EP0892236B1 - Wassergekühlte Pfannenhaube - Google Patents
Wassergekühlte Pfannenhaube Download PDFInfo
- Publication number
- EP0892236B1 EP0892236B1 EP98112468A EP98112468A EP0892236B1 EP 0892236 B1 EP0892236 B1 EP 0892236B1 EP 98112468 A EP98112468 A EP 98112468A EP 98112468 A EP98112468 A EP 98112468A EP 0892236 B1 EP0892236 B1 EP 0892236B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hood
- pipe
- cooled
- gas
- pan
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007789 gas Substances 0.000 claims abstract description 31
- 238000001816 cooling Methods 0.000 claims abstract description 20
- 239000003546 flue gas Substances 0.000 claims description 13
- 238000000605 extraction Methods 0.000 claims description 7
- 230000007704 transition Effects 0.000 claims description 4
- 238000003466 welding Methods 0.000 claims description 3
- 239000000428 dust Substances 0.000 claims 4
- 239000000654 additive Substances 0.000 claims 1
- 230000037431 insertion Effects 0.000 claims 1
- 238000003780 insertion Methods 0.000 claims 1
- 150000001875 compounds Chemical class 0.000 abstract 1
- 239000002912 waste gas Substances 0.000 abstract 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract 1
- 239000003570 air Substances 0.000 description 7
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000000779 smoke Substances 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000011819 refractory material Substances 0.000 description 4
- 239000000956 alloy Substances 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000005275 alloying Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 238000009847 ladle furnace Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000012080 ambient air Substances 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D1/00—Casings; Linings; Walls; Roofs
- F27D1/18—Door frames; Doors, lids or removable covers
- F27D1/1808—Removable covers
- F27D1/1816—Removable covers specially adapted for arc furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/30—Arrangements for extraction or collection of waste gases; Hoods therefor
- F27D17/304—Arrangements for extraction or collection of waste gases; Hoods therefor specially adapted for electric arc furnaces
Definitions
- the invention relates to a water-cooled, multi-part Hood for metallurgical vessels, in particular ladles, with in pipe-to-pipe and / or pipe-gap-pipe welding arranged cooling tubes, with one in the lid the hood arranged opening for the use of a refractory centerpiece for carrying electrodes and Openings for the discharge of smoke gases with a lower and upper hood.
- DE 34 27 086 C1 is a metallurgical vessel with one leaving a peripheral air gap heat shield arranged above known, the has at least one opening through which each of outside a probe, lance or electrode into the interior of the vessel and with one around the heat shield placed, downwardly open suction hood, the the vessel extends beyond the peripheral air gap surrounds and between the heat shield and the Extraction hood formed air space to a suction device connected.
- DE 42 24 845 A1 describes a device for Sealing a circumferential gap between one Steel ladle and the water-cooled ladle hood of a pan oven heated by electrodes. This is to prevent that the sudden addition of aggregates and alloying agents strong as a result of chemical reaction The amount of flue gas can escape freely.
- a disadvantage of the pan hoods mentioned is that insufficient sealing on the upper lid area of the Carrying lances or electrodes and the insufficient extraction of the hot smoke gases in the upper one. part the pan hood.
- DE 36 02 498 A1 is a ladle furnace with an outer cover known for closing the opening of the pan as well as with one on the Inside of the outer cover at a predetermined distance to form a Intermediate lid arranged.
- the gases are extracted by means of a suction blower over a with the space between the outer cover and the inner cover related intake duct carried out.
- the invention is therefore based on the object to design the generic embodiment in that that targeted extraction of the flue gases at the same time at various points on the water-cooled pan hood is feasible.
- the pan hood consists of one outer and an inner tubular cylinder, the lower Hood part, which is arranged by vertically arranged cooling pipes, which both outside and inside over the edge of the Pan down, is divided.
- the flue gases are through the lower part of the water-cooled hood and targeted in the upper part at three points in the area of the electrodes targeted suction.
- the gas flows are outside in the Area of transition to the stationary exhaust pipe merged.
- the percentage of deducted Flue gas quantities over this lower, inner hood part is about 80% of the total and is in one Temperature range between 1200 ° C and 1400 ° C.
- Another extraction area is in the upper part of the Hood, the so-called secondary hood.
- This part of the hood is designed so that as few smoke gases as possible can penetrate this area because here too vertical cooling tube wall circular downwards cantilevered.
- the Incoming smoke gases targeted in the area of Sucked electrodes at three places.
- the openings in the cylindrical part of the upper hood part therefore make sure that an even Suction takes place.
- the gas flows are also here outside in the area of the transition to the stationary Exhaust pipe merged.
- the proportion of the secondary hood or The amount of gas withdrawn from the upper hood part is approximately 20% of the total and lies in a temperature range between 600 ° and 1200 ° C.
- the entire hood is water-cooled and as a pipe-to-pipe and / or partially as a tube-gap-tube weld executed, the water-cooled work door is opened and closed pneumatically. Through this The temperature of the work door is increased by hand lances determined and samples of the melt taken. The alloy funnel also becomes pneumatic closed or opened. In the open state prevents air curtain in the downpipe larger quantities of flue gas can escape.
- the addition funnel for aggregates and alloys is installed as a water-cooled nozzle. This water-cooled The nozzle becomes dustproof in the pan hood built-in.
- the fireproof centerpiece for the electrode bushings is from an interchangeable water-cooled ring of three tubes placed one above the other. It will be one Gap width equal to or less than 25 mm between the Electrodes and the ramming mass of the heart, around the flue gas passage or false air intake to keep within limits.
- the cooling water is supplied via pipes flexible expansion joints and their distributors.
- cooling circuits are provided for the In the pan hood according to the invention. There are also two cooling circuits for the end nozzle of the alloy funnel and for the water-cooled ring of the heart.
- the inner tubular cylinder of the pan hood protrudes Working position in the ladle, the outer one Pipe cylinder is above the pan rim outside of the Pouring ladle positioned.
- the inner tube cylinder can have a smaller capacity also placed directly on the edge of the pan become.
- the inner tube cylinder of the hood When using ladles with a low Capacity and a pan diameter that smaller than the inner tube cylinder of the hood the inner tube cylinder of the hood is over lowered the pan rim. In this case it depends Hood free in the lid lifting device or it supports attached to the outside of the pan Claws or reinforcing collar below the pan hood from.
- the invention is based on two schematic Drawings approached explained.
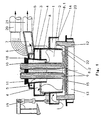
- Fig. 1 shows a side view of the water-cooled Pan hood in working position over one with one Melt (13) filled steel ladle (12), the Electrodes (9) through the refractory material (11) of the water-cooled Centerpiece (18) in the so-called heating position are lowered.
- the water-cooled pan hood (1, 2, 3) consists of cooling tubes (8) welded in tube-to-tube or tube-split tube, which are arranged vertically one above the other or horizontally side by side.
- the lower, outer hood part (1) and the lower, inner hood part (2) are positioned directly above the upper pan edge (22) and fastened to the cooling walls (8) by support arms of the lid lifting device (19).
- the cooling tubes (8) of the upper hood part (3) are embedded in the inner hood part (2).
- the inner tube cylinder (8.2) of the inner hood (2) is longer than the outer tube cylinder (8.1) of the outer hood (1).
- the hot smoke gases are extracted through suction openings (4) sucked into a first gas guide tube (6) and from there a main dedusting (20) fed.
- the less hot flue gases are in through suction openings (5)
- a second gas guide pipe (7) is sucked in and from there an auxiliary dedusting (21) fed.
- Fresh air can through a suction opening (14) above the pan rim (23) be sucked in.
- the refractory material (11) of the heart (18) is in an opening (10) between the water-cooled Rings of the centerpiece (18) attached.
- a pivotable, cooled work door (16) is on Transition from horizontal and vertical cooling tubes (8) in the upper part of the inner tube cylinder (8.2) arranged.
- the pan hood (1, 2) can be in Working position except for on the ladle (12) attached reinforcing collar (23) or claws be lowered.
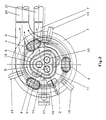
- Fig. 2 shows a top view of the water-cooled Pan hood (1, 2) with central opening (10) and water-cooled ring (18), which together with the upper cooling tube wall (8) as a support for the refractory material (11), through which the electrodes (9) slide.
- the lower suction openings (4) are with the gas pipe (6) connected, the suction openings (5) of the the upper hood part (3) are attached to the gas pipe (7) connected, the gas guide tube (6) to a Main dedusting (20) and the gas pipe (7) a secondary dedusting (21) connects.
- This addition funnel is inside Pipe cylinder (8.2) of the lower, inner hood (2) arranged.
- the pan hood (1, 2) is on three support arms, the cover lifting device (19), detachable attached.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Environmental & Geological Engineering (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Furnace Details (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Farming Of Fish And Shellfish (AREA)
- Crucibles And Fluidized-Bed Furnaces (AREA)
- Outer Garments And Coats (AREA)
Description
- Fig. 1
- eine Seitenansicht der wassergekühlten Pfannenhaube,
- Fig. 2
- eine Draufsicht auf die wassergekühlten Pfannenhauben.
Der untere, äußere Haubenteil (1) und der untere, innere Haubenteil (2) sind unmittelbar über dem oberen Pfannenrand (22) positioniert und durch Tragarme der Deckelhubvorrichtung (19) an den Kühlwänden (8) befestigt. In den inneren Haubenteil (2) sind die Kühlrohre (8) des oberen Haubenteiles (3) eingelassen. Der innere Rohrzylinder (8.2) der inneren Haube (2) ist länger als der äußere Rohrzylinder (8.1) der äußeren Haube (1) ausgebildet.
Claims (6)
- Wassergekühlte, mehrteilige Haube für metallurgische Gefäße mit in Rohr- an Rohr- und/oder Rohr-Spalt-Rohr-Schweißung angeordneten Kühlrohren, mit einer im Deckel der Haube angeordneten Öffnung zum Einsatz eines feuerfesten Herzstückes zur Durchführung von Elektroden und Öffnungen zur Abführung von Rauchgasen, mit einer unteren und oberen Haube,
dadurch gekennzeichnet,
daß in der unteren, äußeren Haube (1) eine untere, innere Haube (2) mit mindestens drei Gasabsaugöffnungen (4) und einem Gasführungsrohr (6), daß in der unteren, inneren Haube (2) eine obere Haube (3) mit mindestens drei Gasabzugsöffnungen (5), einem Gasführungsrohr (7) sowie einer Öffnung (10) angeordnet ist. - Haube nach Anspruch 1,
dadurch gekennzeichnet,
daß die untere, innere Haube (2), die die Form eines inneren Rohrzylinders (8.2) aufweist, länger als die untere, äußere Haube (1), die die Form eines äußeren Rohrzylinders (8.1) aufweist, ausgebildet ist. - Haube nach Anspruch 2,
dadurch gekennzeichnet,
daß in den inneren Rohrzylinder (8.2) der unteren, inneren Haube (2) ein wassergekühlter Zugabetrichter (17) für Zuschlagstoffe angeordnet ist. - Haube nach Anspruch 2,
dadurch gekennzeichnet,
daß in dem Übergang von senkrechter und horizontaler Kühlrohrwand (8) des inneren Rohrzylinders (8.2) eine schwenkbare, wassergekühlte Arbeitstür (16) angeordnet ist. - Vorrichtung mit einer Haube nach Anspruch 1,
mit einer Hauptentstaubungsanlage (20) und einer Nebenentstaubungsanlage (21), wobei das Gasführungsrohr (6) zur Abführung von heißen Rauchgasen an die Hauptentstaubungsanlage (20) und das Gasführungsrohr (7) zur Abführung von weniger heißen Rauchgasen an die Nebenentstaubungsanlage (21) anschließbar ist. - Vorrichtung nach Anspruch 5,
mit einer Deckelhubvorrichtung (16), wobei die Haube (1, 2, 3) als Pfannenhaube an drei Punkten hängend mit der Deckelhubvorrichtung (19) verbindbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19729317A DE19729317A1 (de) | 1997-07-09 | 1997-07-09 | Wassergekühlte Pfannenhaube |
| DE19729317 | 1997-07-09 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0892236A1 EP0892236A1 (de) | 1999-01-20 |
| EP0892236B1 true EP0892236B1 (de) | 2001-04-25 |
Family
ID=7835128
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98112468A Expired - Lifetime EP0892236B1 (de) | 1997-07-09 | 1998-07-03 | Wassergekühlte Pfannenhaube |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6036915A (de) |
| EP (1) | EP0892236B1 (de) |
| AT (1) | ATE200822T1 (de) |
| DE (2) | DE19729317A1 (de) |
| ES (1) | ES2158635T3 (de) |
| MX (1) | MXPA98005472A (de) |
| TR (1) | TR199801284A2 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19855689C2 (de) * | 1998-03-04 | 2001-10-31 | Siemens Ag | Wechselstrompfannenofen, insbesondere Drehstrompfannenofen |
| IT1310527B1 (it) | 1999-01-20 | 2002-02-18 | Danieli Off Mecc | Sistema di tamponamento della regione del delta della voltadi un forno elettrico ad arco |
| IT1310528B1 (it) * | 1999-01-20 | 2002-02-18 | Danieli Off Mecc | Sistema di aspirazione per la riduzione delle perdite dimateriali fini e polveri in un forno elettrico ad arco |
| GB9922542D0 (en) * | 1999-09-24 | 1999-11-24 | Rhs Paneltech Ltd | Metallurgical ladle/furnace roof |
| IT1315031B1 (it) * | 2000-08-29 | 2003-01-27 | Danieli Off Mecc | Dispositivo di raffreddamento della volta per forni elettrici |
| CN103307892B (zh) * | 2013-06-04 | 2015-03-25 | 广州资源环保水电工程有限公司 | 一种高温烟气导流装置 |
| DE102016124481B4 (de) | 2016-12-15 | 2021-07-01 | Ald Vacuum Technologies Gmbh | Schmelzanlage und –verfahren |
| KR102077948B1 (ko) * | 2018-12-20 | 2020-02-14 | 현대제철 주식회사 | 전기로용 루프 냉각장치 |
| CN114713811B (zh) * | 2022-03-16 | 2023-10-24 | 内蒙古鄂尔多斯电力冶金集团股份有限公司 | 一种铁合金浇铸烟尘回收装置及回收方法 |
| CN116079021B (zh) * | 2023-01-17 | 2025-03-04 | 中冶赛迪工程技术股份有限公司 | 一种连铸浇铸区域除尘系统 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1458876B2 (de) * | 1965-08-19 | 1970-05-21 | Industrie-Companie Kleinewefers GmbH, 4150 Krefeld | Vorrichtung zum Sperren und Absaugen der im Herdraum eines Metallschmelzofens entstehenden Gase und Stäube |
| DE2817869C3 (de) * | 1978-04-24 | 1983-04-07 | Krupp Stahl Ag, 4630 Bochum | Deckel für einen Elektrolichtbogenofen |
| DE3147337C2 (de) * | 1981-11-28 | 1985-03-14 | SIDEPAL S.A. Société Industrielle de Participations Luxembourgeoise, Luxemburg/Luxembourg | Wassergekühlte Haube für metallurgische Gefäße, insbesondere Gießpfannen |
| DE3427086C1 (de) * | 1984-07-19 | 1986-04-10 | Mannesmann AG, 4000 Düsseldorf | Metallurgisches Gefaess |
| JPS61186413A (ja) * | 1985-02-12 | 1986-08-20 | Daido Steel Co Ltd | 取鍋精錬装置 |
| US4813055A (en) * | 1986-08-08 | 1989-03-14 | Union Carbide Corporation | Furnace cooling system and method |
| JPH0610031A (ja) * | 1992-06-25 | 1994-01-18 | Kawasaki Steel Corp | Vod装置のレードルカバー |
| DE4224845A1 (de) * | 1992-07-28 | 1994-02-03 | Gutehoffnungshuette Man | Abdichtung eines umlaufenden Spaltes zwischen Stahlgießpfanne und Pfannenhaube |
| US5648981A (en) * | 1994-11-22 | 1997-07-15 | Ucar Carbon Technology Corporation | Cooling system for a two component furnace roof |
-
1997
- 1997-07-09 DE DE19729317A patent/DE19729317A1/de not_active Withdrawn
-
1998
- 1998-07-03 AT AT98112468T patent/ATE200822T1/de not_active IP Right Cessation
- 1998-07-03 DE DE59800650T patent/DE59800650D1/de not_active Expired - Fee Related
- 1998-07-03 ES ES98112468T patent/ES2158635T3/es not_active Expired - Lifetime
- 1998-07-03 TR TR1998/01284A patent/TR199801284A2/xx unknown
- 1998-07-03 EP EP98112468A patent/EP0892236B1/de not_active Expired - Lifetime
- 1998-07-06 MX MXPA98005472A patent/MXPA98005472A/es unknown
- 1998-07-08 US US09/112,036 patent/US6036915A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| TR199801284A3 (tr) | 1999-01-18 |
| DE59800650D1 (de) | 2001-05-31 |
| DE19729317A1 (de) | 1999-01-14 |
| ATE200822T1 (de) | 2001-05-15 |
| ES2158635T3 (es) | 2001-09-01 |
| EP0892236A1 (de) | 1999-01-20 |
| TR199801284A2 (xx) | 1999-01-18 |
| US6036915A (en) | 2000-03-14 |
| MXPA98005472A (es) | 2004-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60037725T2 (de) | Kontinuierliches vorheizen, schmelzen, rafinieren und giessen | |
| EP0892236B1 (de) | Wassergekühlte Pfannenhaube | |
| DE69132590T2 (de) | Raffinationsofen für Kupfer | |
| DE69109061T2 (de) | Anlage zum kontinuierlichen Schmelzen von Kupfer. | |
| DE2313660C3 (de) | Mehrschiffige Strahlerzeugungsanlage mit einem oder mehreren Elektrolichtbogenöfen | |
| DE2256269C3 (de) | Metallerzeugungsanlage mit einem kippbaren Konverter | |
| EP0487494A1 (de) | Anlage zur Herstellung von flüssigen Metallen | |
| EP0007977B2 (de) | Verfahren zum Brennen von stückigem Brenngut sowie Ringschachtofen zu seiner Durchführung | |
| DE3530471C2 (de) | ||
| WO2009138297A1 (de) | Ofenanlage | |
| DE69109274T2 (de) | Vorrichtung zur herstellung von schmelzflüssigem metall im elektroofen. | |
| DE2921702A1 (de) | Elektro-metallschmelzofen | |
| EP0760395B1 (de) | Vorrichtung zum Flüssigmetall-Transport in der Giesshalle eines Schachtofens und Verfahren zum Betrieb dieser Vorrichtung | |
| EP0216187B1 (de) | Ofengefäss eines metallurgischen Ofens, insbesondere eines Lichtbogenofens | |
| DE69805985T2 (de) | Verffahren und vorrichtung zum beladen eines lichtbogenofens mit vorgewärmten schrott | |
| EP2354259B1 (de) | Vakuumumlaufentgasungsanlage mit Zündbrenner | |
| EP3957939B1 (de) | Anlage zum recyceln von kontaminiertem metallschrott | |
| DE3107548A1 (de) | Vorwaermverfahren und -vorrichtung fuer stahlschmelzmaterial | |
| DE4224845A1 (de) | Abdichtung eines umlaufenden Spaltes zwischen Stahlgießpfanne und Pfannenhaube | |
| WO1990006481A2 (de) | Ofenanlage zum einschmelzen von schrott | |
| AT393901B (de) | Anlage zur behandlung und erschmelzung von metallen, metallverbindungen und/oder metallegierungen oder zur herstellung von calciumcarbid | |
| DE2623545C3 (de) | Abgashaube für eine Gießpfanne und Gießeinrichtung | |
| DE2830720A1 (de) | Einrichtung zur aufgabe des einsatzgutes und ableitung der reaktionsgase aus geschlossenen elektroschmelzoefen | |
| DE10150628B4 (de) | Elektrolichtbogenofenanlage mit einem Abgaskrümmer | |
| AT398486B (de) | Stahlwerks-elektroofen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19980703 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE ES FR GB IT LI LU NL |
|
| 17Q | First examination report despatched |
Effective date: 19991210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SMS DEMAG AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL |
|
| REF | Corresponds to: |
Ref document number: 200822 Country of ref document: AT Date of ref document: 20010515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENTANWALTSBUERO |
|
| REF | Corresponds to: |
Ref document number: 59800650 Country of ref document: DE Date of ref document: 20010531 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010726 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2158635 Country of ref document: ES Kind code of ref document: T3 |
|
| EN | Fr: translation not filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| EN | Fr: translation not filed |
Free format text: BO 01/38 PAGES: 264, IL Y A LIEU DE SUPPRIMER: LA MENTION DE LA NON REMISE. LA REMISE EST PUBLIEE DANS LE PRESENT BOPI |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20020619 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20020625 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020626 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20020627 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020628 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020711 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20020722 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20020724 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030703 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030703 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030731 |
|
| BERE | Be: lapsed |
Owner name: *SMS DEMAG A.G. Effective date: 20030731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030703 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040331 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040706 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20030704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060201 |