EP0902098A1 - Process for producing a galvanized alloyed steel sheet without a dzeta phase on the surface - Google Patents
Process for producing a galvanized alloyed steel sheet without a dzeta phase on the surface Download PDFInfo
- Publication number
- EP0902098A1 EP0902098A1 EP98402165A EP98402165A EP0902098A1 EP 0902098 A1 EP0902098 A1 EP 0902098A1 EP 98402165 A EP98402165 A EP 98402165A EP 98402165 A EP98402165 A EP 98402165A EP 0902098 A1 EP0902098 A1 EP 0902098A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- treatment
- phase
- maximum temperature
- galvanized
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/28—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in one step
Definitions
- the invention relates to a sheet of galvanized alloy steel resistant to both dusting and chipping.
- the invention relates to methods of manufacturing this steel sheet.
- galvanized alloy in which, after quenching a sheet of steel in a galvanizing, heat treatment of the galvanized steel sheet to achieve a zinc-iron alloy between the galvanizing layer based on zinc and its iron-based substrate.
- the invention relates more particularly to heat treatment of alliance.
- the structure of the alloyed galvanized coating obtained by this type of process is generally laminated into several superimposed layers of phases different iron-zinc alloy, richer in zinc near the surface, more rich in iron near the substrate-coating interface.
- the resulting alloyed galvanized coating considered in all of its thickness, generally has an average iron content of between 8 and 14%.
- Powdering and flaking are mechanical degradations of the coating which is generally observed under the effect of stresses applied to the sheet in sheet metal stamping operations.
- Powdering occurs by cracking in the very thickness of the coating, in particular under the effect of compression stresses in the blank holder area of the stamping machine.
- phase ⁇ The disadvantages of the presence of phase ⁇ are greater on the grades of low carbon steel known as “ULC” (Ultra Low Carbon in English language) ; indeed, on these grades, galvanized coatings or galvanized alloys indeed exhibit a less good adhesion, which increases the risk of chipping at this interface under the effect of shear transmitted by the surface ⁇ phase.
- ULC Ultra Low Carbon in English language
- a low carbon steel grade is called either a steel containing less than 5.10 -3 % by weight of carbon, or a steel having a higher carbon content but a large part of which is trapped by additives such as titanium. and / or niobium.
- the object of the invention is to provide an alloyed galvanized steel sheet. having both good dusting and flaking resistance, particularly without phase ⁇ on the surface and with hard and brittle phases, in particular ⁇ , of minimized thickness.
- Galvanizing baths generally contain aluminum for control the alloying of the coating within the bath itself; so it is quite classic to find aluminum ( ⁇ 0.5%) in the galvanized layer ally; the aluminum content in the layer is conventionally of the order of 0.2%.
- the object of the invention is to provide an alloyed galvanized steel sheet. having both good dust and chipping resistance.
- the invention also aims to limit the formation of background mattes during the galvanizing stage.
- the continuous production facility for alloyed galvanized sheet according to the invention conventionally comprises a device for galvanizing by soaked in a bath of molten metal and, online, a treatment device thermal alloy.
- the alloying device therefore comprises strip running means having, in the running direction, a rising strand, a support and tape guide roller at the top of the installation (in English: "top roll”), and a downward strand.
- the rising strand is positioned directly above the galvanizing bath and strip wiping means, which are part of the galvanizing device.
- the heat treatment means include for example temperature rise means and a holding oven.
- Heat treatment means and cooling means are known in themselves and are not described here in detail.
- the alloying is carried out during a single stage of heat treatment, unlike the processes described in documents JP 02 194157 A and JP 07 034213 A from SUMITOMO, JP 08 165 550, JP 05 320 853 A and JP 61 223 174 A from NIPPON STEEL.
- the process according to the invention is specially adapted for the preparation of galvanized alloyed layers on steel sheets known as "without interstitial” (in English language “Intersticial Free” or “IF”) and stampable; we hear by stampable IF steel of the grades “IF”, or “IF (Ti, Nb)", “IF (Ti, B)", or “IF (Ti)", ie "IF” steels without other elements of addition (such as Ti and / or Nb, B) than those intended to trap carbon and / or nitrogen.
- the bath therefore essentially contains zinc, aluminum to control the alloy in the bath, iron resulting from the dissolution of the strip and inevitable residual impurities; this bath can also contain flowering agents, such as lead, antimony or bismuth; the aluminum content by weight in the bath is between 0.10 and 0.135%; the proportions of nickel and chromium from impurities are much less than 0.02% and 0.1% by weight, respectively.
- the alloying heat treatment means At the outlet of the galvanizing device and after spinning, using the alloying heat treatment means, then continuously heating the tape up to a maximum temperature greater than or equal to 490 ° C, while maintaining suitable temperature and treatment time conditions on the one hand to obtain a complete alloy ( ⁇ without phase ⁇ ) of the coating of galvanizing with strip steel on the other hand so that the content average iron in the alloy coating obtained does not exceed 6 g / m2.
- the maximum temperature reached by the strip during this treatment is understood between 490 ° C and 510 ° C, if possible between 495 ° C and 505 ° C.
- the strip is then cooled. sheet metal at a temperature low enough that the coating is not deteriorated when the tape passes over the tape support roller Summit ; this temperature is generally less than or equal to 300 ° C.
- a strip is then obtained in a single heat treatment step.
- galvanized alloy steel very resistant to both chipping and dusting.
- This steel strip resists chipping because the proportion of phase ⁇ in surface is below the detectable threshold; the goal of low proportion of phase ⁇ is reached according to the invention whatever the duration of the treatment because the maximum treatment temperature is greater than or equal to 490 ° C, as illustrated in example 1 below.
- This steel strip resists dusting because the amount of iron contained in the coating is less than or equal to 6 g / m2, as illustrated Example 2 below.
- the maximum heat treatment temperature is below 490 ° C, for example in the range 450 ° C-490 ° C as in the prior art, depending on the duration of treatment, there is a risk of maintaining too much significant phase ⁇ on the surface of the coating, which is detrimental to the resistance to chipping, in particular in the case of stampable IF steels.
- the quantity iron content in the coating may be greater than 6 g / m2, which is detrimental to the powder resistance as illustrated in Example 2.
- the process for obtaining an almost alloyed galvanized coating without phase ⁇ and with a layer of minimum thickness of hard phases and brittle, especially ⁇ is advantageous, especially compared to the processes already cited and described in documents JP 02 194 157 A and JP 08 165 550 A, because, according to the invention, only one processing step is carried out thermal, which is much more economical and productive.
- the method according to the invention does not provide for any cooling intermediate, especially below 400 ° C, during the heat treatment ; cooling only takes place at the end of the treatment thermal.
- the alloying process according to the invention starts from a galvanized sheet, that is to say coated with a layer based on unalloyed zinc, and not with a sheet coated with a zinc-iron alloy already formed as in document WO 90 02043 A; moreover, the duration of the heat treatment according to the invention is much shorter than those described in this document, which is, at obviously, advantageous in terms of productivity.
- the purpose of this example is to illustrate the advantage of carrying out the treatment thermal alloy at a maximum temperature greater than or equal to 490 ° C, according to the invention.
- each sample is brought to a maximum temperature of treatment, then maintained at this temperature for a period which may reach 70 seconds.
- the following is carried out: X-ray diffractometry, detection and identification of phases ⁇ , ⁇ and ⁇ so as to identify the holding time at the end of which the phases ⁇ , ⁇ and ⁇ and the holding time after which the phase disappears ⁇ ; the lower detection limit is around 5% for phase ⁇ , around 7 to 8% for phase ⁇ and for phase ⁇ .
- Alloying treatments are thus carried out at 440 ° C, 450 ° C, 460 ° C, 470 ° C, 480 ° C, 490 ° C, 500 ° C, 510 ° C, 520 ° C, 530 ° C, 540 ° C, 550 ° C and 560 ° C.
- the abscissa is plotted, for each temperature, the holding time after which the phases apparaissent, ⁇ and ⁇ appear and the holding time after which phase ⁇ disappears.
- the hatched area limited by the points ⁇ corresponds to the domain of existence of phase ⁇ ; it can be seen that, according to the invention, if the alloying treatment temperature is greater than or equal to 490 ° C, the phase ⁇ does not appear detectably during processing, whatever the duration of maintenance at the maximum temperature, within the limit of one minute about.
- the duration of treatment can be set regardless of the temperature of processing, which facilitates the piloting of the alloying step; hold time at the maximum treatment temperature is preferably less than one minute.
- the purpose of this example is to illustrate the advantage of maintaining the temperature and the duration of the alloying heat treatment at sufficiently low values to limit the average iron content of the coating to a lower value or equal to 6 g / m2.
- FIG. 2 shows the results obtained, temperature (° C) on the abscissa and iron content (g / m2) on the ordinate; we aknowledge that the curve obtained has an inflection point around 500 ° C.
- the surface is degreased and the sample is weighed; the sample is then covered with a sheet of Teflon ® on both sides then fully stamped by driving a punch into a suitable die for shaping a cup; the bucket obtained is ultrasonically cleaned then weighed again; we calculate the difference in weight which we divide by the initial sample area; the result expressed in g / m2 reflects the dusting of the coating layer.
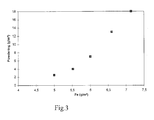
- Figure 3 shows the results obtained, iron content (g / m2) on the abscissa and dusting (g / m2) of the coating layer on the ordinate;
- the average iron content of the coating should be limited to a value less than or equal to 6 g / m2; with reference to FIG. 2, in the case of a holding time of 15 seconds, it can be seen that this objective is achieved if the maximum temperature (T max. ) reached during the treatment is less than or equal to 510 ° C. .
- Example 1 By combining the teaching of Example 1, which concerns the absence of phase ⁇ when T max. ⁇ 490 ° C, which concerns the delay in the appearance of phases ⁇ and ⁇ if, in addition, T max. ⁇ 510 ° C, it appears that the range 490 ° C-510 ° C offers the most advantageous conditions for achieving the objectives of the invention.
Abstract
Description
L'invention concerne une tôle d'acier galvanisé allié résistant à la fois au poudrage et à l'écaillage.The invention relates to a sheet of galvanized alloy steel resistant to both dusting and chipping.
L'invention concerne des procédés de fabrication de cette tôle d'acier galvanisé allié dans lequel, après trempé d'une tôle d'acier dans un bain de galvanisation, on effectue un traitement thermique de la tôle d'acier galvanisée pour réaliser une alliation zinc-fer entre la couche de galvanisation à base de zinc et son substrat à base de fer.The invention relates to methods of manufacturing this steel sheet. galvanized alloy in which, after quenching a sheet of steel in a galvanizing, heat treatment of the galvanized steel sheet to achieve a zinc-iron alloy between the galvanizing layer based on zinc and its iron-based substrate.
L'invention porte plus particulièrement sur le traitement thermique d'alliation.The invention relates more particularly to heat treatment of alliance.
Pour obtenir une alliation complète du zinc de galvanisation avec le substrat, les conditions thermiques du traitement d'alliation à appliquer dépendent de nombreux paramètres, parmi lesquels :
- la composition de l'acier du substrat, notamment les teneurs en P, Si, Ti ou Nb ;
- la température et la composition du bain de galvanisation, notamment la teneur en aluminium ;
- la température de la tôle d'acier au moment de l'immersion dans le bain et l'épaisseur du revêtement de galvanisation en sortie de bain après essorage.
- the composition of the steel of the substrate, in particular the contents of P, Si, Ti or Nb;
- the temperature and composition of the galvanizing bath, in particular the aluminum content;
- the temperature of the steel sheet at the time of immersion in the bath and the thickness of the galvanizing coating on leaving the bath after spinning.
La structure du revêtement galvanisé allié obtenu par ce type de procédé est généralement stratifiée en plusieurs sous-couches superposées de phases différentes d'alliage fer-zinc, plus riches en zinc auprès de la surface, plus riches en fer auprès de l'interface substrat-revêtement.The structure of the alloyed galvanized coating obtained by this type of process is generally laminated into several superimposed layers of phases different iron-zinc alloy, richer in zinc near the surface, more rich in iron near the substrate-coating interface.
Le revêtement galvanisé allié obtenu, considéré dans l'ensemble de son épaisseur, présente généralement une teneur moyenne en fer comprise entre 8 et 14%.The resulting alloyed galvanized coating, considered in all of its thickness, generally has an average iron content of between 8 and 14%.
Du substrat vers la surface, on peut ainsi trouver les sous-couches suivantes : une phase gamma (Γ), plusieurs phases delta (δ dite « compacte » et δ une phase dzéta (ζ). From the substrate to the surface, we can thus find the sub-layers following: a gamma phase (Γ), several delta phases (δ called “compact”) and δ a dzeta phase (ζ).
Si l'alliation était incomplète, on trouverait encore, en surface de revêtement, de la phase éta (η) correspondant à du revêtement initial de galvanisation non allié au fer.If the alliance was incomplete, we would still find, on the surface of coating, of the phase eta (η) corresponding to the initial coating of galvanization not alloyed with iron.
La micro-dureté « Vickers » des principales phases considérées est la suivante : phase Γ: 505 - phase δ : 353 - phase ζ : 208.The “Vickers” micro-hardness of the main phases considered is the next: phase Γ: 505 - phase δ: 353 - phase ζ: 208.
Pour les besoins de l'industrie, on cherche à produire des tôles galvanisées alliées très résistantes à la fois au poudrage et à l'écaillage.For the needs of the industry, we seek to produce sheets galvanized alloys very resistant to both dusting and chipping.
Poudrage et écaillage sont des dégradations mécaniques du revêtement qu'on observe généralement sous l'effet de contraintes appliquées à la tôle dans des opérations d'emboutissage des tôles.Powdering and flaking are mechanical degradations of the coating which is generally observed under the effect of stresses applied to the sheet in sheet metal stamping operations.
Le poudrage se produit par fissuration dans l'épaisseur-même du revêtement, notamment sous l'effet de contraintes de compression dans la zone du serre-flan de la machine d'emboutissage.Powdering occurs by cracking in the very thickness of the coating, in particular under the effect of compression stresses in the blank holder area of the stamping machine.
L'écaillage se produit plutôt par fissuration à l'interface revêtement-substrat sous l'effet de contraintes de cisaillement.Chipping occurs rather by cracking at the coating-substrate interface under the effect of shear stresses.
Ces deux objectifs de résistance au poudrage et à l'écaillage entraínent des contraintes contradictoires au niveau du traitement thermique d'alliation.These two objectives of resistance to dusting and chipping entail contradictory constraints in terms of the alloy heat treatment.
En effet, pour éviter le poudrage, il est nécessaire de limiter la formation des phases Γ et δ « compacte » qui sont les phases les plus dures et les plus cassantes du revêtement (la phase δ « compacte » étant en outre micro-cristallisée), ce qui conduit globalement à maintenir la température et la durée du traitement thermique d'alliation à des valeurs suffisamment faibles pour limiter la teneur moyenne en fer du revêtement ; mais, dans ces conditions d'alliation, il risque de subsister de la phase ζ en surface du revêtement.In fact, to avoid dusting, it is necessary to limit the formation phases Γ and δ "compact" which are the hardest and most brittle coating (the “compact” phase étant also being micro-crystallized), which generally leads to maintaining the temperature and the duration of the alloying heat treatment at values sufficiently low to limit the average iron content of the coating; but, under these conditions of alliance, it risks remaining from phase ζ on the surface of the coating.
Au contraire, pour éviter l'écaillage, il est nécessaire d'effectuer le traitement thermique d'alliation dans des conditions de température et de durée suffisamment élevées pour éliminer en surface du revêtement la phase ζ qui possède un coefficient de frottement élevé responsable du risque d'écaillage.On the contrary, to avoid chipping, it is necessary to carry out the alloy heat treatment under temperature and duration conditions high enough to eliminate phase ζ on the surface of the coating has a high coefficient of friction responsible for the risk of chipping.
Mais, dans ces conditions d'alliation, on obtient alors des revêtements riches en fer comprenant des sous-couches épaisses de phases Γ et δ « compacte » qui provoquent des risques de poudrage. But, under these conditions of alliance, we then obtain coatings rich in iron with thick underlayers of phases Γ and δ "Compact" which cause the risk of dusting.
Les inconvénients de la présence de phase ζ sont plus importants sur les nuances d'acier à basse teneur en carbone dits « ULC » (Ultra Low Carbon en langue anglaise) ; en effet, sur ces nuances, les revêtements galvanisés ou galvanisés alliés présentent en effet une moins bonne adhérence, ce qui augmente les risques d'écaillage à cet interface sous l'effet de contraintes de cisaillement transmises par la phase ζ superficielle.The disadvantages of the presence of phase ζ are greater on the grades of low carbon steel known as “ULC” (Ultra Low Carbon in English language) ; indeed, on these grades, galvanized coatings or galvanized alloys indeed exhibit a less good adhesion, which increases the risk of chipping at this interface under the effect of shear transmitted by the surface ζ phase.
On appelle nuance d'acier à basse teneur en carbone soit un acier contenant moins 5.10-3 % en poids de carbone, soit un acier présentant une teneur en carbone supérieure mais dont une partie importante est piégée par des éléments d'addition comme le titane et/ou le niobium.A low carbon steel grade is called either a steel containing less than 5.10 -3 % by weight of carbon, or a steel having a higher carbon content but a large part of which is trapped by additives such as titanium. and / or niobium.
L'invention a pour but de fournir une tôle d'acier galvanisée alliée présentant à la fois une bonne résistance au poudrage et à l'écaillage, en particulier sans phase ζ en surface et avec des phases dures et cassantes, notamment Γ, d'épaisseur minimisée.The object of the invention is to provide an alloyed galvanized steel sheet. having both good dusting and flaking resistance, particularly without phase ζ on the surface and with hard and brittle phases, in particular Γ, of minimized thickness.
Les documents JP 06 0881912 A et JP 04 013855 de la Société NISSHIN STEEL décrivent un procédé de fabrication d'une tôle galvanisée alliée par alliation d'une tôle galvanisée comprenant une seule étape de traitement thermique d'alliation ; la température maximale du traitement thermique est comprise entre 450°C et 500°C et la durée de maintien à cette température est inférieure à 1 minute.Documents JP 06 0881912 A and JP 04 013855 from the company NISSHIN STEEL describe a process for manufacturing a galvanized sheet alloyed by alloying a galvanized sheet comprising a single processing step thermal alloy; the maximum temperature of the heat treatment is between 450 ° C and 500 ° C and the duration of maintenance at this temperature is less than 1 minute.
Selon ces documents, on obtient une couche galvanisée complètement alliée, c'est à dire sans phase η, mais aussi sans phase ζ et qui présente également une phase Γ d'épaisseur minimisée (≤ 0,5 µm).According to these documents, a completely galvanized layer is obtained. ally, i.e. without phase η, but also without phase ζ and which presents also a phase Γ of minimized thickness (≤ 0.5 µm).
Selon ces documents, l'alliage de fer et de zinc qui forme l'essentiel de la couche galvanisée alliée obtenue contient également :
- d'une manière classique, moins de 0,5% en poids d'aluminium ;
- de 0,1 à 0,5% en poids de chrome pour JP 06 0881912 A, de 0,02 à 1% en poids de nickel pour JP 04 013855 A.
- conventionally, less than 0.5% by weight of aluminum;
- from 0.1 to 0.5% by weight of chromium for JP 06 0881912 A, from 0.02 to 1% by weight of nickel for JP 04 013855 A.
Les bains de galvanisation contiennent généralement de l'aluminium pour contrôler l'alliation du revêtement au sein même du bain ; il est donc tout à fait classique de retrouver de l'aluminium (≤ 0,5%) dans la couche galvanisée alliée ; la teneur en aluminium dans la couche est classiquement de l'ordre de 0,2 %.Galvanizing baths generally contain aluminum for control the alloying of the coating within the bath itself; so it is quite classic to find aluminum (≤ 0.5%) in the galvanized layer ally; the aluminum content in the layer is conventionally of the order of 0.2%.
A l'inverse, la présence, dans la couche galvanisée alliée, de chrome ou de nickel dans les proportions indiquées ci-dessus n'est pas du tout classique ; la présence de ces éléments dans le bain de galvanisation entraíne la formation de mattes de fond qui sont particulièrement gênantes en exploitation en continu.Conversely, the presence, in the alloyed galvanized layer, of chromium or of nickel in the proportions indicated above is not at all conventional; the presence of these elements in the galvanizing bath causes the formation of background mat which are particularly troublesome in operation continuously.
L'invention a pour but de fournir une tôle d'acier galvanisée alliée présentant à la fois une bonne résistance au poudrage et à l'écaillage.The object of the invention is to provide an alloyed galvanized steel sheet. having both good dust and chipping resistance.
L'invention a également pour but de limiter la formation de mattes de fond pendant l'étape de galvanisation.The invention also aims to limit the formation of background mattes during the galvanizing stage.
A cet effet, l'invention a pour objet un procédé un procédé de fabrication d'une tôle d'acier emboutissable sans intersticiel revêtue d'une couche galvanisée alliée, comprenant une étape de galvanisation par trempé de ladite tôle d'acier dans un bain à base de zinc et une seule étape de traitement thermique d'alliation de ladite tôle d'acier galvanisée, caractérisé en ce que :
- la température maximale atteinte par la bande lors dudit traitement est supérieure ou égale à 490°C,
- ladite température maximale et la durée de traitement sont limitées de manière à ce que la teneur moyenne en fer dans le revêtement allié obtenu ne dépasse pas 6 g/m2.
- the maximum temperature reached by the strip during said treatment is greater than or equal to 490 ° C.,
- said maximum temperature and the duration of treatment are limited so that the average iron content in the alloy coating obtained does not exceed 6 g / m2.
L'invention peut également présenter une ou plusieurs des caractéristiques suivantes :
- ledit bain est constitué essentiellement de zinc, d'aluminium à une teneur pondérale comprise entre 0,10 et 0,135%, de fer, optionnellement d'un agent de fleurage, et des impuretés résiduelles inévitables.
- après galvanisation et avant traitement thermique, dans la couche de galvanisation, la proportion de chrome est inférieure à 0,1% en poids et/ou la proportion de nickel est inférieure à 0,02% en poids.
- la durée de maintien à ladite température maximale est inférieure à une minute.
- ladite température maximale est inférieure ou égale à 510°C.
- ladite température maximale est comprise entre 495°C et 505°C
- said bath consists essentially of zinc, aluminum with a weight content of between 0.10 and 0.135%, iron, optionally a flowering agent, and unavoidable residual impurities.
- after galvanizing and before heat treatment, in the galvanizing layer, the proportion of chromium is less than 0.1% by weight and / or the proportion of nickel is less than 0.02% by weight.
- the duration of maintenance at said maximum temperature is less than one minute.
- said maximum temperature is less than or equal to 510 ° C.
- said maximum temperature is between 495 ° C and 505 ° C
L'invention sera mieux comprise à la lecture de la description qui va suivre, donnée à titre d'exemple non limitatif, et en référence aux figures annexées sur lesquelles :
- la figure 1, à laquelle l'exemple 1 se réfère, illustre, dans un diagramme « durée de traitement (secondes) - température maximale de traitement (°C) », le domaine d'existence de la phase ζ (zone hachurée limitée par les points figurés par ), ainsi que les limites des domaines d'apparition des phases Γ (points figurés par +) et δ (points figurés par x).
- les figures 2 et 3, auxquelles l'exemple 2 se réfère, illustrent d'une part l'évolution de la teneur en fer (g/m2) de la couche galvanisée alliée en fonction de la température maximale du traitement d'alliation (fig.2) et d'autre part l'évolution du poudrage (g/m2) de la couche galvanisée alliée en fonction de la teneur en fer (g/m2) dans cette couche (fig.3).
- FIG. 1, to which Example 1 refers, illustrates, in a diagram “treatment duration (seconds) - maximum treatment temperature (° C.)”, the domain of existence of phase ζ (hatched area limited by the points represented by ), as well as the limits of the domains of appearance of the phases Γ (points represented by +) and δ (points represented by x).
- Figures 2 and 3, to which Example 2 refers, illustrate on the one hand the evolution of the iron content (g / m2) of the alloyed galvanized layer as a function of the maximum temperature of the alloying treatment (fig .2) and on the other hand the evolution of dusting (g / m2) of the alloyed galvanized layer as a function of the iron content (g / m2) in this layer (fig. 3).
L'installation de fabrication en continu de la tôle galvanisée alliée selon l'invention comprend d'une manière classique un dispositif de galvanisation par trempé dans un bain de métal fondu et, en ligne, un dispositif de traitement thermique d'alliation.The continuous production facility for alloyed galvanized sheet according to the invention conventionally comprises a device for galvanizing by soaked in a bath of molten metal and, online, a treatment device thermal alloy.
D'une manière classique, le dispositif d'alliation comporte donc des moyens de défilement de bande présentant, dans le sens du défilement, un brin montant, un rouleau de support et de guidage de bande au sommet de l'installation (en anglais : « top roll »), et un brin descendant.In a conventional manner, the alloying device therefore comprises strip running means having, in the running direction, a rising strand, a support and tape guide roller at the top of the installation (in English: "top roll"), and a downward strand.
Le brin montant est positionné à l'aplomb du bain de galvanisation et des moyens d'essorage de la bande, qui font partie du dispositif de galvanisation.The rising strand is positioned directly above the galvanizing bath and strip wiping means, which are part of the galvanizing device.
Selon le mode principal de réalisation de l'invention, le long du brin montant, sont positionnés successivement des moyens de traitement thermique d'alliation et des moyens de refroidissement de la bande.According to the main embodiment of the invention, along the strand upright, are positioned successively heat treatment means band and means for cooling the strip.
Les moyens de traitement thermique comprennent par exemple de moyens de montée en température et un four de maintien.The heat treatment means include for example temperature rise means and a holding oven.
Les moyens de traitement thermique et les moyens de refroidissement sont connus en eux-mêmes et ne sont pas décrits ici en détail. Heat treatment means and cooling means are known in themselves and are not described here in detail.
Ainsi, selon l'agencement de l'installation, l'alliation est réalisée lors d'une seule étape de traitement thermique, contrairement aux procédés décrits dans les documents JP 02 194157 A et JP 07 034213 A de la Société SUMITOMO, JP 08 165550, JP 05 320853 A et JP 61 223174 A de la Société NIPPON STEEL.Thus, depending on the arrangement of the installation, the alloying is carried out during a single stage of heat treatment, unlike the processes described in documents JP 02 194157 A and JP 07 034213 A from SUMITOMO, JP 08 165 550, JP 05 320 853 A and JP 61 223 174 A from NIPPON STEEL.
On va maintenant décrire le mode principal de préparation d'une tôle galvanisée alliée selon l'invention.We will now describe the main method of preparing a sheet galvanized alloyed according to the invention.
Le procédé selon l'invention est spécialement adapté à la préparation de couches galvanisées alliées sur des tôles d'acier dites « sans intersticiels » (en langue anglaise « Intersticial Free » ou « IF ») et emboutissables ; on entend par acier IF emboutissable des nuances « IF », ou « IF (Ti, Nb) », « IF (Ti, B) », ou « IF (Ti) », c'est à dire des aciers « IF » sans autres éléments d'addition (comme Ti et/ou Nb, B) que ceux destinés à piéger du carbone et/ou de l'azote.The process according to the invention is specially adapted for the preparation of galvanized alloyed layers on steel sheets known as "without interstitial" (in English language "Intersticial Free" or "IF") and stampable; we hear by stampable IF steel of the grades "IF", or "IF (Ti, Nb)", "IF (Ti, B)", or "IF (Ti)", ie "IF" steels without other elements of addition (such as Ti and / or Nb, B) than those intended to trap carbon and / or nitrogen.
On fabrique en continu une tôle galvanisée en faisant défiler une bande de tôle d'acier IF emboutissable dans l'installation de galvanisation, notamment par trempé dans un bain de galvanisation.We continuously manufacture a galvanized sheet by running a strip of sheet steel IF which can be drawn in the galvanizing installation, in particular by soaking in a galvanizing bath.
D'une manière classique, le bain contient donc essentiellement du zinc, de l'aluminium pour contrôler l'alliation dans le bain, du fer résultant de la dissolution de la bande et les impuretés résiduelles inévitables ; ce bain peut également contenir des agents de fleurage, comme du plomb, de l'antimoine ou du bismuth ; la teneur pondérale en aluminium dans le bain est comprise entre 0,10 et 0,135 % ; les proportions de nickel et de chrome provenant des impuretés sont largement inférieures à respectivement 0,02% et 0,1% en poids.In a conventional manner, the bath therefore essentially contains zinc, aluminum to control the alloy in the bath, iron resulting from the dissolution of the strip and inevitable residual impurities; this bath can also contain flowering agents, such as lead, antimony or bismuth; the aluminum content by weight in the bath is between 0.10 and 0.135%; the proportions of nickel and chromium from impurities are much less than 0.02% and 0.1% by weight, respectively.
A la sortie du dispositif de galvanisation et après essorage, à l'aide des moyens de traitement thermique d'alliation, on chauffe ensuite en continu la bande jusqu'à une température maximale supérieure ou égale à 490°C, tout en maintenant des conditions de température et de durée de traitement adaptées d'une part pour obtenir une alliation complète (≡ sans phase η ) du revêtement de galvanisation avec l'acier de la bande d'autre part pour que la teneur moyenne en fer dans le revêtement allié obtenu ne dépasse pas 6 g/m2. At the outlet of the galvanizing device and after spinning, using the alloying heat treatment means, then continuously heating the tape up to a maximum temperature greater than or equal to 490 ° C, while maintaining suitable temperature and treatment time conditions on the one hand to obtain a complete alloy (≡ without phase η) of the coating of galvanizing with strip steel on the other hand so that the content average iron in the alloy coating obtained does not exceed 6 g / m2.
Les dispositions (réglages de l'installation) qui permettent de satisfaire ces critères sont à la portée de l'homme du métier ; en pratique, la durée de maintien à la température maximale ne dépasse pas 1 minute.The provisions (installation settings) which make it possible to satisfy these criteria are within the reach of those skilled in the art; in practice, the duration of keeping at maximum temperature does not exceed 1 minute.
De préférence, lorsque la durée de maintien est inférieure à 1 minute, la température maximale atteinte par la bande lors de ce traitement est comprise entre 490°C et 510°C, si possible entre 495°C et 505°C.Preferably, when the holding time is less than 1 minute, the maximum temperature reached by the strip during this treatment is understood between 490 ° C and 510 ° C, if possible between 495 ° C and 505 ° C.
A l'aide des moyens de refroidissement, on refroidit ensuite la bande de tôle à une température suffisamment basse pour que le revêtement ne soit pas détérioré au moment du passage de la bande sur le rouleau support de bande du sommet ; cette température est généralement inférieure ou égale à 300°C.Using the cooling means, the strip is then cooled. sheet metal at a temperature low enough that the coating is not deteriorated when the tape passes over the tape support roller Summit ; this temperature is generally less than or equal to 300 ° C.
On obtient alors, en une seule étape de traitement thermique, une bande d'acier galvanisé allié très résistante à la fois à l'écaillage et au poudrage.A strip is then obtained in a single heat treatment step. galvanized alloy steel very resistant to both chipping and dusting.
Cette bande d'acier résiste à l'écaillage parce la proportion de phase ζ en surface est inférieure au seuil détectable ; l'objectif de faible proportion de phase ζ est atteint selon l'invention quelle que soit la durée du traitement parce que la température maximale de traitement est supérieure ou égale à 490°C, comme l'illustre l'exemple 1 ci-après.This steel strip resists chipping because the proportion of phase ζ in surface is below the detectable threshold; the goal of low proportion of phase ζ is reached according to the invention whatever the duration of the treatment because the maximum treatment temperature is greater than or equal to 490 ° C, as illustrated in example 1 below.
Cette bande d'acier résiste au poudrage parce que la quantité de fer contenue dans le revêtement est inférieure ou égale à 6 g/m2, comme l'illustre l'exemple 2 ci-après.This steel strip resists dusting because the amount of iron contained in the coating is less than or equal to 6 g / m2, as illustrated Example 2 below.
Si la température maximale de traitement thermique est inférieure à 490°C, par exemple dans l'intervalle 450°C-490°C comme dans l'art antérieur, on risque, selon la durée du traitement, de maintenir une quantité trop importante de phase ζ en surface du revêtement, ce qui est préjudiciable à la résistance à l'écaillage, notamment dans le cas des aciers IF emboutissables.If the maximum heat treatment temperature is below 490 ° C, for example in the range 450 ° C-490 ° C as in the prior art, depending on the duration of treatment, there is a risk of maintaining too much significant phase ζ on the surface of the coating, which is detrimental to the resistance to chipping, in particular in the case of stampable IF steels.
Si la température maximale de traitement thermique est supérieure à 510°C et/ou si la durée du traitement est trop élevée, notamment si la durée de maintien à cette température maximale est supérieure à 1 minute, la quantité de fer contenue dans le revêtement risque d'être supérieure à 6 g/m2, ce qui est préjudiciable à la résistance au poudrage comme illustré à l'exemple 2.If the maximum heat treatment temperature is higher than 510 ° C and / or if the duration of the treatment is too high, especially if the duration of maintenance at this maximum temperature is greater than 1 minute, the quantity iron content in the coating may be greater than 6 g / m2, which is detrimental to the powder resistance as illustrated in Example 2.
Comme la sensibilité des nuances d'acier aux phénomènes d'alliation et de croissance des phases riches en fer est variable, les nuances les plus sensibles nécessiteront de maintenir une température maximale très proche de la limite inférieure fixée selon l'invention (490°C, de préférence 495°C).As the sensitivity of the nuances of steel to the phenomena of alloying and of iron rich phases is variable, the most nuances sensitive will require to maintain a maximum temperature very close to the lower limit set according to the invention (490 ° C, preferably 495 ° C).
Ainsi, le procédé pour obtenir un revêtement galvanisé allié quasiment sans phase ζ et avec une couche d'épaisseur minimale de phases dures et cassantes, notamment Γ, est avantageux, notamment par rapport aux procédés déjà cités et décrits dans les documents JP 02 194157 A et JP 08 165550 A, parce que, selon l'invention, on n'effectue qu'une seule étape de traitement thermique, ce qui est beaucoup plus économique et productif.Thus, the process for obtaining an almost alloyed galvanized coating without phase ζ and with a layer of minimum thickness of hard phases and brittle, especially Γ, is advantageous, especially compared to the processes already cited and described in documents JP 02 194 157 A and JP 08 165 550 A, because, according to the invention, only one processing step is carried out thermal, which is much more economical and productive.
Le procédé selon l'invention ne prévoit aucun refroidissement intermédiaire, notamment en dessous de 400°C, au cours de l'étape de traitement thermique ; le refroidissement n'intervient qu'à la fin du traitement thermique.The method according to the invention does not provide for any cooling intermediate, especially below 400 ° C, during the heat treatment ; cooling only takes place at the end of the treatment thermal.
Enfin, le procédé d'alliation selon l'invention part d'une tôle galvanisée, c'est à dire revêtue d'une couche à base de zinc non allié, et non pas d'une tôle revêtue d'un alliage zinc-fer déjà formé comme dans le document WO 90 02043 A ; par ailleurs, la durée du traitement thermique selon l'invention est beaucoup plus courte que celles décrites dans ce document, ce qui est, à l'évidence, avantageux en termes de productivité.Finally, the alloying process according to the invention starts from a galvanized sheet, that is to say coated with a layer based on unalloyed zinc, and not with a sheet coated with a zinc-iron alloy already formed as in document WO 90 02043 A; moreover, the duration of the heat treatment according to the invention is much shorter than those described in this document, which is, at obviously, advantageous in terms of productivity.
Les exemples suivants illustrent l'invention.The following examples illustrate the invention.
Cet exemple a pour but d'illustrer l'intérêt à effectuer le traitement thermique d'alliation à une température maximale supérieure ou égale à 490°C, conformément à l'invention.The purpose of this example is to illustrate the advantage of carrying out the treatment thermal alloy at a maximum temperature greater than or equal to 490 ° C, according to the invention.
Les essais de traitement thermique d'alliation sont réalisés sur des échantillons de tôles d'acier galvanisé de nuance ULC.Alloy heat treatment tests are carried out on samples of ULC grade galvanized steel sheets.
La nuance d'acier utilisée présente l'analyse suivante (teneurs exprimées en millième de pour-cent pondéral : 10-3 %) : C = 2 - Mn = 150 - P < 15 - S < 10 - Al = 35 - Nb = 15 - Ti = 15.The steel grade used presents the following analysis (contents expressed in thousandths of weight percent: 10 -3 %): C = 2 - Mn = 150 - P <15 - S <10 - Al = 35 - Nb = 15 - Ti = 15.
Ces échantillons ont été préalablement galvanisés dans les mêmes conditions, dans un bain de zinc porté à 470°C et contenant 0,135 % d'aluminium ; le bain de galvanisation ne contient pas de nickel ni de chrome, en dehors des impuretés inévitables, de sorte que, dans la couche de revêtement des échantillons, la proportion de chrome est inférieure à 0,1% en poids et/ou la proportion de nickel est inférieure à 0,02% en poids ; les conditions de galvanisation sont adaptées pour obtenir un revêtement de 60 g/m2 correspondant à environ 8 µm d'épaisseur.These samples were previously galvanized in the same conditions, in a zinc bath brought to 470 ° C and containing 0.135% aluminum; the galvanizing bath does not contain nickel or chromium, apart from the inevitable impurities, so that in the layer of coating of samples, the proportion of chromium is less than 0.1% in weight and / or the proportion of nickel is less than 0.02% by weight; the galvanizing conditions are suitable to obtain a coating of 60 g / m2 corresponding to approximately 8 µm thick.
On procède à une série de traitement thermique d'alliation des échantillons ; chaque échantillon est porté à une température maximale de traitement, puis maintenu à cette température pendant une durée pouvant atteindre 70 secondes.We carry out a series of heat treatment to combine the samples; each sample is brought to a maximum temperature of treatment, then maintained at this temperature for a period which may reach 70 seconds.
Pendant la durée de maintien à cette température, on effectue par diffractométrie de rayons X, la détection et l'identification des phases ζ , δ et Γ de manière à repérer la durée de maintien au bout de laquelle apparaissent les phases ζ , δ et Γ et la durée de maintien au bout de laquelle disparaít la phase ζ ; la limite inférieure de détection est de l'ordre de 5% pour la phase ζ , de l'ordre de 7 à 8% pour la phase Γ et pour la phase δ .During the period of maintenance at this temperature, the following is carried out: X-ray diffractometry, detection and identification of phases ζ, δ and Γ so as to identify the holding time at the end of which the phases ζ, δ and Γ and the holding time after which the phase disappears ζ; the lower detection limit is around 5% for phase ζ, around 7 to 8% for phase Γ and for phase δ.
On réalise ainsi des traitements d'alliation à 440°C, 450°C, 460°C, 470°C, 480°C, 490°C, 500°C, 510°C, 520°C, 530°C, 540°C, 550°C et 560°C.Alloying treatments are thus carried out at 440 ° C, 450 ° C, 460 ° C, 470 ° C, 480 ° C, 490 ° C, 500 ° C, 510 ° C, 520 ° C, 530 ° C, 540 ° C, 550 ° C and 560 ° C.
En référence à la figure 1, sur un diagramme comportant en ordonnée la température du traitement, on porte en abscisse, pour chaque température, la durée de maintien au bout de laquelle apparaissent les phases ζ , δ et Γ et la durée de maintien au bout de laquelle disparaít la phase ζ .With reference to FIG. 1, on a diagram comprising on the ordinate the temperature of the treatment, the abscissa is plotted, for each temperature, the holding time after which the phases apparaissent, δ and Γ appear and the holding time after which phase ζ disappears.
Sur la figure 1, la zone hachurée limitée par les points correspond au domaine d'existence de la phase ζ ; on constate que, selon l'invention, si la température de traitement d'alliation est supérieure ou égale à 490°C, la phase ζ n'apparaít pas de manière détectable en cours de traitement, quelle que soit la durée de maintien à la température maximale, dans la limite d'une minute environ.In FIG. 1, the hatched area limited by the points corresponds to the domain of existence of phase ζ; it can be seen that, according to the invention, if the alloying treatment temperature is greater than or equal to 490 ° C, the phase ζ does not appear detectably during processing, whatever the duration of maintenance at the maximum temperature, within the limit of one minute about.
Les limites du domaine d'existence de la phase ζ dépendent évidemment de la nuance d'acier utilisée, et pour des nuances autres que les aciers IF emboutissables, la limite inférieure de température d'alliation pourrait être différente de 490°C environ. The limits of the domain of existence of phase ζ obviously depend of the steel grade used, and for grades other than IF steels stampable, the lower alloy temperature limit could be different from approximately 490 ° C.
Selon l'invention, pour les aciers IF emboutissables, quelle que soit la durée du traitement thermique, on évite la présence de phase ζ en surface de la couche galvanisée alliée du moment qu'on effectue ce traitement à une température maximale supérieure ou égale à 490°C ; dans ces conditions, la durée du traitement peut être fixée indépendamment de la température de traitement, ce qui facilite le pilotage de l'étape d'alliation ; la durée de maintien à la température maximale de traitement est de préférence inférieure à une minute.According to the invention, for stampable IF steels, whatever the duration of the heat treatment, the presence of phase ζ on the surface of the alloyed galvanized layer as long as this treatment is carried out at a maximum temperature greater than or equal to 490 ° C; under these conditions, the duration of treatment can be set regardless of the temperature of processing, which facilitates the piloting of the alloying step; hold time at the maximum treatment temperature is preferably less than one minute.
Par ailleurs, en référence aux limites des domaines d'apparition des
phases Γ (points figurés par +) et δ (points figurés par x) de la figure 1, on
constate, dans l'intervalle de température 480°C-510°C, un retard à l'apparition
des phases δ et Γ (point d'inflexion à 490°C environ sur les courbes
correspondant à ces phases) ; cet élément sera pris en compte dans
l'enseignement de l'exemple 2.Furthermore, with reference to the limits of the fields of appearance of
phases Γ (points represented by +) and δ (points represented by x) of Figure 1, we
finds, in the
Cet exemple a pour but d'illustrer l'intérêt à maintenir la température et la durée du traitement thermique d'alliation à des valeurs suffisamment faibles pour limiter la teneur moyenne en fer du revêtement à une valeur inférieure ou égale à 6 g/m2.The purpose of this example is to illustrate the advantage of maintaining the temperature and the duration of the alloying heat treatment at sufficiently low values to limit the average iron content of the coating to a lower value or equal to 6 g / m2.
A partir d'échantillons galvanisés comme dans l'exemple 1, on effectue des traitements d'alliation en portant les échantillons à une température maximale de traitement prédéterminée, en les maintenant à cette température pendant 15 secondes, puis en les refroidissant.From galvanized samples as in Example 1, we carry out alloying treatments by bringing the samples to a temperature predetermined maximum treatment, keeping them at this temperature for 15 seconds, then cooling them down.
On procède ainsi à des températures maximales de traitement comprises entre 460 et 530°C.This is done at maximum processing temperatures included between 460 and 530 ° C.
Sur chaque échantillon galvanisé allié obtenu, on mesure la quantité de fer contenue dans la couche galvanisée alliée ; pour cette mesure, on procède d'une manière connue en elle-même en dissolvant le fer par attaque chlorhydrique et en évaluant la quantité de fer dissous par spectrométrie d'absorption atomique à la flamme ; la figure 2 montre les résultats obtenus, température (°C) en abscisse et teneur en fer (g/m2) en ordonnée ; on constate que la courbe obtenue présente un point d'inflexion vers 500°C.On each alloyed galvanized sample obtained, the quantity of iron contained in the alloyed galvanized layer; for this measurement, we proceed in a manner known in itself by dissolving the iron by attack hydrochloric acid and evaluating the amount of dissolved iron by spectrometry atomic flame absorption; FIG. 2 shows the results obtained, temperature (° C) on the abscissa and iron content (g / m2) on the ordinate; we aknowledge that the curve obtained has an inflection point around 500 ° C.
Sur chaque échantillon galvanisé allié obtenu, on procède également à des test de poudrage et on mesure la perte en poids (g/m2) caractéristique du poudrage ; pour cette mesure, on procède d'une manière connue en elle-même en réalisant un godet par emboutissage de l'échantillon et en mesurant la perte de poids de l'échantillon au cours de l'emboutissage.On each alloyed galvanized sample obtained, we also proceed to dusting tests and we measure the weight loss (g / m2) characteristic of powdering ; for this measurement, we proceed in a manner known per se by making a cup by stamping the sample and measuring the loss weight of the sample during stamping.
Avant emboutissage, on dégraisse la surface et on pèse l'échantillon ; l'échantillon est ensuite recouvert d'une nappe de Téflon ® sur ses deux faces puis embouti totalement en enfonçant un poinçon dans une matrice adaptés pour la mise en forme d'un godet ; le godet obtenu est nettoyé aux ultrasons puis pesé à nouveau ; on calcule la différence de poids que l'on divise par la surface initiale de l'échantillon ; le résultat exprimé en g/m2 reflète le poudrage de la couche de revêtement.Before stamping, the surface is degreased and the sample is weighed; the sample is then covered with a sheet of Teflon ® on both sides then fully stamped by driving a punch into a suitable die for shaping a cup; the bucket obtained is ultrasonically cleaned then weighed again; we calculate the difference in weight which we divide by the initial sample area; the result expressed in g / m2 reflects the dusting of the coating layer.
La figure 3 montre les résultats obtenus, teneur en fer (g/m2) en abscisse et poudrage (g/m2) de la couche de revêtement en ordonnée ; on constate que, pour les revêtements qui présentent une quantité de fer supérieure à 6 g/m2, la résistance au poudrage diminue très sensiblement, le poudrage pouvant alors atteindre le tiers de la densité surfacique du revêtement !Figure 3 shows the results obtained, iron content (g / m2) on the abscissa and dusting (g / m2) of the coating layer on the ordinate; We observe that, for coatings with an iron quantity greater than 6 g / m2, the resistance to powdering decreases very appreciably, powdering being able then reach a third of the surface density of the coating!
On déduit de la figure 3 que, pour limiter les risques de poudrage sur les tôles d'acier IF emboutissable, il convient de limiter la teneur moyenne en fer du revêtement à une valeur inférieure ou égale à 6 g/m2 ; en se référant à la figure 2, dans le cas d'un temps de maintien de 15 secondes, on constate que cet objectif est atteint si la température maximale (Tmax.) atteinte au cours du traitement est inférieure ou égale à 510°C.It is deduced from FIG. 3 that, in order to limit the risks of dusting on stampable IF steel sheets, the average iron content of the coating should be limited to a value less than or equal to 6 g / m2; with reference to FIG. 2, in the case of a holding time of 15 seconds, it can be seen that this objective is achieved if the maximum temperature (T max. ) reached during the treatment is less than or equal to 510 ° C. .
En combinant à l'enseignement de l'exemple 1, qui concerne l'absence de
phase ζ lorsque Tmax.≥ 490°C, qui concerne le retard à l'apparition des phases
δ et Γ si, en outre, Tmax. <510°C, il apparaít que la fourchette 490°C-510°C offre
les conditions les plus avantageuses pour parvenir aux objectifs poursuivis par
l'invention.By combining the teaching of Example 1, which concerns the absence of phase ζ when T max. ≥ 490 ° C, which concerns the delay in the appearance of phases δ and Γ if, in addition, T max. <510 ° C, it appears that the
Pour des temps de maintien différents de 15 secondes, et/ou pour des durées de traitement thermique différentes, il convient d'adapter d'une manière connue en elle-même les conditions de traitement de manière à ce que la teneur moyenne en fer dans le revêtement allié obtenu ne dépasse pas 6 g/m2, la température maximale de traitement restant supérieure ou égale à 490°C de manière à éviter l'apparition de phase ζ quelle que soit la durée de ce traitement (voir figure 1).For holding times other than 15 seconds, and / or for different heat treatment times, it is necessary to adapt in a way known in itself the processing conditions so that the average iron content in the alloy coating obtained does not exceed 6 g / m2, the maximum treatment temperature remaining greater than or equal to 490 ° C so as to avoid the appearance of phase ζ whatever the duration of this treatment (see Figure 1).
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9711144A FR2768157B1 (en) | 1997-09-09 | 1997-09-09 | ALLOYED GALVANIZED STEEL SHEET, METHODS AND PLANT FOR MANUFACTURING SUCH SHEET |
| FR9711144 | 1997-09-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0902098A1 true EP0902098A1 (en) | 1999-03-17 |
| EP0902098B1 EP0902098B1 (en) | 2002-08-14 |
Family
ID=9510860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98402165A Revoked EP0902098B1 (en) | 1997-09-09 | 1998-09-02 | Process for producing a galvanized alloyed steel sheet without a dzeta phase on the surface |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0902098B1 (en) |
| AT (1) | ATE222300T1 (en) |
| BR (1) | BR9803937A (en) |
| CA (1) | CA2246858C (en) |
| DE (1) | DE69807165T2 (en) |
| ES (1) | ES2181142T3 (en) |
| FR (1) | FR2768157B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4282541A1 (en) | 2022-05-23 | 2023-11-29 | John Cockerill S.A. | Method and facility for applying a liquid coating on a continuously scrolling and downward-moving strip |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0413855A (en) * | 1990-04-27 | 1992-01-17 | Nisshin Steel Co Ltd | Galvannealed steel sheet excellent in workability and its production |
| JPH05263210A (en) * | 1992-03-19 | 1993-10-12 | Kobe Steel Ltd | Production of hot-dip zinc-aluminum alloy-plated steel sheet excellent in spot weldability |
| JPH0688192A (en) * | 1991-08-28 | 1994-03-29 | Nisshin Steel Co Ltd | Galvannealed steel sheet having excellent workability and its production |
| JPH0913147A (en) * | 1995-06-28 | 1997-01-14 | Nippon Steel Corp | High strength galvannealed steel plate excellent in formability and plating adhesion and its production |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5789468A (en) * | 1980-11-22 | 1982-06-03 | Nisshin Steel Co Ltd | Continuous hot-dipping apparatus |
| JPS61223174A (en) * | 1985-03-28 | 1986-10-03 | Sumitomo Metal Ind Ltd | Production of zinc alloyed and hot dipped steel sheet |
| US4913746A (en) * | 1988-08-29 | 1990-04-03 | Lehigh University | Method of producing a Zn-Fe galvanneal on a steel substrate |
| JPH0639680B2 (en) * | 1989-01-20 | 1994-05-25 | 住友金属工業株式会社 | Galvanneale steel sheet excellent in workability, its manufacturing method and apparatus |
| JP2824345B2 (en) * | 1991-05-10 | 1998-11-11 | 三菱重工業株式会社 | Hot dip galvanized steel sheet alloying equipment |
| JPH05320853A (en) * | 1992-05-22 | 1993-12-07 | Nippon Steel Corp | Production of galvannealed steel sheet having good plating adhesion |
| JP2707952B2 (en) * | 1993-07-19 | 1998-02-04 | 住友金属工業株式会社 | Alloyed hot-dip galvanized steel sheet excellent in interfacial adhesion and method for producing the same |
| JPH0748662A (en) * | 1993-08-06 | 1995-02-21 | Nippon Steel Corp | Production of galvanized steel sheet excellent in plating adhesion and appearance |
| JPH08165550A (en) * | 1994-12-13 | 1996-06-25 | Nippon Steel Corp | Production of galvannealed steel sheet excellent in flaking resistance |
-
1997
- 1997-09-09 FR FR9711144A patent/FR2768157B1/en not_active Expired - Lifetime
-
1998
- 1998-09-02 AT AT98402165T patent/ATE222300T1/en active IP Right Revival
- 1998-09-02 ES ES98402165T patent/ES2181142T3/en not_active Expired - Lifetime
- 1998-09-02 EP EP98402165A patent/EP0902098B1/en not_active Revoked
- 1998-09-02 DE DE69807165T patent/DE69807165T2/en not_active Revoked
- 1998-09-08 CA CA002246858A patent/CA2246858C/en not_active Expired - Fee Related
- 1998-09-08 BR BR9803937-7A patent/BR9803937A/en not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0413855A (en) * | 1990-04-27 | 1992-01-17 | Nisshin Steel Co Ltd | Galvannealed steel sheet excellent in workability and its production |
| JPH0688192A (en) * | 1991-08-28 | 1994-03-29 | Nisshin Steel Co Ltd | Galvannealed steel sheet having excellent workability and its production |
| JPH05263210A (en) * | 1992-03-19 | 1993-10-12 | Kobe Steel Ltd | Production of hot-dip zinc-aluminum alloy-plated steel sheet excellent in spot weldability |
| JPH0913147A (en) * | 1995-06-28 | 1997-01-14 | Nippon Steel Corp | High strength galvannealed steel plate excellent in formability and plating adhesion and its production |
Non-Patent Citations (4)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 016, no. 168 (C - 0932) 22 April 1992 (1992-04-22) * |
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 040 (C - 1155) 21 January 1994 (1994-01-21) * |
| PATENT ABSTRACTS OF JAPAN vol. 018, no. 351 (C - 1220) 4 July 1994 (1994-07-04) * |
| PATENT ABSTRACTS OF JAPAN vol. 097, no. 005 30 May 1997 (1997-05-30) * |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2768157A1 (en) | 1999-03-12 |
| ATE222300T1 (en) | 2002-08-15 |
| DE69807165D1 (en) | 2002-09-19 |
| EP0902098B1 (en) | 2002-08-14 |
| FR2768157B1 (en) | 2001-05-11 |
| BR9803937A (en) | 1999-12-14 |
| ES2181142T3 (en) | 2003-02-16 |
| DE69807165T2 (en) | 2004-05-19 |
| CA2246858A1 (en) | 1999-03-09 |
| CA2246858C (en) | 2008-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101760712B (en) | Production method for hot dip galvanized steel sheet in high manganese steel with great coating surface quality | |
| EP2893047B1 (en) | Process for the fabrication of coated and press-hardened steel parts and pre-coated sheets for the fabrication of these parts | |
| CA2584449C (en) | Hot-dip coating method in a zinc bath for strips of iron/carbon/manganese steel | |
| WO2012070694A1 (en) | Al-Zn-BASED HOT-DIP PLATED STEEL SHEET AND MANUFACTURING METHOD THEREOF | |
| EP3149217B1 (en) | Steel sheet provided with a sacrificial cathodically protected coating comprising lanthane | |
| EP2954086B1 (en) | Metal sheet with a znalmg coating having a particular microstructure, and corresponding production method | |
| RU2583193C1 (en) | METHOD FOR PRODUCTION OF METAL SHEET WITH Zn-Al-Mg COATING LUBRICATED WITH OIL AND RESPECTIVE METAL SHEET | |
| TW201413053A (en) | Metal-coated steel strip | |
| BE1014992A3 (en) | Method for manufacturing steel plates galvanized hot rolled high speed and without stripping. | |
| US6872469B2 (en) | Alloyed zinc dip galvanized steel sheet | |
| EP0902098B1 (en) | Process for producing a galvanized alloyed steel sheet without a dzeta phase on the surface | |
| EP0939141B1 (en) | Steel plate with aluminum coating having stress cracking resistance | |
| EP1029940B1 (en) | Method of aluminizing steel for obtaining a thin interfacial layer | |
| JP3367442B2 (en) | Method for producing Zn-Al-Si alloy-plated steel sheet excellent in design | |
| EP0126696A1 (en) | Method for continuously producing an overaged steel strip coated with zinc or an aluminium-zinc alloy | |
| JPH0331798B2 (en) | ||
| EP0848076B1 (en) | Method for hot-dip coating of a steel plate; galvanized or aluminized steel plate obtained therefrom | |
| WO2005080635A1 (en) | Sn-zn alloy hot dip plated steel sheet | |
| WO2022270092A1 (en) | Steel sheet non-plating defect prediction method, steel sheet defect reduction method, method for manufacturing hot-dip galvanized steel sheet, and method for generating steel sheet non-plating defect prediction model | |
| WO1997021846A1 (en) | Method for galvanising a steel sheet containing oxidisable alloying elements | |
| JPH03249161A (en) | Manufacture of alloyed hot-dip galvanized steel sheet excellent in sliding property and powdering resistance | |
| JPH04157146A (en) | Galvannealed steel sheet | |
| JPH1017936A (en) | Production of high strength galvanized steel sheet excellent in press workability and plating adhesion | |
| JP2002161349A (en) | HOT-DIP Al-Zn BASED ALLOY COATED STEEL SHEET WITH ELEGANT APPEARANCE AND MANUFACTURING METHOD THEREFOR |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990917 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010219 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020814 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020814 |
|
| REF | Corresponds to: |
Ref document number: 222300 Country of ref document: AT Date of ref document: 20020815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020902 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 69807165 Country of ref document: DE Date of ref document: 20020919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021129 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20021112 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2181142 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26 | Opposition filed |
Opponent name: THYSSEN KRUPP STAHL AG Effective date: 20030514 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: THYSSEN KRUPP STAHL AG |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAY | Examination report in opposition despatched + time limit |
Free format text: ORIGINAL CODE: EPIDOSNORE2 |
|
| PLBC | Reply to examination report in opposition received |
Free format text: ORIGINAL CODE: EPIDOSNORE3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: THYSSENKRUPP STEEL AG Effective date: 20030514 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: THYSSENKRUPP STEEL AG |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090827 Year of fee payment: 12 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: THYSSENKRUPP STEEL EUROPE AG Effective date: 20030514 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20100914 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 27W | Patent revoked |
Effective date: 20100715 |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state |
Effective date: 20100715 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100913 Year of fee payment: 13 Ref country code: IT Payment date: 20100916 Year of fee payment: 13 Ref country code: FR Payment date: 20100921 Year of fee payment: 13 Ref country code: AT Payment date: 20100910 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100901 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: ECNC |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20100910 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20020814 Ref country code: CH Free format text: LAPSE BECAUSE OF THE APPLICANT RENOUNCES Effective date: 20020814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20101014 Year of fee payment: 13 Ref country code: BE Payment date: 20100915 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20101018 Year of fee payment: 13 |