EP0889561B1 - Machine à sertir et méthode d'utilisation - Google Patents
Machine à sertir et méthode d'utilisation Download PDFInfo
- Publication number
- EP0889561B1 EP0889561B1 EP97810727A EP97810727A EP0889561B1 EP 0889561 B1 EP0889561 B1 EP 0889561B1 EP 97810727 A EP97810727 A EP 97810727A EP 97810727 A EP97810727 A EP 97810727A EP 0889561 B1 EP0889561 B1 EP 0889561B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact
- crimping
- transfer unit
- carrier strip
- strip portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 14
- 238000002788 crimping Methods 0.000 claims abstract description 97
- 238000012545 processing Methods 0.000 claims abstract description 16
- 239000004020 conductor Substances 0.000 claims abstract description 9
- 238000009413 insulation Methods 0.000 claims abstract description 9
- 238000012546 transfer Methods 0.000 claims description 61
- 238000006073 displacement reaction Methods 0.000 claims description 23
- 230000008878 coupling Effects 0.000 claims 1
- 238000010168 coupling process Methods 0.000 claims 1
- 238000005859 coupling reaction Methods 0.000 claims 1
- 238000000926 separation method Methods 0.000 abstract description 3
- 230000003993 interaction Effects 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/14—Control arrangements for mechanically-driven presses
- B30B15/146—Control arrangements for mechanically-driven presses for synchronising a line of presses
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0486—Crimping apparatus or processes with force measuring means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/0488—Crimping apparatus or processes with crimp height adjusting means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/055—Crimping apparatus or processes with contact member feeding mechanism
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/532—Conductor
- Y10T29/53209—Terminal or connector
- Y10T29/53213—Assembled to wire-type conductor
- Y10T29/53222—Means comprising hand-manipulatable implement
- Y10T29/53226—Fastening by deformation
Definitions
- the invention relates to a crimping device with a Contact supply arrangement for supplying in a contact processing point to be attached to a ladder Contacts, and with a crimp press for exercise one at the contact processing point on a crimping tool force to be applied, and a method for Operation of this crimping device.
- the object of the present invention is in particular the creation of a crimping device and a method, which does not have this disadvantage mentioned above have, i.e. which any alternation at the supply of different contact types to the crimping device enable.
- This task is accomplished by means of a crimping device according to claim 1 solved.
- the invention further relates to a method for Operation of the device according to the invention 13.
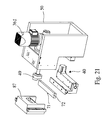
- crimping stations as contact processing stations used, but of course as Contact processing stations also other types of Processing stations, e.g. Contact soldering stations, are conceivable.
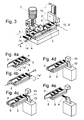
- each one of the to be fed different contact strips 1a to 1f associated contact feed stations 2a to 2f for the selective feed of a certain contact a, b, c, d, e or f in a contact gripping position see Figures 3, 4b and 4c.
- Number of contact supply stations 2a to 2f are the latter individually assembled on their own and / or exchangeable unit (see FIG. 2d in FIG 2) trained.
- Each of the contact supply stations 2a to 2f is as can be seen in particular from FIGS. 3 and 4a to 4e, with a band guide 3.3 'to the side Leading one forward in its longitudinal direction A. transporting contact belt 1a, 1b, 1c, 1d, 1e, respectively 1f and in openings 4 of the contact carrier strip 1a ', 1b', 1c ', 1d', 1e 'respectively. 1f 'engaging Feed means 6 for incremental feed a selected contact band 1a by a respective lateral contact distance s (Fig. 3) corresponding Distance t (Fig. 4) provided.
- the feed means 6 are in a known manner actuated by means of pneumatic cylinders 7.
- the in the crimping station 8 to be attached to a conductor 9 Contact a is by means of the individual contacts a of a contact strip 1a connecting each other Contact carrier strip 1a 'in a in the displacement 10th a contact gripping part 11 of a first contact transfer unit 12 current contact position 13a (Fig. 4c) moves. In the latter the contact to be fed to the crimping station 8 a via its associated contact carrier strip section 1a "(see FIGS.
- the contact gripping part 11 becomes unimpeded Retraction of the first contact transfer unit 12 in a the possible in front of the contact supply stations 2a to 2f located contact engagement positions 13a, 13b, 13c, 13d ... below the contact gripping part 17 of the second contact transfer unit and below the latter lowered and after passing the two the latter 17.18 back to the level of the Contact gripping positions 13a, 13b, 13c, 13d etc. raised.
- first contact transfer unit 12 To move the first contact transfer unit 12 along the displacement path 20 is one along the latter extending, in one place with the first Cable transfer unit 12 connected, endlessly rotating, Conveyor belt designed as a toothed belt 21 provided, which at its one deflecting end a correspondingly toothed deflection roller runs, and engages with this in a form-fitting manner.
- This deflection roller is driven by a stepper motor 22 connected, which to its control or the displacement distance the first contact transfer unit 12 is connected to a control unit 23, via which the respective end positions 16; 13a, 13b, 13c, 13d ... of the displacement path 20 are adjustable.
- the contact gripping part 11 of the first contact transfer unit 12 moved past this area 24 sufficiently lowered, to then before the transfer position 16 again to be raised to the level of the latter.
- the second contact transfer unit 18 is by means of a hydraulic or pneumatic actuating cylinder 25 along a guide 26 between two end stops slidable.
- a hydraulic or pneumatic actuating cylinder 25 along a guide 26 between two end stops slidable.
- different large contact carrier strip sections 1a are the two gripper parts horizontally over two sides Movable towards each other Slide parts 27 and 27 'on a crossbar 28 adjustable guided.
- the crossbar 28 is in turn over one extending in the vertical direction Support and guide part 29 in a sliding support 30 slidably guided and the compression springs 31st and 32 resiliently supported in the latter.
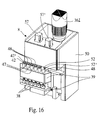
- the crimping station 8 shown in Figures 1 and 2 The device can e.g. as from Figures 12 up to 15, with a very conventional one Crimping tool 33 can be equipped.
- the crimping press is driven in the usual way by means of a drive motor 361.
- the crimping station 8 As shown in FIGS and 2 can be seen, several arranged side by side, different crimping inserts, and laterally slidable than conventional ones Quick-change tools trained crimping tools 33a, 33b, 33c ..., the latter with each a wire and an insulation stamp 36 and 37, respectively and one of the two anvil units assigned to the latter 38 provided.
- the crimping tools 33a, 33b, 33c ... are included of the anvil units 38 assigned to them, such as seen in Figure 1, in a laterally displaceable Cross slide 39 arranged, and with the latter connected drive means 40 provided to be selective a corresponding to the contact to be processed a Crimping tool 33b by moving the Cross slide 39 in its crimping position bring.
- the punch holder 41 of the individual crimping tools 33a, 33b, 33c ... are on their top, as in particular 1, each with a snap-in part 42 for laterally releasable engagement with the drive elements 43,44,361 of the Crimean press when it was moved in the crimping insert position.
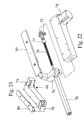
- FIG a crimping station 8 according to the invention, which each with an electrically operated Crimp height adjustment for the wire stamp 36 and for the insulation stamp 37 is provided, so that both Stamps completely independent of each other regarding their Crimp height can be adjusted.
- the wire stamp 36 and the insulation stamp are included 37 of each individual crimp insert analog to the embodiment shown in Figure 26, however without the crimp height adjustment elements shown there, Eccentric part 45 and eccentric pin 46, individually on a stamp holder 47 and 48 arranged.
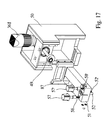
- FIG. 17 shows in FIG shown crimping station 8 with the drive motor 36 connected drive eccentric 49, which for Effecting a lifting movement in its vertical Movement direction C slidably guided in the housing 50
- Drive carriage 51 over one with this connected bear 87 acts on the latter.
- stamp holder 47 and 48 For crimp height adjustment of the two in the crimping position are located stamp holder 47 and 48 with the locking parts 42 and 42 'of the latter two can be releasably engaged by lateral displacement further latching parts 52 and 52 'are provided, which in the direction of displacement C of the drive slide 51 are arranged adjustable in the latter.
- the eccentric middle parts 53 'and 54' of the two Eccentric shafts 53 and 54 each engage in an opening 59 a pressure piece 60 a.
- the cone-shaped further snap-in parts 52 and 52 ' are in cylindrical bores of the drive carriage 51 slidable in the vertical direction guided and each have a recess in their upper part 61 or 61 'for holding one pressure sensor each 62 or 62 'as well as a thrust washer covering these 63 or 63 'to support the assigned Pressure piece 60 or 60 '.
- the pressure sensors 62 and 62 ' are connected to an evaluation circuit, in which during the crimping process the on the two Stamp 36 and 37 registered crimp force registered and if a specified limit is exceeded or undershot An error signal and / or the device is turned off.
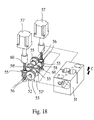
- latching means 65, 65 'to 72 are provided, which are arranged and / or designed in this way are that the stamp holder 47 and 48 at their side Shift from a crimping position out by lateral displacement of the cross slide 39 in the direction of arrow D, i.e. with a decoupling of the drive elements 96, 49, 51 and 52 or 52 'of the crimping press, by means of these locking means in held in their upper starting position, or at their lateral shift into the crimping insert position, i.e. when coupled to the drive elements 52, 52 'of the Crimea press, for its longitudinal displacement in be released in the vertical direction.
- each pair of stamp holders 47, 48 is one with two Locking cams 67, 68 and a guide part 69, in its longitudinal direction against the spring pressure a compression spring 70 in a non-locking position Slidable locking pin 66 is provided.
- a such shift will be in the crimping insert position of a pair of stamp holders 47, 48 with the help of one on one Cam bar 72 provided cam 71 causes which in this position is the rear of the cross slide 39 protruding end part 73 of the locking bolt 66 pushes in so far that the two Locking cams 67 and 68 out of engagement with the assigned, provided in the stamp holders 47 and 48 Arresting recesses 65 and 65 'get, and thereby which now with the further locking means 52 and 52 'of Drive carriage 51 connected stamp holder 47 and 48 to their longitudinal displacement in the vertical direction release.
- a stepper motor 74 via a bevel gear 75 an adjusting spindle 76, which in turn has a Spindle nut 77 and a tube sleeve connected to it 78 acts on an angle part 79, the the latter in turn with a fastening part 80 for Attachment to the cross slide 39 is connected.
- the Stepper motor 74 is in turn with control electronics connected, which is a precise control of the shift of the various crimping tools in the Crimp insert position causes.
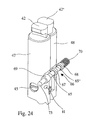
- the crimping station 8 is not electrically operable crimp height adjustment is provided the for the wire and the insulation stamp 36 and 37 serving stamp holders 47 and 48 also, as can be seen from FIGS. 24 and 26, for Fine adjustment of their crimp height each with an eccentric part 45 be provided, the eccentric pin 45 'in one extending in the vertical direction, in a wedge-shaped in the horizontal direction Eccentric pin 46 provided longitudinal slot 46 'extends.
- the longitudinal slot 46 ' is used for that when rotating of the eccentric pin 45 'only a shift of the Wedge element 46 in the horizontal direction, however no forced deflection of the same in vertical Direction is effected.
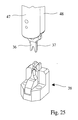
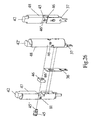
- Figure 25 shows the interaction of the attached to the two stamp holders 47 and 48 Wire and insulation stamps 36 and 37 with one associated anvil unit 38.
- All relevant drive and adjustment units the device are such via a control unit connected with each other that when a certain one is selected Contact type automatically the appropriate contact supply station is activated, the feed of the selected Contact and the first contact transfer unit by a feed distance assigned to each of them in the appropriate contact grasping position, the contact gripping parts of the gripper second contact transfer unit to one of the length of the to be taken contact carrier strip section position and that for the selected contact suitable crimping tools moved into the crimping insert position so that a fully automatic process all functions for fastening the selected contact done on a ladder.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Claims (17)
- Dispositif de sertissage comprenant un agencement d'amenée de contacts (12, 18) pour amener, dans un poste d'usinage de contacts (8), des contacts (a-f) à fixer sur un conducteur (9), ainsi qu'une presse de sertissage (361) pour exercer au poste d'usinage de contacts une force agissant sur un outil de sertissage (33a, 33b, ...), caractérisé en ce qu'il présente plusieurs outils de sertissage (33a, 33b, ...) disposés latéralement les uns à côté des autres, présentant différentes insertions de sertissage (36, 37, 38) et aptes à se déplacer latéralement de manière conjointe, les outils de sertissage étant munis respectivement d'un poinçon d'insertion du fil et d'un poinçon d'isolement (36, respectivement 37), ainsi que respectivement d'une unité d'enclume et de séparation (38; 85, 86) attribuée aux deux poinçons mentionnés en dernier lieu.
- Dispositif de sertissage selon la revendication 1, caractérisé en ce que les outils de sertissage (33a, 33b, ...), y compris les unités d'enclumes (38) qui leur sont attribuées, sont disposés dans un chariot transversal (39) apte à se déplacer latéralement, en ce qu'on prévoit des moyens d'entraínement (40) reliés au chariot mentionné en dernier lieu pour amener, dans sa position d'insertion de sertissage, de manière sélective, un outil de sertissage (33a, 33b, ...) correspondant au contact (a-f) à usiner, par déplacement latéral du chariot transversal (39), et en ce que les deux poinçons (36, 37) de chaque insertion individuelle de sertissage sont disposés de manière individuelle ou conjointe sur un support de poinçons (47, 48) guidé de manière à pouvoir se déplacer dans sa direction longitudinale (C) dans le chariot transversal (39), le support étant muni d'un élément d'encliquetage (65-70) pour l'encliquetage amovible avec les éléments d'entraínement (361, 49, 51, 52, 52') d'une presse de sertissage, lors de son déplacement dans sa position d'insertion de sertissage.
- Dispositif de sertissage selon la revendication 2, caractérisé en ce que le poinçon d'insertion du fil (36) et le poinçon d'isolement correspondant (37) d'une insertion individuelle respective de sertissage sont disposés de manière individuelle sur respectivement un support de poinçons (47, 48) et en ce que respectivement un réglage de la hauteur de sertissage (45, 46; 53-57) est attribué à chacun des deux supports de poinçons (47, 48), les réglages pouvant être activés indépendamment l'un de l'autre.
- Dispositif de sertissage selon la revendication 2 ou 3, caractérisé en ce que la presse de sertissage présente un excentrique d'entraínement (49) relié à un moteur d'entraínement (361), qui agit, pour conférer un mouvement de soulèvement à un chariot d'entraínement (51) guidé en mobilité dans sa direction de déplacement, de manière directe ou indirecte sur ce dernier, et en ce que, pour le réglage de la hauteur de sertissage d'un support de poinçons (47, 48) se trouvant dans la position d'insertion de sertissage, un élément d'encliquetage supplémentaire (52, 52'), qui peut venir s'engrener de manière amovible avec l'élément d'encliquetage (42, 42') du support de poinçons, est disposé dans le chariot d'entraínement (51) de manière à pouvoir se déplacer dans la direction de déplacement (C) de ce dernier.
- Dispositif de sertissage selon la revendication 4, caractérisé en ce que l'élément d'encliquetage supplémentaire (52, 52') est à même de se déplacer par rapport au chariot d'entraínement (51) dans la direction de déplacement (C) de ce dernier, via un agencement d'excentrique (53, 54) disposé dans le chariot d'entraínement (51) et entraíné par un moteur, de préférence par un moteur pas-à-pas (57, 57').
- Dispositif de sertissage selon la revendication 5, caractérisé en ce que l'agencement d'excentrique (53, 54), lors du processus de compression, exerce une force, via un élément de mesure de la pression de sertissage (62, 62'), sur l'élément d'encliquetage supplémentaire (52, 52').
- Dispositif de sertissage selon la revendication 2, caractérisé en ce qu'on prévoit des moyens d'encliquetage (65-70) coopérant avec les supports de poinçons (47, 48), qui sont disposés et/ou réalisés de telle sorte que les supports de poinçons (47, 48) sont maintenus, lors de leur déplacement latéral à partir d'une position d'insertion de sertissage via un déplacement latéral du chariot transversal (51), c'est-à-dire lors d'un désaccouplement des éléments d'entraínement (361, 49, 51, 52, 52') de la presse de sertissage, à l'aide de ces moyens d'encliquetage (65-70), dans leur position de départ supérieure, respectivement sont libérés, lors de leur déplacement latéral dans la position d'insertion de sertissage, c'est-à-dire lors d'un accouplement aux éléments d'entraínement de la presse de sertissage, en direction verticale par rapport à leur déplacement longitudinal.
- Dispositif de sertissage selon l'une quelconque des revendications 1 à 7, caractérisé en ce qu'il présente une multitude de postes d'amenée de contacts (2a-2f) disposés latéralement les uns à côté des autres et attribués respectivement à une des bandes de contacts (1a-1f) à amener différentes l'une de l'autre, pour faire avancer de manière sélective un contact déterminé (a-f) dans une position de saisie de contacts (13a-13f), ainsi qu'une première unité de transfert de contacts (12) munie d'un élément de saisie de contacts (11) pour transporter une section de bande de contacts individuelle depuis une des positions de saisie de contacts (13a-13f) jusque dans la position de transfert, dans lequel, aux postes d'amenée de contacts individuels ou & la première unité de transfert de contacts (12), est attribuée une unité de séparation (15) pour séparer de la bande de contacts (1a-1f) une section de ruban de support de contacts (1a") saisie par l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12), une seconde unité de transfert de contacts (18) munie d'un élément de saisie de contacts (17) étant prévue pour pouvoir se déplacer de préférence par voie hydraulique ou par voie pneumatique entre la position de transfert (16) et le poste d'usinage des contacts.
- Dispositif de sertissage selon la revendication 1, caractérisé en ce que les postes d'amenée de contacts individuels (2a-2f) sont réalisés sous la forme d'une unité qui peut être montée individuellement en soi et/ou sous la forme d'une unité qui peut être échangée.
- Dispositif de sertissage selon la revendication 8 ou 9, caractérisé en ce que chacun des postes d'amenée de contacts est muni d'un guidage de bande (3, 3') pour le guidage latéral d'une bande de contacts (1a-1f) à transporter vers l'avant dans sa direction longitudinale (A) et de moyens d'avance (6) venant s'insérer de préférence dans des ouvertures (4) du ruban de support de contacts (1a'-1f') pour l'avance pas-à-pas de la bande de contacts sur un tronçon (t) correspondant à la distance (S) latérale entre des contacts respectifs.
- Dispositif de sertissage selon l'une quelconque des revendications 8 à 10, caractérisé en ce qu'on prévoit, pour le déplacement de la première unité de transfert de contacts (12) le long de sa voie de déplacement, une bande transporteuse (21) s'étendant le long de la dernière citée, reliée à un endroit avec la première unité de transfert de contacts (12) et réalisée sous la forme d'une courroie dentée sans fin, qui s'étend à sa première extrémité de renvoi autour d'un rouleau de renvoi possédant une denture correspondante et qui vient s'engrener mécaniquement avec ce dernier, en ce que ce rouleau de renvoi est relié à un moteur d'entraínement, de préférence un moteur pas-à-pas (22) et en ce que, pour la commande du moteur d'entraínement (22), respectivement du tronçon de déplacement de la première unité de transfert de contacts (12), le moteur d'entraínement (22) est relié à une unité de commande (23) par laquelle on peut régler les positions finales respectives de la voie de déplacement.
- Dispositif de sertissage selon l'une quelconque des revendications 8 à 11, caractérisé en ce que l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12) peut s'abaisser pour aboutir en dessous du niveau des positions de saisie de contacts (13a-13f) et/ou en dessous du niveau de la position de transfert.
- Procédé pour le fonctionnement du dispositif de sertissage selon la revendication 1, caractérisé en ce qu'on amène pas-à-pas les contacts (a-f) sous la forme de bandes de contacts (1a-1f) différentes les unes des autres, à une multitude de postes d'amenée de contacts (2a-2f) disposés latéralement les uns à côté des autres et attribués respectivement à une des bandes de contacts; on déplace le contact à fixer sur un conducteur (9) dans le poste d'usinage de contacts, & l'aide du ruban de support de contacts reliant les uns aux autres les contacts individuels d'une bande de contacts, dans une position de saisie de contacts se trouvant dans la voie de déplacement d'un élément de saisie de contacts (11) d'une première unité de transfert de contacts (12); on saisit le contact dans cette position, par-dessus la section de ruban de support de contacts qui lui est attribuée en laissant libre au moins une section partielle de la section de ruban précitée, à l'aide de l'élément de saisie de contacts (11) d'un dispositif de saisie de la première unité de transfert de contacts; ensuite, on sépare la section de ruban de support de contacts (1a") correspondante de la partie restante du ruban de support de contacts; et enfin, on déplace le contact (a) maintenu de cette manière par-dessus la section de ruban de support de contacts qui lui est attribuée, à l'aide de la première unité de transfert de contacts afin de l'amener à la position d'usinage de contacts (8) dans une position de transfert où il est saisi à l'aide d'un élément de saisie de contacts (17) d'une seconde unité de transfert de contacts (18) par-dessus la section partielle de la section de ruban de support de contacts correspondante laissée libre par l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12), transféré pour sa fixation au conducteur (9) et acheminé au poste d'usinage de contacts.
- Procédé selon la revendication 13, caractérisé en ce que l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12) saisit la section de ruban de support de contacts à saisir, dans sa zone médiane, en laissant libres deux sections externes latérales (14, 14') de la section de ruban de support de contacts lorsqu'on regarde dans la direction de l'axe longitudinal du contact correspondant; ensuite, dans la position de transfert (16), l'élément de saisie de contacts de la seconde unité de transfert de contacts saisit cette section de ruban de support de contacts pour la transférer dans ses deux sections externes laissées libres.
- Procédé selon la revendication 13 ou 14, caractérisé en ce qu'on désengrène l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12), après le transfert de la section de ruban de support de contacts à l'élément de saisie de contacts de la seconde unité de transfert de contacts dans la position de transfert par rapport à la section de ruban de support de contacts, et ensuite, on l'abaisse, pour son trajet en retour sans encombre, dans une position de saisie de contacts (13a-13d, ...) de manière correspondante en dessous de l'élément de saisie de contacts de la seconde unité de transfert de contacts.
- Procédé selon l'une quelconque des revendications 13 à 15, caractérisé en ce qu'on abaisse l'élément de saisie de contacts (11) de la première unité de transfert de contacts (12) en dessous des autres positions de saisie de contacts, après la saisie d'une section de ruban de support de contacts par le premier cité, pour le transfert sans encombre de cette dernière dans la position de transfert (16) au cours du mouvement de passage devant ces autres positions.
- Procédé selon la revendication 13, caractérisé en ce qu'on amène, parmi la multitude d'outils de sertissage (33a, 33b, ...) disposés latéralement les uns à côté des autres, présentant différentes insertions de sertissage et aptes à se déplacer latéralement de manière conjointe, l'outil de sertissage correspondant respectivement au contact à usiner, en engrènement avec le contact (a-f) maintenu à l'aide de la seconde unité de transfert de contacts (18) dans la position d'usinage de contacts; au cours du processus de sertissage, on sépare la section de ruban de support de contacts (1a") du contact usiné et on la libère ensuite de l'élément de saisie de la seconde unité de transfert de contacts; et enfin, on ramène cette dernière, pour le transfert d'un contact supplémentaire par la première unité de transfert de contacts, en retour dans la position de transfert.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1586/97 | 1997-06-30 | ||
| CH01586/97A CH693550A5 (de) | 1997-06-30 | 1997-06-30 | Krimpvorrichtung und Verfahren zu deren Betrieb. |
| CH158697 | 1997-06-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0889561A1 EP0889561A1 (fr) | 1999-01-07 |
| EP0889561B1 true EP0889561B1 (fr) | 2000-03-22 |
Family
ID=4213885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97810727A Expired - Lifetime EP0889561B1 (fr) | 1997-06-30 | 1997-10-01 | Machine à sertir et méthode d'utilisation |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6067828A (fr) |
| EP (1) | EP0889561B1 (fr) |
| CH (1) | CH693550A5 (fr) |
| DE (1) | DE59701312D1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7637003B2 (en) | 2005-09-19 | 2009-12-29 | Komax Holding Ag | Crimping press |
| CN103855590A (zh) * | 2012-12-03 | 2014-06-11 | 科马斯控股股份公司 | 用于产生压接连接的装置和方法 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19843156A1 (de) * | 1998-09-21 | 2000-04-20 | Sle Electronic Gmbh | Verfahren zur Qualitätssicherung von in einer Crimpvorrichtung hergestellten Crimpverbindungen sowie Crimpwerkzeug und Crimpvorrichtung |
| FR2790606B1 (fr) * | 1999-03-02 | 2001-05-04 | Mecanique Et De Chaudronnerie | Outil de sertissage modulaire |
| MXPA01003356A (es) * | 2000-04-10 | 2004-07-30 | Sumitomo Wiring Systems | Dispositivo plegador de terminal. |
| EP1397657A4 (fr) * | 2001-06-15 | 2006-08-23 | Smithkline Beecham Corp | Appareil et procede de mesure des forces exercees sur des ensembles valve de recipients de distribution de doses mesurees pendant la fabrication de ces ensembles |
| JP2003243059A (ja) * | 2002-02-14 | 2003-08-29 | Tyco Electronics Amp Kk | 電線圧接装置 |
| DE50305314D1 (de) * | 2002-02-22 | 2006-11-23 | Komax Holding Ag | Crimppresse zur Herstellung einer Crimpverbindung |
| US7024752B2 (en) * | 2002-07-10 | 2006-04-11 | Komax Holding Ag | Crimping press with contact feed |
| JP2005141909A (ja) * | 2002-07-10 | 2005-06-02 | Komax Holding Ag | コンタクトフィード付き圧着プレス |
| DE10232470A1 (de) * | 2002-07-17 | 2004-02-05 | Bernhard Schäfer Werkzeug- und Sondermaschinenbau GmbH | Verfahren und Vorrichtung zur Qualitätssicherung von Crimpverbindungen |
| JP3935034B2 (ja) * | 2002-09-17 | 2007-06-20 | 矢崎総業株式会社 | 設計支援システム |
| JP4436053B2 (ja) * | 2003-02-13 | 2010-03-24 | 矢崎総業株式会社 | 圧着端子の圧着状況推定装置と圧着端子の良否判定装置 |
| FR2859047A1 (fr) * | 2003-08-19 | 2005-02-25 | Framatome Connectors Int | Procede de sertissage de contact electrique et contact obtenu par ce procede |
| DE102004043776B3 (de) * | 2004-09-10 | 2006-06-14 | Bernhard Schäfer Werkzeug- und Sondermaschinenbau GmbH | Motorisch angetriebene Crimpvorrichtung |
| DE102004053126A1 (de) * | 2004-11-03 | 2006-05-11 | Tyco Electronics Amp Gmbh | Verfahren und Vorrichtung zur Verbindung eines elektrischen Übertragungselementes mit einem Kontaktelement |
| DE102004057818B3 (de) * | 2004-12-01 | 2006-08-03 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Vorrichtung zum halb- oder vollautomatischen Anbringen eines Kontaktelementes an einem Kabelende |
| ATE430695T1 (de) * | 2005-08-26 | 2009-05-15 | Tipper Tie Alpina Ag | Verfahren und clipvorrichtung zum verschliessen wurstförmiger verpackungen |
| EP1764882B1 (fr) * | 2005-09-19 | 2008-07-16 | komax Holding AG | Presse à sertissage |
| US7587918B2 (en) * | 2005-09-19 | 2009-09-15 | Komax Holding Ag | Crimping device |
| DE102006014521A1 (de) * | 2006-03-29 | 2008-10-09 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Crimpeinheit |
| DE102006032363B3 (de) * | 2006-07-13 | 2007-12-06 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Vorrichtung zum Ancrimpen eines Kontaktelementes |
| EP1879265B1 (fr) * | 2006-07-13 | 2014-12-10 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Dispositif de sertissage |
| DE102007056459B4 (de) | 2007-11-23 | 2011-02-24 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Crimppresse mit einem Pressengehäuse und einem vertikal darin bewegbaren Pressenbär |
| DE102008058168A1 (de) | 2008-11-20 | 2010-05-27 | Md Elektronik Gmbh | Vorrichtung zum Crimpen oder Abisolieren einer Ader eines mehradrigen Kabels |
| IT1392683B1 (it) * | 2009-01-20 | 2012-03-16 | Mecal S R L | Dispositivo applicatore di terminali metallici su cavi elettrici ad aggraffatura controllata sul coduttore dei detti cavi e unita' di aggraffatura provvista di questo dispositivo |
| EP2378615A1 (fr) * | 2010-04-13 | 2011-10-19 | Schleuniger Holding AG | Presse de sertissage |
| DE202011107870U1 (de) * | 2011-11-14 | 2013-02-18 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Variable Zuführeinrichtung für ein Crimpaggregat |
| EP2775573B1 (fr) * | 2013-03-04 | 2015-10-14 | Komax Holding AG | Station de sertissage |
| DE102014008613A1 (de) * | 2014-06-06 | 2015-12-17 | Uniflex-Hydraulik Gmbh | Radialpresse |
| DE102015102060A1 (de) * | 2015-02-12 | 2016-08-18 | Zoller & Fröhlich GmbH | Crimpmaschine |
| JP6619207B2 (ja) * | 2015-11-05 | 2019-12-11 | 日本航空電子工業株式会社 | 型及びその型を備えたプレス加工装置 |
| US10784641B2 (en) | 2018-01-31 | 2020-09-22 | Abb Schweiz Ag | Crimping tool with wireless communication system |
| CN211789934U (zh) * | 2020-01-22 | 2020-10-27 | 泰科电子(上海)有限公司 | 组装系统 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4982830A (en) * | 1989-10-18 | 1991-01-08 | Amp Incorporated | Product feeding apparatus |
| EP0427668A1 (fr) * | 1989-11-07 | 1991-05-15 | Ulrich Blecher | Machine à sertir |
| US5275032A (en) * | 1990-05-30 | 1994-01-04 | The Whitaker Corporation | Method and apparatus for controlling the crimp height of crimped electrical connections |
| GB9012058D0 (en) * | 1990-05-30 | 1990-07-18 | Amp Gmbh | Method of,and apparatus for,controlling the crimp height of crimped electrical connections |
| DE9014442U1 (de) * | 1990-10-18 | 1991-09-12 | AAT Aston GmbH Geräte für Elektronikfertigung und Kabelbearbeitung, 8500 Nürnberg | Vorrichtung zur Erfassung der Kraft beim Verpressen von Kabelschuhen (Krimpkraft) |
| EP0622873A3 (fr) * | 1993-04-26 | 1996-03-27 | Whitaker Corp | Mécanisme d'entraînement pour le poinçon. |
| US5323634A (en) * | 1993-05-14 | 1994-06-28 | The Whitaker Corporation | Shut height adjustment device having replaceable spacers |
| US5491887A (en) * | 1993-12-08 | 1996-02-20 | Molex Incorporated | electrical terminal applicator with improved split cycle system |
| US5483739A (en) * | 1994-02-14 | 1996-01-16 | Molex Incorporated | Electrical terminal applicator with improved crimp height adjustment plate means |
| JP3003546B2 (ja) * | 1994-11-07 | 2000-01-31 | 住友電装株式会社 | 端子金具供給ユニットおよびそれを用いたマルチ圧着機 |
| US5937505A (en) * | 1995-03-02 | 1999-08-17 | The Whitaker Corporation | Method of evaluating a crimped electrical connection |
| JPH1050449A (ja) * | 1996-07-31 | 1998-02-20 | Yazaki Corp | 端子圧着装置 |
| US5909913A (en) * | 1996-09-19 | 1999-06-08 | The Whitaker Corporation | Shut height adjustment mechanism for a terminal applicator |
| US5799391A (en) * | 1996-09-25 | 1998-09-01 | Spring Air . . . Works, Inc. | Apparatus for significantly advancing a carrier strip and crimping various terminal configurations |
-
1997
- 1997-06-30 CH CH01586/97A patent/CH693550A5/de not_active IP Right Cessation
- 1997-10-01 DE DE59701312T patent/DE59701312D1/de not_active Expired - Lifetime
- 1997-10-01 EP EP97810727A patent/EP0889561B1/fr not_active Expired - Lifetime
-
1998
- 1998-06-30 US US09/108,078 patent/US6067828A/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7637003B2 (en) | 2005-09-19 | 2009-12-29 | Komax Holding Ag | Crimping press |
| CN103855590A (zh) * | 2012-12-03 | 2014-06-11 | 科马斯控股股份公司 | 用于产生压接连接的装置和方法 |
| CN103855590B (zh) * | 2012-12-03 | 2017-11-14 | 科马斯控股股份公司 | 用于产生压接连接的装置和方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6067828A (en) | 2000-05-30 |
| EP0889561A1 (fr) | 1999-01-07 |
| CH693550A5 (de) | 2003-09-30 |
| DE59701312D1 (de) | 2000-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0889561B1 (fr) | Machine à sertir et méthode d'utilisation | |
| DE2704540C2 (fr) | ||
| EP0476718B1 (fr) | Dispositif pour piquer des produits d'imprimerie à plusieurs parties | |
| EP0399322B1 (fr) | Appareil de brochage | |
| DE2944058A1 (de) | Maschine zum einfuehren von bauelementanschlussleitungen in schaltungsplattenloecher | |
| DE2039697C3 (de) | Mehrstufige Formmaschine, insbesondere Mehrstufenpresse | |
| DE102008051525A1 (de) | Vorrichtung und Verfahren zum automatischen Bestücken von elektrischen Bauelementen mit Kontaktelementen | |
| EP0889560B1 (fr) | Méthode et unité pour passer des contacts à un appareil de traitement de contacts | |
| DE69520671T2 (de) | Kabelverarbeitungsvorrichtung | |
| EP1351349A1 (fr) | Presse de sertissage pour la réalisation de connexions de sertissage | |
| EP0708508B1 (fr) | Procédé et dispositif pour équiper des boítiers de connecteurs | |
| DE102017207585B4 (de) | Drahtumformmaschine und Verfahren zur Herstellung von Umformteilen aus Draht | |
| DE2014146B2 (de) | Verfahren und Vorrichtung zum Andrücken elektrischer Verbinder | |
| EP0328716B1 (fr) | Soudeuse | |
| DE1935451C2 (de) | Vorrichtung zum Vereinzeln und Einführen von bolzenförmigen Rohlingen an einer Bearbeitungsmaschine | |
| WO1993007325A2 (fr) | Procede d'exploitation d'un dispositif de production d'etiquettes a partir d'une bande decoupee de materiau | |
| DE2548696C2 (fr) | ||
| DE2950460A1 (de) | Vorrichtung zum einsetzen von anschlussstiften | |
| WO1985004290A1 (fr) | Machine pour munir par sertissage les extremites des conducteurs d'un cable, de douilles d'expremite ou d'autres elements de connexion | |
| CH451684A (de) | Vorrichtung zum Anbringen einer Ausgiesstülle an eine Behälterwand | |
| DE3416678A1 (de) | Automatische biegevorrichtung fuer betonstahl | |
| DE2134130C3 (de) | Sicherheits-Fördereinrichtung zum Fördern von Werkstücken | |
| EP1704939A1 (fr) | Dispositif d'alimentation de fils, en particulier vers machines de soudage | |
| DE19545129C2 (de) | Vorrichtung zur Herstellung von stabförmigen Gegenständen | |
| DE3540083A1 (de) | Vorrichtung zum abisolieren von elektrischen leitungen und aufpressen von steckern auf dieselben |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19990305 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| AKX | Designation fees paid |
Free format text: DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19990819 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 59701312 Country of ref document: DE Date of ref document: 20000427 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000607 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081021 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091001 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20101104 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111102 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20131021 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20131029 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59701312 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141001 |