EP0881720B1 - Gerät zum Anbringen eines Leitungsdurchführungspfropfens - Google Patents
Gerät zum Anbringen eines Leitungsdurchführungspfropfens Download PDFInfo
- Publication number
- EP0881720B1 EP0881720B1 EP19980109293 EP98109293A EP0881720B1 EP 0881720 B1 EP0881720 B1 EP 0881720B1 EP 19980109293 EP19980109293 EP 19980109293 EP 98109293 A EP98109293 A EP 98109293A EP 0881720 B1 EP0881720 B1 EP 0881720B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grommet
- pin
- wire
- sleeve
- assembly
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/005—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for making dustproof, splashproof, drip-proof, waterproof, or flameproof connection, coupling, or casing
Definitions
- This invention relates to an apparatus for assembling seal grommets onto wires, for example electrical or optical leads.
- a grommet assembly apparatus for assembling grommets on leads, the apparatus comprising a grommet receiving device comprising a hollow sleeve having a cavity extending therethrough for receiving a lead or wire therein, an outer surface of the tube for receiving a grommet elastically compressed thereagainst for assembly onto the lead, the apparatus further comprising a pin insertable in the wire receiving cavity of the hollow sleeve for assisting assembly of the grommet onto the outer surface of the hollow sleeve, the pin having a tapered leading end in order to guide insertion of the pin through the grommet, wherein the pin leading end is insertable into the sleeve from the wire receiving end thereof.
- air may be blown out of the sleeve cavity in order to assist pushing of the grommet over the pin until abutment of the grommet against a stop, and subsequent insertion of the sleeve into the grommet central cavity causing resilient expansion thereof.
- the pin device may be provided in alignment with an end of a grommet supply device, such as a grommet supply channel, such that the pin device can pick the grommet directly from the supply device and insert it directly onto the grommet expansion sleeve.
- a grommet supply device such as a grommet supply channel
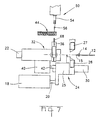
- a grommet assembly apparatus 2 is shown mounted on a base 4 and upstanding vertically (along the Y axis). The horizontal axis is defined as the axis X.
- a conveyor apparatus 6 is also fixed to the base 4 of a harness making machine via the support 8.
- the conveyor system 6 has a plurality of grippers 10 for gripping and conveying leads or wires 12 of electrical or optical cables.
- the grippers 10 are conveyed in a direction Z perpendicular to the X and Y directions, for transporting the wires 12 to various wire processing stations of the harness making machine, such as stations for cutting the wires ends, stations for crimping terminals to the wires ends, stations for inserting the wires ends into connectors housings etc.
- One of the wire processing stations is the grommet assembly apparatus 2 for positioning grommet seals on the wire ends for the purpose of sealing the wires in corresponding cavities of a connector housing.
- a grommet 14 is shown assembled onto an end 15 of the wire 12.
- the grommet assembly apparatus 2 comprises a fixed structure 16 mounted on the base 4. Fixed to the structure 16 is a primary motor 18 that drives a piston or rod 20 in the horizontal direction X. A slide 22 is also mounted in a fixed manner to the structure 16. A gripper device 24 comprising a support structure 25 and movable jaws 26,27 is fixed to the primary piston 20. The gripper device 24 is therefore movable in the X direction by means of the motor 18. The movable jaws 26,27 are movable in a vertical direction towards and away from each other by means of a motor (not shown) mounted on the gripper support 25.
- the upper jaw 26 is shown separated from the gripper device, but in fact it is mounted within a portion of the support 25 that forms a single assembled structure movably fixed to the rod 20.
- the gripper support 25 is slidably mounted on a slide 30 extending in the X direction and rigidly fixed to the apparatus support 16.
- a grommet mounting device 32 comprises a mounting device support 34 that is slidably mounted in the X direction on the fixed slide 22, the device further comprising a grommet receiving member 36 rotatably mounted about a Z axis to the device support 34 as indicated by the mounting portion 38.
- a secondary motor 40 is mounted in a fixed manner to the grommet mounting device support 34, and drives a secondary piston or rod 42 in the X direction.
- the secondary rod 42 is secured to the gripper support 25 such that the gripper device 24 and the grommet mounting device 32 are relatively slidable in the X direction with respect to each other and with respect to the apparatus fixed structure 16.
- the grommet assembly apparatus further comprises a grommet transport device having a grommet supply of feed channel 44 that feeds grommets 14 to an end 46 of the channel 44 for mounting on the grommet receiving member 36.
- the grommets 14 are positioned vertically in the feed channel 44 proximite the end 46, such that central channels 48 traversing the grommets 14 extend in the Y direction.
- the apparatus further comprises a grommet transfer device 50 for transferring and loading grommets 14 on to the mounting device 32.
- the transfer device 50 comprises a motor 52 that drives a grommet transfer element 54 in the vertical direction Y.
- the transfer element 54 is provided in alignment with a grommet 14 at the end portion 46 of the feed channel 44.
- the transfer element 54 is shown comprising a pin 56 extending to a free end 58, and a stop 60 concentrically surrounding the pin 56 at a certain distance remote from the free end 58 for providing an abutment surface to limit insertion of the grommet 14 along the pin 56.
- the free end 58 is pointed and extends towards the stop 60 in a tapered or conical manner, thereby providing a smooth guide or insertion tip 62 for smoothly inserting and locating in the central cavity 48 of the grommet 14.
- the rotatable grommet receiving mounting device 36 comprises a chamber 64 positioned centrally within a housing 66, the device further comprising a grommet expansion sleeve 68 attached to the housing 66 and forming a cavity 70 extending therethrough in communication with the chamber 64.
- the cavity 70 is a wire receiving cavity which is also adapted to receive the transfer pin 56 therein as shown in figures 9 and 10, during mounting of the grommet 14 on the expansion sleeve 68.
- the chamber 64 is supplied with compressed air through a supply channel 72 which is connected to a flexible tube (not shown) for supplying the compressed air into the chamber 64.
- the compressed air may be supplied intermittently during operation by automatically regulated control valves.
- a grommet 14 in abutment against the end 46 of the feed channel 44 is in alignment with the transfer element 54.
- the transfer element 54 is driven in the Y direction towards to the grommet 14 whereby the tip 58, 62 of the pin 56 is inserted partially into the grommet central cavity 48.
- the movement of the pin 56 and partial engagement in the grommet cavity 48 pushes the grommet 14 through the exit cut-out 78 in the bottom wall 80 of the feed channel 44.
- the grommet outer diameter is slightly larger than the cut-out 78 such that the grommet remains within the feed channel 44 until pushed by the transfer element.
- the transfer element 54 is driven along the Y axis until the grommet 14 abuts the stop 60 and the expansion sleeve 68 is subsequently inserted between the grommet and the pin 56.
- the grommet is thereby elastically expanded over the outer surface 84 of the expansion sleeve 68.
- a recess 90 extends into the transfer element 54 between the pin 56 and a concentric wall 88 that forms the abutment shoulder 60 in order to allow extension of the expansion sleeve 68 therein.
- the concentric wall 88 may be provided with a cavity 89 to allow air to escape from the recess or cavity 90 if necessary.
- the primary rod 20 and the secondary rod 42 are both in retracted positions, and the grommet receiving member 36 is in the vertical position in alignment with the transfer element 54.
- a grommet 14 is then mounted on the expansion sleeve 68 as previously described with reference to figure 9 and 10, and as depicted in figure 2.
- the grommet receiving member 36 is rotated 90 degrees to the horizontal position in alignment with a wire 12 carried by the conveying system to the grommet assembly apparatus.
- the expansion sleeve 68 is received within a U-shaped recess 92 of a retention wall 94 (see figure 8a) that serves to retain the seal in an axial position along the X axis with respect to the gripper device 24.
- the U-shaped recess 92 of the retention wall 94 has a smaller radius than the grommet 14, such that when the expansion sleeve 68 is retracted with respect to the retention wall 94, the grommet slides off the expansion tube.
- the jaws 26,27 are closed towards to each other.
- the jaws 26,27 are provided with a funnel shaped wire guide surface 96 that serves to guide the end 15 of the wire 12 into the expansion sleeve cavity 70 as shown in figure 5. Insertion of the wire end 15 into the cavity 70 is effected by activating the motor 18 and driving the primary road 20 to an extended position. Both the gripper device 24 and the mounting device 32 slide on their slides 30,22 respectively.
- the secondary rod 42 is driven into the extended position by the secondary motor 40 such that the mounting device 32 is retracted relative to the gripper device 24, such that the retention wall 94 of the gripper pulls the grommet 14 off the expansion sleeve and onto the wire 12.
- the jaws 26,27 are moved to the open position as shown in figure 6, and the primary motor 18 subsequently driving the primary rod 20 to the initial retracted position such that the wire end 15 is freed.
- the wire end can then be moved by the conveyor system and a new wire presented before the grommet assembly apparatus.
- the secondary rod 42 is also driven to the retracted position by the secondary motor 40, and the grommet receiving member 36 rotated to the vertical position such a new cycle may commence.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Installation Of Indoor Wiring (AREA)
- Insulating Bodies (AREA)
- Automatic Assembly (AREA)
Claims (10)
- Tüllenmontagevorrichtung (2) zur Montage von Tüllen (14) auf Leitungen (12), wobei die Vorrichtung eine Tüllenbefestigungseinrichtung (32) umfaßt, die eine hohle Hülse (68) mit einem sich dadurch erstreckenden Hohlraum (70) zur Aufnahme einer Leitung (12) darin aufweist, wobei eine Außenfläche (84) der Hülse zur Aufnahme einer Tülle (14) elastisch dagegen gedrückt wird, um sie auf die Leitung zu montieren, wobei die Vorrichtung weiterhin einen Stift (56) umfaßt, der in den Drahtaufnahmehohlraum (70) der hohlen Hülse eingeführt werden kann, um die Montage der Tülle auf die Außenfläche (84) der Hülse zu unterstützen, wobei der Stift ein sich verjüngendes Ende (62) aufweist, um die Einführung des Stifts durch die Tülle zu führen, dadurch gekennzeichnet, daß der Stift (56) als Übertragungselement der Tüllen von der Tüllenbeförderungseinrichtung auf die Befestigungseinrichtung dient und von einem Drahtaufnahmeende (82) der hohlen Hülse in diese einführbar ist.
- Montagevorrichtung nach Anspruch 1, bei der aus der Hülse (68) Luft herausgeblasen wird, um das Schieben der Tülle (14) über den Stift (56) zu unterstützen.
- Vorrichtung nach Anspruch 1 oder 2, bei der der Stift (56) an einem Transferelement (54) vorgesehen ist, das in einer Richtung (Y) entlang einer auf eine Tülle (14) ausgerichteten Achse beweglich ist, wobei die Tülle (14) in einer Ladestellung (46) eines Tüllenzuführkanals (44) positioniert ist, der zwischen der Aufweithülse und einer das Transferelement (54) antreibenden Transfereinrichtung (50) angeordnet ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, bei der die Aufweithülse (68) an einer Tüllenaufnahmegliedeinrichtung (36) vorgesehen ist, welche an einer Tüllenbefestigungseinrichtung (32) drehbar angebracht ist.
- Vorrichtung nach Anspruch 4, bei der die Tüllenbefestigungseinrichtung (32) auf einer an einer festgelegten Konstruktion (16) der Vorrichtung befestigten Gleitschiene (22) in einer parallel zu einem Drahtende (15) eines zu bearbeitenden Drahtes (12) verlaufenden Richtung (X) verschiebbar angebracht ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, bei der der Stift (56) ein Teil eines beweglichen Transferelements (54) ist, das zur Begrenzung der Einführung der Tülle (14) auf den Stift einen von einem spitzen Ende (58) des Stifts entfernt liegenden Anschlag (60) umfaßt.
- Vorrichtung nach einem der vorhergehenden Ansprüche, bei der die Aufweithülse (68) an einem drehbaren Tüllenaufnahmeglied (36) befestigt ist, das sich aus einer Tüllenaufnahmestellung in eine Ladestellung zum Laden der Tülle auf den Draht (12) drehen kann, wobei das Tüllenaufnahmeglied um eine orthogonal zur X- und Y-Achse verlaufende Z-Achse drehbar ist.
- Vorrichtung nach einem der vorhergehenden Ansprüche, die eine Greifeinrichtung (24) mit einer Greifeinrichtungsstütze (25) umfaßt, an der beweglich angebrachte Backen (26, 27) vorgesehen sind, die in der geschlossenen Stellung eine trichterförmige Führung zum Führen eines Endes (15) des Drahtes (12) in die Aufweithülse (68) bereitstellen, und bei der die Greifeinrichtung (24) auf einer an der an der Vorrichtung befestigten Konstruktion (16) befestigten Gleitschiene (30) verschiebbar angebracht ist, wobei die Gleitbewegung in einer parallel zur Richtung des Drahtendes (15) verlaufenden X-Richtung erfolgt.
- Vorrichtung nach einem der vorhergehenden Ansprüche, bei der die Befestigungseinrichtung (32) auf bewegliche Weise mit der Greifeinrichtung (24) verbunden ist, so daß die Befestigungseinrichtung (32) bezüglich der Greifeinrichtung (24) in X-Richtung bewegt werden kann.
- Vorrichtung nach Anspruch 8 oder 9, bei der die Greifeinrichtung mit einem Motor (18) beweglich verbunden ist, der zum Antrieb der Greifeinrichtung (24) in X-Richtung an der festgelegten Konstruktion (16) befestigt ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19980109293 EP0881720B1 (de) | 1997-05-30 | 1998-05-22 | Gerät zum Anbringen eines Leitungsdurchführungspfropfens |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP97401208 | 1997-05-30 | ||
| EP97401208 | 1997-05-30 | ||
| EP19980109293 EP0881720B1 (de) | 1997-05-30 | 1998-05-22 | Gerät zum Anbringen eines Leitungsdurchführungspfropfens |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0881720A2 EP0881720A2 (de) | 1998-12-02 |
| EP0881720A3 EP0881720A3 (de) | 1999-07-21 |
| EP0881720B1 true EP0881720B1 (de) | 2002-09-18 |
Family
ID=26147828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980109293 Expired - Lifetime EP0881720B1 (de) | 1997-05-30 | 1998-05-22 | Gerät zum Anbringen eines Leitungsdurchführungspfropfens |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0881720B1 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2320527A1 (de) | 2009-11-09 | 2011-05-11 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Tüllenmontagemaschine |
| US9352430B2 (en) | 2010-06-16 | 2016-05-31 | Schleuniger Holding Ag | Cable grommet fitting apparatus for cable |
| US9496076B2 (en) | 2010-06-16 | 2016-11-15 | Schleuniger Holding Ag | Cable grommet fitting apparatus for cable |
| US9649737B2 (en) | 2012-09-12 | 2017-05-16 | Schleuniger Holding Ag | Machines and processes for fitting cable bushings |
| US9653865B2 (en) | 2011-09-29 | 2017-05-16 | Schleuniger Holding Ag | Method for fitting cables with cable sleeves |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE59908252D1 (de) * | 1999-01-19 | 2004-02-12 | Pawo Systems Ag Unteraegeri | Verfahren und Einrichtung zur Tüllenbestückung |
| JP3970780B2 (ja) | 2003-01-21 | 2007-09-05 | 住友電装株式会社 | 電線用防水シール嵌装装置および電線用防水シール嵌装方法 |
| EP3316424A1 (de) | 2016-10-26 | 2018-05-02 | Schleuniger Holding AG | Übergabeeinheit für seals |
| CN108406251A (zh) * | 2018-05-09 | 2018-08-17 | 立讯精密工业(滁州)有限公司 | 套管组装设备 |
| CN114559239A (zh) * | 2020-11-27 | 2022-05-31 | 安波福连接器系统(南通)有限公司 | 密封圈组装设备 |
| CN113783068B (zh) * | 2021-08-06 | 2023-11-24 | 上海工程技术大学 | 一种用于电连接器组装的自动压线方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4653182A (en) * | 1984-04-17 | 1987-03-31 | Sumitomo Electric Industries, Ltd. | Apparatus for fitting terminals and rubber stoppers on wires |
| ES2014931A6 (es) * | 1989-07-24 | 1990-07-16 | Mecanismos Aux Ind | Perfeccionamientos en las maquinas engastadoras e insertadoras de gomas de estanqueidad en cables y su procedimiento de funcionamiento. |
| DE4019483C1 (de) * | 1990-06-19 | 1991-09-05 | Michels Gmbh & Co Kg, 4840 Rheda-Wiedenbrueck, De | |
| DE59205561D1 (de) * | 1991-09-25 | 1996-04-11 | Komax Holding Ag | Einrichtung für die Tüllenbestückung von elektrischen Kabeln |
-
1998
- 1998-05-22 EP EP19980109293 patent/EP0881720B1/de not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2320527A1 (de) | 2009-11-09 | 2011-05-11 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Tüllenmontagemaschine |
| WO2011054619A1 (de) | 2009-11-09 | 2011-05-12 | Schäfer Werkzeug- und Sondermaschinenbau GmbH | Tüllenmontagemaschine |
| US9077135B2 (en) | 2009-11-09 | 2015-07-07 | Schaefer Werkzeug-Und Sondermaschinenbau Gmbh | Bush fitting machine |
| US9352430B2 (en) | 2010-06-16 | 2016-05-31 | Schleuniger Holding Ag | Cable grommet fitting apparatus for cable |
| US9496076B2 (en) | 2010-06-16 | 2016-11-15 | Schleuniger Holding Ag | Cable grommet fitting apparatus for cable |
| US9653865B2 (en) | 2011-09-29 | 2017-05-16 | Schleuniger Holding Ag | Method for fitting cables with cable sleeves |
| US9649737B2 (en) | 2012-09-12 | 2017-05-16 | Schleuniger Holding Ag | Machines and processes for fitting cable bushings |
| US10814450B2 (en) | 2012-09-12 | 2020-10-27 | Schleuniger Holding Ag | Processes for fitting cable bushings |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0881720A3 (de) | 1999-07-21 |
| EP0881720A2 (de) | 1998-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100191103B1 (ko) | 중공 밀봉구를 전기 리이드에 적용하는 방법 및 장치 | |
| EP0881720B1 (de) | Gerät zum Anbringen eines Leitungsdurchführungspfropfens | |
| EP0159006B1 (de) | Verfahren und Vorrichtung zum Anbringen eines Sperrgliedes aus Kautschuk | |
| US12107376B2 (en) | Device and method for assembling an electrical plug connector | |
| KR100251055B1 (ko) | 고무플러그 피팅장치, 고무플러그 공급방법 그리고고무플러그 피팅방법 | |
| US7024760B2 (en) | Method and apparatus for equipping plug housings with fitted-out cable ends of a cable | |
| US5157830A (en) | Method for automatically connecting electric conductors with contact parts to connector shells | |
| KR100225316B1 (ko) | 와이어압착소켓 커넥터 제조 방법 및 장치 | |
| US5083370A (en) | Method for automatically connecting electrical conductors to contact parts in plug housings | |
| US20200161025A1 (en) | System and method for the automated production of a cable set | |
| EP2174390B1 (de) | Drahtpositionierungsvorrichtung für eine drahtanschlussmaschine | |
| EP1054494A2 (de) | Verfahren und Vorrichtung zum Schneiden von geflochtener Hülse einer Abschirmung | |
| US5315757A (en) | Apparatus for fitting of grommets to electrical cables | |
| EP0359151A2 (de) | Methode und Vorrichtung zur Herstellung eines linearen Körpers mit wasserdichter Kabeleinführung | |
| EP0600416B1 (de) | Vorrichtung zum Anpressen von Kabelendklemmen | |
| CN111146661B (zh) | 套环站 | |
| JP4704527B2 (ja) | 防水栓を装着する方法 | |
| US20110239437A1 (en) | Apparatus and method for fitting wires with seals or other elastic wire elements | |
| US5210942A (en) | Method for producing cable harnesses | |
| US5519937A (en) | Guiding method and device for the automatic introduction of a male piece into a female piece | |
| JP3181291B2 (ja) | ワイヤー用グリッパーおよびグリッパーを用いたワイヤー束の製作方法および装置 | |
| US4949451A (en) | Device for plugging contacts into a connector box | |
| JPH0982449A (ja) | 電線処理機における位置決め装置 | |
| JP3185057B2 (ja) | 部品にワイヤーを挿入する方法および装置およびワイヤー束の製作装置 | |
| JPS63200416A (ja) | ワイヤ−ハ−ネス自動製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000112 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR GB IT LI |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB LI PT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KOMAX HOLDING AG |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011128 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): CH DE FR GB IT LI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69807982 Country of ref document: DE Date of ref document: 20021024 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: INVENTIO AKTIENGESELLSCHAFT |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030619 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080522 Year of fee payment: 11 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090522 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: SCHLEUNIGER HOLDING AG Free format text: KOMAX HOLDING AG#INDUSTRIESTRASSE 6#6036 DIERIKON (CH) -TRANSFER TO- SCHLEUNIGER HOLDING AG#BIERIGUTSTRASSE 9#3608 THUN (CH) Ref country code: CH Ref legal event code: NV Representative=s name: ROSENICH PAUL; GISLER CHRISTIAN PATENTBUERO PAUL R |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69807982 Country of ref document: DE Representative=s name: PATENTBUERO PAUL ROSENICH AG, LI |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69807982 Country of ref document: DE Representative=s name: PATENTBUERO PAUL ROSENICH AG, LI Effective date: 20120201 Ref country code: DE Ref legal event code: R081 Ref document number: 69807982 Country of ref document: DE Owner name: SCHLEUNIGER HOLDING AG, CH Free format text: FORMER OWNER: KOMAX HOLDING AG, DIERIKON, CH Effective date: 20120201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: SCHLEUNIGER HOLDING AG, CH Effective date: 20120214 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160531 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20160531 Year of fee payment: 19 Ref country code: FR Payment date: 20160512 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170424 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69807982 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 69807982 Country of ref document: DE Representative=s name: PATENTBUERO PAUL ROSENICH AG, LI |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170522 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |