EP0901977B1 - Dispositif pour faire tourner des articles arrivant en formation imbriquée - Google Patents
Dispositif pour faire tourner des articles arrivant en formation imbriquée Download PDFInfo
- Publication number
- EP0901977B1 EP0901977B1 EP98115404A EP98115404A EP0901977B1 EP 0901977 B1 EP0901977 B1 EP 0901977B1 EP 98115404 A EP98115404 A EP 98115404A EP 98115404 A EP98115404 A EP 98115404A EP 0901977 B1 EP0901977 B1 EP 0901977B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stop
- products
- belt conveyor
- roller
- conveying direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6654—Advancing articles in overlapping streams changing the overlapping figure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
- B65H2301/341—Modifying, selecting, changing direction of displacement without change of plane of displacement
- B65H2301/3411—Right angle arrangement, i.e. 90 degrees
- B65H2301/34112—Right angle arrangement, i.e. 90 degrees changing leading edge
Definitions
- the present invention relates to a device for Turning of rectangular, flat products, in particular printed products, according to the generic term of claim 1.
- a device of this kind is in JP-A-60 258038 disclosed.
- a first transport device has one Transport roller and a stop on that is rectangular are arranged to the transport direction.
- a tray is included a side plate, and the output side of the Tray is a barrier rotatable from a shaft held, which is connected to a coil.
- An end edge a sheet of paper comes into contact with the stop brought so that the sheet in by the transport roller Turned towards the side plate and towards the tray is promoted.
- the sheet is then removed using a Paddle wheel turned against the side plate and on the Conveyed to attach it to the side plate and tray to put the barrier. In this way, the paper sheet becomes 90 ° rotated and, when placed in a passage position Barrier, fed to a second transport device.
- a device for rotating products obtained in a scale formation is known from the CH patent No. 637,900 known.
- One to the side of the incoming one Role formation arranged roll grips one corner each by bumping into one with respect to the Central axis of the incoming scale formation on which the Roll opposite side arranged stop the flake formation of the product.
- the Roll supports the further turning of both this product, as well as the subsequent one resting on it Products.
- Those leaving the effective range of the role Products are the result of between them and the belt conveyor existing friction around the stop as the turning center until they drive around the stop have and be carried away.
- the roller arranged according to the invention forms together with the belt conveyor a conveyor gap in which the products at the moment of toasting at the stop until the end of the rotation.
- a drive of the products ensures that a reliable complete rotation of the products around the Stop as a turning center.
- the role can be with a Peripheral speed to be driven, the Conveyor speed of the belt conveyor corresponds. This is not necessary, it can also be used as a freely rotating one Weight roll be formed.
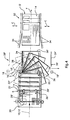
- Fig. 1 is a in the conveying direction F with the speed v driven belt conveyor 10 with a dash-dotted line indicated.
- This line represents at the same time the central axis 12 of a scale formation represents in the printed products 14 accrued.
- Print product 14 is only the foremost, fully visible printed product 14 shown, which with a leading edge 16 eccentrically abuts a stop 18.
- This is formed by a stop roller 20 ', which a perpendicular to the one defined by the belt conveyor 10 Axis 20 extending conveyor plane and for example is freely rotatable or driven.
- the stop 18 is on the left side of the central axis 12 arranged such that the printed products 14 with the corresponding end region abut the leading edge 16. Under the fully visible printing product 14 are further partially visible printed products 14 are shown, which one regarding the fully visible Printed product 14 about the axis 20 rotated position exhibit.
- a roller 22 is arranged above the belt conveyor 10. This is designed as a weight roller and hers Axis of rotation 22 '' runs parallel to the conveying plane, perpendicular to the conveying direction F and affects the Stop 18, i.e. the stop roller 20 'on the upstream side.
- the freely rotatably mounted roller 22 forms together with the belt conveyor 10 has a conveyor gap 23 into which the respective Printed product 14 practically simultaneously with the Bumping into stop 18 arrives.
- the role 22 represents sure the frictional force between the continuously driven belt conveyor 10 and in the conveyor gap 23 located printing products 14 is so large that the area of the printed products located in the conveying gap 23 14 at the speed v of the belt conveyor 10 moved in the conveying direction F.
- This turns the Stop 18 pending printed product 14 around the stop 18 as the turning center until the corresponding printed product 14 with the previously leading edge 16, which after turning the side edge 16 'facing the stop 18 forms on a guide 24 comes to rest in the conveying direction F runs and seen in the conveying direction F of Stop roller 20 'is connected downstream.
- the turning process of the Printer product is shown in Fig. 1 and shows the same printed product 14 to six consecutive Times or six individual Print products 14 at the same time in different rotated position.
- the distance A between the Stop 18 and the roller 22 is selected so that the Printed products 14 during the entire rotation through 90 ° in the conveyor gap 23 between the roller 22 and the belt conveyor 10 are held; the distance A is shown in the Embodiment smaller than the length L of the shorter ones Edge of rectangular printing products 14.
- Im illustrated embodiment is the mutual Position of the roller 22 and the stop 18 adapted in this way chosen for the size of the printed product 14 that the focus of the printed product 14 on the role 22 moves.
- the scale formation is constant Speed v promoted.
- the stop roller 20 'could also have a relatively large diameter.
- the distance A could also be the same or slightly larger be than the length L of the shorter edge of the right-angled Printed products 14.
- the distance A from the roller 22, 22 'to the stop 18, 18' can be smaller than the length L of the edges 16, 36 of the Products 14.
- the pressure rollers are each freely rotatable at the free end of a lever 28, the one with its other end at one Bearing axis 30 is pivoted freely, which is parallel arranged to the conveying plane, perpendicular to the conveying direction F runs above the belt conveyor 10.
- the pair of pressure rollers 26 points to the stop 18, in the conveying direction F measured, a distance B which is greater than the length of the printed products 14, also in the conveying direction F measured; the shown in Figs. 1 and 2 For example, this is the length L of the shorter edge of the Printed products 14.
- the distance is preferred B but smaller than the common one measured in the conveying direction F. Length L 'of two scales lying one on top of the other neighboring printing products 14 in the incoming Scale stream S, the length L 'the distance between the leading edge of the first printed product 14 for Trailing edge of the second, subsequent printed product 14 corresponds. Due to the distance B selected in this way the pressure roller pair 26 presses the printed product 14, which immediately follows that printed product 14 which to turn against the stop 18, frictionally against the belt conveyor 10 so that it rotates through the bottom leading print product 14 not taken is, but this in turn carry out the rotary movement can.
- roller 22 is on free end of another lever 28 'freely rotatable, the other also free on the bearing axis 30 is pivotally mounted.
- a side direction arrangement 32 Seen in the direction of conveyance F, downstream of the stop 18 subsequent guide 24, is a side direction arrangement 32 arranged.
- the side straightening elements 34 laterally at most offset printed products 14 in a to the central axis 12 symmetrical position, so that downstream of the side direction 32 the side edges 16 'of all printed products 14 align and run in the conveying direction F.
- the first one Printed product 14 of the scale formation S pushes in each case with its leading edge 16 at the stop 18 and is then frictionally by means of the roller 22 on the leading and already rotated printing products 14 held on the belt conveyor 10.
- Through the continuous Rotate successive print products 14 take each other a fan-like in the rotating range Location one without the overlap successive Printed products is lifted.
- FIG. 3 of the inventive The device is for the form of training shown in FIG. 2 mirror image. This will the printed products 14 of the resulting scale formation S with respect to the embodiment shown in FIGS. 1 and 2 in the opposite direction, i.e. in the present case clockwise, turned. Otherwise, the way it works is precise the same as in the embodiment shown in FIG. 2.
- the reference symbols used there denote in FIG. 3 the corresponding parts, with the exception of the side edge 36, which is to the left of the flow.
- Fig. 4 shows a first embodiment of the inventive Facility with which the in the scale formation S resulting printing products 14 optionally in the one or the other direction can be turned.
- the establishment on both sides of the Center axis 12 each have a stop 18, 18 'with an associated Guide 24, 24 'and one on top of the other Side of the central axis 12 arranged roller 22, 22 '. That seen on the left of the central axis 12 in the direction of conveyance F. arranged stop 18 and the associated guide 24 are in a working position 38 with solid lines shown.
- the stop 18 and the guide 24 are by means of a well-known drive arrangement, for example of a cylinder-piston unit in a dash-dotted line indicated rest position designated 38 ' in which they are outside the Path of movement of the printed products 14 of the incoming Scale formation S are located.
- The is accordingly assigned role 22 from their working position, in which them on the one abutting the stop 18
- Printed product 14 comes into circulation, for example also by means of a cylinder-piston unit Bearing axis 30 can be raised into a rest position, in which it is spaced from the printed products 14.
- a well-known drive arrangement for example of a cylinder-piston unit in a dash-dotted line indicated rest position designated 38 ' in which they are outside the Path of movement of the printed products 14 of the incoming Scale formation S are located.
- The is accordingly assigned role 22 from their working position, in which them on the one abutting the stop 18
- Printed product 14 comes into circulation, for example also by means of a cylinder
- the embodiment shown in FIGS. 5 and 6 of the inventive Furnishing also offers the possibility the optional rotation of the in a scale formation S accruing printed products 14 clockwise or in Counterclockwise.
- the belt conveyor 10, the first Stop 18 is assigned, is also a belt conveyor trained feeder 40 upstream. In the direction of conveyance F seen the feed conveyor 40 ends above the At the beginning of the belt conveyor 10, so that it is in the conveying direction F seen from the feed conveyor 40 to the belt conveyor 10 falling step forms.
- the conveyor belt 42 of the feed conveyor 40 is known at its downstream end Way out around a deflection roller 44. Above this deflection roller 44 is the pressure roller pair 26, whose roles in turn via a lever 28 on the Bearing axis 30 are arranged freely pivotable.
- the pair of pressure rollers 26 forms together with that around the deflection roller 44 guided conveyor belt 42 a further conveyor gap 27 for those to be fed to the belt conveyor 10 in the Scale formation S resulting printing products 14.
- the distance B measured in the conveying direction F between the end of the feed conveyor 40 and the stop 18 is larger than that Length L of the resulting in the direction of conveyance F.
- the one that abuts the stop 18 is located Printed product 14 in its trailing end area free (Fig.
- the belt conveyor 10 is followed by a second belt conveyor 50, the belt conveyor 10 to the second belt conveyor 50 a falling level in the same way forms how this between the feed conveyor 40 and the belt conveyor 10 is the case.
- a second stop 18 ' which is assigned to the second belt conveyor 50 and itself with respect to the central axis 12 on the stop 18 opposite side.
- the roller 22 ' On the same page like the stop 18 is the roller 22 'that the further stop 18 'is assigned.
- the roll 22 ' is via a lever 28 'on a further bearing axis 30' pivoted, on which another lever 28 Pressure roller pair 26 'is arranged. This works with the belt conveyor 10 at its downstream end together.
- the stop 18 'with the associated guide 24 ' is the side direction arrangement 32 downstream.
- each this belt conveyor 10, 50 is also a belt conveyor trained feed conveyor 40, 40 'assigned, the End seen in the direction of conveyance F downstream again ends above the belt conveyor 10, 50.
- the two Feed conveyor 40, 40 ' is designed as a belt conveyor Rocker 52 upstream, between the two Belt conveyors 10 and 50 can be switched back and forth to the by means of an upstream belt conveyor Conveyor 54 in printed form S supplied in scale formation 14 either the belt conveyor 10 or the second To feed belt conveyor 50.
- the belt conveyor 10 is in relation the central axis 12 on the right side of the stop 18 with the guide 24 and the roller on the left 22 assigned. Accordingly, the same is true in the area of second belt conveyor 50 with respect to the central axis 12 the left side of the stop 18 'with the guide 24' and arranged on the right side the roller 22 '.
- a pair of pressure rollers acts with each of the feeders 40, 40 ' 26, 26 'together, as already shown in FIGS. 5 and 6 is known. Both the pressure roller pairs 26, 26 'and also the stops 18, 18 'and guides 24, 24' yourself in working position 38 and do not need one Rest position to be trained convertible.
- the belt conveyor 10 is designed as a belt conveyor, Downstream conveyor 56 having an incline, which is followed by a conveyor belt 58, which is followed by the side alignment arrangement 32 is assigned.
- the second belt conveyor 50 is also a downstream conveyor 56 ', but the Incline is shorter in length than that Away conveyor 56 and ends at a distance above this.
- FIG. 7 shows a scale formation in the right end region S ', whose printed products 14 previously by means of the second Belt conveyor 50 and the associated stop 18 'in Conveying direction seen were turned to the left. These printing products are noticeable when leaving the conveyor 56 ' the conveyor 56 or the conveyor belt 58.
- the conveyor 56 is another Scale formation S, whose printed products 14 by means of of the stop 18 assigned to the belt conveyor 10 in Seen the conveying direction was turned to the right or still be rotated.
- This scale formation S is with following a gap in the scale formation S 'by means of the Conveyor 56, the conveyor belt 58 and the side straightening arrangement 32 are supplied.
- the conveyor 56 ends at such a distance above the belt conveyor 56, that the printed products rotated on the belt conveyor 10 14 can be conveyed through.
- the rocker 52 is pivoted towards the top to make another accruing Scale formation S the second belt conveyor 50 feed where the relevant print products 14 then be turned 90 ° to the left.
- FIG. 8 to 14 show a further form of training Device according to the invention for selectively rotating the in a scale formation S resulting printing products 14 left or right.
- the belt conveyor 10 facing each other, are two round trips 60, 60 'arranged. Every round trip has one in itself closed support element 62, configured for example as a shoulder strap 62 that is four in a rectangle Arranged pulleys 64, 66, 68, 70 is guided.
- the each facing the belt conveyor 10, a guide section 72 ′ forming run 72 of the carrying belt 62, that from the corresponding deflection roller 64 to the downstream Deflection roller 66 runs is parallel to the belt conveyor 10 and to the central axis 12.
- each carrying strap 62 On each carrying strap 62 is a stop and guide element 74, 74 ' arranged like a curtain, which in the longitudinal direction of the Carrying belt 62 is shorter than half the length of the Carrying belt 62 but longer than the guide section 72 '.
- the belt conveyor 10 points at right angles to the conveying direction F measured a smaller width than that Printed products 14 of the fed scale formation.
- On both sides of the belt conveyor 10 is a support plate 76 arranged up to which down the stop and Guide element 74, 74 'is at least approximately sufficient.
- the Carrying straps 62 of the two concentric runs 60, 60 ' are synchronous with each other, but driven out of phase by 180 °.
- the distance between the dreams 72 of the two round trips 60, 60 ', measured perpendicular to the conveying direction F corresponds at least approximately the length L of the shorter edge of the Printed products 14 in the resulting scale formation S, in which this shorter side edge in the conveying direction F runs.
- Each of the deflection rollers 64 is with respect to the central axis 12 assigned a roller 22 or 22 'on the other side, which can be changed from a working position to a rest position is.
- the deflection rollers 64 is a pair of pressure rollers 26 upstream at distance B, which in turn is larger is the length L of the edge of the printed products being fed 14, but preferably shorter than that in the conveying direction F measured common length of two successive Printed products 14.
- Fig. 8 that is with respect to the belt conveyor 10 and the central axis 12 stop stops arranged on the left and guide element 74 'in working position 38 and the opposite stop and guide member 74 in Rest position 38 '.
- the roller 22 is located accordingly in working position 38 and the roller 22 'dot-dash indicated in the rest position 38 ', in which it is from the Printed products 14 is lifted off.
- At 78 are the drive motors with reduction gear for the drive of the round trips 60, 60 '.
- 9 is between the two round trips 60, 60 'a printed product 14 shown that the last of a scale formation S 'is whose printed products 14 rotated clockwise by 90 ° were.
- the two round trips 60, 60 ' are in opposite directions Direction of arrow R driven, so that the trailing End of the one on the right with respect to the center line 12 Stop and guide element 74 approximately with the trailing end of the printed product 14 in the conveying direction F moves.
- the device according to the invention is not only for processing of printed products 14, but generally for Rotating rectangular, resulting in a scale formation suitable for flat products. You can e.g. also be samples or the like.
- the products in the resulting scale formation S a position in which the longer side edge perpendicular to the conveying direction and the shorter run in the conveying direction F.
- the device according to the invention can also be products a scale formation, whose longer "side edges" run in the conveying direction F.
- the belt conveyor 10 or 50 in question Upstream feeder 40, 40 ', the above the belt conveyor ends at a falling level for those to be rotated To form products 14.
- belt conveyors 10, 50 and feed conveyors 40, 40 'with different speeds are driven to the distance between the leading Reduce the edges of successive printed products or enlarge.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Claims (9)
- Dispositif pour faire tourner des produits rectangulaires, plats, en particulier des produits d'imprimerie, comportant une butée (18, 18') agencée dans la voie de déplacement des produits (14) transportés au moyen d'un convoyeur à bande (10, 50) et agencée sur un côté par rapport à l'axe médian (12) de ces produits (14), et un galet (22, 22') venant en appui sur l'autre côté contre le produit (14) butant respectivement contre la butée (18, 18'), dont l'axe de rotation (22") s'étend au moins approximativement à angle droit par rapport à la direction de convoyage (F) du convoyeur à bande (10) et est au moins approximativement tangent à la butée (18, 18'), caractérisé en ce que pour faire tourner des produits (14) arrivant en formation en écailles, un convoyeur d'alimentation (40, 40') réalisé à la manière d'un convoyeur à bande est agencé en amont du convoyeur à bande (10, 50), qui se termine, au-dessus du convoyeur à bande (10, 50) et vu en direction de convoyage (F), en avant de la butée (18, 18'), à une distance (B) qui est au moins égale à la longueur (L) mesurée en direction de convoyage (F) d'un produit (14) dans la formation en écailles (S) qui arrive, et inférieure à la longueur commune (L') mesurée en direction de convoyage (F) de deux produits respectifs voisins (14) superposés en écailles dans la formation en écailles (S) qui arrive.
- Dispositif selon la revendication 1, caractérisé en ce qu'il est prévu, en amont de la butée (18, 18'), un rouleau presseur (26, 26') formant un intervalle de convoyage (27) avec le convoyeur d'alimentation (40, 40'), et ceci à une distance (B) qui est au moins égale à la longueur (L) mesurée en direction de convoyage (F) d'un produit (14) dans la formation en écailles (S) qui arrive, et inférieure à la longueur commune (L') mesurée en direction de convoyage (F) de deux produits respectifs voisins (14) superposés en écailles dans la formation en écailles (S) qui arrive.
- Dispositif selon l'une ou l'autre des revendications 1 et 2, caractérisé en ce qu'il est prévu, sur chaque côté de l'axe médian (12), une butée respective (18, 18') et un galet respectif (22, 22'), et les butées (18, 18') sont réversibles, conjointement avec les galets (22, 22') agencés respectivement sur l'autre côté, de préférence en opposition, entre une position de travail (38) et une position de repos (38').
- Dispositif selon l'une ou l'autre des revendications 1 et 2, caractérisé en ce qu'il est prévu, en aval de la butée (18) et du galet (22), en correspondance par rapport à l'axe médian (12), une autre butée (18') et un autre galet (22'), et en ce que les butées (18, 18') sont réversibles, de préférence en opposition, entre une position de travail (38) et une position de repos (38').
- Dispositif selon l'une ou l'autre des revendications 1 et 2, caractérisé en ce qu'il est prévu, au-dessus du convoyeur à bande (10), un autre convoyeur à bande (50), en ce qu'en amont de ces convoyeurs à bande (10, 50) est prévu un agencement formant aiguillage réversible (52) pour l'alimentation alternante d'une formation en écailles respective (S), et en ce qu'une butée (18') et un galet (22') sont associés à l'autre convoyeur à bande (50), qui sont agencés en correspondance par rapport à la butée (18) et au galet (22) associés au convoyeur à bande (10).
- Dispositif selon l'une des revendications 1 à 5, caractérisé en ce qu'il est prévu, en aval de la butée (18, 18') formée de préférence par un rouleau de butée (20') monté librement mobile en rotation autour d'un axe (20) s'étendant à angle droit par rapport au plan de convoyage, un guidage (24, 24') au niveau duquel les produits tournés (14) viennent en appui par l'une de leurs arêtes latérales (16'), et - dans le cas d'une butée réversible (18, 18') - le guidage (24, 24') est réversible conjointement avec la butée (18, 18') entre la position de travail (38) et la position de repos (38').
- Dispositif selon la revendication 3, caractérisé en ce qu'il est prévu, des deux côtés du convoyeur à bande (10), un circuit respectif (60, 60') comportant un tronçon de guidage (72') qui se raccorde en aval à un renvoi (64) et qui s'étend en direction de convoyage (F), en ce qu'à chaque circuit (60, 60') est associé un élément de butée et de guidage (74, 74') qui s'étend en direction du circuit et dont la longueur est supérieure à celle du tronçon de guidage (72'), les éléments de butée et de guidage (74, 74') sont agencés en décalage l'un par rapport à l'autre et peuvent être amenés par un entraínement synchrone des deux circuits (60, 60') en alternance depuis une position de travail (38) jusque dans une position de repos (38'), et les éléments de butée et de guidage (74, 74') se trouvent, en position de repos (38'), à l'extérieur du renvoi (64) et du tronçon de guidage (72'), et s'étendent, en position de travail (38), autour du renvoi (64) en formant une butée (18, 18'), et dans le tronçon de guidage (72') en formant un guidage (24).
- Dispositif selon l'une des revendications 1 à 7, caractérisé en ce que le galet (22, 22') et/ou le rouleau de butée (20') sont entraínés.
- Dispositif selon l'une des revendications 1 à 8, caractérisé en ce que le galet (22, 22') est pourvu d'une bande de guidage (46) s'étendant en direction de convoyage (F).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH213297 | 1997-09-10 | ||
| CH213297 | 1997-09-10 | ||
| CH2132/97 | 1997-09-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0901977A1 EP0901977A1 (fr) | 1999-03-17 |
| EP0901977B1 true EP0901977B1 (fr) | 2002-10-23 |
Family
ID=4226630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98115404A Expired - Lifetime EP0901977B1 (fr) | 1997-09-10 | 1998-08-17 | Dispositif pour faire tourner des articles arrivant en formation imbriquée |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6173828B1 (fr) |
| EP (1) | EP0901977B1 (fr) |
| AU (1) | AU746628B2 (fr) |
| CA (1) | CA2246845A1 (fr) |
| DE (1) | DE59806032D1 (fr) |
| DK (1) | DK0901977T3 (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE50005297D1 (de) | 1999-05-31 | 2004-03-25 | Ferag Ag | Verfahren und Vorrichtung zum Transportieren von in einer Schuppenformation anfallenden Gegenständen |
| DE10024357A1 (de) | 2000-05-17 | 2001-11-22 | Gaemmerler Ag | Verfahren und Vorrichtung zum Umorientieren von Druckprodukten |
| US6743921B2 (en) | 2002-01-24 | 2004-06-01 | Dsm Catalytica Pharmaceuticals, Inc. | Process for the preparation of nonracemic syn-1-(4-hydroxy-phenyl)-2-(4-hydroxy-4-phenyl-piperidin-1-yl)-1-propanol compounds |
| DE10255344A1 (de) * | 2002-11-27 | 2005-06-30 | Siemens Ag | Fördersystem für Güter, insbesondere Behälter für Gepäckstücke, und Steuerverfahren für das Fördersystem |
| US8418834B2 (en) * | 2010-07-26 | 2013-04-16 | Sun Automation, Inc. | Prefeeding corrugated boards to box finishing machines |
| US9679229B2 (en) | 2015-09-25 | 2017-06-13 | Assa Abloy Ab | Credential production device card substrate rotator |
| CN110143012B (zh) * | 2019-05-23 | 2024-02-23 | 中科天工(广东)智能技术有限公司 | 纸张换向设备 |
| CN111376320A (zh) * | 2020-05-13 | 2020-07-07 | 潍坊福瑞祥自动化设备有限公司 | 全自动横竖一体不干胶划线压痕机 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL112491C (fr) | 1959-12-23 | |||
| US3332531A (en) * | 1965-03-15 | 1967-07-25 | Donald C Chaney | Package conveyor |
| CH546197A (de) | 1971-09-14 | 1974-02-28 | Fehr & Reist Ag | Wendefoerderer fuer flaechengebilde, insbesondere druckprodukte. |
| CH592562A5 (fr) | 1974-05-28 | 1977-10-31 | Ferag Ag | |
| CH637900A5 (en) * | 1979-06-01 | 1983-08-31 | Ferag Ag | Device for rotating products occurring in an lubricated stream |
| CH660353A5 (de) * | 1983-05-17 | 1987-04-15 | Grapha Holding Ag | Verfahren und vorrichtung zum unterteilen eines schuppenstromes aus druckbogen in teilschuppen. |
| US4607743A (en) * | 1984-05-14 | 1986-08-26 | Elam Ormand K | Method and apparatus to rotate moving overlapping stacked boxes |
| JPS60258038A (ja) * | 1984-05-31 | 1985-12-19 | Fuji Xerox Co Ltd | 用紙回転搬送装置 |
| US5056772A (en) * | 1989-05-19 | 1991-10-15 | Emf Corporation | Paper rotating table |
| ATE138349T1 (de) | 1992-02-19 | 1996-06-15 | Ferag Ag | Greifer für eine fördereinrichtung zum fördern von ein- oder mehrblättrigen druckereierzeugnissen |
| US5261520A (en) | 1992-11-04 | 1993-11-16 | Am International, Inc. | Custodial book transfer system |
| EP0600183B1 (fr) | 1992-12-02 | 1997-05-21 | Ferag AG | Pince pour transporteur pour transporter des produits imprimés à une ou plusieurs feuilles |
| US5706929A (en) * | 1995-04-17 | 1998-01-13 | Alvey, Inc. | Conveyor with high speed case turner |
| US5667214A (en) * | 1995-09-15 | 1997-09-16 | Pitney Bowes Inc. | Envelope turning and aligning apparatus |
| DK0918723T3 (da) | 1996-07-19 | 2002-10-14 | Ferag Ag | Fremgangsmåde og anordning til transport af trykkeriprodukter |
-
1998
- 1998-08-17 DK DK98115404T patent/DK0901977T3/da active
- 1998-08-17 DE DE59806032T patent/DE59806032D1/de not_active Expired - Fee Related
- 1998-08-17 EP EP98115404A patent/EP0901977B1/fr not_active Expired - Lifetime
- 1998-08-21 AU AU80910/98A patent/AU746628B2/en not_active Ceased
- 1998-09-09 CA CA002246845A patent/CA2246845A1/fr not_active Abandoned
- 1998-09-10 US US09/151,256 patent/US6173828B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE59806032D1 (de) | 2002-11-28 |
| CA2246845A1 (fr) | 1999-03-10 |
| EP0901977A1 (fr) | 1999-03-17 |
| US6173828B1 (en) | 2001-01-16 |
| AU746628B2 (en) | 2002-05-02 |
| AU8091098A (en) | 1999-03-25 |
| DK0901977T3 (da) | 2002-11-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CH689773A5 (de) | Vorrichtung zum Vergleichmaessigen des Abstandes zwischen aufeinanderfolgenden flaechigen Produkten. | |
| CH690646A5 (de) | Vorrichtung zum Fördern von Gegenständen. | |
| CH660353A5 (de) | Verfahren und vorrichtung zum unterteilen eines schuppenstromes aus druckbogen in teilschuppen. | |
| EP0223941B1 (fr) | Dispositif pour aligner latéralement un courant d'articles se chevauchant | |
| EP0055405B1 (fr) | Courroies transporteuses pour transporter et ralentir des articles pliés | |
| DE69120057T2 (de) | Verfahren und vorrichtung zum einzeln abgeben von flachen gegenständen aus einem stapel dieser gegenstände | |
| EP0901977B1 (fr) | Dispositif pour faire tourner des articles arrivant en formation imbriquée | |
| EP0579057A1 (fr) | Dispositif pour tourner une feuille de papier dans une voie de transport | |
| DD144243A5 (de) | Staustation in einer faltschachtelpackmaschine | |
| EP0379712B1 (fr) | Dispositif de pliage en accordéon d'une bande de papier | |
| EP2055660B1 (fr) | Dispositif de retournement cadencé d'objets plats | |
| DE2348386A1 (de) | Vorrichtung zum zufuehren von gegenstaenden | |
| EP0478911A1 (fr) | Dispositif de transfert sélectif d'articles se chevauchant d'un premier chemin de transport à un deuxième chemin de transport | |
| DE4315053C2 (de) | Vorrichtung zur Richtungsumkehr von flachen Sendungen | |
| EP0254851B1 (fr) | Dispositif pour égaliser la distance de feuille en feuille dans un courant de feuilles se chevauchant | |
| EP0893385B1 (fr) | Dispositif pour traiter des produits imprimés | |
| DE2655098C3 (de) | Belegzuführvorrichtung | |
| DE3839304A1 (de) | Vorrichtung zum ablegen von kopieblaettern | |
| EP0417621B1 (fr) | Procédé et dispositif pour presser des produits imprimés pliés | |
| DE2446364A1 (de) | Vorrichtung zum transport von bogen, insbesondere an wellpappmaschinen | |
| CH631410A5 (en) | Device for homogenising an imbricated stream formed from flat products, in particular printed products | |
| DE10317417B4 (de) | Vereinzelungs- und Fördervorrichtung | |
| DE3244400C2 (fr) | ||
| EP1059256B1 (fr) | Dispositif pour corriger la position d'objects plats arrivant en formation imbriquée | |
| DE19627490A1 (de) | Fördereinrichtung für Druckereierzeugnisse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK FR GB IT LI NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990406 |
|
| AKX | Designation fees paid |
Free format text: CH DE DK FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 20010803 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE DK FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 59806032 Country of ref document: DE Date of ref document: 20021128 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030203 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030724 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040809 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20040818 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG#ZUERICHSTRASSE 74#8340 HINWIL (CH) -TRANSFER TO- FERAG AG#PATENTABTEILUNG Z. H. MARKUS FELIX ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20050714 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20050808 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20050811 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20050812 Year of fee payment: 8 Ref country code: DE Payment date: 20050812 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060428 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060831 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070301 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20060817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070817 |