EP0856466A1 - Apparatus for transferring a layer of cigarettes - Google Patents
Apparatus for transferring a layer of cigarettes Download PDFInfo
- Publication number
- EP0856466A1 EP0856466A1 EP98100781A EP98100781A EP0856466A1 EP 0856466 A1 EP0856466 A1 EP 0856466A1 EP 98100781 A EP98100781 A EP 98100781A EP 98100781 A EP98100781 A EP 98100781A EP 0856466 A1 EP0856466 A1 EP 0856466A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cigarettes
- movement
- cigarette
- layer
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 235000019504 cigarettes Nutrition 0.000 title claims abstract description 95
- 230000000903 blocking effect Effects 0.000 claims abstract description 10
- 238000012546 transfer Methods 0.000 claims description 6
- 241000208125 Nicotiana Species 0.000 claims description 4
- 235000002637 Nicotiana tabacum Nutrition 0.000 claims description 4
- 238000012545 processing Methods 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims 2
- 238000004806 packaging method and process Methods 0.000 abstract description 10
- 235000019505 tobacco product Nutrition 0.000 abstract 1
- 230000006378 damage Effects 0.000 description 5
- 239000002981 blocking agent Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 235000019506 cigar Nutrition 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/04—Arranging, feeding, or orientating the cigarettes
- B65B19/10—Arranging cigarettes in layers each comprising a predetermined number
Definitions
- the invention relates to a device for transferring a layer of cigarettes or similar rod-shaped articles of the tobacco processing industry by means of a slide in the direction of the cigarette axes from a first position a trajectory in a second position.
- a group of several in parallel next to each other is generally used as the cigarette layer called lying cigarettes.
- individual cigarettes, which are slid axially out of a are transferred from the first position to a second position be.
- rod-shaped articles of the tobacco-processing industry are also considered to be cigarillos, pillars, cigars or other smokable rod-shaped articles made from tobacco, tobacco substitutes or from mixtures of the two. Also so-called smokeless "cigarettes are included in the term.
- the layer-by-layer transfer of cigarettes from a first position to a second Position is particularly relevant in packaging machines.
- the cigarettes are layered from magazines in receiving chambers one mostly moved step by step Chamber belt transferred.
- the cigarette layers become one at the bottom Number of shafts arranged side by side and below a magazine, in where the cigarettes lie on top of each other, formed and pushed out by a slide, with each shaft supplying a cigarette for the location.
- the cigarette layers are then inserted into a receptacle, e.g. in form of a cyclically movable chamber, in which they are usually transversely aligned axially further packaging operations.
- Modern packaging machines work at high ram speeds, which the cigarettes at their longitudinal-axial Give movement high speeds.
- the high clock speeds require that the speed of the slider before reaching the front Reversal point is already reduced so that the slide to release the first Position can be withdrawn quickly.
- the cigarette layer follows this speed reduction of the slide does not, but hurries as a result their sluggishness ahead of the slide. Bounce at the end of this axial movement the cigarettes in the second position usually against an end stop, from which they are thrown back a little towards the first position due to elastic forces will.
- the position of the cigarettes in the second position is therefore very great undefined. It can happen that some cigarettes have a cigarette pack are thrown back so far that they protrude into the trajectory Ends hinder the subsequent cross transport. This can damage it the ends of the cigarettes or even to tear off the ends at that end Lead filter.
- the present invention has for its object a further device of the type specified at the beginning.
- blocking means for preventing a backward movement of the cigarettes from the second position to the first are provided.
- the invention has the advantage that it bounces back from cigarettes when it is pushed in in a receiving chamber of a chamber belt in a packaging machine reliably prevented, so that malfunctions in the operation of the packaging machine avoided will.
- the risk of damage or destruction of cigarettes as a result of uncontrolled return movements is largely eliminated. It is at the same time a safe guidance of the cigarettes during the subsequent cross transport in ensures the next insertion position.
- FIG. 1 shows an embodiment of the device proposed according to the invention shown schematically in a perspective view.
- Figure 1 shows a transfer device 1, with the cigarettes 2 to form cigarette blocks to be transferred in layers in receiving chambers 3.
- the cigarettes 2 are in shafts 4, each delimited by walls 6, one above the other arranged.
- the shafts 4 are located in the lower part of one in the drawing not shown known magazine 39 from which the cigarettes in the Shafts 4 sink.
- the cigarettes form one Layer 7, which in the case shown consists of 7 adjacent cigarettes.
- a slide 8 moves the cigarette layer in the direction of arrow 9 along a movement path 11 in a second position, which in the case shown by a standby receiving chamber 3 is defined.
- the chamber 3 is part of a Chamber conveyor 12, of which only a part of the conveyor belt 13 is indicated.
- the chamber conveyor 12 is common in a conventional packaging machine gradually movable in the direction of arrow 14, so that in three successive Steps and conveyor positions successively three cigarette layers into the chamber 3 are pushed in.
- the movement path 11 of the cigarette layer in the direction of the arrow 9 is limited by an axial stop 16, which in the case shown is not shown way is arranged stationary on the machine frame.
- the movement path 11 is guided by a mouthpiece 17, which is an orderly one Movement of the cigarette layer 7 ensured by the trajectory.
- This Mouthpiece 17 has a lower guide surface 18 and an upper guide surface 19 on.
- the distance between the guide surfaces 18 and 19 is equal to or preferably slightly smaller than the diameter of the ones in the cigarette layers 7 cigarettes. This ensures that the cigarettes in the cigarette layer 7 during their movement along the movement path 11 due to the friction between the guide surfaces are braked slightly so that they during their Movement along the trajectory 11 longer with the front face of the Slider 8 stay in contact.
- the upper guide surface 19 has a transverse end toward its downstream end Level 21 on the distance of the upper guide surface 19 to lower guide surface 18 enlarged.
- the end face 22 of this step runs perpendicular to the cigarette axes and to the direction of movement 9 and acts as Locking means, a rebound of the cigarettes thrown into the chamber 3 prevented.
- the end face 22 of the step 21 and of the step 22 in the direction of movement 9 adjoining area 23 of the upper guide surface 19 are in Movement direction 14 of the chamber conveyor 12 extended by the from To give chamber 3 protruding cigarette ends a safe guide.
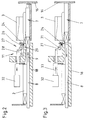
- Figure 5 shows the arrangement of Figure 1 in a cross section in which the Slider 8 is in its forward reverse position after having a cigarette pack 7 has ejected into the receptacle 3.
- the end face 22 of the step 21 thus acts as a blocking means to protect against damage or destruction of the cigarettes. While The subsequent movement of the chamber 3 in the conveying direction 14 becomes the cigarette ends from the front surface section 23 of the upper guide surface 19 and the end face 22 of stage 21 to the neighboring push-in station.
- Figures 1 and 2 is a blocking means against the backward movement from in Chamber 3 injected cigarettes in the upper guide surface 19 of the Mouthpiece 17 provided transverse stage 21 is provided.
- Figures 2 and Fig. 3 show a second embodiment of a locking means in two different Working positions. The same parts are again with the same reference numerals provided as in Figures 1 and 2.
- a blocking means against the backward movement the cigarette ply 7 pushed into the chamber 3 is according to FIGS. 2 and 3 a latch 24 is provided. This bolt 24 is approximately perpendicular to the direction of movement 9 of the cigarette layer 7 in the movement path 11 of the cigarette layer movable.
- FIG 4 shows a further embodiment of the locking means according to the invention.
- the locking means consists of a spring plate 34 which resiliently between the upper and lower guide surface 19 and 18 is arranged.
- the spring plate 34 has a cross section of the passage between the upper and the lower guide surface narrowing sliding surface 36 and a perpendicular to it, transversely stop surface 37 extending to the direction of movement of the cigarettes.
- the the Movement path 11 forward in the direction of arrow 9 passing cigarettes of the cigarette layer 7 urge the spring plate 34 against the upper guide surface 19.
- the spring plate 34 springs into the movement path 11, so that its stop surface 37 as a blocking means against moving back one Cigarette works.
- FIG. 6 there is the blocking means against moving one back into the receptacle 3 injected cigarette from a level 38 that is in the lower guide surface 18 of the movement path 11 transverse to the direction of movement 9 of the cigarette layer 7 runs.
- the effect of this level 38 corresponds entirely to level 21, which in In connection with Figures 1 and 5 has been described.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
Die Erfindung betrifft eine Vorrichtung zum Überführen einer Lage von Zigaretten oder ähnlichen stabförmigen Artikeln der tabakverarbeitenden Industrie mittels eines Schiebers in Richtung der Zigarettenachsen aus einer ersten Position entlang einer Bewegungsbahn in eine zweite Position.The invention relates to a device for transferring a layer of cigarettes or similar rod-shaped articles of the tobacco processing industry by means of a slide in the direction of the cigarette axes from a first position a trajectory in a second position.
Als Zigarettenlage wird im allgemeinen eine Gruppe aus mehreren parallel nebeneinander liegenden Zigaretten bezeichnet. In Bezug auf die vorliegende Erfindung sollen allerdings auch einzelne Zigaretten, die mit einem Schieber axial aus einer ersten Position in eine zweite Position überführt werden, von dem Begriff umfaßt sein.A group of several in parallel next to each other is generally used as the cigarette layer called lying cigarettes. In relation to the present invention However, individual cigarettes, which are slid axially out of a are transferred from the first position to a second position be.
Als stabförmige Artikel der tabakverarbeitenden Industrie werden im vorliegenden
Zusammenhang außer Zigaretten auch Zigarillos, Stumpen, Zigarren oder andere
rauchbare stabförmige Artikel aus Tabak, Tabakersatzstoffen oder aus Mischungen
beider angesehen. Auch sogenannte ![]()
![]()
Das lagenweise Überführen von Zigaretten aus einer ersten Position in eine zweite Position ist besonders in Packmaschinen aktuell. Dort werden die Zigaretten lagenweise aus Magazinen in Aufnahmekammern eines meist schrittweise bewegten Kammernbandes überführt. Die Zigarettenlagen werden am unteren Ende einer Anzahl nebeneinander und unterhalb eines Magazins angeordneter Schächte, in denen die Zigaretten übereinanderliegen, gebildet und von einem Schieber ausgeschoben, wobei jeder Schacht eine Zigarette für die Lage liefert. Die Zigarettenlagen werden von dem Schieber dann in eine Aufnahme, z.B. in Form einer taktweise bewegbaren Kammer, überführt, in der sie in der Regel queraxial zu weiteren Verpackungsoperationen abgefördert werden. Moderne Packmaschinen arbeiten mit hohen Stößelgeschwindigkeiten, die den Zigaretten bei ihrer längs-axialen Bewegung hohe Geschwindigkeiten verleihen. Die hohen Taktraten erfordern, daß die Geschwindigkeit des Schiebers vor dem Erreichen des vorderen Umkehrpunktes bereits reduziert wird, damit der Schieber zur Freigabe der ersten Position schnell wieder zurückgezogen werden kann. Die Zigarettenlage folgt dieser Geschwindigkeitsreduzierung des Schiebers nicht, sondern sie eilt infolge ihrer Massenträgheit dem Schieber voraus. Am Ende dieser Axialbewegung prallen die Zigaretten in der zweiten Position gewöhnlich gegen einen Endanschlag, von dem sie infolge elastischer Kräfte ein Stück in Richtung zur ersten Position zurück-geworfen werden. Die Lage der Zigaretten in der zweiten Position ist daher sehr undefiniert. Dabei kann es geschehen, daß einige Zigaretten einer Zigarettenlage soweit zurückgeworfen werden, daß ihre in die Bewegungsbahn hineinragenden Enden den anschließenden Quertrans-port behindern. Das kann zur Beschädigung der Zigarettenenden oder sogar zum Abreißen der an diesem Ende befindlichen Filter führen.The layer-by-layer transfer of cigarettes from a first position to a second Position is particularly relevant in packaging machines. There the cigarettes are layered from magazines in receiving chambers one mostly moved step by step Chamber belt transferred. The cigarette layers become one at the bottom Number of shafts arranged side by side and below a magazine, in where the cigarettes lie on top of each other, formed and pushed out by a slide, with each shaft supplying a cigarette for the location. The cigarette layers are then inserted into a receptacle, e.g. in form of a cyclically movable chamber, in which they are usually transversely aligned axially further packaging operations. Modern packaging machines work at high ram speeds, which the cigarettes at their longitudinal-axial Give movement high speeds. The high clock speeds require that the speed of the slider before reaching the front Reversal point is already reduced so that the slide to release the first Position can be withdrawn quickly. The cigarette layer follows this speed reduction of the slide does not, but hurries as a result their sluggishness ahead of the slide. Bounce at the end of this axial movement the cigarettes in the second position usually against an end stop, from which they are thrown back a little towards the first position due to elastic forces will. The position of the cigarettes in the second position is therefore very great undefined. It can happen that some cigarettes have a cigarette pack are thrown back so far that they protrude into the trajectory Ends hinder the subsequent cross transport. This can damage it the ends of the cigarettes or even to tear off the ends at that end Lead filter.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine weitere Vorrichtung der eingangs angegebenen Art aufzuzeigen.The present invention has for its object a further device of the type specified at the beginning.
Gelöst wird diese Aufgabe erfindungsgemäß dadurch, daß Sperrmittel zum Verhindern einer Rückwärtsbewegung der Zigaretten aus der zweiten Position zur ersten hin vorgesehen sind.This object is achieved according to the invention in that blocking means for preventing a backward movement of the cigarettes from the second position to the first are provided.
Fortführungen, Weiterbildungen und vorteilhafte Ausgestaltungen der Erfindung
sind in den Unteransprüchen angegeben. Dabei beziehen sich die Ansprüche 2 bis
5 auf die Ausgestaltung der Vorrichtung in einer Packmaschine zum Verpacken von
Zigaretten. Die Ansprüche 6 bis 8 enthalten Merkmale einer ersten Ausführungsform
des Sperrmittels, das die Rückwärtsbewegung der Zigaretten aus der zweiten
Position verhindert. Die Ansprüche 9 und 10 betreffen zwei weitere Ausführungen
des Sperrmittels.Continuations, further developments and advantageous refinements of the invention
are specified in the subclaims. The
Die Erfindung bietet den Vorteil, daß sie das Zurückprallen von Zigaretten beim Einstoßen in eine Aufnahmekammer eines Kammernbandes in einer Packmaschine zuverlässig verhindert, so daß Störungen im Betrieb der Packmaschine vermieden werden. Die Gefahr der Beschädigung oder Zerstörung von Zigaretten infolge von unkontrollierten Rückbewegungen ist weitgehend ausgeschaltet. Dabei ist gleichzeitig eine sichere Führung der Zigaretten beim anschließenden Quertransport in die nächste Einstoßposition gewährleistet. The invention has the advantage that it bounces back from cigarettes when it is pushed in in a receiving chamber of a chamber belt in a packaging machine reliably prevented, so that malfunctions in the operation of the packaging machine avoided will. The risk of damage or destruction of cigarettes as a result of uncontrolled return movements is largely eliminated. It is at the same time a safe guidance of the cigarettes during the subsequent cross transport in ensures the next insertion position.
Die Erfindung wird nun anhand der Zeichnung näher erläutert.The invention will now be explained in more detail with reference to the drawing.
Es zeigen
Figur 1- eine perspektivische Darstellung eines Ausführungsbeispiels der Vorrichtung nach der Erfindung,
Figuren 2 und 3- eine Schnittansicht eines zweiten Ausführungsbeispiels der Erfindung in zwei verschiedenen Arbeitspositionen,
Figur 4- eine Schnittansicht eines dritten Ausführungsbeispiels,
- Figur 5
- eine Schnittansicht des Ausführungsbeispiels der
Figur 1 und Figur 6- eine Schnittansicht eines weiteren Ausführungsbeispiels der Vorrichtung nach der Erfindung
- Figure 1
- 2 shows a perspective illustration of an exemplary embodiment of the device according to the invention,
- Figures 2 and 3
- 2 shows a sectional view of a second exemplary embodiment of the invention in two different working positions,
- Figure 4
- 2 shows a sectional view of a third exemplary embodiment,
- Figure 5
- a sectional view of the embodiment of Figures 1 and
- Figure 6
- a sectional view of another embodiment of the device according to the invention
In Figur 1 ist ein Ausführungsbeispiel der erfindungsgemäß vorgeschlagenen Vorrichtung
in einer perspektivischen Ansicht schematisch dargestellt. Figur 1 zeigt
eine Überführungsvorrichtung 1, mit der Zigaretten 2 zur Bildung von Zigarettenblöcken
lagenweise in Aufnahmekammern 3 überführt werden. Die Zigaretten 2
sind in Schächten 4, die jeweils durch Wände 6 begrenzt werden, übereinander
angeordnet. Die Schächte 4 befinden sich im unteren Teil eines in der Zeichnung
nicht weiter dargestellten bekannten Magazins 39, aus dem die Zigaretten in die
Schächte 4 absinken. Am unteren Ende der Schächte bilden die Zigaretten eine
Lage 7, die im dargestellten Fall aus 7 nebeneinanderliegenden Zigaretten besteht.
Aus dieser ersten Position, die auch als Bereitstellungsposition bezeichnet wird,
bewegt ein Schieber 8 die Zigarettenlage in Pfeilrichtung 9 entlang einer Bewegungsbahn
11 in eine zweite Position, welche im dargestellten Fall durch eine
bereitstehende Aufnahmekammer 3 definiert ist. Die Kammer 3 ist Teil eines
Kammerförderers 12, von dem nur ein Teil des Förderbandes 13 angedeutet ist.
Der Kammerförderer 12 ist in einer herkömmlichen Packmaschine gewöhnlich
schrittweise in Pfeilrichtung 14 bewegbar, so daß in drei aufeinanderfolgenden
Schritten und Fördererpositionen nacheinander drei Zigarettenlagen in die Kammer
3 eingestoßen werden. Die Bewegungsbahn 11 der Zigarettenlage in Pfeilrichtung
9 ist durch einen axialen Anschlag 16 begrenzt, der im dargestellten Fall auf nicht
gezeigte Weise am Maschinengestell stationär angeordnet ist.FIG. 1 shows an embodiment of the device proposed according to the invention
shown schematically in a perspective view. Figure 1 shows
a
Die Bewegungsbahn 11 ist durch ein Mundstück 17 geführt, das eine geordnete
Bewegung der Zigarettenlage 7 durch die Bewegungsbahn gewährleistet. Dieses
Mundstück 17 weist eine untere Führungsfläche 18 und eine obere Führungsfläche
19 auf. Der Abstand der Führungsflächen 18 und 19 voneinander ist gleich oder
vorzugsweise geringfügig kleiner als der Durchmesser der in den Zigarettenlagen 7
befindlichen Zigaretten. Dadurch wird erreicht, daß die Zigaretten der Zigarettenlage
7 während ihrer Bewegung entlang der Bewegungsbahn 11 durch die Reibung
zwischen den Führungsflächen leicht abgebremst werden, so daß sie während ihrer
Bewegung entlang der Bewegungsbahn 11 länger mit der vorderen Stoßfläche des
Schiebers 8 in Kontakt bleiben.The
Zu ihrem stromabwärtigen Ende hin weist die obere Führungsfläche 19 eine querverlaufende
Stufe 21 auf, die den Abstand der oberen Führungsfläche 19 zur
unteren Führungsfläche 18 vergrößert. Die Stirnfläche 22 dieser Stufe verläuft
senkrecht zu den Zigarettenachsen und zur Bewegungsrichtung 9 und wirkt als
Sperrmittel, das ein Zurückprallen der in die Kammer 3 eingestoßenen Zigaretten
verhindert. Die Stirnfläche 22 der Stufe 21 sowie der sich an die Stufe 22 in Bewegungsrichtung
9 anschließende Bereich 23 der oberen Führungsfläche 19 sind in
Bewegungsrichtung 14 des Kammernförderers 12 verlängert, um den aus der
Kammer 3 herausragenden Zigarettenenden eine sichere Führung zu geben.The
Figur 5 zeigt die Anordnung der Figur 1 in einem Querschnitt, bei dem sich der
Schieber 8 in seiner vorderen Umkehrposition befindet, nachdem er eine Zigarettenlage
7 in die Aufnahme 3 ausgestoßen hat.Figure 5 shows the arrangement of Figure 1 in a cross section in which the
Im Betrieb wird bei jedem Überführungshub des Schiebers 8 in Richtung des
Pfeiles 9 eine Zigarettenlage 7 aus ihrer ersten Position unterhalb der Schächte 4
über die Bewegungsbahn 11 in die Kammer 3 des Kammerförderers 12 überführt.
Während dieser Überführung üben die Führungsflächen 18 und 19 durch Reibung
eine Bremskraft auf die Zigaretten aus, weil ihr Abstand voneinander gerade gleich
dem oder geringfügig kleiner als der Zigarettendurchmesser ist. Gerade bei großen
Schiebergeschwindigkeiten wird dadurch der Kontakt des Schiebers zu den Zigarettenenden
verbessert, so daß diese über einen weiten Abschnitt der Bewegungsbahn
11 keine unkontrollierten Bewegungen ausführen können, die zu Störungen
führen könnten. Vielmehr ist durch die Bremskraft der Führungsflächen 18 und 19
die Anlage der Zigaretten 2 an dem Schieber 8 weitgehend gewährleistet. Erst
wenn der Schieber sich seiner vorderen Umkehrposition nähert, die in Figur 5 zu
erkennen ist, wird seine Geschwindigkeit so reduziert, daß sich die angestoßenen
Zigaretten von seiner Stoßfläche lösen und sich auf dem letzten Stück frei in die
Kammer 3 und gegen den Anschlag 16 bewegen. Da die axiale Bewegungsgeschwindigkeit
der Zigaretten bei modernen Hochleistungsmaschinen sehr groß
ist, können einzelne oder alle Zigaretten von dem Anschlag 16 abprallen und sich
ein Stück entgegen der Förderrichtung 9 zurückbewegen. Gelangen ihre Enden
dabei in den Bereich des Mundstücks 17 zurück, so werden sie bei der folgenden
Weiterbewegung der Kammer 3 in Förderrichtung 14 beschädigt oder sogar zerstört.
Durch die gemäß der Erfindung vorgesehene Stufe 21 wird dies verhindert.
Die von der Anschlagfläche 16 zurückprallenden Zigaretten stoßen gegen die Stirnfläche
22 der Stufe 21 und werden dadurch an einer Rückbewegung in das Mundstück
17 hinein gehindert. Die Stirnfläche 22 der Stufe 21 wirkt somit als Sperrmittel
zum Schutz gegen Beschädigungen oder Zerstörungen der Zigaretten. Während
der nachfolgenden Bewegung der Kammer 3 in Förderrichtung 14 werden die Zigarettenenden
von dem vorderen Flächenabschnitt 23 der oberen Führungsfläche 19
und der Stirnfläche 22 der Stufe 21 zur benachbarten Einstoßstation sicher geführt.In operation, with each transfer stroke of the
Ist der Weg für eine ankommende Zigarettenlage in die Kammer 3 nicht frei, weil
z.B. eine Zigarette einer vorher eingestoßenen Zigarettenlage sich quer gelegt hat,
so wird die ankommende Zigarettenlage von dem Schieber 8 trotzdem eingestoßen
und dabei infolge der Kraft des Schiebers 8 teilweise verformt. Die Enden solcher
verformter Zigaretten haben die Tendenz, sich beim Nachlassen des Schieberdruckes
zurückzubewegen. Durch die als Sperrmittel gegen solche Bewegungen
wirkende Stufe 21 in der oberen Führungsfläche wird die Rückwärtsbewegung
eines solchen Zigarettenendes aber begrenzt, so daß auch in diesem Fall Störungen
in der Überführungsstation vermieden werden. Der in der Kammer 3
befindliche deformierte Block kann in einer stromab folgenden Station entdeckt und
entfernt werden.The way for an incoming cigarette layer in the
In den Figuren 1 und 2 ist als Sperrmittel gegen die Rückwärtsbewegung von in die
Kammer 3 eingestoßenen Zigaretten eine in der oberen Führungsfläche 19 des
Mundstücks 17 vorgesehene querverlaufende Stufe 21 vorgesehen. Die Figuren 2
und 3 zeigen eine zweite Ausführungsform eines Sperrmittels in zwei verschiedenen
Arbeitspositionen. Gleiche Teile sind wieder mit denselben Bezugszeichen
versehen wie in den Figuren 1 und 2. Als Sperrmittel gegen die Rückwärtsbewegung
der in die Kammer 3 eingestoßenen Zigarettenlage 7 ist gemäß den Figuren 2
und 3 ein Riegel 24 vorgesehen. Dieser Riegel 24 ist etwa senkrecht zur Bewegungsrichtung
9 der Zigarettenlage 7 in die Bewegungsbahn 11 der Zigarettenlage
bewegbar. Dazu ist er an einem Arm 26 eines Winkelhebels 27 angebracht, der
mittels eines Betätigungselementes 28 gegen die Kraft einer Feder 29 um eine
Achse 31 schwenkbar ist. Das Betätigungselement 28 wird von einem Antriebsorgan
32 angetrieben. Im Ruhezustand drückt die Feder 29 den Hebelarm 26
entgegen dem Uhrzeigersinn nach oben, so daß der Riegel 24 sich außerhalb der
Bewegungsbahn der Zigarettenlage 7 befindet. Sobald die Zigarettenlage komplett
in die Aufnahme 3 eingeschoben ist (vgl. Figur 3), bewegt der Antrieb 32 das
Betätigungselement 28 in Pfeilrichtung 33 und schwenkt damit den Hebel 27 im
Uhrzeigersinn um die Schwenkachse 31, wodurch der Riegel 24 gegen die Federkraft
29 in die Bewegungsbahn der Zigarettenlage 7 bewegt wird. Wird der Stößel 8
jetzt in seine Ausgangslage zurückgeführt, so werden die in die Kammer 3 eingestoßenen
Zigaretten der Zigarettenlage 7 durch den Riegel daran gehindert, ihm zu
folgen.In Figures 1 and 2 is a blocking means against the backward movement from in
Figur 4 zeigt eine weitere Ausführungsform des Sperrmittels nach der Erfindung.
Hier besteht das Sperrmittel aus einem Federblech 34, das federnd zwischen der
oberen und der unteren Führungsfläche 19 bzw. 18 angeordnet ist. Das Federblech
34 weist eine den Querschnitt des Durchlasses zwischen der oberen und der
unteren Führungsfläche verengende Gleitfläche 36 und eine dazu senkrechte, quer
zur Bewegungsrichtung der Zigaretten verlaufende Anschlagfläche 37 auf. Die die
Bewegungsbahn 11 vorwärts in Pfeilrichtung 9 passierenden Zigaretten der Zigarettenlage
7 drängen das Federblech 34 gegen die obere Führungsfläche 19.
Haben die Zigaretten ihre Endposition in der Aufnahmekammer 3 erreicht, wie das
in Figur 4 gezeigt ist, so federt das Federblech 34 in die Bewegungsbahn 11 hinein,
so daß seine Anschlagfläche 37 als Sperrmittel gegen das Zurückbewegen einer
Zigarette wirkt.Figure 4 shows a further embodiment of the locking means according to the invention.
Here, the locking means consists of a
Gemäß Figur 6 besteht das Sperrmittel gegen das Zurückbewegen einer in die Aufnahme
3 eingestoßenen Zigarette aus einer Stufe 38, die in der unteren Führungsfläche
18 der Bewegungsbahn 11 quer zur Bewegungsrichtung 9 der Zigarettenlage
7 verläuft. Die Wirkung dieser Stufe 38 entspricht ganz der Stufe 21, die im
Zusammenhang mit den Figuren 1 und 5 beschrieben wurde.According to FIG. 6, there is the blocking means against moving one back into the
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19703493 | 1997-01-31 | ||
| DE19703493A DE19703493A1 (en) | 1997-01-31 | 1997-01-31 | Device for transferring a layer of cigarettes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0856466A1 true EP0856466A1 (en) | 1998-08-05 |
| EP0856466B1 EP0856466B1 (en) | 2001-06-27 |
Family
ID=7818856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98100781A Expired - Lifetime EP0856466B1 (en) | 1997-01-31 | 1998-01-17 | Apparatus for transferring a layer of cigarettes |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5979458A (en) |
| EP (1) | EP0856466B1 (en) |
| JP (1) | JPH10273108A (en) |
| CN (1) | CN1108954C (en) |
| DE (2) | DE19703493A1 (en) |
| ES (1) | ES2159412T3 (en) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19853166A1 (en) * | 1998-11-19 | 2000-05-25 | Rovema Gmbh | Device and method for inserting one or more objects into a package |
| IT1321282B1 (en) * | 2000-05-30 | 2004-01-08 | Gd Spa | CIGARETTE PACKING MACHINE. |
| ITBO20000495A1 (en) * | 2000-08-16 | 2002-02-16 | Gd Spa | ARTICLE TRANSFER UNIT. |
| US8578937B2 (en) * | 2004-09-21 | 2013-11-12 | Medtronic Xomed, Inc. | Smart mandibular repositioning system |
| US20070107738A1 (en) * | 2005-11-17 | 2007-05-17 | Barnes Vernon B | Apparatus and methods for manufacturing cigarettes |
| US7677251B2 (en) * | 2006-07-07 | 2010-03-16 | R.J. Reynolds Tobacco Company | Apparatus and methods for manufacturing cigarettes |
| CN100503373C (en) * | 2006-12-31 | 2009-06-24 | 吴为荣 | Cigarette anti-block filtering device of cigarette packing machine |
| PL216616B1 (en) * | 2010-06-30 | 2014-04-30 | Int Tobacco Machinery Poland | Method for verifying and improving the position of rod-like elements in cartridges or intermediate storehouses and the device for verifying and improving proper position of rod-like elements and ruling of their face surfaces in cartridges or intermediate storehouses |
| DE102010055837A1 (en) * | 2010-12-23 | 2012-06-28 | Focke & Co. (Gmbh & Co. Kg) | Apparatus for forming cigarette groups |
| CN103612812B (en) * | 2013-11-27 | 2016-03-23 | 上海烟草集团有限责任公司 | The tray filling machine system rock-steady structure of filter maker |
| ITUA20162281A1 (en) * | 2016-04-04 | 2017-10-04 | Gima Tt S P A | TRANSFER OF ORGANIZED GROUPS OF SMOKE ITEMS, APPARATUS AND METHOD FOR THE SUPPLY AND TRAINING OF ORGANIZED GROUPS OF SMOKE ARTICLES INCLUDING THE TRANSFER DEVICE |
| CN106882574A (en) * | 2017-04-18 | 2017-06-23 | 常德瑞华制造有限公司 | Cigarette collator and its cigarette connecting gear |
| CN112009995B (en) * | 2020-08-10 | 2024-04-05 | 红云红河烟草(集团)有限责任公司 | Cigarette packet rebound prevention device of packing machine |
| CN114655495A (en) * | 2022-04-29 | 2022-06-24 | 河南中烟工业有限责任公司 | Automatic loading machine for packaging box cigarette |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2551199A (en) * | 1945-07-03 | 1951-05-01 | Akciova Spolecnost Drive Skodo | Arrangement for withdrawing cigarettes from a feed stock, their alignment, grouping and insertion into sleeves, boxes, or the like |
| FR1475759A (en) * | 1966-01-26 | 1967-04-07 | Sas G D Di Enzo Seragnoli | Method and mechanism for forming ordered groups of cigarettes and for their conveyance to a packaging machine |
| DE3918236A1 (en) * | 1989-06-05 | 1990-12-06 | Hauni Werke Koerber & Co Kg | Conveyor for horizontal row of cigarettes - moves them into container operates by exerting suction or using blown air with chutes |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1295441B (en) * | 1961-03-23 | 1969-05-14 | Hauni Werke Koerber & Co Kg | Method and device for depositing cigarettes |
| DE1192577B (en) * | 1962-02-03 | 1965-05-06 | Tabak & Ind Masch | Device for removing cigarettes from a magazine and combining them to form a cigarette block |
| DE1908199C3 (en) * | 1968-03-01 | 1979-05-10 | Hauni-Werke Koerber & Co Kg, 2050 Hamburg | Storage device for axially conveyed cigarettes or similar rod-shaped objects |
| US4096682A (en) * | 1976-03-02 | 1978-06-27 | Rothmans Of Pall Mall Canada Limited | Bundling of cigarettes |
| DE3116156C2 (en) * | 1981-04-23 | 1983-04-28 | Focke & Co, 2810 Verden | Method for forming groups of cigarettes and device for carrying out the method |
| DE3138559A1 (en) * | 1981-09-28 | 1983-04-07 | GAO Gesellschaft für Automation und Organisation mbH, 8000 München | "SEALED ID CARD" |
| DE3312976A1 (en) * | 1982-04-30 | 1983-11-03 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Apparatus for forming block-shaped cigarette groups for cigarette packs from superposed cigarette layers |
| IT1156655B (en) * | 1982-09-08 | 1987-02-04 | Gd Spa | CIGARETTE GROUP FORMING DEVICE IN CIGARETTE PACKING MACHINES |
| IT1180502B (en) * | 1984-06-22 | 1987-09-23 | Gd Spa | METHOD FOR FORMING, IN A CIGARETTE PACKING MACHINE, OF GROUPS OF INCOMPLETE CIGARETTES |
| IT1200174B (en) * | 1986-07-15 | 1989-01-05 | Gd Spa | METHOD FOR THE FORMATION, IN A PACKAGING MACHINE, OF GROUPS OF CIGARETTES WITH FILTER |
| DE4100792A1 (en) * | 1991-01-12 | 1992-07-16 | Hauni Werke Koerber & Co Kg | Layer transferring device for cigarette packing - performs opto-electronic check on completeness of layer propelled into acceptance chamber from which packet is filled |
| JPH04304875A (en) * | 1991-04-02 | 1992-10-28 | Japan Tobacco Inc | Bar-like article-transferring device |
| GB9412801D0 (en) * | 1994-06-25 | 1994-08-17 | Molins Plc | Cigarette packing machine |
-
1997
- 1997-01-31 DE DE19703493A patent/DE19703493A1/en not_active Withdrawn
-
1998
- 1998-01-17 EP EP98100781A patent/EP0856466B1/en not_active Expired - Lifetime
- 1998-01-17 DE DE59800901T patent/DE59800901D1/en not_active Expired - Fee Related
- 1998-01-17 ES ES98100781T patent/ES2159412T3/en not_active Expired - Lifetime
- 1998-01-21 US US09/010,360 patent/US5979458A/en not_active Expired - Fee Related
- 1998-01-27 JP JP10014377A patent/JPH10273108A/en not_active Withdrawn
- 1998-02-04 CN CN98104094A patent/CN1108954C/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2551199A (en) * | 1945-07-03 | 1951-05-01 | Akciova Spolecnost Drive Skodo | Arrangement for withdrawing cigarettes from a feed stock, their alignment, grouping and insertion into sleeves, boxes, or the like |
| FR1475759A (en) * | 1966-01-26 | 1967-04-07 | Sas G D Di Enzo Seragnoli | Method and mechanism for forming ordered groups of cigarettes and for their conveyance to a packaging machine |
| DE3918236A1 (en) * | 1989-06-05 | 1990-12-06 | Hauni Werke Koerber & Co Kg | Conveyor for horizontal row of cigarettes - moves them into container operates by exerting suction or using blown air with chutes |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1191195A (en) | 1998-08-26 |
| US5979458A (en) | 1999-11-09 |
| ES2159412T3 (en) | 2001-10-01 |
| DE59800901D1 (en) | 2001-08-02 |
| DE19703493A1 (en) | 1998-08-06 |
| JPH10273108A (en) | 1998-10-13 |
| EP0856466B1 (en) | 2001-06-27 |
| CN1108954C (en) | 2003-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60121670T2 (en) | Device for forming cigarette groups | |
| DE69400785T2 (en) | Method for feeding tobacco articles, especially cigarettes, to a continuously operating packaging machine | |
| EP0856466B1 (en) | Apparatus for transferring a layer of cigarettes | |
| DE2125991A1 (en) | Method and apparatus for transporting stacked flat objects in succession to a collection | |
| DE3521942C2 (en) | Device for producing groups of cigarettes in which there are gaps | |
| DE2532112C2 (en) | Device for feeding and transferring cigarettes for a cigarette packaging machine | |
| DE4223448C2 (en) | Method and device for producing divisible cigarette cartons | |
| DE3316152A1 (en) | DEVICE FOR FORMING CIGARETTE GROUPS IN A CIGARETTE PACKING MACHINE | |
| DE4330427C2 (en) | Method and device for stacking flat goods, in particular for packaging biscuits | |
| DE3344907A1 (en) | DEVICE FOR FEEDING THE CIGARETTE FOR THE COVERING SECTION OF A PACKING MACHINE | |
| EP0658318B1 (en) | Conveyor device for transferring rod elements in the tobacco industry from a making machine to a further work station | |
| DE1216750B (en) | Device for making mouthpiece cigarettes | |
| DE69709552T2 (en) | Plant for forming cigarette groups | |
| DE4225063A1 (en) | METHOD AND DEVICE FOR UNLOADING PRODUCTS FROM A CONTINUOUSLY MOVING CONVEYOR | |
| DE3723407C2 (en) | Process for forming groups of filter cigarettes in a packaging machine | |
| WO1982002335A1 (en) | Device for pressing shaped articles made of absorbant material,particularly sanitary pads for women hygiene | |
| DD209416A5 (en) | DEVICE FOR FORMING CIGARETTE GROUPS IN CIGARETTE PACKAGING MACHINES | |
| DE3131469C2 (en) | ||
| DE3102332A1 (en) | Apparatus for transferring filter sticks out of a stock into an extraction drum | |
| DE3121353A1 (en) | Conveying arrangement for rod-shaped articles of the tobacco-processing industry | |
| DE3312976C2 (en) | ||
| DE3429285A1 (en) | DEVICE FOR COVERING BLOCKS | |
| DE9102036U1 (en) | Device for separating parceled goods | |
| DE2549753A1 (en) | Controlled vertical feeding of cigarettes - uses feed channel with two conveyor bands which engage end faces of cigarettes | |
| DE69502212T2 (en) | Cigarette feeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19990109 |
|
| AKX | Designation fees paid |
Free format text: BE CH DE ES FR GB IT LI NL |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 19990806 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010629 |
|
| REF | Corresponds to: |
Ref document number: 59800901 Country of ref document: DE Date of ref document: 20010802 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2159412 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: TOPACK VERPACKUNGSTECHNIK G.M.B.H. Effective date: 20020131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20021224 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20030103 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030116 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20030121 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030130 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030205 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050117 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040119 |