EP0826450A1 - Verfahren zur Kalibrierung einer vorgeformten Ausnehmung - Google Patents
Verfahren zur Kalibrierung einer vorgeformten Ausnehmung Download PDFInfo
- Publication number
- EP0826450A1 EP0826450A1 EP97114049A EP97114049A EP0826450A1 EP 0826450 A1 EP0826450 A1 EP 0826450A1 EP 97114049 A EP97114049 A EP 97114049A EP 97114049 A EP97114049 A EP 97114049A EP 0826450 A1 EP0826450 A1 EP 0826450A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stamp
- calibration
- shock absorber
- recess
- pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 23
- 230000035939 shock Effects 0.000 claims description 52
- 239000006096 absorbing agent Substances 0.000 claims description 48
- 239000011159 matrix material Substances 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims 1
- 239000002245 particle Substances 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 8
- 238000003754 machining Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 5
- 239000000843 powder Substances 0.000 description 3
- 238000005245 sintering Methods 0.000 description 2
- 241001522319 Chloris chloris Species 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004512 die casting Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005495 investment casting Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
- B22F3/164—Partial deformation or calibration
- B22F2003/166—Surface calibration, blasting, burnishing, sizing, coining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49249—Piston making
- Y10T29/49252—Multi-element piston making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49249—Piston making
- Y10T29/49265—Ring groove forming or finishing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49861—Sizing mating parts during final positional association
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49945—Assembling or joining by driven force fit
Abstract
Description
- Fig. 1
- einen Schnitt durch einen zweiteiligen Stoßdämpferkolben, der aus zwei ungleichen Teilen besteht (erste Ausführungsform),
- Fig. 2
- einen Schnitt durch einen dreiteiligen Stoßdämpferkolben, der aus zwei gleichen Teilen sowie einer Mittelbüchse besteht (zweite Ausführungsform),
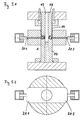
- Fig. 3
- einen Schnitt durch einen zweiteiligen Stoßdämpferkolben, der aus zwei ungleichen Teilen besteht (dritte Ausführungsform).
- Fig. 4. 1 bis Fig. 6.2
- eine Kalibriervorrichtung jeweils im Vertikal- und Horizontalschnitt in verschiedenen Arbeitsstellungen zur Kalibrierung der Ringnut eines Stoßdämpferkolbens gemäß Fig. 3.
Claims (7)
- Verfahren zur Kalibrierung eines im wesentlichen scheibenförmigen gesinterten Bautelis, das zwei einander gegenüberliegende Großflächen und eine die beiden Großflächen verbindende Umfangsfläche aufweist, wobei in der Umfangsfläche, die eine stetige und/oder polygonale Kontur aufweist, wenigstens eine, eine Hinterschneidung bildende Ausnehmung angeordnet ist, dadurch gekennzeichnet, daß das Bauteil in eine Kalibriermatrize eingelegt wird und über wenigstens einen oberen und einen unteren Formstempel und wenigstens einen in die Ausnehmung eingreifenden Kalibrierschieber festgelegt wird und daß anschließend ein Preßdruck auf die Formstempel aufgebracht und dadurch die Ausnehmung durch zumindest eine Teilverformung auf das Endmaß kalibriert wird.
- Verfahren nach Anspruch 1 zur Kalibrierung eines im wesentlichen scheibenförmigen gesinterten Bauteils, insbesondere eines Stoßdämpferkolbens, das zusätzlich zur Ausnehmung in der Umfangsfläche wenigstens eine zumindest eine der beiden Großflächen durchsetzende Bohrung aufweist, dadurch gekennzeichnet, daß nach dem Einlegen des gesinterten Bauteils in die Kalibriermatrize ein Kalibrierdorn in die Bohrung eingeführt wird.
- Verfahren nach Anspruch 1 oder 2 zur Kalibrierung eines aus wenigstens zwei Teilelementen zusammengesetzten gesinterten Bauteils, dadurch gekennzeichnet, daß die Teilelemente in einer ersten Fügeoperation vorgefügt werden, anschließend in die Kalibriermatrize eingelegt werden, und daß vor dem Aufbringen des Preßdrucks die Teilelemente durch Aufbringen eines Vordrucks endgültig gefügt werden und anschließend der Preßdruck aufgebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß vor dem Aufbringen des Preßdrucks wenigstens ein Teilelement über den Kalibrierschieber festgelegt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die Teilelemente durch Aufbringen eines Vordrucks auf wenigstens einen Formstempel und/oder auf wenigstens einen zu dem Formstempel parallelen Stempel gefügt werden.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß über die Formstempel und/oder den parallelen Stempel das gesinterte Bauteil gespannt wird und der zum Kalibrieren notwendige Preßdruck über wenigstens einen der Formstempel und/oder wenigstens einen der zum Formstempel parallelen Stempel aufgebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß über die Formstempel und/oder den parallelen Stempel das gesinterte Bauteil gespannt wird und der zum Kalibrieren notwendige Preßdruck über wenigstens einen der Formstempel und/oder wenigstens einen der zum Formstempel parallelen Stempel aufgebracht wird, wobei der parallele Stempel auf den äußeren Randbereich des gesinterten Bauteils drückt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19635183 | 1996-08-30 | ||
| DE19635183A DE19635183A1 (de) | 1996-08-30 | 1996-08-30 | Verfahren zur Kalibrierung einer vorgeformten Ausnehmung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0826450A1 true EP0826450A1 (de) | 1998-03-04 |
| EP0826450B1 EP0826450B1 (de) | 2001-02-28 |
Family
ID=7804177
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97114049A Expired - Lifetime EP0826450B1 (de) | 1996-08-30 | 1997-08-14 | Verfahren zur Kalibrierung einer vorgeformten Ausnehmung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6101713A (de) |
| EP (1) | EP0826450B1 (de) |
| DE (2) | DE19635183A1 (de) |
| ES (1) | ES2155643T3 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010009800B3 (de) * | 2010-03-01 | 2011-06-16 | Gkn Sinter Metals Holding Gmbh | Verfahren zum Hochgenauigkeitskalibrieren eines Bauteils |
| DE102013201962B4 (de) * | 2013-02-06 | 2016-08-18 | Schwäbische Hüttenwerke Automotive GmbH | Sinterbauteil mit Verstemmwulst |
| AT513616B1 (de) | 2013-05-28 | 2014-06-15 | Miba Sinter Austria Gmbh | Verfahren zum Verschließen einer Bohrung |
| DE102013015676A1 (de) * | 2013-09-23 | 2015-03-26 | Gkn Sinter Metals Holding Gmbh | Verfahren zur Herstellung eines Sinterteils mit höhenpräziser Formteilhöhe sowie Teilesatz aus Sinterfügeteilen |
| DE102013015677A1 (de) * | 2013-09-23 | 2015-03-26 | Gkn Sinter Metals Holding Gmbh | Verfahren zur Herstellung eines Sinterteils mit hochgenauer radialer Präzision sowie Teilesatz mit Sinterfügeteilen |
| EP3263249B1 (de) * | 2016-06-30 | 2019-01-23 | Seco Tools Ab | Presswerkzeug |
| DE102019134153A1 (de) * | 2019-12-12 | 2021-06-17 | Gkn Sinter Metals Engineering Gmbh | Sinterteil und Verfahren zu dessen Herstellung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1490434A (fr) * | 1966-08-29 | 1967-07-28 | Federal Mogul Corp | Procédé de fabrication de pièces compliquées en poudre frittée |
| DE2854079A1 (de) * | 1978-12-14 | 1980-07-03 | Federal Mogul Corp | Verfahren zum schmieden eines werkstueckes mit zurueckspringenden oberflaechenabschnitten |
| DE4118040A1 (de) * | 1991-06-01 | 1992-12-03 | Glyco Metall Werke | Verfahren zur herstellung eines sintermetall- oder gesenkschmiede-fertigteils |
| EP0557548A1 (de) * | 1992-02-26 | 1993-09-01 | Ringsdorff Sinter GmbH | Mehrteiliger Stossdämpferkolben mit Fügeelementen |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6683A (en) * | 1849-08-28 | And john w | ||
| US2089790A (en) * | 1935-07-24 | 1937-08-10 | Texas Co | Method of forming a rolled joint |
| US2294095A (en) * | 1940-02-07 | 1942-08-25 | John W Pease | Wooden ladder construction |
| US2446621A (en) * | 1943-12-03 | 1948-08-10 | Gen Tire & Rubber Co | Method of making precision antivibration mountings |
| US2388953A (en) * | 1944-07-01 | 1945-11-13 | Joseph C Coombs | Spark plug gap adjuster |
| US2501826A (en) * | 1945-04-06 | 1950-03-28 | Frederick I Mccarthy | Spark plug |
| US2610686A (en) * | 1947-08-23 | 1952-09-16 | Krasberg Rudolf | Automatic stop for dies |
| US2627120A (en) * | 1950-11-15 | 1953-02-03 | Timken Roller Bearing Co | Spacer gauge for adjustable roller bearings |
| DE1265993B (de) * | 1962-01-18 | 1968-04-11 | Driam A G | Vorrichtung zum Messen der Schweissspaltbreite bei der Herstellung von Schraubennahtrohren |
| US3209437A (en) * | 1962-04-13 | 1965-10-05 | Voorhies Carl | Method of securing together two members |
| US3255521A (en) * | 1964-07-13 | 1966-06-14 | Crawford Fitting Co | Method of assembly |
| GB1145592A (en) * | 1967-01-16 | 1969-03-19 | Crestshore Engineering Ltd | Template for use in measuring pipework |
| US3834212A (en) * | 1972-12-11 | 1974-09-10 | Wallance Expanding Machines In | Apparatus for forming metal wheels |
| JPS5911779B2 (ja) * | 1976-09-13 | 1984-03-17 | 豊生ブレ−キ工業株式会社 | ドラムブレ−キ用ストラツト部材の製造方法 |
-
1996
- 1996-08-30 DE DE19635183A patent/DE19635183A1/de not_active Withdrawn
-
1997
- 1997-08-14 ES ES97114049T patent/ES2155643T3/es not_active Expired - Lifetime
- 1997-08-14 EP EP97114049A patent/EP0826450B1/de not_active Expired - Lifetime
- 1997-08-14 DE DE59703037T patent/DE59703037D1/de not_active Expired - Lifetime
- 1997-08-29 US US08/921,112 patent/US6101713A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1490434A (fr) * | 1966-08-29 | 1967-07-28 | Federal Mogul Corp | Procédé de fabrication de pièces compliquées en poudre frittée |
| DE2854079A1 (de) * | 1978-12-14 | 1980-07-03 | Federal Mogul Corp | Verfahren zum schmieden eines werkstueckes mit zurueckspringenden oberflaechenabschnitten |
| DE4118040A1 (de) * | 1991-06-01 | 1992-12-03 | Glyco Metall Werke | Verfahren zur herstellung eines sintermetall- oder gesenkschmiede-fertigteils |
| EP0557548A1 (de) * | 1992-02-26 | 1993-09-01 | Ringsdorff Sinter GmbH | Mehrteiliger Stossdämpferkolben mit Fügeelementen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19635183A1 (de) | 1998-03-05 |
| DE59703037D1 (de) | 2001-04-05 |
| EP0826450B1 (de) | 2001-02-28 |
| US6101713A (en) | 2000-08-15 |
| ES2155643T3 (es) | 2001-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2060346B1 (de) | Verdichtungswerkzeug, sowie eine Pressvorrichtung dieses Werkzeug enthaltend und Verfahren zum Verdichten eines Sinterbauteils oder eines Pulvers | |
| DE10150613B4 (de) | Radlagereinheit für Kraftfahrzeuge | |
| DE2219856B2 (de) | Verfahren zum Herstellen von in einem Arbeitsgang geschmiedeten Sinterschmiedewerkstücken | |
| EP1133374B1 (de) | Verfahren zur herstellung eines gesinterten bauteils mit nachverformung des grünlings | |
| EP1543254B8 (de) | Pulvermetallurgisch hergestellter kolbenkörper mit stützstegen und verfahren zu seiner herstellung | |
| DE19508632C2 (de) | Verfahren zum Verbinden eines ersten Bauteiles mit einem zweiten Bauteil | |
| WO2015039747A1 (de) | Verfahren zur herstellung eines sinterteils mit höhenpräsizer formteilhöhe und teilesatz aus sinterfügeteilen | |
| DE3936438A1 (de) | Extrudergehaeusebauteil fuer einen zweischneckenextruder und verfahren zur herstellung | |
| DE19508952C2 (de) | Preßvorrichtung zur Erzeugung eines Formteils und entsprechendes Formteil | |
| DE3515180A1 (de) | Verfahren und vorrichtung zum herstellen einer flanschenbuchse | |
| DE3110756A1 (de) | Verfahren zur herstellung einer aluminiumfelge | |
| EP0826450B1 (de) | Verfahren zur Kalibrierung einer vorgeformten Ausnehmung | |
| DE2733925C2 (de) | Verfahren zum Herstellen von Verbundfließpreßkörpern | |
| EP0266712B1 (de) | Verfahren und Vorrichtung zum Herstellen von reibschlüssigen Elementen, insbesondere von Synchronisierungskörpern in Stufengetrieben von Kraftfahrzeugen | |
| DE102015210588A1 (de) | Verfahren und Vorrichtung zum Pressen eines Grünlings | |
| EP0682999B1 (de) | Pressteil aus Metallpulver, Verfahren und Vorrichtung zu seiner Herstellung | |
| DE19909821A1 (de) | Niet zum Fügen von Werkstücken | |
| DE10314544A1 (de) | Formschüssige Fügeverbindung | |
| DE2953354C2 (de) | Verfahren zum Herstellen eines inneren Gelenkkörpers für ein homokinetisches Gelenk | |
| DE3816090C2 (de) | ||
| DE2544325A1 (de) | Plastisches formverfahren fuer metalle | |
| DE1813448A1 (de) | Verfahren und Vorrichtung zum Verbinden von kleinen Bauteilen mit einer Grundplatte aus superplastischem Metall | |
| EP0579005B1 (de) | Verfahren, Vorrichtung und Matrize zum Herstellen eines einen Profilabschnitt aufweisenden Werkstücks | |
| DE102018217822B3 (de) | Verfahren zur Herstellung mindestens einer Verzahnung an einem Bauteil und Werkzeug zur Durchführung des Verfahrens | |
| DE3724000A1 (de) | Verfahren und vorrichtung zum herstellen von reibschluessigen elementen, insbesondere von synchronisierungskoerpern in stufengetrieben von kraftfahrzeugen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19980513 |
|
| AKX | Designation fees paid |
Free format text: DE ES FR GB IT |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE ES FR GB IT |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GKN SINTER METALS HOLDING GMBH |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: GKN SINTER METALS GMBH |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20000727 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010228 |
|
| REF | Corresponds to: |
Ref document number: 59703037 Country of ref document: DE Date of ref document: 20010405 |
|
| ITF | It: translation for a ep patent filed |
Owner name: BARZANO' E ZANARDO ROMA S.P.A. |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2155643 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090819 Year of fee payment: 13 Ref country code: ES Payment date: 20090821 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090821 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090824 Year of fee payment: 13 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100814 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100814 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20111019 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59703037 Country of ref document: DE Representative=s name: KNH PATENTANWAELTE KAHLHOEFER NEUMANN ROESSLER, DE Ref country code: DE Ref legal event code: R082 Ref document number: 59703037 Country of ref document: DE Representative=s name: VON KREISLER SELTING WERNER - PARTNERSCHAFT VO, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59703037 Country of ref document: DE Representative=s name: KNH PATENTANWAELTE KAHLHOEFER NEUMANN ROESSLER, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20160823 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59703037 Country of ref document: DE |