EP0813954B1 - Procédé et dispositif pour la fabrication de matériaux de rembourrage et matériaux de rembourrage ainsi fabriqués - Google Patents
Procédé et dispositif pour la fabrication de matériaux de rembourrage et matériaux de rembourrage ainsi fabriqués Download PDFInfo
- Publication number
- EP0813954B1 EP0813954B1 EP97109164A EP97109164A EP0813954B1 EP 0813954 B1 EP0813954 B1 EP 0813954B1 EP 97109164 A EP97109164 A EP 97109164A EP 97109164 A EP97109164 A EP 97109164A EP 0813954 B1 EP0813954 B1 EP 0813954B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaping
- cushioning packing
- folded
- tools
- covering layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0043—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/107—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using blocks of shock-absorbing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0017—Providing stock material in a particular form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0047—Feeding, guiding or shaping the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0064—Stabilizing the shape of the final product, e.g. by mechanical interlocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S493/00—Manufacturing container or tube from paper; or other manufacturing from a sheet or web
- Y10S493/967—Dunnage, wadding, stuffing, or filling excelsior
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1034—Overedge bending of lamina about edges of sheetlike base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1043—Subsequent to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
Definitions
- Method for producing a cushion pack from paper or the like flat structures which is folded and deformed by tools, possibly in one at least one intermediate layer is to be folded and the folded top layer together with any intermediate layer of the narrow sides are deformed by means of at least one shaping tool.
- Gears have so far been used to deform such cushion packs at the same time the feed of the paper or the like. during the forming process cause.
- gears there is a risk that the paper or the like. is torn and then tears easily when used.
- the invention has for its object to propose a method with which very effective deformation is feasible, but the deformation is very done gently.
- An advantageous embodiment of the invention is that the two Margins of the top layer only overlap to a slight extent folded and possibly connected by gluing or the like.
- Another advantageous embodiment of the invention is given when the two Edge strips of the top layer do not overlap and possibly both with one each adjacent liner are connected by gluing.
- Another advantageous embodiment of the invention is that the Edge areas of the top layer on the top or bottom of the cushion pack be arranged while the forming tools on the side edges of the Attack the cushion pack.
- An advantageous embodiment of the invention is also given in that in Direction of conveyance of the cushion pack behind the forming tools a cross cutter it is provided which sections of the cushion pack transverse to the conveying direction from Pad pack strand separates.
- An extremely advantageous embodiment of the method according to the invention lies in that the intermittently applied feed rate of the still lying flat is higher than the transport speed of the Shaping tools.
- the effective feed rate will compress the Position achieved in the longitudinal direction, which is followed by the transverse deformation.
- An advantageous embodiment of a cushion pack is characterized in that a folded top layer is provided, possibly at least one Liner wrapped, and that the cushion pack on at least one of them Longitudinal edges are provided with inward impressions, and that in Longitudinal direction of the cushion pack deformations in the form of transverse to the longitudinal direction extending compressions are provided.
- Such a cushion pack has been used to support packaged items Objects have proven to be excellent, at least for the liner inexpensive paper or the like. can be used. But also the Top layer can be made of little tear-resistant paper or the like. exist as separated by the manufactured impressions and longitudinal compression a high material protection given is.
- a further embodiment of the invention can be used for special purposes
- Upholstery pack can be very beneficial when the two edge strips of the topsheet fixed by gluing together or with an adjacent intermediate layer are, the adhesive seam is arranged on a broad side, while the Deformations are provided on the narrow sides.
- An advantageous device according to the invention is characterized in that a Folding device is provided in which a top layer of the cushion pack so is folded up that an at least largely closed envelope forms.
- An advantageous further embodiment of the invention is that a Feed device is provided with which at least one intermediate layer in the Shell is introduced.
- an adhesive device is provided in which the two longitudinal edges of the top layer with each other or with the neighboring Intermediate layer to be glued.
- Another advantageous embodiment of the invention is that two Deforming tools arranged side by side are provided, which are synchronous are driven to each other and clamp the cushion pack between them and deform.
- a further advantageous embodiment of the invention is characterized in that the forming tools are rotatably mounted and driven in opposite directions, and that the Deforming tools each have at least one deforming arm.
- each Deforming tool has two diametrically opposite deformation arms.
- each deforming arm has at least two deforming fingers at its free end having.
- a cross cutter is arranged behind the forming tools.
- cross cutter at the end of the mold shaft is arranged.
- a further embodiment of the invention has also proven to be very advantageous, in which the cross cutter has a reciprocating cutting knife, the works against a counter tool arranged at the end of the mold shaft.
- FIG. 1 in FIG. 1 denotes a flat-lying paper layer, which consists of a cover layer 2 and two intermediate layers 3 and 4.
- the top layer 2 is around the two Intermediate layers 3 and 4 folded around, the two edge strips 5 and 6 of the Cover layer are arranged on the top of the paper layer 1 and overlap each other.
- the two edge strips can lie loosely on top of each other or with each other be glued.
- the two edge strips are glued to the adjacent intermediate layer.
- both for the top layer 2 and for the intermediate layer other flat material such as Foil or fleece or cardboard can be used.
- This paper layer 1 can be rolled up after its production and a separate one Forming station or directly to a molding device. there a cushion pack 7 is then created, which is approximately the one shown in FIG Has shape and is very well suited for cushioning transport packaging.
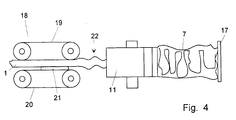
- FIG. 3 shows a device for reshaping the paper layer 1 into a cushion pack 7 shown.
- the Both deformation tools 10, 11 are designed with two arms and both have either two fingers 13, as shown in the forming tool 10 or three fingers 14, as shown using the shaping tool 11. In any case but both forming tools are designed the same. It is also possible for the two Form deformation tools rounded at their free end. Beyond that it is possible to design the forming tools with more than two arms.
- the two forming tools are arranged within a mold shaft, which in the essentially consists of two lateral guide plates 15 and 16. At the end of Shaped shaft, a cross cutter 17 is arranged, which the cushion pack 7 in divided individual lengths.
- the two Conveyor belts are so far apart that the flat paper layer 1 is not currently recorded.
- One of the two conveyor belts has a support 21 provided which occupies only a length of the conveyor belt. As soon as this support is located between the two conveyor belts, the paper layer transported.
- This feed device 18 or the pad 21 work intermittently and essentially independently of the forming tools 10 and 11. That means between the side shaping tools and the feed device gear connections with so-called prime gears are provided, whereby a largely independent drive is reached. Because the feeder faster runs as the forming tools, there is a longitudinal compression of the paper layer 1, such as this is marked with 22.
- the cross cutter 17 arranged at the end only works when the Deforming tools 10 and 11 are not in engagement and therefore not essential Advance of the cushion pack takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Buffer Packaging (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Claims (22)
- Procédé pour fabriquer un emballage antichoc (7) en papier ou un matériau plat analogue, qui est plié et déformé par des outils, sachant qu'éventuellement au moins une couche intermédiaire (3, 4) est placée dans une couche extérieure (2) à plier et que la couche extérieure pliée est déformée à partir des petits côtés avec la couche intermédiaire qu'elle renferme éventuellement au moyen d'au moins un outil de déformation (10, 11), caractérisé en ce qu'outre la déformation réalisée par l'outil de déformation (10, 11), on fait avancer par intermittence la couche (1) encore posée à plat mais pliée, ce qui provoque une déformation dans la direction longitudinale.
- Procédé selon la revendication 1, caractérisé en ce que les deux bordures (5, 6) de la couche extérieure (2) ne sont repliées l'une sur l'autre que jusqu'à ce qu'elles se chevauchent légèrement et sont éventuellement assemblées par collage ou analogue.
- Procédé selon la revendication 1, caractérisé en ce que les deux bordures de la couche extérieure ne se chevauchent pas et sont chacune éventuellement reliées par collage à une couche intermédiaire adjacente.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que la couche intermédiaire (3, 4) présente tout au plus la largeur de la couche extérieure (2) pliée.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que les bordures (5, 6) de la couche extérieure (2) sont placées sur le dessus ou le dessous de l'emballage antichoc (7), tandis que les outils de déformation (10, 11) agissent sur les bords latéraux de l'emballage antichoc.
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'en aval des outils de déformation (10, 11) par rapport au sens d'avancement de l'emballage antichoc (7) est prévue une cisaille transversale (17) qui débite la bande d'emballage antichoc en segments d'emballage antichoc (7) transversalement à la direction d'avancement.
- Procédé selon la revendication 6, caractérisé en ce que la cisaille transversale (17) est activée pendant que les outils de déformation latéraux (10, 11) n'agissent pas sur l'emballage antichoc (7).
- Procédé selon l'une des revendications précédentes, caractérisé en ce que la vitesse d'avancement qui est appliquée par intermittence à la couche encore posée à plat (1) est supérieure à la vitesse de transport des outils de déformation (10, 11).
- Emballage antichoc fabriqué conformément au procédé selon l'une des revendications précédentes, caractérisé en ce qu'est prévue une couche extérieure (2) pliée qui enveloppe éventuellement au moins une couche intermédiaire (3, 4), et en ce que l'emballage antichoc (7) est muni sur au moins l'un de ses bords longitudinaux d'empreintes rentrantes, et en ce que des déformations ayant la forme d'écrasements s'étendant transversalement à la direction longitudinale sont prévues dans la direction longitudinale de l'emballage antichoc (7).
- Emballage antichoc selon la revendication 9, caractérisé en ce que les deux bordures (5, 6) de la couche extérieure (2) sont assemblées entre elles ou reliées à une couche intermédiaire adjacente (3, 4) par collage, sachant que la bande de colle est appliquée sur un grand côté, tandis que les déformations sont prévues sur les petits côtés.
- Dispositif pour fabriquer un emballage antichoc selon l'une des revendications précédentes, caractérisé en ce qu'est prévu un dispositif de pliage dans lequel une couche extérieure (2) de l'emballage antichoc (7) est pliée de telle manière qu'il se forme une enveloppe fermée au moins dans une large mesure.
- Dispositif selon la revendication 11, caractérisé en ce qu'est prévu un dispositif d'amenée qui place dans l'enveloppe au moins une couche intermédiaire (3, 4).
- Dispositif selon la revendication 11 ou 12, caractérisé en ce qu'est prévu un dispositif de collage dans lequel les deux bords longitudinaux (5, 6) de la couche extérieure (2) sont collés l'un sur l'autre ou sur la couche intermédiaire adjacente.
- Dispositif selon la revendication 11, 12 ou 13, caractérisé en ce qu'est prévu un tunnel de formage (15, 16) dans lequel est placé au moins un outil de déformation (10, 11) agissant sur un bord latéral de la couche extérieure (2).
- Dispositif selon l'une des revendications 11 à 14, caractérisé en ce que sont prévus deux outils de déformation (10, 11) disposés côte à côte, qui sont entraínés de façon synchrone et qui immobilisent entre eux l'emballage antichoc (7) pour le déformer.
- Dispositif selon la revendication 15, caractérisé en ce que les outils de déformation (10, 11) sont montés de façon rotative et sont entraínés en sens contraire, et en ce que les outils de déformation présentent chacun au moins un bras de déformation.
- Dispositif selon la revendication 16, caractérisé en ce que chaque outil de déformation (10, 11) présente deux bras de déformation diamétralement opposés.
- Dispositif selon la revendication 16 ou 17, caractérisé en ce que chaque bras de déformation présente à son extrémité libre au moins deux doigts de déformation (13, 14).
- Dispositif selon l'une des revendications 11 à 18, caractérisé en ce qu'en aval des outils de déformation (10, 11) est placée une cisaille transversale (17).
- Dispositif selon la revendication 19, caractérisé en ce que la cisaille transversale (17) est située à l'extrémité du tunnel de formage (15, 16).
- Dispositif selon la revendication 20, caractérisé en ce que la cisaille transversale (17) présente une lame faisant des allées et venues, qui travaille contre un pendant situé à l'extrémité du tunnel de formage.
- Dispositif selon l'une des revendications 11 à 21, caractérisé en ce qu'en amont des outils de déformation (10, 11) par rapport au sens d'avancement de la couche (1) ou de l'emballage antichoc (7) est prévu un dispositif d'avancement (18) pour la couche (1) encore posée à plat, qui fonctionne par intermittence et dont la vitesse de transport est supérieure à celle des outils de déformation (10, 11).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19624164A DE19624164A1 (de) | 1996-06-18 | 1996-06-18 | Verfahren und Vorrichtung zum Herstellen einer Polsterpackung und damit hergestellte Polsterpackung |
| DE19624164 | 1996-06-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0813954A1 EP0813954A1 (fr) | 1997-12-29 |
| EP0813954B1 true EP0813954B1 (fr) | 2002-09-25 |
Family
ID=7797187
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97109164A Expired - Lifetime EP0813954B1 (fr) | 1996-06-18 | 1997-06-06 | Procédé et dispositif pour la fabrication de matériaux de rembourrage et matériaux de rembourrage ainsi fabriqués |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6183586B1 (fr) |
| EP (1) | EP0813954B1 (fr) |
| JP (1) | JPH1066793A (fr) |
| AT (1) | ATE224807T1 (fr) |
| CZ (1) | CZ181097A3 (fr) |
| DE (2) | DE19624164A1 (fr) |
| HU (1) | HUP9701063A1 (fr) |
| PL (1) | PL320588A1 (fr) |
| SK (1) | SK77897A3 (fr) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60114826T2 (de) * | 2000-06-09 | 2006-08-10 | Ranpak Corp., Painesville | Polsterumwandlungsmaschine mit greiferstangen und verfahren zur deren benutzung |
| US20030073558A1 (en) * | 2001-10-15 | 2003-04-17 | Bill Chesterson | Machine and method for converting paper stock into dunnage |
| US20040052988A1 (en) * | 2002-09-17 | 2004-03-18 | Jean-Marc Slovencik | Cushioning product and method and apparatus for making same |
| DE10242998B4 (de) * | 2002-09-17 | 2004-07-22 | Storopack Hans Reichenecker Gmbh | Polster aus Papier, sowie Verfahren und Vorrichtung zu dessen Herstellung |
| ATE376925T1 (de) * | 2003-07-07 | 2007-11-15 | Ranpak Corp | Polsterumarbeitungsvorrichtung mit trennvorrichtung und verfahren |
| EP1814787B1 (fr) * | 2004-11-05 | 2010-06-16 | Ranpak Corp. | Systeme et procede automatises de remplissage d'un materiau de fardage |
| US20070117703A1 (en) * | 2005-11-22 | 2007-05-24 | Sealed Air Corporation | Machine and method for converting a web of material into dunnage |
| DE202009002813U1 (de) * | 2009-02-28 | 2009-06-04 | Kluge, Eugen | Vorrichtung zum Herstellen einer Polsterpackung |
| DE102012018941A1 (de) * | 2012-09-25 | 2014-03-27 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Maschinell gefertigtes Verpackungserzeugnis, Verfahren und Vorrichtung zum maschinellen Fertigen des Verpackungserzeugnisses |
| DE102012222805B3 (de) * | 2012-12-11 | 2013-06-06 | Storopack Hans Reichenecker Gmbh | Verfahren und Vorrichtung zum Herstellen eines Polsterungserzeugnisses sowie Polsterungserzeugnis |
| CN107215006A (zh) | 2016-03-21 | 2017-09-29 | 陈泽生 | 纸垫制作系统所需的纸材料、装置、系统和方法 |
| DE102016114342A1 (de) * | 2016-08-03 | 2018-02-08 | Storopack Hans Reichenecker Gmbh | Verfahren und Vorrichtung zum Herstellen eines Polsterungserzeugnisses sowie Polsterungserzeugnis |
| DE102017111861A1 (de) * | 2017-05-31 | 2018-12-06 | FRESH!PACKING Gmbh | Transportverpackung für temperatursensible Produkte |
| EP3820691A1 (fr) * | 2018-07-12 | 2021-05-19 | Pregis Innovative Packaging LLC | Matériau de base présentant des raccords en série |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1680203A (en) * | 1924-04-07 | 1928-08-07 | William H Cannard | Crepe and method of and apparatus for making the same |
| US2786399A (en) * | 1952-03-06 | 1957-03-26 | Veyne V Mason | Formation of crumpled sheet material filter elements and the like |
| US3650877A (en) * | 1969-10-06 | 1972-03-21 | Arpax Co | Cushioning dunnage product |
| US4026198A (en) * | 1975-05-01 | 1977-05-31 | Ranpak Corporation | Cushioning dunnage mechanism, transfer cart therefor, and method |
| US4650456A (en) * | 1985-10-30 | 1987-03-17 | Ranpak Corp. | Mechanism for producing pad-like cushioning dunnage product from sheet material with separate stock roll cart |
| US4619635A (en) * | 1985-11-04 | 1986-10-28 | Ranpak Corp. | Automatic feed circuit for dunnage converter |
| US5203761A (en) * | 1991-06-17 | 1993-04-20 | Sealed Air Corporation | Apparatus for fabricating dunnage material from continuous web material |
| EP0602580A1 (fr) * | 1992-12-14 | 1994-06-22 | Tokuji Watanabe | Procédé et dispositif pour la fabrication de matière de garnissage à partir de papier |
| US5791483A (en) * | 1994-04-01 | 1998-08-11 | Ranpak Corp. | Cushioning product |
| ES2093502T3 (es) * | 1994-04-22 | 1996-12-16 | Naturembal Sa | Procedimiento y maquina de fabricacion de materiales de relleno por arrugado de papel. |
| US5674172A (en) * | 1994-07-22 | 1997-10-07 | Ranpak Corp. | Cushioning conversion machine having a single feed/cut handle |
-
1996
- 1996-06-18 DE DE19624164A patent/DE19624164A1/de not_active Withdrawn
-
1997
- 1997-06-06 DE DE59708298T patent/DE59708298D1/de not_active Expired - Fee Related
- 1997-06-06 AT AT97109164T patent/ATE224807T1/de not_active IP Right Cessation
- 1997-06-06 EP EP97109164A patent/EP0813954B1/fr not_active Expired - Lifetime
- 1997-06-10 US US08/872,565 patent/US6183586B1/en not_active Expired - Fee Related
- 1997-06-12 CZ CZ971810A patent/CZ181097A3/cs unknown
- 1997-06-16 PL PL97320588A patent/PL320588A1/xx unknown
- 1997-06-16 JP JP9158281A patent/JPH1066793A/ja active Pending
- 1997-06-17 HU HU9701063A patent/HUP9701063A1/hu unknown
- 1997-06-18 SK SK778-97A patent/SK77897A3/sk unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HU9701063D0 (en) | 1997-08-28 |
| DE59708298D1 (de) | 2002-10-31 |
| HUP9701063A1 (hu) | 1999-11-29 |
| JPH1066793A (ja) | 1998-03-10 |
| CZ181097A3 (cs) | 1998-01-14 |
| EP0813954A1 (fr) | 1997-12-29 |
| US6183586B1 (en) | 2001-02-06 |
| SK77897A3 (en) | 1998-01-14 |
| DE19624164A1 (de) | 1998-01-08 |
| PL320588A1 (en) | 1997-12-22 |
| ATE224807T1 (de) | 2002-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0456671B1 (fr) | Materiau d'emballage en vrac et systeme de conditionnement en faisant usage; procede et dispositif de fabrication correspondants | |
| DE69213852T2 (de) | Vorrichtung zum Herstellen von Füllmaterial aus Bahnmaterial | |
| EP0813954B1 (fr) | Procédé et dispositif pour la fabrication de matériaux de rembourrage et matériaux de rembourrage ainsi fabriqués | |
| EP2004491B1 (fr) | Procédé de fabrication d'un emballage et machine à emballer | |
| DE4026807C2 (fr) | ||
| DE2622393A1 (de) | Verfahren und vorrichtung zum verpacken von gegenstaenden | |
| DE1561966A1 (de) | Verfahren und Vorrichtung zum Verpacken von Waren | |
| EP0962307B1 (fr) | Dispositif et procédé pour la fabrication et empiler des sachets en plastique | |
| EP1103369B1 (fr) | Procédé et dispositif pour la fabrication de collerettes pour des boítes avec un couvercle à charnière | |
| EP0667232B1 (fr) | Appareil pour la production de flancs de collets pour boítes à charnière avec des arêtes longitudinales arrondies | |
| EP0974526B1 (fr) | Blocs de sachets en film de matière thermoplastique et procédé pour leur fabrication | |
| DE102008045025A1 (de) | Einrichtung zur Herstellung von Faltpackungen | |
| DE102009060342A1 (de) | Verpackungsmaschine mit überbrückter Stempellücke und Verfahren | |
| DE19536367A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Polsterpackung und damit hergestellte Polsterpackung | |
| DE2351069C3 (de) | Maschine zum Aufteilen von Folien, Platten, Tabletts oder anderen Gegenständen in Quer- und Längsrichtung | |
| EP0781189B1 (fr) | Dispositif de separation d'emballages de fluides | |
| DE3243500A1 (de) | Verfahren und vorrichtung zum verpacken von raeumlichen gegenstaenden | |
| EP2226188B1 (fr) | Dispositif de fabrication d'un emballage de rembourrage | |
| EP3319881B1 (fr) | Machine d'emballage à évacuation de rognures | |
| EP0872421B1 (fr) | Station de coupe et de transfert pour une machine de traitement de sacs plats opérant de façon intermittente | |
| DE4313665A1 (de) | Verfahren und Anlage zur Herstellung von Füllmaterial aus Wellpappe | |
| DE1155967B (de) | Verfahren zur Herstellung einer Verpackungseinlage und Vorrichtung zu seiner Durchfuehrung | |
| EP0410226B1 (fr) | Appareil pour la liaison sans colle de couches de papier, de carton mince ou éléments analogues | |
| DE2420970A1 (de) | Verfahren zur herstellung von beuteln und vorrichtung zur durchfuehrung des verfahrens | |
| DE2109618C3 (de) | Wegwerffilter und Verfahren zu seiner Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19980623 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AXX | Extension fees paid |
Free format text: AL PAYMENT 980623;LT PAYMENT 980623;LV PAYMENT 980623;RO PAYMENT 980623;SI PAYMENT 980623 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011128 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL PAYMENT 19980623;LT PAYMENT 19980623;LV PAYMENT 19980623;RO PAYMENT 19980623;SI PAYMENT 19980623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 |
|
| REF | Corresponds to: |
Ref document number: 224807 Country of ref document: AT Date of ref document: 20021015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59708298 Country of ref document: DE Date of ref document: 20021031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021225 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021226 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20020925 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20020925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030606 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 |
|
| EN | Fr: translation not filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 0813954E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030626 |
|
| BERE | Be: lapsed |
Owner name: *HEIDELBERGER PETER Effective date: 20030630 Owner name: *FRANZ HELLMUT M. Effective date: 20030630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |