed side of the held small container.
- the seal can be made, for example an elastic material such as rubber, Teflon or Viton.
- the conveyor is placed in the small container and positioned so that it is near or at the lowest point of the container. After that, for example by applying pressure or by means of a suction pump the paint from the small container be promoted. It is also possible to adjust the paint conveying device in this way train that they are placed sealingly on small containers of different sizes can. This promotes flexible use of the paint conveyor.
- the paint supply device is also a device for rinsing the parts coming into contact with the paint. These parts close the inside the piercing device, as well as the necessary pumps or pressure devices. By introducing a flushing solution, the corresponding stub lines can also be connected to the Spray organs and the latter are cleaned. This also applies to one if necessary intermediate color changer.
- the flushing device can, for example be designed so that the paint conveyor after removal from the relevant Small container is inserted into a container with rinsing solution. This will make the outer parts of the paint conveyor that come into contact with paint (especially a riser pipe) cleaned and by pumping or applying of a pressure medium, the rinsing solution also gets into the interior of the paint conveyor system and the associated other organs.
- the rinsing process is carried out with a changing air / flushing medium flow.
- the flushing device is preferably so formed that lines are provided which in the washing liquid during the washing process keep a suitable container.
- Cleaning devices are installed after removal of the paint conveyor Remove any remaining paint contamination from the flushing device.
- the paint conveying device can then be fed to further small containers, which, for example, contain paints with other colors.
- Another object of the invention is an industrial coating process manufactured goods, preferably of motor vehicle bodies or individual parts of Motor vehicle bodies with series and / or special colors in one of the above as Painting lines defined according to the invention for series painting.
- the small containers are possibly via the described conveyor and the branch lines with the interposition of a color changer directly with the relevant spray organs connected, i.e. it is a closed system.
- the paint supply unit in question is switched off and the conveyor with the stub lines is flushed, what about the The paint supply unit is rinsed.
- the shutdown can be done via valves or with a color changer.
- About the flushing device of the The spray organs can also be cleaned from the paint supply unit; a cleaning the spraying device is, however, also more than usual for painting lines for serial painting Flushing devices possible.
- Another object of the invention is also a method for the special painting of individual motor vehicle bodies or individual parts of motor vehicle bodies according to claim 19.
- This method consists in the individual bodies to be painted or parts without being discharged from the usual painting line by means of the usual guide devices into a spray booth C with the to introduce spray organs used for series painting.
- the ring and supply lines required for series painting are switched off via valves or an automatic color changer and the spraying elements are cleaned using conventional flushing devices.
- the paint supply unit for supplying small amounts of paint is provided with the amount of small containers required for individual painting, which contain the desired paint with a special color.
- the small containers are connected directly to the spray elements via the conveying device described and the spur lines, optionally with the interposition of a color changer.
- the paint supply unit integrated in the painting line is switched off and the conveyor with the stub lines is rinsed, which is done via the additional rinsing device of the paint supply unit.
- the conveyor with the stub lines is rinsed, which is done via the additional rinsing device of the paint supply unit.
- the invention allows lacquers with series and / or special colors to be used rationally to be processed side by side in a painting line.
- the accumulation of paint waste from the Application of special colors is significantly reduced compared to today's practice. Dealing with liquid paint in the form of filling and emptying processes as well as rinsing and cleaning processes are largely for the user or in In the case of exclusive paint supply completely via the small container system avoided.
- FIG. 1 shows, using a schematic, an example of a painting line with a painting booth of type A.
- the goods to be painted are guided to the spraying elements (2) on a conventional guide device (1).
- the latter are located in a spray booth A, not shown, as a result of which they are isolated from the environment.
- the figure shows a paint supply unit consisting of one or more small containers (2 small containers (6) and (6a) are shown in the figure), which are connected via a conveyor (7) and branch line (8) as well as valves with the spray elements (2 ) are connectable.
- the delivery unit (7) can, for example, be designed as a riser pipe with a pump or pressure medium system, the riser pipe being able to be inserted into the small containers (6), (6a) or the flushing device (9).
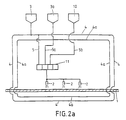
- FIG. 2 shows an example of a painting line with a type B painting booth using a schematic.
- the goods to be painted are guided to the spraying elements (2) on a conventional guide device (1).
- the latter are located in a spray booth B, not shown, as a result of which they are isolated from the environment.
- two paint storage containers (3) and (3a) with the associated ring lines (4) and (4a) are shown, which contain the usual paint used for series painting.
- Such a system is of course not limited to a certain number of such paint storage containers and ring lines. The number can be varied as required.
- the series paints lead through feed lines (5) and (5a) via valve systems and conveying devices (not shown) to the spray elements (2).
- a rinsing device (10) consisting of a container for rinsing solution and a feed line (5b) to the spraying elements, ensures the cleaning of the line systems and the spraying elements before a color change, for example a change from the container (3) to the container (3a).
- FIG. 2a shows the same system as described in Figure 2; the reference numerals each have the same meaning as in FIG. 1.
- the exemplary embodiment of the invention shown in FIG. 2 has a color changer (11).
- a color changer controls the supply of paints from the individual paint reservoirs (3) and (3a) and the rinsing device (10) to the spraying elements (2) in an automatic manner.
- a control unit is available for each paint system. The same applies to the flushing device (10).
- FIG. 2b shows, using a schematic, an example of a painting line according to the invention with a painting booth of type C.
- the goods to be painted are guided to the spraying elements (2) on a conventional guide device (1).
- the latter are located in a spray booth C, not shown, whereby they are sealed off from the environment.
- two paint storage containers (3) and (3a) with the associated ring lines (4) and (4a) are shown, which contain the usual paint used for series painting.
- Such a system is of course not limited to a certain number of such paint storage containers and ring lines. The number can be varied as required.
- the series paints lead through feed lines (5) and (5a) via valve systems and conveying devices (not shown) to the spray elements (2).
- a paint supply unit consisting of one or more small containers (two small containers (6) and (6a) are shown in the figure), which are connected via a conveyor (7) and branch line (8) as well as valves with the spray elements ( 2) are connectable.
- the delivery unit (7) can, for example, be designed as a riser pipe with a pump or pressure medium system, the riser pipe being able to be inserted into the small containers (6), (6a) or the flushing device (9).
- FIG. 2c represents the same system as described in Figure 2b; the reference numerals each have the same meaning as in Figure 2b.
- the exemplary embodiment of the invention shown in FIG. 2c has a color changer (11).
- a color changer controls the supply of paints from the individual paint reservoirs (3) and (3a) and the rinsing device (10) to the spraying elements (2) in an automatic manner.
- a control unit is available for each paint system. The same applies to the flushing device (10).
- a controller unit is also provided for the additional paint supply unit used according to the invention, consisting of small containers (6, 6a), rinsing device (9) and paint conveyor device (7) and stub line (8).
- the painting line according to the invention can be equipped with one or more Paint supply units on the basis of small containers, if often alternating different individual lacquers can be made.
- the color changer (which in FIG. is shown) for each paint supply unit on its own controller unit.
- FIG. 3 shows an example of an embodiment of the paint supply unit provided according to the invention within a painting line for the serial painting of motor vehicle bodies or their parts.
- a conveyor belt holding devices (12) for small containers (6) Located on a conveyor (16), in this example a conveyor belt holding devices (12) for small containers (6).
- the small containers are with one Provide cover (13). You are through the transport device (16) on a barcode laser (14) passed, one attached to the cover (13) if necessary Can read the coding.
- the small containers (6) become an opening device (15) out where a conveyor is introduced in a self-sealing manner. This is carried out in the present specific example by a piercing device.
- the Conveyor consists of a riser pipe (7a) and in the case of the present one Example of a device (7b) for feeding a print medium, for example Compressed air. In the same way, however, a pump device for suctioning the Content from the small containers (6) can be provided.
- the riser pipe (7a) opens into the Stub line (8).
- the latter optionally leads (not shown in FIG. 3) a color changer for the spray organs.
- a flushing device (9) which is designed in the present example so that the After emerging from the small container (6) into a rinsing vessel Immersed rinse solution.
- the flushing solution can be by a pump or pressure media device into the riser pipe (7a) and through the branch line (8), if necessary, via the Color changers are led up to the spray organs.
- the small containers (6) removed by the conveyor (16) after painting is complete and can then disposed of or collected for later cleaning and refilling become.
- the paints with special color are preferably not made from scratch, what with a single or only a small one Number of goods to be painted in a special color under economical and is also inappropriate from a practical point of view, but you prefer to use it the production known, for example, from the field of automotive refinish paints Use of mixed paints or semi-finished products, so-called modules.
- the Packed paint containers can, as described above, directly as small containers serve if they can be connected in a sealable manner to a paint conveyor are. However, they can also be used in particular as pressure-resistant containers Over containers are used, which as such can be sealed with the Paint conveyor can be connected.
- the invention is suitable both in the field of artisan painting and especially for the painting of goods manufactured on an industrial scale Varnishes of different colors, for example with special and / or series colors.
- Varnishes of different colors are in particular color and / or effect basecoats or topcoats.
- the invention can also other paints with different colors can be used, for example Clear varnishes in different transparent colors or with filler varnishes.
Landscapes
- Spray Control Apparatus (AREA)
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Electrostatic Spraying Apparatus (AREA)
Description
Dies führt zu einem geringen Verbrauch an nicht genutztem Lack sowie zu geringen Mengen an Spülflüssigkeit die zur Reinigung der Lackfördereinrichtung, der Stichleitungen und der Sprühorgane benötigt wird.
Die zur Serienlackierung benötigten Ring- und Zuführungsleitungen werden über Ventile oder über einen automatischen Farbwechsler abgeschaltet und die Sprühorgane werden über übliche Spüleinrichtungen gereinigt. Anschließend wird die Lackversorgungseinheit für die Zuführung von geringen Lackmengen mit der zur Einzellackierung erforderlichen Menge an Kleinbehältern versehen, die den gewünschten Lack mit Sonderfarbton enthalten. Die Kleinbehälter werden über die beschriebene Fördereinrichtung sowie die Stichleitungen gegebenenfalls unter Zwischenschaltung eines Farbwechslers direkt mit den Sprühorganen verbunden. Nach dem Lackieren der gewünschten Anzahl von Karossen oder Teilen wird die in die Lackierstraße integrierte Lackversorgungseinheit abgeschaltet und die Fördereinrichtung mit den Stichleitungen werden gespült, was über die zusätzliche Spüleinrichtung der Lackversorgungseinheit erfolgt. Auf diese Weise läßt sich eine genau bemeßbare Sonderlackmenge für Einzellackierungen applizieren, wodurch ein unnötiger Lackverbrauch sowie damit einhergehende Reinigungsoperationen und Umweltbelastungen vermieden werden können.
Claims (21)
- Lackierstraße für die Lackierung industriell gefertigter Güter mit Serienfarbtönen und/oder Sonderfarbtönen mit einer oder mehreren Führungseinrichtungen (1) für die industriell gefertigten Güter, mit einer oder mehreren Lackierkabinen und mit längs den Führungseinrichtungen (1) innerhalb der Lackierkabinen angeordneten Sprühorganen (2), worin mindestens eine Lackierkabine eine oder mehrere Lackiereinheiten aufweist, mit einem oder mehreren auswechselbaren Kleinbehältern (6,6a), worin die zur Lackierung einer vorbestimmten Anzahl einzelner Güter benötigte Menge an Lack applikationsfertig abgepackt ist, sowie mit einer Spüleinrichtung (9), wobei die Kleinbehälter (6,6a) und die Spüleinrichtung (9) jeweils über eine Lackfördereinrichtung (7) und eine oder mehrere Stichleitungen (8) direkt oder über einen Farbwechsler (11) mit den Sprühorganen verbindbar sind, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a) verschlossen und abdichtend mit der Lackfördereinrichtung (7) verbindbar sind, wobei die Lackfördereinrichtung (7) aus einem in die Kleinbehälter (6,6a) einführbaren Steigrohr und einer Einrichtung zum Pumpen oder Anlegen eines Druckmediums besteht, wobei das Steigrohr als Einstechvorrichtung ausgebildet ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a) aufweisenden Lackiereinheiten in eigenen in die Lackierstraße integrierten Lackierkabinen vorliegen.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a) aufweisenden Lackiereinheiten in übliche, mit einer oder mehreren Ringleitungen versehene Lackierkabinen integriert sind.
- Lackierstraße nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß mindestens eine Lackierkabine A eine oder mehrere Einheiten zur Lackierung industriell gefertigter Güter aufweist, wobei eine Einheit einen oder mehrere der auswechselbaren Kleinbehälter (6,6a), in dem oder in denen die zur Lackierung einer vorbestimmten Anzahl einzelner Güter benötigte Menge an Lack applikationsfertig abgepackt ist, sowie eine Spüleinrichtung (9) aufweist, und wobei der oder die Kleinbehälter und die Spüleinrichtung jeweils über die Lackfördereinrichtung (7) und eine oder mehrere Stichleitungen (8) direkt oder über einen Farbwechsler mit den Sprühorganen verbindbar sind, und gegebenenfalls für die Lackierung mit Serienfarbtönen mit einer oder mehreren weiteren Lackierkabinen B ausgestattet ist, die längs den Führungseinrichtungen innerhalb dieser Lackierkabinen angeordnete Sprühorgane aufweisen, die über Zuführungsleitungen (5,5a) über ein oder mehrere Ringleitungen (4,4a) mit einem oder mehreren Lackvorratsbehältern (3,3a) und einer Spüleinrichtung (10) verbunden sind.
- Lackierstraße nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß sie eine oder mehrere Spritzkabinen C mit darin angeordneten Sprühorganen (2), die über Zuführungsleitungen (5,5a) über eine oder mehrere Ringleitungen (4,4a) mit einem oder mehreren Lackvorratsbehältern (3,3a) und einer Spüleinrichtung (10) verbunden sind, und daß die Spritzkabinen C integriert eine oder mehrere Lackiereinheiten aufweisen, wobei eine Einheit einen oder mehrere der auswechselbaren Kleinbehälter (6, 6a), dessen oder deren Gesamtfüllvolumen der zur Lackierung einer vorbestimmten Anzahl einzelner Güter benötigten Menge an Lack entspricht, sowie eine zusätzliche Spüleinrichtung (9) aufweist, wobei die Kleinbehälter (6,6a) und die zusätzliche Spüleinrichtung (9) jeweils über die Lackfördereinrichtung (7) und eine oder mehrere Stichleitungen (8) direkt oder über einen Farbwechsler (11) mit den Sprühorganen verbindbar sind.
- Lackierstraße nach Anspruch 5, dadurch gekennzeichnet, daß sie als Spritzkabinen ausschließlich eine oder mehrere Spritzkabinen C aufweist.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß sie eine oder mehrere Lackierkabinen A für die Lackierung mit Sonderfarbtönen und eine oder mehrere Lackierkabinen B für die Lackierung mit Serienfarbtönen aufweist.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß sie für die Lackierung mit Sonderfarbtönen und Serienfarbtönen jeweils eine oder mehrere Lackierkabinen A aufweist.
- Lackierstraße nach einem der vorhergehenden Ansprüche zur Serien- und/oder Sonderlackierung von Kraftfahrzeugkarossen oder deren Teilen.
- Lackierstraße nach Anspruch 1 oder 9, dadurch gekennzeichnet, daß die Lackierstraße nur aus einer Lackierkabine A besteht.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der oder die Kleinbehälter (6,6a) in örtlicher Nähe zu den Sprühorganen (2) angeordnet sind.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Zuführungsleitungen (5,5a) von den Ringleitungen (4,4a), die Zuführungsleitung (5b) von der Spüleinrichtung (10), und/oder die Stichleitungen (8) über einen Farbwechsler mit den Sprühorganen (2) verbunden sind.
- Lackierstraße nach Anspruch 12, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a) in örtlicher Nähe des Farbwechslers angeordnet sind.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die auswechselbaren Behälter (6,6a) ein Füllvolumen von jeweils 0,5 bis 10 Liter aufweisen.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a), die Lackfördereinrichtung (7) und die Spüleinrichtung (9) in Ortsnähe zu den Sprühorganen (2) angeordnet sind.
- Lackierstraße nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die Kleinbehälter (6,6a) und die mit diesen verbindbare Lackfördereinrichtung (7) mit einer Verunreinigungen abhaltenden Abschirmung versehen sind.
- Lackierstraße nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine automatische Fördereinrichtung zur Zuführung der Kleinbehälter (6,6a) zu der Lackfördereinrichtung (7).
- Lackierstraße nach einem der vorhergehenden Ansprüche, gekennzeichnet durch eine automatische Einrichtung zur Verbindung der Kleinbehälter (6,6a) mit der Lackfördereinrichtung (7).
- Verfahren zur Lackierung von industriell gefertigten Gütern, insbesondere Kraftfahrzeugkarossen oder Karossenteilen, dadurch gekennzeichnet, daß man die Lackierung innerhalb einer Lackierstraße gemäß einem der Ansprüche 1 bis 18 durchführt.
- Verfahren nach Anspruch 19, dadurch gekennzeichnet, daß zur Einzellackierung eine vorbestimmte Anzahl an Kleinbehältern mit Lack eingesetzt wird, deren Gesamtfüllvolumen der zur Einzellackierung benötigten Lackmenge entspricht.
- Verfahren nach Ansprüchen 19 und 20, dadurch gekennzeichnet, daß nach beendeter Lackierung bzw. Einzellackierung die Lackfördereinrichtung sowie die Zuführungsleitungen von den Kleinbehältern zu den Sprühorganen, sowie auch die Sprühorgane mit einer Spüllösung gereingt werden.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19632326 | 1996-08-10 | ||
| DE19632326A DE19632326C1 (de) | 1996-08-10 | 1996-08-10 | Vorrichtung und Verfahren zur Serienlackierung von Kraftfahrzeugkarossen |
| DE19632325A DE19632325A1 (de) | 1996-08-10 | 1996-08-10 | Vorrichtung zur Lackierung von Kraftfahrzeugkarossen |
| DE19632325 | 1996-08-10 | ||
| DE19704829 | 1997-02-08 | ||
| DE19704829A DE19704829A1 (de) | 1997-02-08 | 1997-02-08 | Vorrichtung und Verfahren zur Lackierung |
| PCT/EP1997/004299 WO1998006503A1 (de) | 1996-08-10 | 1997-08-07 | Vorrichtung und verfahren zur lackierung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0915741A1 EP0915741A1 (de) | 1999-05-19 |
| EP0915741B1 true EP0915741B1 (de) | 2002-07-24 |
Family
ID=27216550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97941919A Expired - Lifetime EP0915741B1 (de) | 1996-08-10 | 1997-08-07 | Vorrichtung und verfahren zur lackierung |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6190739B1 (de) |
| EP (1) | EP0915741B1 (de) |
| JP (1) | JP2000516136A (de) |
| AT (1) | ATE220957T1 (de) |
| AU (1) | AU4378997A (de) |
| DE (1) | DE59707800D1 (de) |
| ES (1) | ES2181025T3 (de) |
| WO (1) | WO1998006503A1 (de) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2777482B1 (fr) * | 1998-04-15 | 2000-12-29 | Sames Sa | Procede et installation de projection de produit de revetement au moyen d'un automate equipe d'un reservoir |
| FR2794384B1 (fr) | 1999-06-04 | 2001-10-05 | Sames Sa | Procede d'alimentation de produits de revetement pour l'application manuelle de tels produits sur des objets deplaces sur un convoyeur, installation et equipement correspondants |
| DE19945539B4 (de) * | 1999-09-23 | 2007-02-15 | Daimlerchrysler Ag | Sprühbeschichtungsanlage für Fahrzeugkarosserien |
| US6655796B2 (en) | 2001-12-20 | 2003-12-02 | Eastman Kodak Company | Post-print treatment for ink jet printing apparatus |
| KR100557500B1 (ko) * | 2003-06-24 | 2006-03-07 | 엘지.필립스 엘시디 주식회사 | 액정용기의 정보가 판독 가능한 액정적하장치 및 이를이용한 액정적하방법 |
| KR100996554B1 (ko) * | 2003-06-24 | 2010-11-24 | 엘지디스플레이 주식회사 | 분리가능한 액정토출펌프를 구비한 액정적하장치 |
| US20050095359A1 (en) * | 2003-10-31 | 2005-05-05 | Nordson Corporation | Hot melt adhesive system and method using machine readable information |
| KR101010450B1 (ko) * | 2003-12-17 | 2011-01-21 | 엘지디스플레이 주식회사 | 액정적하장치 |
| KR101003575B1 (ko) * | 2003-12-17 | 2010-12-22 | 주식회사 탑 엔지니어링 | 펌프모듈의 착탈이 용이한 액정적하장치 |
| CN104391403A (zh) * | 2014-12-05 | 2015-03-04 | 京东方科技集团股份有限公司 | 一种液晶泵及应用该液晶泵的滴下方法 |
| CN109225739A (zh) * | 2018-11-05 | 2019-01-18 | 曾斌文 | 一种汽车维修涂装多功能平台 |
| CN110102423B (zh) * | 2019-06-11 | 2023-08-29 | 上海西武科技有限公司 | 一种便于调节的轨道式喷漆机 |
| DE102020105098A1 (de) | 2020-02-27 | 2021-09-02 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Einstellen einer Applikationseinrichtung zum Applizieren eines Applikationsmaterials |
| CN112058567A (zh) * | 2020-08-14 | 2020-12-11 | 青岛永发模塑有限公司 | 纸浆模塑产品表面喷涂装置 |
| CN114453177B (zh) * | 2021-12-20 | 2024-07-23 | 昆山市曙光照明器材有限公司 | 一种烛杯杯体自动化清洁上漆生产线 |
| BE1031214B1 (nl) | 2022-12-29 | 2024-07-29 | Ursus Bv | Een lakstraat voor het poederlakken van gevouwen of geëxtrudeerde profielen |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4231492A (en) * | 1978-03-14 | 1980-11-04 | Oatey Co. | Apparatus and method for dispensing putty-like material |
| DE2819302C3 (de) | 1978-05-02 | 1988-07-28 | Ransburg Gmbh, 6056 Heusenstamm | Lackmengen-Steuersystem |
| JPS60122073A (ja) | 1983-12-05 | 1985-06-29 | Tokico Ltd | 塗装用ロボットの色替装置 |
| US4728034A (en) * | 1986-02-06 | 1988-03-01 | Trinity Industrial Corporation | Cleaning device upon color-change in an electrostatic mutli-color coating apparatus |
| EP0249377A1 (de) * | 1986-06-06 | 1987-12-16 | Donald F. Dutertre | Vorrichtung zum Handhaben von landwirtschaftlichen Chemikalien und dergleichen |
| FR2609252B1 (fr) | 1987-01-02 | 1989-04-21 | Sames Sa | Installation de projection de produit de revetement tel que par exemple une peinture et notamment installation de projection electrostatique de peinture a base d'eau |
| JPS63175663A (ja) | 1987-01-13 | 1988-07-20 | Nissan Motor Co Ltd | 塗料吐出制御装置 |
| US4792092A (en) | 1987-11-18 | 1988-12-20 | The Devilbiss Company | Paint color change system |
| JPH02280866A (ja) | 1989-04-21 | 1990-11-16 | Nissan Motor Co Ltd | 塗料供給装置 |
| DE4013941A1 (de) | 1990-04-30 | 1991-10-31 | Behr Industrieanlagen | Anlage zum serienweisen beschichten von werkstuecken mit leitfaehigem beschichtungsmaterial |
| US5389149A (en) * | 1993-12-08 | 1995-02-14 | Monarch Design Company, Inc. | Paint system |
| JPH07227556A (ja) | 1994-02-18 | 1995-08-29 | Mesatsuku:Kk | 塗装ロボット用塗装装置およびその操作方法 |
| US5855298A (en) * | 1994-08-18 | 1999-01-05 | Creamiser Products Corporation | Tapping stem for liquid supply container |
| US5503302A (en) * | 1995-01-25 | 1996-04-02 | Primary Delivery Systems, Inc. | Sealed container puncturer and spray dispensing device |
| US5658383A (en) * | 1995-05-16 | 1997-08-19 | Cutshall; Taylor K. | Liquid coating apparatus |
| JP3224727B2 (ja) * | 1995-12-19 | 2001-11-05 | 関西ペイント株式会社 | 塗料供給方法及び自動車ボディの上塗塗装方法 |
| JP3245040B2 (ja) * | 1996-02-29 | 2002-01-07 | トリニティ工業株式会社 | 静電塗装機 |
| WO1997034707A1 (en) | 1996-03-18 | 1997-09-25 | Behr Systems, Inc. | Paint system with color change canisters |
| DE19610589A1 (de) * | 1996-03-18 | 1997-09-25 | Duerr Gmbh & Co | Verfahren und System zur Farbversorgung einer Beschichtungsanlage |
| DE19616668A1 (de) | 1996-04-26 | 1997-11-06 | Audi Ag | Beschichtungsanlage zum Beschichten von Gegenständen mit häufig wechselndem Farbmaterial |
| US5897026A (en) * | 1997-03-20 | 1999-04-27 | Vester; John J | Single-use personal defense device |
| DE19728155A1 (de) * | 1997-07-03 | 1999-01-07 | Lactec Gmbh | Verfahren und Vorrichtung zum Lackieren |
-
1997
- 1997-08-07 ES ES97941919T patent/ES2181025T3/es not_active Expired - Lifetime
- 1997-08-07 DE DE59707800T patent/DE59707800D1/de not_active Expired - Fee Related
- 1997-08-07 JP JP10509368A patent/JP2000516136A/ja active Pending
- 1997-08-07 AU AU43789/97A patent/AU4378997A/en not_active Abandoned
- 1997-08-07 US US09/242,175 patent/US6190739B1/en not_active Expired - Fee Related
- 1997-08-07 AT AT97941919T patent/ATE220957T1/de not_active IP Right Cessation
- 1997-08-07 WO PCT/EP1997/004299 patent/WO1998006503A1/de active IP Right Grant
- 1997-08-07 EP EP97941919A patent/EP0915741B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE59707800D1 (de) | 2002-08-29 |
| JP2000516136A (ja) | 2000-12-05 |
| AU4378997A (en) | 1998-03-06 |
| US6190739B1 (en) | 2001-02-20 |
| ES2181025T3 (es) | 2003-02-16 |
| WO1998006503A1 (de) | 1998-02-19 |
| EP0915741A1 (de) | 1999-05-19 |
| ATE220957T1 (de) | 2002-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0915741B1 (de) | Vorrichtung und verfahren zur lackierung | |
| DE69622407T2 (de) | Lackierroboter mit system zum lackzufuhr | |
| DE69836570T2 (de) | Vorrichtung zum Zerstäuben von Flüssigkeiten, Einwegbehälter und Behälterinliner dafür | |
| DE69835380T2 (de) | Mehrfarben-spritzlackiersystem für kleine mengen | |
| DE19830029A1 (de) | Anlage zum Beschichten von Gegenständen, insbesondere von Fahrzeug-Karosserien | |
| DE3725172A1 (de) | Verfahren und anlage zum elektrostatischen beschichten mit leitfaehigem material | |
| DE2940564A1 (de) | Fluessigkeits-vorratsbehaelter zum ankoppeln an eine spruehpumpe | |
| EP0796665B1 (de) | Verfahren und System zur Farbversorgung einer Beschichtungsanlage | |
| EP3332979A1 (de) | Beschichtungseinrichtung und zugehöriges beschichtungsverfahren | |
| DE2747707C2 (de) | Anlage zum Farbspritzen von Serienteilen wechselnder Farbe | |
| DE19632326C1 (de) | Vorrichtung und Verfahren zur Serienlackierung von Kraftfahrzeugkarossen | |
| DE3927880A1 (de) | Verfahren und anlage zum beschichten von gegenstaenden mit haeufig wechselndem farbmaterial | |
| DE102008064043A1 (de) | Lackiervorrichtung und Verfahren zu deren Betrieb | |
| DE3717929C2 (de) | ||
| DE60127273T2 (de) | Verfahren und vorrichtung zur befüllung eines farbbehälters in einer automatisch arbeitenden beschichtunganlage | |
| DE69831227T2 (de) | Einrichtung zum zuführen von farbe zu einer vorrichtung zur sprühbeschichtung | |
| DE19616668A1 (de) | Beschichtungsanlage zum Beschichten von Gegenständen mit häufig wechselndem Farbmaterial | |
| EP1369183B1 (de) | Verfahren und System zur Farbversorgung einer elektrostatischen Beschichtungsanlage | |
| DE19704829A1 (de) | Vorrichtung und Verfahren zur Lackierung | |
| DE19704573C2 (de) | Vorrichtung zur Lackierung von Kraftfahrzeugkarossen | |
| EP0541745B1 (de) | Sprühbeschichtungsvorrichtung | |
| DE19632325A1 (de) | Vorrichtung zur Lackierung von Kraftfahrzeugkarossen | |
| DE10342643A1 (de) | Verfahren zum Betrieb einer Medien-Förderanlage | |
| DE19940542A1 (de) | Verfahren und Anordnung zum Transport von elektrisch leitfähigem Lack | |
| DE19817377A1 (de) | Verfahren und Vorrichtung zum Zuführen von Lack zu mindestens zwei Zerstäubern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990203 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL PT SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: E.I. DU PONT DE NEMOURS AND COMPANY |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011127 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020724 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20020724 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020724 |
|
| REF | Corresponds to: |
Ref document number: 220957 Country of ref document: AT Date of ref document: 20020815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020730 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020807 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020826 Year of fee payment: 6 |
|
| REF | Corresponds to: |
Ref document number: 59707800 Country of ref document: DE Date of ref document: 20020829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20021010 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021024 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021024 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20020724 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2181025 Country of ref document: ES Kind code of ref document: T3 |
|
| BERE | Be: lapsed |
Owner name: E.I. *DU PONT DE NEMOURS AND CY Effective date: 20020831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030808 |