EP0896069B1 - Verfahren zum Herstellen eines dünnes Bandes aus Stahl mit sehr niedriger Kohlenstoffgehalt zur Herstellung von tiefgezogene Produkten für Verpackungen und also hergestelltes dünnes Band - Google Patents
Verfahren zum Herstellen eines dünnes Bandes aus Stahl mit sehr niedriger Kohlenstoffgehalt zur Herstellung von tiefgezogene Produkten für Verpackungen und also hergestelltes dünnes Band Download PDFInfo
- Publication number
- EP0896069B1 EP0896069B1 EP98401862A EP98401862A EP0896069B1 EP 0896069 B1 EP0896069 B1 EP 0896069B1 EP 98401862 A EP98401862 A EP 98401862A EP 98401862 A EP98401862 A EP 98401862A EP 0896069 B1 EP0896069 B1 EP 0896069B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolled
- sheetmetal
- steel
- less
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Revoked
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0421—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0468—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment between cold rolling steps
Definitions
- the invention relates to a method for producing a thin sheet of ultra low carbon steel for the production of deep-drawn products for packaging such as boxes and a thin sheet obtained by the process.
- stamping For the production, by stamping, of products for packaging in steel such as boxes for food or drink, we uses blanks cut from thin sheets whose characteristics must be adapted to the stamping forming process.
- the stamping processes used to make the boxes for canned food or drinks are usually processes deep drawing-deep drawing (DRD) or deep drawing-ironing (DWI).
- DMD deep drawing-deep drawing
- DWI deep drawing-ironing
- thin sheets should show a slight tendency to the formation of horns during stamping and very good properties drawing by shrinking.
- a microstructure of the steel is also sought. as homogeneous as possible along the width of the sheet and along its edges, so as to obtain a homogeneous behavior of the blanks during their stamping.
- the thickness of the metal packaging in the state finish may be very small (eg less than 0.1 mm), it is necessary to have a sheet free of defects such as inclusions, that is to say a material with the best possible inclusion cleanliness
- Thin steel sheets for the production of stamped packaging are generally made from a degassed aluminum steel, degassed vacuum and generally continuously cast in the form of a slab which is then hot rolled so as to obtain a hot rolled strip which is then cold rolled in two stages separated by annealing recrystallization.
- the second rolling which is generally carried out on a skin-pass rolling mill allows to obtain a sheet having the final thickness of the product on which stamping is carried out.
- ultra low carbon steels produced in the metallurgical furnace is subjected to vacuum degassing, generally with oxygen injection and calmed with aluminum, before being cast in a continuous casting plant for the development of a slab.
- the slab is hot rolled at a temperature above the point Ar3 of steel to obtain a hot-rolled sheet whose thickness is generally less than 3 mm.
- the hot rolled sheet is then cold rolled with a rate of reduction generally greater than 80% to obtain a sheet rolled to intermediate cold or blank which is then annealed at a lower temperature at point Ac1 of the steel before final rolling with the skin-pass, the reduction rate depends on the destination of the sheet.
- Ultra low carbon steel sheets vacuum degassed and calmed to aluminum have suitable characteristics with regard to their stampability, the homogeneity of the microstructure obtained, at the end of the manufacturing cycle, and inclusive cleanliness.
- EP-0.521.808 a method for producing sheets intended for deep drawing, for example for the manufacture of boxes by the DRD process, from steel produced by the converter, containing not more than 0.015% of carbon and less than 0.040% of aluminum.
- the process includes hot rolling. Hot rolled sheet is coiled at a temperature above 650 ° C, then cold rolled and finally annealed at a temperature below 700 ° C.
- the need to wind at a temperature above 650 ° C leads to heterogeneity of characteristics of the tape, crosswise and between the ends and the core of the coil.
- winding at a temperature above 650 ° C leads a hot sheet structure which is not very favorable for obtaining a sheet cold rolled with fine grains (ASTM index greater than 9).
- steel is produced in such a way as to contain at most 0.006 % by weight of carbon and 0.010% by weight of aluminum and the sheet is wound up hot rolled at a temperature below 620 ° C and preferably between 530 ° C and 570 ° C.
- the invention also relates to a production process in which the steel is calmed by bringing an effervescent steel obtained by production in a metallurgical furnace to a slag containing in particular aluminum and alumina Al 2 O 3 .
- the invention also relates to a method of preparation in which steel is poured in the form of a slab in a continuous casting under inert gas.
- the invention also relates to a thin sheet having a homogeneous microstructure with equiaxed grains having a low content of inclusions and having very good drawing characteristics in an ultra low carbon steel containing less than 0.010% aluminum.
- Figure 1 is a diagram giving the percentage of recrystallization depending on the temperature, steels with aluminum contents different.
- FIGS. 2A, 2B, 2C, 2D and 2E are microstructures, after recrystallization, of cold-rolled steel sheet having contents of different and increasing aluminum from Figure 2A to Figure 2E.
- Figure 3 is a diagram giving the elastic limit as a function the aluminum content of steel sheets for deep drawing according to the invention and, comparatively, according to the prior art.
- FIG. 4 is a diagram giving the mechanical strength in depending on the aluminum content of elaborate stamping steel sheets by the process according to the invention and, comparatively, of sheets steel made according to the known process of the prior art.
- Figures 5A, 5B and 5C are diagrams showing the coefficient anisotropy r of a stamping sheet according to the invention, respectively in the direction of the length of the sheet, in the cross direction and at 45 °.
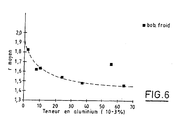
- Figure 6 is a diagram giving the anisotropy coefficient r medium depending on the aluminum content of the stamping sheets steel produced according to the invention and, comparatively, produced according to the prior art.
- the weight contents of the various elements are data in thousandths of a percent, except for titanium which is indicated in ppm, that is, in tenths of a thousandths of a percent.
- the chemical analyzes were carried out on the sheets rolled to hot constituting the product obtained in an intermediate stage of the process development.
- the first three sheets under the references M825, R2116A and R2115A are produced according to the process of the invention and include aluminum contents at most equal to 10 thousandths percent.
- Table 1 The following four sheets indicated in Table 1 are given for comparison and relate to sheets made according to the prior art and containing 24 thousandths percent of aluminum or more.
- the second column of table 1 indicates the end temperature of rolling and the third column, the winding temperature of the rolled sheet hot.
- the fourth column of the table relates to the thicknesses of the sheets hot rolled.
- the steels used to make the hot-rolled sheets are produced in a metallurgical oven then poured into a pocket.
- the steel is degassed under vacuum and calmed before being poured into a continuous slab casting facility.
- the vacuum degassing of the steel is preferably carried out in a RHOB installation, i.e. by blowing pure oxygen into the steel put circulating in a vacuum enclosure, or in a vacuum installation in tank.
- Calming of steels for metallic packaging is generally made by adding aluminum to the steel.
- the slag contains a large proportion of FeO and the aluminum traps the oxygen released by FeO at the time of mixing.
- Vacuum degassing which is a common production technique ultra low carbon steels, allows to obtain a lower carbon content 0.006%.
- the carbon content of ultra low steels carbon according to the invention is less than 0.006%.
- These steels have a nitrogen content ranging from 22 to 50 ppm. In general, for steels intended for the manufacture of thin sheets for packaging, the nitrogen content is always less than 0.006% or 60 ppm.
- the manganese content is generally between 0.10 and 0.35%. In the case of the steels in Table 1, the manganese contents are between 0.197 and 0.237%. In the steels for thin sheets for metal packaging, phosphorus contents and sulfur should be limited to 0.025%, preferably 0.015%, and 0.020%, respectively. In the case of steels from the examples in the table 1, these contents are respectively between 0.003 and 0.013% and between 0.005 and 0.011%.
- the titanium content is imperatively limited to 10 ppm and preferably to 6 ppm.
- niobium should be limited to 10 ppm.
- the content in metallic aluminum after the sheet production is generally greater than 0.010% by weight or 10 thousandths, this content being generally between 10 and 60 thousandths of a percent.
- the calmed steel is degassed under vacuum and poured into a continuous casting of slabs under an inert atmosphere.
- the slab poured into the continuous casting plant is rolled to hot at a temperature higher than the Ar3 temperature of the steel.
- the hot rolled sheets are then wound at a temperature below the recrystallization temperature of the steel and always below at 620 ° C.
- microstructural characteristics correspond to the central part in the heart of hot plates.
- the hot rolled sheets were subjected, after cooling, cold rolling with a reduction rate of 85 to 95%.
- intermediate sheets whose thickness is of the order of 0.2 to 0.3 mm.
- the blank of cold rolled sheet is then re-rolled to the thickness end of the sheet for stamping.
- Continuous annealing is carried out at a temperature which is higher generally from 20 ° C to 30 ° C at the recrystallization temperature of the steel: in the case of the process according to the invention, the annealing temperature is at more equal to 700 ° C; the sheet metal heating speed is around 27 ° per second.
- the steel is maintained at the annealing temperature above the recrystallization temperature for a period of less than 3 minutes and which is usually, for practical reasons, 20 or 30 seconds about.
- the sheet is cooled, after continuous annealing, is carried out, initially, at a speed of the order of 8 ° per second and, in a second time, at a speed of the order of 10 ° per second.
- the rolling stages cold and annealing hot sheets produced according to the invention are performed differently.
- hot rolled sheet with a thickness of 2.3 mm is cold rolled with a cold rolling rate of 85 at 89%.
- the cold-rolled intermediate sheet is then continuously annealed at a temperature of approximately 650 ° C. for a period of the order of 20 seconds.
- the second cold rolling or finishing rolling is carried out at skin-pass with a reduction rate of between 23 and 31%.
- hot rolled sheet with a thickness of about 3 mm is cold rolled with a reduction rate of 90 to 93%.
- Annealing is carried out at a temperature of the order of 670 ° C. for a duration of approximately 30 seconds.
- the final skin-pass lamination is carried out with a reduction rate from 2.5 to 17%
- the first three sheets have compositions according to the invention while the following four sheets are comparative sheets
- the reduction rate is plotted hot-rolled sheets during a first cold rolling. This first cold rolling is followed by a second cold rolling with a skin pass with an identical elongation for all sheets, of 2.5%.
- the 290 368 33.2 1.57 0,165 1.68 0.161 -0.03 11.4 to 1.4 heterogeneous structure The 288 369 34.3 1.59 0.168 T 295 369 31.6 2.12 0.157 T 295 368 28.8 2.04 0,150 45 287 363 30.2 1.50 0.163 45 283 361 32.4 1.67 0,159 R1757A 871 ° C / 559 ° C 3.04 91.1 700 ° C.
- the reduction rate during the first cold rolling which is around 90% or slightly higher and the reduction rate on the second rolling cold which is of the order of 2.5% are characteristic of the preparation DWI sheets.
- a first goal of the study carried out on sheets whose references are shown in Table 3 was to determine the influence of the content of aluminum sheets on the recrystallization temperature and on the microstructure recrystallization obtained from the sheets after cold rolling final.
- the holding time at the annealing temperature is in all cases 30 seconds.
- the three sheets according to the invention have practically the same recrystallization curve plotted in solid lines in FIG. 1.
- R1285 sheet with 37 thousandths of aluminum including the recrystallization curve is shown in dashed lines shows a recrystallization temperature complete of the order of 660 ° C.
- S 385 sheet with 56 thousandths of aluminum has a temperature of complete recrystallization of the order of 680 ° C. and the sheet R1757 at 64 thousandths of aluminum a complete recrystallization temperature of 710 ° C.
- the offset recrystallization temperature is less than 20 ° C.
- Figures 2A, 2B, 2C, 2D and 2E are micrographs at magnification of 290 showing the grains of sheets according to the invention at the end of the annealing.
- FIG. 2A we see the microstructure of a cold-rolled sheet whose aluminum content is 2 thousandths, this sheet corresponding to the sheet M825 in Tables 1, 2 and 3.
- the grains of the sheet are regular in shape and equiaxial and the grain index is 10.5 with an elongation of grains of 1.
- FIG. 2B is a micrograph showing the grain of a sheet containing 8 thousandths of aluminum which corresponds to sheet R2116A in the tables.
- the grains of the sheet are equiaxed, of uniform structure and size.
- the grain index and the grain elongation are identical in the case of Figure 2A.
- Figure 2C is a micrograph of a sheet of 24 thousandths of aluminum which corresponds to the sheet R1048 C1 mentioned in the tables.
- the grains of the sheet are no longer of uniform size and structure purely equiaxial.
- the GI grain index is 10.8 and the grain elongation 1.0.
- Figures 2D and 2 E are micrographs of sheets containing respectively 37 and 64 thousandths of aluminum, these sheets corresponding to sheets R1285 and R1757A of the tables.
- the grain indices are 11 and 11.5 respectively and the elongations grains of 1.4 and 2.
- a low aluminum content less than 10 thousandths percent, allows to obtain a good homogeneity of the microstructure in the longitudinal and transverse directions.
- FIGS. 3 and 4 the mechanical characteristics have been reported indicated in table 3, in the form of diagrams giving the limit elastic Re and mechanical resistance Rm in MPa as a function of the content in aluminium.
- the elastic limit and mechanical strength reduced to a carbon content 25 ppm are slightly higher than 250 and 345 MPa respectively.
- FIGS. 5A, 5B and 5C variations of the coefficients have been shown. from Lankford in the long direction, in the cross direction, and at 45 °.
- a high Lankford coefficient indicates a strong anisotropy normal favorable for stamping.
- the Lankford coefficient r is high for aluminum contents close to zero and then decreases for stabilize at a minimum value for the highest aluminum contents high.
- the sheets having compositions B, D, H, and J were wound, at the end of the hot rolling, at a temperature above 620 ° C., which is the upper limit of the winding temperature in the case of the invention.
- the sheets of the comparative examples given in Table 4 have characteristics which are generally inferior to the characteristics of the steels of the steels of the invention.
- these steels when they contain aluminum contents greater than 10 thousandths percent have structural consistency and cleanliness inclusive lower than the steels of the invention.
- the steel contains a content of carbon (70 ppm) greater than the limit of 60 ppm of the sheets produced according to the invention and the hot-rolled sheet is wound at 620 ° C., that is to say at the upper limit of the winding temperature interval according to the invention.
- the Lankford coefficient r is low (only 1.40).
- the coefficient anisotropy ⁇ C is very different from 0 (-0.35).
- the winding temperature is 715 ° C, that is to say a temperature substantially higher than the limit of 620 ° C.
- Sheet B has a relatively satisfactory Lankford coefficient (1.60), an anisotropy coefficient quite far from 0 (-0.20) and an index of grains lower than the grain index in the case of sheet A.
- a substantially carbon content greater than 6 thousandths of a percent (12 and 13 thousandths of a percent) results, on the sheet obtained, by a low Lankford coefficient and a anisotropy coefficient ⁇ C far from the zero value.
- the compositions of steels F and G being identical, respectively the compositions of alloys H and I, the coiling temperatures hot rolled sheet are less than 620 ° C, the characteristics r and ⁇ C are very poor but the grain index is satisfactory and more favorable than in the case of examples H and I where the rolled sheet hot was coiled at temperatures of the order of 700 ° C.
- a recrystallization annealing is carried out continuously, for a duration of the order 30 seconds at a temperature of about 650 ° C or slightly higher.
- the winding will be carried out at a temperature between 450 ° C and 620 ° C and preferably between 530 and 570 ° C, as shown in particular in Table 1, if we consider the three first examples in the table which are examples of steels following the invention.
- Example B in Table 4 shows that we can obtain relatively satisfactory characteristics r and ⁇ C when winding hot-rolled strip at a temperature of the order of 715 ° C. However, the grain index is then only 10 when it was 11.6 in the case of the steel of example A.
- a steel with a carbon content of less than 60 ppm and a winding temperature of hot-rolled sheet within a range between 450 ° C and 620 ° C, after rapid cooling of the rolled sheet to hot is obtained.
- the sheets for stamping according to the invention must have sufficiently fine grains (grain index at least equal to 9) and a structure homogeneous.
- the sheet is rapidly cooled between the temperature end of hot rolling and the winding temperature, which must be less than 620 ° C. This rapid cooling and winding to a temperature relatively low limit grain growth in the hot rolled sheet, and get a good grain index in the final sheet obtained after cold rolling.
- the coefficients r and ⁇ C as well as the grain index have satisfactory values, although the aluminum content of steel is significantly higher than the given limit in the case of the invention. In this case, however, we cannot guarantee very good structural homogeneity and very good inclusiveness.
- the steels used in the context of the invention contains very small amounts of titanium, of the order of 1 to a few ppm. It was also stated that, in order to avoid an increase the recrystallization temperature of the steel, the content is limited in titanium at 10 ppm and preferably at 6 ppm in steel.
- the temperature recrystallization is 670 ° C, instead of 640 ° C for a content of substantially zero titanium. Because annealing must be carried out at a temperature higher than the recrystallization temperature of steel by 20 ° C or 30 ° C, the titanium content must not exceed 10 ppm to have a temperature annealing up to 700 ° C. In addition, titanium, in a proportion greater than 10 ppm, causes a deviation of the anisotropy coefficient ⁇ C with respect to the zero value.
- niobium increases the recrystallization temperature by steel in proportions substantially analogous to titanium.
- the recrystallization temperature of the steel is equal to 640 ° C whereas, for 10 ppm of niobium, it is 680 ° C.
- the annealing temperature of the steel to a value close to 700 ° C., while ensuring complete recrystallization throughout the sheet metal coil, we therefore limits the niobium content to 10 ppm.
- the steels used in the context of the invention are therefore steels substantially free from titanium and niobium, the contents of these elements being limited to 10 ppm, or 0.001% by weight.
- the sheets for stamping obtained by the production process according to the invention which in particular have a carbon content at more than 6 thousandths of a percent and aluminum not more than 10 thousandths of a percent, have, after the final cold rolling, a homogeneous microstructure with equiaxed grains and very good characteristics drawability.
- the microstructure of the sheet presents good homogeneity in the cross direction and the edges of the sheet present a homogeneous equiaxed grain whose size is slightly larger than the grain size in the part of the band adjacent to the axis.
- studies have shown that the sheets obtained by the process of the invention have very good inclusiveness, when deoxidation is carried out by the slag and that inerting of the continuous casting is carried out.
- the reduction in slag affects the average standard deviation of sizes of inclusions and the number of inclusions in the steel.
- the very low aluminum reduces the average density of inclusions in steel.
- Very good inclusiveness is of great interest, in particularly in the case of very thin sheets used for manufacturing by stamping of metallic packaging such as boxes for beverages.
- the preparation process according to the invention makes it possible to reduce the percentage of waste due to heterogeneous microstructures or the presence unacceptable inclusions in sheet metal for stamping and particularly in sheet metal for stamping-ironing type DWI.
- the method according to the invention which uses very low quantities of aluminum for the calming of steel, allows to achieve a saving on the purchase of aluminum, in the context of sheet metal production for stamping.
- the invention is equally applicable to sheets for DRD stamping than sheet metal for DWI stamping. Rolling rates during first and second cold rolling can be adapted to the use of the sheet metal for the production of stamped specific packaging products.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Wrappers (AREA)
- Heat Treatment Of Steel (AREA)
Claims (7)
- Verfahren zur Herstellung eines dünnen Bleches aus Stahl mit ultraniedrigem Kohlenstoffgehalt für die Herstellung von tiefgezogenen Produkten für die Verpackung, welches darin besteht:dadurch gekennzeichnet, daß der Stahl in der Weise gebildet wird, daß er höchstens 0,006 Gew.-% Kohlenstoff und 0,010 Gew.-% Aluminium enthält, und man das warmgewalzte Blech bei einer Temperatur unterhalb 620°C, vorzugsweise zwischen 530 und 570°C, aufwickelt.daß man einen beruhigten und im Vakuum entgasten Stahl herstellt, der zwischen 0,10 und 0,35 Gew.-% Mangan, weniger als 0,006 Gew.-% Stickstoff, weniger als 0,025 Gew.-% Phosphor, weniger als 0,020 Gew.-% Schwefel, weniger als 0,020 Gew.-% Silicium, höchstens 0,08 Gew.-% eines oder mehrerer der Elemente Kupfer, Nickel und Chrom sowie Aluminium enthält, wobei der Rest aus Eisen und unvermeidbaren Verunreinigungen gebildet wird,man den Stahl zu einer Bramme vergießt,die Bramme in der Wärme bei einer Temperatur oberhalb Ar3 walzt unter Bildung eines warmgewalzten Blechbandes,man das warmgewalzte Blech aufwickelt,man das warmgewalzte Blech in der Kälte zu einem kaltgewalzten Zwischenblech walzt,man das kaltgewalzte Zwischenblech kontinuierlich auf eine Temperatur unterhalb Ac1 wiedererwärmt,man das kaltgewalzte Zwischenblech bis zu einer Enddicke für das Tiefziehblech walzt,
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß der Stahl höchstens 0,001 Gew.-% Titan und 0,001 Gew.-% Niob enthält, und man das kaltgewalzte Blech während einer Zeitdauer von weniger als 3 Minuten und vorzugsweise von etwa 30 Sekunden auf eine Temperatur unterhalb 700°C erwärmt.
- Verfahren nach Anspruch 2 für die Herstellung eines dünnen Bleches für das Tiefziehen nach dem Tiefziehen-Wiedertiefzieh-DRD-Verfahren, dadurch gekennzeichnet, daß das warmgewalzte Blech eine Dicke von etwa 2,3 mm besitzt und man das warmgewalzte Blech mit einem Walzgrad zwischen 85 und 89 % walzt, und man das kaltgewalzte Zwischenblech durch kontinuierliches Wiedererhitzen während etwa 20 Sekunden auf eine Temperatur von etwa 650°C wiedererwärmt, und das kaltgewalzte Zwischenblech mit einem Walzgrad zwischen 23 und 31 % in einem Skin-Pass-Walzwerk weiterwalzt.
- Verfahren nach Anspruch 2 für die Herstellung eines Blechs für das Tiefziehen nach dem Tiefziehen-Wiedertiefzieh-DWI-Verfahren, dadurch gekennzeichnet, daß das warmgewalzte Blech eine Dicke von etwa 3 mm besitzt, man das warmgewalzte Blech mit einem Walzgrad von 90 bis 93 % in der Kälte walzt und man das kaltgewalzte Zwischenblech kontinuierlich während einer Zeitdauer von etwa 30 Sekunden auf eine Temperatur von etwa 670°C wiedererwärmt und man das Zwischenblech nach der Wiedererwärmung in einem Skin-Pass-Walzwerk mit einem Walzgrad zwischen 2,5 und 17 % erneut walzt.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß man den Stahl im Kontakt mit einer Schlacke, die einen an Aluminium und Aluminiumoxid eingestellten Gehalt aufweist, beruhigt.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, daß man den Stahl in einer kontinuierlich betriebenen Gießanlage unter einer inerten Atmosphäre zu einer Bramme vergießt.
- Dünnes Stahlblech mit ultraniedrigem Kohlenstoffgehalt für die Herstellung von tiefgezogenen Verpackungsprodukten, enthaltend zwischen 0.10 und 0,35 Gew.-% Mangan, weniger als 0,006 Gew.-% Stickstoff, weniger als 0,025 Gew.-% Phosphor, weniger als 0,020 Gew.-% Schwefel, weniger als 0,020 Gew.-% Silicium, höchstens 0,08 Gew.-% eines oder mehrerer der Elemente Kupfer, Nickel und Chrom, sowie Aluminium, wobei der Rest der Zusammensetzung gebildet wird aus Eisen und unvermeidbaren Verunreinigungen, und das dünne Blech erhalten worden ist durch Kaltwalzen eines Bleches, welches durch einen ersten Walzgang und einen zweiten Walzgang, die durch ein kontinuierliches Wiedererhitzen getrennt sind, warmgewalzt worden ist, dadurch gekennzeichnet, daß der Stahl des Bleches höchstens 0,006 Gew.-% Kohlenstoff und 0,010 Gew.-% Aluminium enthält, eine homogene Struktur mit gleichachsigen Körnern mit einem Kornindex größer als 10 und einen Lankford-Koeffizienten (r mittel) größer als 1,6 und einen Ebenen-Anisotropie-Koeffizienten (ΔC) von etwa 0 besitzt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9710155 | 1997-08-07 | ||
| FR9710155A FR2767078B1 (fr) | 1997-08-07 | 1997-08-07 | Procede d'elaboration d'une tole mince en acier a ultra bas carbone pour la realisation de produits emboutis pour emballage et tole mince obtenue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0896069A1 EP0896069A1 (de) | 1999-02-10 |
| EP0896069B1 true EP0896069B1 (de) | 2002-07-03 |
Family
ID=9510142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98401862A Revoked EP0896069B1 (de) | 1997-08-07 | 1998-07-21 | Verfahren zum Herstellen eines dünnes Bandes aus Stahl mit sehr niedriger Kohlenstoffgehalt zur Herstellung von tiefgezogene Produkten für Verpackungen und also hergestelltes dünnes Band |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6767415B1 (de) |
| EP (1) | EP0896069B1 (de) |
| AT (1) | ATE220118T1 (de) |
| BR (1) | BR9802857A (de) |
| CA (1) | CA2243495C (de) |
| DE (1) | DE69806312T2 (de) |
| DK (1) | DK0896069T3 (de) |
| ES (1) | ES2179436T3 (de) |
| FR (1) | FR2767078B1 (de) |
| PT (1) | PT896069E (de) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL1013776C2 (nl) * | 1999-06-04 | 2000-12-06 | Corus Staal Bv | Ultra Low Carbon staal en werkwijze voor de vervaardiging daarvan. |
| DE10117118C1 (de) * | 2001-04-06 | 2002-07-11 | Thyssenkrupp Stahl Ag | Verfahren zur Herstellung von gut umformfähigem Feinstblech und Verwendung eines Stahls |
| FR2833970B1 (fr) * | 2001-12-24 | 2004-10-15 | Usinor | Demi-produit siderurgique en acier au carbone et ses procedes de realisation, et produit siderurgique obtenu a partir de ce demi-produit, notamment destine a la galvanisation |
| JP4559918B2 (ja) * | 2004-06-18 | 2010-10-13 | 新日本製鐵株式会社 | 加工性に優れたブリキおよびテインフリースチール用鋼板およびその製造方法 |
| EP1807543A1 (de) * | 2004-10-26 | 2007-07-18 | Hille & Müller GmbH & Co. | Herstellungsverfahren für eine eindämmungsvorrichtung und damit hergestellte eindämmungsvorrichtung |
| CN100423857C (zh) * | 2005-09-07 | 2008-10-08 | 鞍山市穗丰草制品厂 | 高强度包装钢带的生产设备及其生产方法 |
| WO2011012242A1 (en) | 2009-07-30 | 2011-02-03 | Corus Staal Bv | Process for producing an ultra-low-carbon steel slab, strip or sheet |
| DE102013102273A1 (de) * | 2013-03-07 | 2014-09-25 | Thyssenkrupp Rasselstein Gmbh | Verfahren zum Erzeugen eines kaltgewalzten Stahlflachprodukts für Tiefzieh- und Abstreckziehanwendungen, Stahlflachprodukt und Verwendung eines solchen Stahlflachprodukts |
| WO2015113937A1 (en) * | 2014-01-28 | 2015-08-06 | Tata Steel Ijmuiden B.V. | Process for producing an elc or ulc steel slab, strip or sheet, and to a slab, strip or sheet produced thereby |
| CN103924156B (zh) * | 2014-05-05 | 2015-09-16 | 台州学院 | 一种添加纳米粒子的含铜强化钢及制备方法 |
| JP6631816B2 (ja) * | 2017-03-30 | 2020-01-15 | Jfeスチール株式会社 | エアゾール缶天蓋用鋼板 |
| DE102020209299A1 (de) | 2020-07-23 | 2022-01-27 | Sms Group Gmbh | Verfahren zum Herstellen von Stahlband |
| CN113621887B (zh) * | 2021-07-23 | 2022-06-10 | 山东钢铁集团日照有限公司 | 一种低成本打包带用冷轧钢带原料的生产方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3404047A (en) * | 1965-12-20 | 1968-10-01 | United States Steel Corp | Method for producing deep-drawing low-carbon steel sheet |
| JPS5722974B2 (de) * | 1975-01-28 | 1982-05-15 | ||
| FR2678641B1 (fr) * | 1991-07-04 | 1998-11-20 | Lorraine Laminage | Acier a emboutissabilite amelioree et procede de fabrication de toles destinees a l'emboutissage. |
| DE69311393T2 (de) * | 1992-02-21 | 1997-09-25 | Kawasaki Steel Co | Verfahren zum Herstellen hochfester Stahlbleche für Dosen |
| US5429173A (en) | 1993-12-20 | 1995-07-04 | General Motors Corporation | Metallurgical bonding of metals and/or ceramics |
| US5725697A (en) * | 1993-12-24 | 1998-03-10 | Kawasaki Steel Corporation | Method of manufacturing cold-rolled can steel sheet having less planar anisotropy and good workability |
| FR2730942B1 (fr) * | 1995-02-24 | 1997-05-16 | Lorraine Laminage | Procede d'elaboration d'une tole ou d'une bande en acier pour la realisation d'une boite et tole ou bande en acier obtenue par ce procede |
| FR2736933B1 (fr) * | 1995-07-18 | 1997-08-22 | Lorraine Laminage | Procede de fabrication d'une bande de tole mince a emboutissabilite amelioree |
-
1997
- 1997-08-07 FR FR9710155A patent/FR2767078B1/fr not_active Expired - Lifetime
-
1998
- 1998-07-21 DE DE69806312T patent/DE69806312T2/de not_active Expired - Lifetime
- 1998-07-21 AT AT98401862T patent/ATE220118T1/de active
- 1998-07-21 DK DK98401862T patent/DK0896069T3/da active
- 1998-07-21 ES ES98401862T patent/ES2179436T3/es not_active Expired - Lifetime
- 1998-07-21 PT PT98401862T patent/PT896069E/pt unknown
- 1998-07-21 EP EP98401862A patent/EP0896069B1/de not_active Revoked
- 1998-08-05 US US09/129,238 patent/US6767415B1/en not_active Expired - Lifetime
- 1998-08-06 BR BR9802857-0A patent/BR9802857A/pt not_active IP Right Cessation
- 1998-08-06 CA CA002243495A patent/CA2243495C/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| BR9802857A (pt) | 1999-10-13 |
| PT896069E (pt) | 2002-11-29 |
| ES2179436T3 (es) | 2003-01-16 |
| DK0896069T3 (da) | 2003-04-14 |
| ATE220118T1 (de) | 2002-07-15 |
| DE69806312D1 (de) | 2002-08-08 |
| FR2767078A1 (fr) | 1999-02-12 |
| EP0896069A1 (de) | 1999-02-10 |
| US6767415B1 (en) | 2004-07-27 |
| CA2243495A1 (fr) | 1999-02-07 |
| DE69806312T2 (de) | 2003-03-13 |
| FR2767078B1 (fr) | 1999-10-22 |
| CA2243495C (fr) | 2006-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1067203B1 (de) | Verfahren zum Herstellen von Eisen-Kohlenstoff-Mangan-Legierungbändern und also hergestellte Bändern | |
| EP0896069B1 (de) | Verfahren zum Herstellen eines dünnes Bandes aus Stahl mit sehr niedriger Kohlenstoffgehalt zur Herstellung von tiefgezogene Produkten für Verpackungen und also hergestelltes dünnes Band | |
| EP1072689B1 (de) | Verfahren zum Herstellen von dünnen "TRIP"-Typ-Stahlbändern und also hergestellte Stahlbändern | |
| EP2855725B1 (de) | Warm- oder kaltgewalzter stahl mit niedriger dichte, verfahren zur realisierung davon und verwendung davon | |
| EP1466024B1 (de) | Verfahren zur herstellung eines eisenhüttenprodukts aus unlegiertem stahl mit hohem kupfergehalt und danach erhaltenes eisenhüttenprodukt | |
| EP1427866B1 (de) | Verfahren zur herstellung von geschweissten röhren und dadurch hergestelltes rohr | |
| EP0881305B1 (de) | Verfahren zum Herstellen von dünnen ferritischen rostfreien Stahlbändern | |
| FR2887558A1 (fr) | Composition d'acier inoxydable martensitique, procede de fabrication d'une piece mecanique a partir de cet acier et piece ainsi obtenue | |
| WO2017064537A1 (fr) | Acier, produit réalisé en cet acier, et son procédé de fabrication | |
| EP0747495B1 (de) | Niob enthaltendes warmgewalztes, hochfestes Stahlblech mit gute Tiefziehfähigkeit, und Verfahren zu ihrer Herstellung | |
| EP1099769B1 (de) | Verfahren zur Herstellung von warmgewalztem, hochfestem Stahlblech zur Umformung und insbesondere zum Tiefziehen | |
| EP1065286B1 (de) | Stahlband mit geringem Aluminiumgehalt für Behälter | |
| EP0521808B1 (de) | Verfahren zum Herstellen von Tiefziehblechen | |
| CA2312672C (fr) | Tole d'acier a moyen carbone calme a l'aluminium pour emballage | |
| EP1065282B1 (de) | Stahlband mit geringem Aluminiumgehalt für Behälter | |
| CA2312673C (fr) | Tole d'acier a bas carbone calme a l'aluminium pour emballage | |
| FR2631350A1 (fr) | Alliage de ni-fe ferromagnetique et procede de fabrication de brames ayant une qualite de surface excellente en cet alliage | |
| EP1065285B2 (de) | Aluminiumberuhigtes, niedriggekohltes Stahlband für Behälter | |
| EP0754770B1 (de) | Verfahren zum Herstellen eines dünnen Blechbandes mit verbesserter Tiefziehbarkeit | |
| BE1011557A4 (fr) | Acier a haute limite d'elasticite montrant une bonne ductilite et procede de fabrication de cet acier. | |
| EP2480698A1 (de) | Ferritischer edelstahl mit hoher tiefziehfähigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DEBIESME, BERNARD Inventor name: CHOQUET, PASCAL Inventor name: BLANCHARD, ANNE Inventor name: POISSONNET, ISABELLE Inventor name: DAHMEN, GILLES Inventor name: SARDOY, VERONIQUE |
|
| 17P | Request for examination filed |
Effective date: 19990127 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FI FR GB IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010514 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB IT LI LU NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 220118 Country of ref document: AT Date of ref document: 20020715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020703 |
|
| REF | Corresponds to: |
Ref document number: 69806312 Country of ref document: DE Date of ref document: 20020808 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20020917 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2179436 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: THYSSENKRUPP STAHL AG Effective date: 20030403 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: THYSSENKRUPP STAHL AG |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: THYSSENKRUPP STEEL EUROPE AG Effective date: 20030403 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ARCELORMITTAL FRANCE |
|
| RDAF | Communication despatched that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSNREV1 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ARCELORMITTAL FRANCE |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: ARCELORMITTAL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170621 Year of fee payment: 20 Ref country code: GB Payment date: 20170620 Year of fee payment: 20 Ref country code: CH Payment date: 20170626 Year of fee payment: 20 Ref country code: DK Payment date: 20170621 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170622 Year of fee payment: 20 Ref country code: FI Payment date: 20170621 Year of fee payment: 20 Ref country code: SE Payment date: 20170626 Year of fee payment: 20 Ref country code: LU Payment date: 20170622 Year of fee payment: 20 Ref country code: IT Payment date: 20170621 Year of fee payment: 20 Ref country code: BE Payment date: 20170622 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170620 Year of fee payment: 20 Ref country code: ES Payment date: 20170803 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20170621 Year of fee payment: 20 Ref country code: PT Payment date: 20170703 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69806312 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20180720 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP Effective date: 20180721 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180720 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 220118 Country of ref document: AT Kind code of ref document: T Effective date: 20180721 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20180721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180720 |
|
| RIC2 | Information provided on ipc code assigned after grant |
Ipc: C22C 38/00 20060101ALI19981128BHEP Ipc: C21D 8/04 20060101AFI19981128BHEP |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| RDAD | Information modified related to despatch of communication that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSCREV1 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200903 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180722 |
|
| RDAD | Information modified related to despatch of communication that patent is revoked |
Free format text: ORIGINAL CODE: EPIDOSCREV1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R103 Ref document number: 69806312 Country of ref document: DE Ref country code: DE Ref legal event code: R064 Ref document number: 69806312 Country of ref document: DE |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| REG | Reference to a national code |
Ref country code: FI Ref legal event code: MGE |
|
| 27W | Patent revoked |
Effective date: 20201211 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MA03 Ref document number: 220118 Country of ref document: AT Kind code of ref document: T Effective date: 20201211 |