EP0902098A1 - Procédé pour la fabrication d'une tÔle d'acier galvanisé allié sans phases en surface - Google Patents
Procédé pour la fabrication d'une tÔle d'acier galvanisé allié sans phases en surface Download PDFInfo
- Publication number
- EP0902098A1 EP0902098A1 EP98402165A EP98402165A EP0902098A1 EP 0902098 A1 EP0902098 A1 EP 0902098A1 EP 98402165 A EP98402165 A EP 98402165A EP 98402165 A EP98402165 A EP 98402165A EP 0902098 A1 EP0902098 A1 EP 0902098A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- treatment
- phase
- maximum temperature
- galvanized
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/28—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in one step
Definitions
- the invention relates to a sheet of galvanized alloy steel resistant to both dusting and chipping.
- the invention relates to methods of manufacturing this steel sheet.
- galvanized alloy in which, after quenching a sheet of steel in a galvanizing, heat treatment of the galvanized steel sheet to achieve a zinc-iron alloy between the galvanizing layer based on zinc and its iron-based substrate.
- the invention relates more particularly to heat treatment of alliance.
- the structure of the alloyed galvanized coating obtained by this type of process is generally laminated into several superimposed layers of phases different iron-zinc alloy, richer in zinc near the surface, more rich in iron near the substrate-coating interface.
- the resulting alloyed galvanized coating considered in all of its thickness, generally has an average iron content of between 8 and 14%.
- Powdering and flaking are mechanical degradations of the coating which is generally observed under the effect of stresses applied to the sheet in sheet metal stamping operations.
- Powdering occurs by cracking in the very thickness of the coating, in particular under the effect of compression stresses in the blank holder area of the stamping machine.
- phase ⁇ The disadvantages of the presence of phase ⁇ are greater on the grades of low carbon steel known as “ULC” (Ultra Low Carbon in English language) ; indeed, on these grades, galvanized coatings or galvanized alloys indeed exhibit a less good adhesion, which increases the risk of chipping at this interface under the effect of shear transmitted by the surface ⁇ phase.
- ULC Ultra Low Carbon in English language
- a low carbon steel grade is called either a steel containing less than 5.10 -3 % by weight of carbon, or a steel having a higher carbon content but a large part of which is trapped by additives such as titanium. and / or niobium.
- the object of the invention is to provide an alloyed galvanized steel sheet. having both good dusting and flaking resistance, particularly without phase ⁇ on the surface and with hard and brittle phases, in particular ⁇ , of minimized thickness.
- Galvanizing baths generally contain aluminum for control the alloying of the coating within the bath itself; so it is quite classic to find aluminum ( ⁇ 0.5%) in the galvanized layer ally; the aluminum content in the layer is conventionally of the order of 0.2%.
- the object of the invention is to provide an alloyed galvanized steel sheet. having both good dust and chipping resistance.
- the invention also aims to limit the formation of background mattes during the galvanizing stage.
- the continuous production facility for alloyed galvanized sheet according to the invention conventionally comprises a device for galvanizing by soaked in a bath of molten metal and, online, a treatment device thermal alloy.
- the alloying device therefore comprises strip running means having, in the running direction, a rising strand, a support and tape guide roller at the top of the installation (in English: "top roll”), and a downward strand.
- the rising strand is positioned directly above the galvanizing bath and strip wiping means, which are part of the galvanizing device.
- the heat treatment means include for example temperature rise means and a holding oven.
- Heat treatment means and cooling means are known in themselves and are not described here in detail.
- the alloying is carried out during a single stage of heat treatment, unlike the processes described in documents JP 02 194157 A and JP 07 034213 A from SUMITOMO, JP 08 165 550, JP 05 320 853 A and JP 61 223 174 A from NIPPON STEEL.
- the process according to the invention is specially adapted for the preparation of galvanized alloyed layers on steel sheets known as "without interstitial” (in English language “Intersticial Free” or “IF”) and stampable; we hear by stampable IF steel of the grades “IF”, or “IF (Ti, Nb)", “IF (Ti, B)", or “IF (Ti)", ie "IF” steels without other elements of addition (such as Ti and / or Nb, B) than those intended to trap carbon and / or nitrogen.
- the bath therefore essentially contains zinc, aluminum to control the alloy in the bath, iron resulting from the dissolution of the strip and inevitable residual impurities; this bath can also contain flowering agents, such as lead, antimony or bismuth; the aluminum content by weight in the bath is between 0.10 and 0.135%; the proportions of nickel and chromium from impurities are much less than 0.02% and 0.1% by weight, respectively.
- the alloying heat treatment means At the outlet of the galvanizing device and after spinning, using the alloying heat treatment means, then continuously heating the tape up to a maximum temperature greater than or equal to 490 ° C, while maintaining suitable temperature and treatment time conditions on the one hand to obtain a complete alloy ( ⁇ without phase ⁇ ) of the coating of galvanizing with strip steel on the other hand so that the content average iron in the alloy coating obtained does not exceed 6 g / m2.
- the maximum temperature reached by the strip during this treatment is understood between 490 ° C and 510 ° C, if possible between 495 ° C and 505 ° C.
- the strip is then cooled. sheet metal at a temperature low enough that the coating is not deteriorated when the tape passes over the tape support roller Summit ; this temperature is generally less than or equal to 300 ° C.
- a strip is then obtained in a single heat treatment step.
- galvanized alloy steel very resistant to both chipping and dusting.
- This steel strip resists chipping because the proportion of phase ⁇ in surface is below the detectable threshold; the goal of low proportion of phase ⁇ is reached according to the invention whatever the duration of the treatment because the maximum treatment temperature is greater than or equal to 490 ° C, as illustrated in example 1 below.
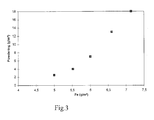
- This steel strip resists dusting because the amount of iron contained in the coating is less than or equal to 6 g / m2, as illustrated Example 2 below.
- the maximum heat treatment temperature is below 490 ° C, for example in the range 450 ° C-490 ° C as in the prior art, depending on the duration of treatment, there is a risk of maintaining too much significant phase ⁇ on the surface of the coating, which is detrimental to the resistance to chipping, in particular in the case of stampable IF steels.
- the quantity iron content in the coating may be greater than 6 g / m2, which is detrimental to the powder resistance as illustrated in Example 2.
- the process for obtaining an almost alloyed galvanized coating without phase ⁇ and with a layer of minimum thickness of hard phases and brittle, especially ⁇ is advantageous, especially compared to the processes already cited and described in documents JP 02 194 157 A and JP 08 165 550 A, because, according to the invention, only one processing step is carried out thermal, which is much more economical and productive.
- the method according to the invention does not provide for any cooling intermediate, especially below 400 ° C, during the heat treatment ; cooling only takes place at the end of the treatment thermal.
- the alloying process according to the invention starts from a galvanized sheet, that is to say coated with a layer based on unalloyed zinc, and not with a sheet coated with a zinc-iron alloy already formed as in document WO 90 02043 A; moreover, the duration of the heat treatment according to the invention is much shorter than those described in this document, which is, at obviously, advantageous in terms of productivity.
- the purpose of this example is to illustrate the advantage of carrying out the treatment thermal alloy at a maximum temperature greater than or equal to 490 ° C, according to the invention.
- each sample is brought to a maximum temperature of treatment, then maintained at this temperature for a period which may reach 70 seconds.
- the following is carried out: X-ray diffractometry, detection and identification of phases ⁇ , ⁇ and ⁇ so as to identify the holding time at the end of which the phases ⁇ , ⁇ and ⁇ and the holding time after which the phase disappears ⁇ ; the lower detection limit is around 5% for phase ⁇ , around 7 to 8% for phase ⁇ and for phase ⁇ .
- Alloying treatments are thus carried out at 440 ° C, 450 ° C, 460 ° C, 470 ° C, 480 ° C, 490 ° C, 500 ° C, 510 ° C, 520 ° C, 530 ° C, 540 ° C, 550 ° C and 560 ° C.
- the abscissa is plotted, for each temperature, the holding time after which the phases apparaissent, ⁇ and ⁇ appear and the holding time after which phase ⁇ disappears.
- the hatched area limited by the points ⁇ corresponds to the domain of existence of phase ⁇ ; it can be seen that, according to the invention, if the alloying treatment temperature is greater than or equal to 490 ° C, the phase ⁇ does not appear detectably during processing, whatever the duration of maintenance at the maximum temperature, within the limit of one minute about.
- the duration of treatment can be set regardless of the temperature of processing, which facilitates the piloting of the alloying step; hold time at the maximum treatment temperature is preferably less than one minute.
- the purpose of this example is to illustrate the advantage of maintaining the temperature and the duration of the alloying heat treatment at sufficiently low values to limit the average iron content of the coating to a lower value or equal to 6 g / m2.
- FIG. 2 shows the results obtained, temperature (° C) on the abscissa and iron content (g / m2) on the ordinate; we aknowledge that the curve obtained has an inflection point around 500 ° C.
- the surface is degreased and the sample is weighed; the sample is then covered with a sheet of Teflon ® on both sides then fully stamped by driving a punch into a suitable die for shaping a cup; the bucket obtained is ultrasonically cleaned then weighed again; we calculate the difference in weight which we divide by the initial sample area; the result expressed in g / m2 reflects the dusting of the coating layer.
- Figure 3 shows the results obtained, iron content (g / m2) on the abscissa and dusting (g / m2) of the coating layer on the ordinate;
- the average iron content of the coating should be limited to a value less than or equal to 6 g / m2; with reference to FIG. 2, in the case of a holding time of 15 seconds, it can be seen that this objective is achieved if the maximum temperature (T max. ) reached during the treatment is less than or equal to 510 ° C. .
- Example 1 By combining the teaching of Example 1, which concerns the absence of phase ⁇ when T max. ⁇ 490 ° C, which concerns the delay in the appearance of phases ⁇ and ⁇ if, in addition, T max. ⁇ 510 ° C, it appears that the range 490 ° C-510 ° C offers the most advantageous conditions for achieving the objectives of the invention.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Abstract
Description
- la composition de l'acier du substrat, notamment les teneurs en P, Si, Ti ou Nb ;
- la température et la composition du bain de galvanisation, notamment la teneur en aluminium ;
- la température de la tôle d'acier au moment de l'immersion dans le bain et l'épaisseur du revêtement de galvanisation en sortie de bain après essorage.
- d'une manière classique, moins de 0,5% en poids d'aluminium ;
- de 0,1 à 0,5% en poids de chrome pour JP 06 0881912 A, de 0,02 à 1% en poids de nickel pour JP 04 013855 A.
- la température maximale atteinte par la bande lors dudit traitement est supérieure ou égale à 490°C,
- ladite température maximale et la durée de traitement sont limitées de manière à ce que la teneur moyenne en fer dans le revêtement allié obtenu ne dépasse pas 6 g/m2.
- ledit bain est constitué essentiellement de zinc, d'aluminium à une teneur pondérale comprise entre 0,10 et 0,135%, de fer, optionnellement d'un agent de fleurage, et des impuretés résiduelles inévitables.
- après galvanisation et avant traitement thermique, dans la couche de galvanisation, la proportion de chrome est inférieure à 0,1% en poids et/ou la proportion de nickel est inférieure à 0,02% en poids.
- la durée de maintien à ladite température maximale est inférieure à une minute.
- ladite température maximale est inférieure ou égale à 510°C.
- ladite température maximale est comprise entre 495°C et 505°C
- la figure 1, à laquelle l'exemple 1 se réfère, illustre, dans un diagramme « durée de traitement (secondes) - température maximale de traitement (°C) », le domaine d'existence de la phase ζ (zone hachurée limitée par les points figurés par ), ainsi que les limites des domaines d'apparition des phases Γ (points figurés par +) et δ (points figurés par x).
- les figures 2 et 3, auxquelles l'exemple 2 se réfère, illustrent d'une part l'évolution de la teneur en fer (g/m2) de la couche galvanisée alliée en fonction de la température maximale du traitement d'alliation (fig.2) et d'autre part l'évolution du poudrage (g/m2) de la couche galvanisée alliée en fonction de la teneur en fer (g/m2) dans cette couche (fig.3).
Claims (6)
- Procédé de fabrication d'une tôle d'acier emboutissable sans intersticiel revêtue d'une couche galvanisée alliée, comprenant une étape de galvanisation par trempé de ladite tôle d'acier dans un bain à base de zinc et une seule étape de traitement thermique d'alliation de ladite tôle d'acier galvanisée, caractérisé en ce que :la température maximale atteinte par la bande lors dudit traitement est supérieure ou égale à 490°C,ladite température maximale et la durée de traitement sont limitées de manière à ce que la teneur moyenne en fer dans le revêtement allié obtenu ne dépasse pas 6 g/m2.
- Procédé selon la revendication 1 caractérisé en ce que ledit bain est constitué essentiellement de zinc, d'aluminium à une teneur pondérale comprise entre 0,10 et 0,135%, de fer, optionnellement d'un agent de fleurage, et des impuretés résiduelles inévitables.
- Procédé selon l'une quelconque des revendications 1 à 2, caractérisé en ce que, après galvanisation et avant traitement thermique, dans la couche de galvanisation, la proportion de chrome est inférieure à 0,1% en poids et/ou la proportion de nickel est inférieure à 0,02% en poids.
- Procédé selon l'une quelconque des revendications 1 à 3 caractérisé en ce que la durée de maintien à ladite température maximale est inférieure à une minute.
- Procédé selon l'une quelconque des revendications 1 à 4 caractérisé en ce que ladite température maximale est inférieure ou égale à 510°C.
- Procédé selon la revendication 5 caractérisé en ce que ladite température maximale est comprise entre 495°C et 505°C.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9711144A FR2768157B1 (fr) | 1997-09-09 | 1997-09-09 | Tole d'acier galvanise allie, procedes et installation pour la fabrication d'une telle tole |
| FR9711144 | 1997-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0902098A1 true EP0902098A1 (fr) | 1999-03-17 |
| EP0902098B1 EP0902098B1 (fr) | 2002-08-14 |
Family
ID=9510860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98402165A Revoked EP0902098B1 (fr) | 1997-09-09 | 1998-09-02 | Procédé pour la fabrication d'une tôle d'acier galvanisé allié sans phases en surface |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0902098B1 (fr) |
| AT (1) | ATE222300T1 (fr) |
| BR (1) | BR9803937A (fr) |
| CA (1) | CA2246858C (fr) |
| DE (1) | DE69807165T2 (fr) |
| ES (1) | ES2181142T3 (fr) |
| FR (1) | FR2768157B1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4282541A1 (fr) | 2022-05-23 | 2023-11-29 | John Cockerill S.A. | Procede et installation pour l'application d'un revetement liquide sur une bande en defilement continu et en passe descendante |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0413855A (ja) * | 1990-04-27 | 1992-01-17 | Nisshin Steel Co Ltd | 加工性に優れた合金化溶融亜鉛めつき鋼板及びその製造方法 |
| JPH05263210A (ja) * | 1992-03-19 | 1993-10-12 | Kobe Steel Ltd | スポット溶接性に優れた溶融亜鉛・アルミニウム合金 めっき鋼板の製造方法 |
| JPH0688192A (ja) * | 1991-08-28 | 1994-03-29 | Nisshin Steel Co Ltd | 加工性に優れた合金化溶融亜鉛めっき鋼板及びその製造方法 |
| JPH0913147A (ja) * | 1995-06-28 | 1997-01-14 | Nippon Steel Corp | 成型性及びめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5789468A (en) * | 1980-11-22 | 1982-06-03 | Nisshin Steel Co Ltd | Continuous hot-dipping apparatus |
| JPS61223174A (ja) * | 1985-03-28 | 1986-10-03 | Sumitomo Metal Ind Ltd | 合金化溶融亜鉛めつき鋼板の製造方法 |
| US4913746A (en) * | 1988-08-29 | 1990-04-03 | Lehigh University | Method of producing a Zn-Fe galvanneal on a steel substrate |
| JPH0639680B2 (ja) * | 1989-01-20 | 1994-05-25 | 住友金属工業株式会社 | 加工性に優れたガルバニール鋼板とその製造方法および装置 |
| JP2824345B2 (ja) * | 1991-05-10 | 1998-11-11 | 三菱重工業株式会社 | 溶融亜鉛めっき鋼板の合金化装置 |
| JPH05320853A (ja) * | 1992-05-22 | 1993-12-07 | Nippon Steel Corp | めっき密着性の良好な合金化溶融亜鉛めっき鋼板の製造法 |
| JP2707952B2 (ja) * | 1993-07-19 | 1998-02-04 | 住友金属工業株式会社 | 界面密着性に優れた合金化溶融Znめっき鋼板およびその製造方法 |
| JPH0748662A (ja) * | 1993-08-06 | 1995-02-21 | Nippon Steel Corp | めっき密着性、外観性に優れた溶融亜鉛めっき鋼板の製造法 |
| JPH08165550A (ja) * | 1994-12-13 | 1996-06-25 | Nippon Steel Corp | 耐フレーキング性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
-
1997
- 1997-09-09 FR FR9711144A patent/FR2768157B1/fr not_active Expired - Lifetime
-
1998
- 1998-09-02 AT AT98402165T patent/ATE222300T1/de active IP Right Revival
- 1998-09-02 ES ES98402165T patent/ES2181142T3/es not_active Expired - Lifetime
- 1998-09-02 DE DE69807165T patent/DE69807165T2/de not_active Revoked
- 1998-09-02 EP EP98402165A patent/EP0902098B1/fr not_active Revoked
- 1998-09-08 CA CA002246858A patent/CA2246858C/fr not_active Expired - Fee Related
- 1998-09-08 BR BR9803937-7A patent/BR9803937A/pt not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0413855A (ja) * | 1990-04-27 | 1992-01-17 | Nisshin Steel Co Ltd | 加工性に優れた合金化溶融亜鉛めつき鋼板及びその製造方法 |
| JPH0688192A (ja) * | 1991-08-28 | 1994-03-29 | Nisshin Steel Co Ltd | 加工性に優れた合金化溶融亜鉛めっき鋼板及びその製造方法 |
| JPH05263210A (ja) * | 1992-03-19 | 1993-10-12 | Kobe Steel Ltd | スポット溶接性に優れた溶融亜鉛・アルミニウム合金 めっき鋼板の製造方法 |
| JPH0913147A (ja) * | 1995-06-28 | 1997-01-14 | Nippon Steel Corp | 成型性及びめっき密着性に優れた高強度合金化溶融亜鉛めっき鋼板およびその製造方法 |
Non-Patent Citations (4)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 016, no. 168 (C - 0932) 22 April 1992 (1992-04-22) * |
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 040 (C - 1155) 21 January 1994 (1994-01-21) * |
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 351 (C - 1220) 4 July 1994 (1994-07-04) * |
| PATENT ABSTRACTS OF JAPAN vol. 097, no. 005 30 May 1997 (1997-05-30) * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69807165D1 (de) | 2002-09-19 |
| ATE222300T1 (de) | 2002-08-15 |
| FR2768157A1 (fr) | 1999-03-12 |
| BR9803937A (pt) | 1999-12-14 |
| DE69807165T2 (de) | 2004-05-19 |
| ES2181142T3 (es) | 2003-02-16 |
| FR2768157B1 (fr) | 2001-05-11 |
| CA2246858C (fr) | 2008-11-18 |
| EP0902098B1 (fr) | 2002-08-14 |
| CA2246858A1 (fr) | 1999-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101760712B (zh) | 镀覆表面品质优良的高锰钢的热浸镀锌钢板的制造方法 | |
| EP3783116B1 (fr) | Tôles prerevêtues permettant la fabrication de pieces d'acier revêtues et durcies a la presse | |
| CA2584449C (fr) | Procede de revetement au trempe a chaud dans un bain de zinc des bandes en acier fer-carbone-manganese | |
| WO2012070694A1 (fr) | TÔLE EN ACIER PLAQUÉE PAR IMMERSION À CHAUD À BASE D'Al-Zn ET SON PROCÉDÉ DE FABRICATION | |
| EP3149217B1 (fr) | Tôle d'acier munie d'un revêtement à protection cathodique sacrificielle comprenant du lanthane | |
| EP2954086B1 (fr) | Ôle à revêtement znalmg à microstructure particulière et procédé de réalisation correspondant | |
| RU2583193C1 (ru) | СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛИСТА, ИМЕЮЩЕГО СМАЗАННОЕ МАСЛОМ Zn-Al-Mg ПОКРЫТИЕ, И СООТВЕТСТВУЮЩИЙ МЕТАЛЛИЧЕСКИЙ ЛИСТ | |
| TW201413053A (zh) | 金屬被覆鋼帶 | |
| BE1014992A3 (fr) | Procede pour la fabrication de toles d'acier galvanise laminees a chaud a haute vitesse et sans decapage. | |
| US6872469B2 (en) | Alloyed zinc dip galvanized steel sheet | |
| EP0902098B1 (fr) | Procédé pour la fabrication d'une tôle d'acier galvanisé allié sans phases en surface | |
| EP0939141B1 (fr) | Tôle dotée d'un revêtement d'aluminium résistant à la fissuration | |
| FR2844281A1 (fr) | Acier a tres haute resistance mecanique et procede de fabrication d'une feuille de cet acier revetue de zinc ou d'alliage de zinc | |
| EP1029940B1 (fr) | Procédé d'aluminiage d'acier permettant d'obtenir une couche d'alliage interfaciale de faible epaisseur | |
| JP3367442B2 (ja) | 意匠性に優れたZn−Al−Si合金めっき鋼板の製造方法 | |
| EP0126696A1 (fr) | Procédé de fabrication en continu d'une bande d'acier survieillie portant un revêtement de Zn ou d'alliage Zn-Al | |
| JPH0331798B2 (fr) | ||
| EP0848076B1 (fr) | Procédé de revêtement au trempé d'une tôle d'acier; tôle zinguee ou aluminiée obtenue par ce procédé | |
| WO2005080635A1 (fr) | Feuille d'acier plaquee par immersion a chaud comprenant un alliage sn-zn | |
| WO1997021846A1 (fr) | Procede de galvanisation de tole d'acier contenant des elements d'addition oxydables | |
| JPH04157146A (ja) | 合金化溶融亜鉛めつき鋼板 | |
| JPH1017936A (ja) | プレス加工性及びめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990917 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010219 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020814 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020814 |
|
| REF | Corresponds to: |
Ref document number: 222300 Country of ref document: AT Date of ref document: 20020815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020902 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 69807165 Country of ref document: DE Date of ref document: 20020919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021129 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021112 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2181142 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26 | Opposition filed |
Opponent name: THYSSEN KRUPP STAHL AG Effective date: 20030514 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: THYSSEN KRUPP STAHL AG |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: THYSSENKRUPP STEEL AG Effective date: 20030514 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: THYSSENKRUPP STEEL AG |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090827 Year of fee payment: 12 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: THYSSENKRUPP STEEL EUROPE AG Effective date: 20030514 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100914 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 20100715 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20100715 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100913 Year of fee payment: 13 Ref country code: IT Payment date: 20100916 Year of fee payment: 13 Ref country code: FR Payment date: 20100921 Year of fee payment: 13 Ref country code: AT Payment date: 20100910 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100901 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20100910 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20020814 Ref country code: CH Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20020814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20101014 Year of fee payment: 13 Ref country code: BE Payment date: 20100915 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20101018 Year of fee payment: 13 |