EP0912420B1 - Behälter mit druckausgleichsöffnungen - Google Patents
Behälter mit druckausgleichsöffnungen Download PDFInfo
- Publication number
- EP0912420B1 EP0912420B1 EP97931672A EP97931672A EP0912420B1 EP 0912420 B1 EP0912420 B1 EP 0912420B1 EP 97931672 A EP97931672 A EP 97931672A EP 97931672 A EP97931672 A EP 97931672A EP 0912420 B1 EP0912420 B1 EP 0912420B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- inner bag
- outer container
- pressure compensation
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/0055—Containers or packages provided with a flexible bag or a deformable membrane or diaphragm for expelling the contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0207—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features
- B65D1/0215—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by material, e.g. composition, physical features multilayered
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S215/00—Bottles and jars
- Y10S215/902—Vent
Definitions
- the invention relates to a coextrusion blow molding process Container consisting of an essentially rigid Outer container and an easily deformable inner bag each different, no welded connection to each other incoming thermoplastic, with a container opening and at least two pressure equalization openings in the wall of the outer container for pressure equalization in the space between the outer container and the inner bag when the inner bag contracts, when squeezing excess material on the ground the blow mold of the inner bag is closed by a bottom weld seam and this bottom weld in the also closed Bottom of the outer container is jammed.
- Such a container is described in DE 41 39 555 C2.
- this known container is at the bottom of the outer container an outwardly projecting web is formed, in which the Closing the blow mold material of the outer container merged because the material of the inner bag a damming effect in the area of the above web from the Pinch edge retracts inwards.
- This gets material of the outer container over part of the amount of the above Bridges in contact with each other, creating a closed Weld seam is created.
- the bottom weld seam of the inner bag is anchored in the adjoining area of the web.
- the jetty can an approximately kite-shaped cross-sectional shape, for example have, but also other, for example curved cross-sectional shapes of the web to a welded bottom seam of the Can lead outer container. Too much details of the manufacture of the known container is on DE 41 39 555 C2 directed.
- the bottom weld seam of the inner bag can also be applied to others Be attached to the bottom of the outer container, for example using a suitable slide in the blow mold.
- These pressure equalization openings on both sides lie in the circumferential direction of the container viewed in places that match the Intersection points of the bottom weld seam with the peripheral seam of the Align container. In other words, these pressure equalization openings are located in the circumferential direction on the cutting lines through the central longitudinal axis of the container and the bottom seam going plane with the peripheral wall of the container.
- this also includes the case that the bottom weld does not cover the entire diameter of the container extends, in this case the intersection points formed by a line extending the bottom weld are.
- the inner bag pulls in Horizontal section, i.e. in one to the longitudinal axis of the container vertical plane essentially star-shaped together when the Container content is spread.
- This contraction on four sides of the inner bag means that a relatively large negative pressure in the inner bag occurs - and of course regardless of the fact that by the Pressure equalization openings ambient air in the space between the outer container and inner bag - in other words, a relatively large collapse force is required to cause this star-shaped contraction and then to maintain.
- the quality of the container contents can be impaired by the permeation, while if there is a leak due to air entering the bag
- the pump may become inoperative or the contents of the tank may leak.
- EP 0 550 772 A discloses a container which is used for storing a Serves liquid from which components evaporate, even when the bottle is tightly closed. This can be, for example, oxygen, which escapes through the container wall, creating a vacuum in the bottle arises.
- the inner layer should contract in a certain shape. This certain shape is caused by the fact that one or more adhesive strips be arranged between the outer layer and the inner layer, the result have that in their areas the inner layer firmly with the outer layer stays connected.
- the present invention has for its object a container considered in such a way that the vacuum is reduced, which in the inner bag occurs after the filling substance has been released.
- the container according to the invention are - in the circumferential direction of the container considered - at least one on each side of the bottom weld Pressure equalization opening formed in the outer container, all Pressure equalization openings opposite the intersections of the bottom weld (or its extension) are offset with the peripheral wall of the outer container. It is preferred that the pressure equalization openings by about 900 to the Intersections are staggered, although the invention is not there is limited.
- the inner bag is no longer attached to four around 900 areas offset from each other from the outer container, but forms it a so-called "dog bone shape" during the contraction of the inner bag in which the inner bag is only on two opposite areas of the wall of the outer container lifts off, its center around 90o offset from the above-mentioned intersection points. That is, the inner bag is compressed increasingly flatter on both sides, where the central axis of the compressed cross-sectional shape approximately with the pinched bottom seam of the inner bag coincides.
- the two-sided Contraction of the inner bag is not only caused by this can be that exactly around 90o to the intersections mentioned offset pressure equalization openings are formed.
- This can rather, for example, in a particular case the material of the inner bag and its wall thickness dependent circumferential area, which is opposite the intersection points is offset, for example by two in Pressure compensation openings spaced apart from one another in the circumferential direction, the pair by about 80o each Intersections can be offset.
- the negative pressure can otherwise be the same Minimize boundary conditions by having two diametrically opposed ones Pressure equalization openings arranged on one level are at right angles to that through the bottom seam and the Longitudinal central axis of the container extending plane.
- These pressure equalization openings can be made through elongated incisions be formed in the wall of the outer container by this for example with a knife, punching tool or with a Lasers are cut into the wall, leaving one remaining inner wall section then by applying a compressive force can be torn open.
- This can be the case with a container whose outer wall has a wall thickness of approx. 0.7 to 0.9 mm has to be accomplished in such a way that with a a crescent-shaped incision on a circular guided knife is generated, the wall down to a remaining safety wall thickness cut by approx. 0.2 mm, which ensures that despite the tolerances that occur, the inner bag cannot be damaged.
- a stamp so strong against the outside wall on one side of the cut that the remaining wall section bursts.
- a pressure equalization opening be formed with a punch or with a laser.
- the pressure equalization openings can also be punctiform Bores or punctures are formed in the wall of the outer container be, the injection needle provided with a central bore may be in connection with a source of print media stands. If the puncture needle penetrates the wall of the outer container, at the moment of the passage from the wall of the Outer container is the pressure medium, for example can be air, water or a gel, so firmly against the Inner bag pressed so that it withdraws, so that the inner bag cannot be damaged by the injection needle.
- the pressure medium for example can be air, water or a gel
- the container according to the invention can be seen as a so-called Be wide-necked containers because of the pressure equalization openings not just in the shoulder area, but anywhere of the outer container can be formed.
- the container 1 shown in Fig. 1 contains a container neck 2 and a shoulder section 3. At the container opening 4 can a pump for dispensing the container contents is attached, without the invention being limited to this.
- the container can also be designed as a squeeze bottle in which the container wall squeezed by hand to dispense the contents of the container and the container can also be a so-called wide-neck container be without shoulder section.
- Fig. 2 shows a known container in which the delivery of the container contents required pressure equalization in the space between the outer container and the inner bag open shoulder seams 8 of the outer container 6 is carried out by a smooth, seamless squeezing of the blow mold in this Area are formed.
- the open shoulder seams 8 lie in the vertical plane 9 through the axis of the web 5 and the central longitudinal axis 10 of the container runs.
- the intersection of this level 9 with the The peripheral wall of the outer container 6 are shown in FIG Reference number 11 denotes.
- the inner bag is released as the contents of the container are released 7 in four growing areas of the Inner wall of the outer container, at the intersection 11 surrounding areas 12, on which - in the circumferential direction seen the air inlet to the pressure equalization and at areas offset by about 90 ° for this purpose. This has result in a star-like contraction form of the inner container educated.
- the contraction of the inner container 7 from four sides requires a relatively large collapse force, the one also relatively large negative pressure in the inner bag with which this form of contraction is maintained becomes. The result is a relatively large permeation, Leakage of the inner bag 7 and a proportionate large remaining amount that cannot be removed from the inner bag is.
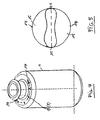
- FIG. 4 shows a representation corresponding to FIG. 2 a container according to the invention 1.
- This container contains no open shoulder seams to equalize pressure, but to Level 9 or the position of the open shoulder seams 8 according to FIG. 2 positions offset by an angle ⁇ of 90 ° each two pressure equalization openings 14, which are purely schematic in FIG are marked.
- the contraction occurs only from two sides can of course not only be caused by the fact that the pressure equalization openings exactly 90o to the intersections 11 are offset. It is important that in the closer circumferential area to the intersections 11 no pressure equalization openings are located that detach the inner bag 7th cause of the wall of the outer container 6 in this area can.
- the bilateral contraction can of course also be done cause that on both sides of the pressure equalization openings 14 further pressure equalization openings are formed, but a sufficient circumferential distance from the intersection 11 must comply.
Description
- Fig. 1
- einen Vertikalschnitt durch einen im Coextrusionsblasen hergestellten Behälter der betrachteten Art;
- Fig. 2
- eine perspektivische Ansicht eines bekannten Behälters mit offenen Schulternähten;
- Fig. 3
- einen Horizontalschnitt durch den Behälter gemäß Fig. 2 oberhalb der eingeklemmten Bodennaht des Innenbeutels in einem Zustand, in dem sich der Innenbeutel zusammengezogen hat;
- Fig. 4
- eine perspektivische Ansicht eines erfindungsgemäßen Behälters in einer Fig. 2 entsprechenden Darstellung und
- Fig. 5
- einen Horizontalschnitt durch den Behälter gemäß Fig. 4 in einer der Fig. 3 entsprechenden Darstellung.
Claims (5)
- Im Coextrusionsblasverfahren hergestellter Behälter (1), bestehend aus einem im wesentlichen steifen Außenbehälter und einem leicht verformbaren Innenbeutel (7) aus jeweils verschiedenartigen, keine Schweißverbindung miteinander eingehenden, thermoplastischen Kunststoffen mit einer Behälteröffnung (4) mit wenigstens zwei Druckausgleichsöffnungen (14) in der Wand des Außenbehälters (6) zum Druckausgleich im Zwischenraum zwischen dem Außenbehälter (6) und dem Innenbeutel (7) bei Kontraktion des Innenbeutels, wobei beim Abquetschen von Überschußmaterial am Boden der Blasform der Innenbeutel (7) durch eine Bodenschweißnaht (5) verschlossen und diese Bodenschweißnaht (5) in eine ebenfalls verschlossene Bodenschweißnaht (5) des Außenbehälters (6) eingeklemmt ist,
dadurch gekennzeichnet, daß zu beiden Seiten der Bodenschweißnaht (5) wenigstens eine Druckausgleichsöffnung (14) ausgebildet ist und
daß alle Druckausgleichsöffnungen (14) an Stellen des Außenbehälters (6) ausgebildet sind, die gegenüber den Schnittpunkten (11 ) der Bodenschweißnaht (5) mit der Umfangswand des Außenbehälters (6) in Umfangsrichtung wesentlich versetzt sind, so daß bei Abgabe des Behälterinhalts der Innenbeutel (7) sich nur von zwei Seiten zusammenzieht. - Behälter nach Anspruch 1,
dadurch gekennzeichnet, daß wenigstens jeweils eine Druckausgleichsöffnung (14) um etwa 90° versetzt zu den Schnittpunkten (11) ausgebildet ist. - Behälter nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet, daß jeweils wenigstens zwei Druckausgleichsöffnungen (14) im Abstand übereinanderliegend um etwa 90° versetzt zu den Schnittpunkten (11) ausgebildet sind. - Behälter nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß die Druckausgleichsöffnungen (14) durch längliche Einschnitte in die Wand des Außenbehälters (6) ausgebildet sind. - Behälter nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet, daß die Druckausgleichsöffnungen (14) durch punktförmige Bohrungen oder Einstiche in die Wand des Außenbehälters (6) ausgebildet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI9730621T SI0912420T1 (en) | 1996-07-04 | 1997-06-27 | Container with pressure compensation holes |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19626968 | 1996-07-04 | ||
| DE19626968A DE19626968A1 (de) | 1996-07-04 | 1996-07-04 | Behälter mit Druckausgleichsöffnung |
| PCT/DE1997/001348 WO1998001366A1 (de) | 1996-07-04 | 1997-06-27 | Behälter mit druckausgleichsöffnungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0912420A1 EP0912420A1 (de) | 1999-05-06 |
| EP0912420B1 true EP0912420B1 (de) | 2003-12-17 |
Family
ID=7798927
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97931672A Expired - Lifetime EP0912420B1 (de) | 1996-07-04 | 1997-06-27 | Behälter mit druckausgleichsöffnungen |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US6109468A (de) |
| EP (1) | EP0912420B1 (de) |
| JP (1) | JP3935213B2 (de) |
| AT (1) | ATE256614T1 (de) |
| AU (1) | AU717167B2 (de) |
| CA (1) | CA2258853A1 (de) |
| DE (3) | DE19626968A1 (de) |
| DK (1) | DK0912420T3 (de) |
| ES (1) | ES2213218T3 (de) |
| PT (1) | PT912420E (de) |
| WO (1) | WO1998001366A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010024980A1 (de) | 2010-06-24 | 2011-12-29 | Gaplast Gmbh | Behälter mit Innenbeutel |
| DE202021103382U1 (de) | 2021-06-23 | 2021-08-31 | Gaplast Gmbh | Behälter |
| EP4108415A1 (de) | 2021-06-23 | 2022-12-28 | Gaplast GmbH | Verfahren zur herstellung eines behälters |
| US11975473B2 (en) | 2021-06-23 | 2024-05-07 | Gaplast Gmbh | Method of manufacturing a container |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6503440B2 (en) * | 2000-04-07 | 2003-01-07 | Boehringer Ingelheim Pharma Kg | Process for making a container with a pressure equalization opening and containers produced accordingly |
| DE10256015B4 (de) * | 2002-11-30 | 2005-04-14 | Gaplast Gmbh | Verfahren zur Herstellung eines Behälters mit wenigstens einer Druckausgleichsöffnung |
| FR2891529B1 (fr) * | 2005-10-04 | 2007-12-07 | Valois Sas | Organe de recouvrement, procede de fabrication d'un tel organe et distributeur comprenant un tel organe. |
| DE102006012487B4 (de) | 2006-03-16 | 2008-08-21 | Gaplast Gmbh | Verfahren und Vorrichtung zur Herstellung eines Behälters |
| US20150266621A1 (en) | 2007-04-19 | 2015-09-24 | Anheuser-Busch Inbev S.A. | Integrally Blow-Moulded Bag-in-Container Having Interface Vents Opening to the Atmosphere at Location Adjacent to Bag's Mouth, Preform for Making It; and Processes for Producing the Preform and Bag-in-Container |
| US20080257883A1 (en) | 2007-04-19 | 2008-10-23 | Inbev S.A. | Integrally blow-moulded bag-in-container having an inner layer and the outer layer made of the same material and preform for making it |
| GB2459852B (en) * | 2008-05-06 | 2011-02-16 | Toly Products | Compact liquid cosmetics |
| RU2488481C2 (ru) * | 2008-10-17 | 2013-07-27 | Дзе Жиллетт Компани | Устройство для удаления волос с дозированием жидкости |
| PL2558252T3 (pl) | 2010-04-15 | 2015-12-31 | Gillette Co | Urządzenie do usuwania włosów z możliwością podawania płynu |
| EP3126251A4 (de) | 2014-04-02 | 2018-01-03 | Kuvee, Inc. | Behälter zur konservierung von flüssigen inhalten |
| KR102093254B1 (ko) | 2014-12-19 | 2020-03-25 | 교라꾸 가부시끼가이샤 | 적층박리용기 |
| US10472162B2 (en) | 2016-09-09 | 2019-11-12 | The Clorox Company | Continuous spray dispenser for highly corrosive and other low compatibility products |
| DE102017004657B4 (de) * | 2017-05-16 | 2021-09-23 | Gaplast Gmbh | Behälter mit Innenbeutel |
| DE102021116278B4 (de) * | 2021-06-23 | 2024-02-29 | Gaplast Gmbh | Verfahren und Vorrichtung zur Herstellung eines Behälters bestehend aus einem steifen Außenbehälter und einem leicht verformbaren Innenbeutel |
| DE102021121806A1 (de) * | 2021-08-23 | 2023-02-23 | Gaplast Gmbh | Behälter bestehend aus einem steifen Außenbehälter und einem verformbaren Innenbeutel sowie Verfahren zur Herstellung eines derartigen Behälters |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2743038A (en) * | 1952-12-04 | 1956-04-24 | Jack R Ferries | Paste dispenser |
| FR1251113A (fr) * | 1960-03-14 | 1961-01-13 | Réservoir tel que tube contenant des produits pour l'hygiène et la beauté | |
| DE3446697A1 (de) * | 1984-12-21 | 1986-06-26 | Henkel KGaA, 4000 Düsseldorf | Gebrauchsfertiges klebstoffgebinde |
| DE3442092A1 (de) * | 1984-11-17 | 1986-05-28 | Kautex Werke Reinold Hagen AG, 5300 Bonn | Verfahren zum herstellen einer mit einer verschliessbaren oeffnung versehenen verpackung und nach diesem verfahren hergestellte verpackung |
| DE8437419U1 (de) * | 1984-12-21 | 1985-03-07 | Henkel KGaA, 4000 Düsseldorf | Behaelter fuer luftempfindliche pastoese Massen |
| EP0550772B1 (de) * | 1991-08-05 | 1998-12-09 | Yoshino Kogyosho Co., Ltd. | Laminierte flasche sowie verfahren zu ihrer herstellung |
| DE4139555A1 (de) * | 1991-09-18 | 1993-03-25 | Gaplast Gmbh | Behaelter |
| CN1328120C (zh) * | 1995-03-10 | 2007-07-25 | 株式会社吉野工业所 | 积层剥离容器 |
-
1996
- 1996-07-04 DE DE19626968A patent/DE19626968A1/de not_active Withdrawn
-
1997
- 1997-06-27 AT AT97931672T patent/ATE256614T1/de active
- 1997-06-27 JP JP50464798A patent/JP3935213B2/ja not_active Expired - Lifetime
- 1997-06-27 DK DK97931672T patent/DK0912420T3/da active
- 1997-06-27 WO PCT/DE1997/001348 patent/WO1998001366A1/de active IP Right Grant
- 1997-06-27 PT PT97931672T patent/PT912420E/pt unknown
- 1997-06-27 EP EP97931672A patent/EP0912420B1/de not_active Expired - Lifetime
- 1997-06-27 CA CA002258853A patent/CA2258853A1/en not_active Abandoned
- 1997-06-27 DE DE59711141T patent/DE59711141D1/de not_active Expired - Lifetime
- 1997-06-27 AU AU35370/97A patent/AU717167B2/en not_active Ceased
- 1997-06-27 DE DE29780382U patent/DE29780382U1/de not_active Expired - Lifetime
- 1997-06-27 ES ES97931672T patent/ES2213218T3/es not_active Expired - Lifetime
- 1997-06-27 US US09/202,916 patent/US6109468A/en not_active Expired - Lifetime
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010024980A1 (de) | 2010-06-24 | 2011-12-29 | Gaplast Gmbh | Behälter mit Innenbeutel |
| WO2012000491A2 (de) | 2010-06-24 | 2012-01-05 | Gaplast Gmbh | Behälter mit innenbeutel |
| DE102010024980B4 (de) * | 2010-06-24 | 2012-04-26 | Gaplast Gmbh | Behälter mit Innenbeutel |
| DE202021103382U1 (de) | 2021-06-23 | 2021-08-31 | Gaplast Gmbh | Behälter |
| EP4108415A1 (de) | 2021-06-23 | 2022-12-28 | Gaplast GmbH | Verfahren zur herstellung eines behälters |
| DE102021116277A1 (de) | 2021-06-23 | 2022-12-29 | Gaplast Gmbh | Verfahren zur Herstellung eines Behälters |
| US11975473B2 (en) | 2021-06-23 | 2024-05-07 | Gaplast Gmbh | Method of manufacturing a container |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0912420A1 (de) | 1999-05-06 |
| DK0912420T3 (da) | 2004-04-05 |
| US6109468A (en) | 2000-08-29 |
| ATE256614T1 (de) | 2004-01-15 |
| DE59711141D1 (de) | 2004-01-29 |
| AU717167B2 (en) | 2000-03-16 |
| ES2213218T3 (es) | 2004-08-16 |
| AU3537097A (en) | 1998-02-02 |
| CA2258853A1 (en) | 1998-01-15 |
| WO1998001366A1 (de) | 1998-01-15 |
| DE29780382U1 (de) | 1998-10-08 |
| PT912420E (pt) | 2004-05-31 |
| JP3935213B2 (ja) | 2007-06-20 |
| DE19626968A1 (de) | 1998-01-15 |
| JP2000513683A (ja) | 2000-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0912420B1 (de) | Behälter mit druckausgleichsöffnungen | |
| EP2585377B1 (de) | Behälter mit innenbeutel | |
| DE60217026T2 (de) | Ausgiesstülle, sowie Verfahren und Vorrichtung zu deren Fixierung auf einem Beutel | |
| EP0182094B1 (de) | Verfahren zum Herstellen einer mit einer verschliessbaren Öffnung versehenen Verpackung und nach diesem Verfahren hergestellte Verpackung | |
| EP1007327B1 (de) | Verfahren zur herstellung eines behälters sowie behälter mit druckausgleichsöffnungen | |
| DE69634313T2 (de) | Behälter aus laminiertem leicht trennbarem Material | |
| DE2831990C2 (de) | ||
| DE4139555A1 (de) | Behaelter | |
| CH692194A5 (de) | Verpackung. | |
| EP0612664B1 (de) | Verpackung für Fliessmittel, Verfahren zur Herstellung einer solchen Packung und Vorrichtung zur Durchführung des Verfahrens | |
| EP0395949B1 (de) | Flüssigkeitspackung | |
| EP0383020A2 (de) | Folienbeutel | |
| EP0114398A2 (de) | Zusammendrückbarer Laminattubenbehälter | |
| WO2001076849A1 (de) | Verfahren zum herstellen eines mit einer druckausgleichsöffnung versehenen behälters und nach diesem verfahren hergestellter behälter | |
| DE19626967C2 (de) | Verfahren zur Herstellung eines Behälters sowie Behälter mit Druckausgleichsöffnungen | |
| DE60110720T2 (de) | Flüssigkeitsbehälter und Verfahren zur dessen Herstellung | |
| WO1995009111A1 (de) | Behälter aus thermoplastischem kunststoff und verfahren zu seiner herstellung | |
| EP2114793B1 (de) | Spendesystem | |
| EP0633122B1 (de) | Verfahren zur Herstellung eines Behälters mit flexiblem Innenbeutel | |
| EP1519879A1 (de) | Deckel für getränkekartonverbundpackungen sowie werkzeuge und verfahren zur herstellung eines solchen deckels sowie damit versehene getränkekartonverbundpackungen | |
| EP4108414B1 (de) | Verfahren zur herstellung eines behälters | |
| DE4432718A1 (de) | Packung mit flacher Öffnungsvorrichtung und Werkzeug zur Herstellung derselben | |
| DE2900625A1 (de) | Verfahren zum herstellen einer kartonpackung und danach hergestellte kartonpackung | |
| EP4108415B1 (de) | Verfahren zur herstellung eines behälters | |
| DE2250507A1 (de) | Beutel fuer biologische fluessigkeiten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: SI PAYMENT 19990201 |
|
| 17P | Request for examination filed |
Effective date: 19990201 |
|
| 17Q | First examination report despatched |
Effective date: 20021008 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: SI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59711141 Country of ref document: DE Date of ref document: 20040129 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE SA |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040318 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20040400936 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20040316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2213218 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040920 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: IF |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20100624 Year of fee payment: 14 Ref country code: IE Payment date: 20100621 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20110531 Year of fee payment: 15 Ref country code: PT Payment date: 20110527 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20110531 Year of fee payment: 15 Ref country code: FI Payment date: 20110608 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20110702 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20120622 Year of fee payment: 16 |
|
| BERE | Be: lapsed |
Owner name: *GAPLAST G.M.B.H. Effective date: 20120630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20120614 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20121227 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20130101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121227 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20040400936 Country of ref document: GR Effective date: 20130104 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120627 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20130207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130101 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130104 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110627 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20141217 Year of fee payment: 18 Ref country code: SE Payment date: 20141217 Year of fee payment: 18 Ref country code: CH Payment date: 20141222 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 256614 Country of ref document: AT Kind code of ref document: T Effective date: 20140627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141230 Year of fee payment: 18 Ref country code: DE Payment date: 20141218 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20141222 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150727 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140628 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59711141 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150627 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150628 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150627 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160101 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150630 |