EP0813954B1 - Process and device for manufacturing dunnage material and the dunnage material manufactured by it - Google Patents
Process and device for manufacturing dunnage material and the dunnage material manufactured by it Download PDFInfo
- Publication number
- EP0813954B1 EP0813954B1 EP97109164A EP97109164A EP0813954B1 EP 0813954 B1 EP0813954 B1 EP 0813954B1 EP 97109164 A EP97109164 A EP 97109164A EP 97109164 A EP97109164 A EP 97109164A EP 0813954 B1 EP0813954 B1 EP 0813954B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaping
- cushioning packing
- folded
- tools
- covering layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0043—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/107—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using blocks of shock-absorbing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0017—Providing stock material in a particular form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0047—Feeding, guiding or shaping the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0064—Stabilizing the shape of the final product, e.g. by mechanical interlocking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S493/00—Manufacturing container or tube from paper; or other manufacturing from a sheet or web
- Y10S493/967—Dunnage, wadding, stuffing, or filling excelsior
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1008—Longitudinal bending
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1034—Overedge bending of lamina about edges of sheetlike base
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1043—Subsequent to assembly
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1084—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing of continuous or running length bonded web
Definitions
- Method for producing a cushion pack from paper or the like flat structures which is folded and deformed by tools, possibly in one at least one intermediate layer is to be folded and the folded top layer together with any intermediate layer of the narrow sides are deformed by means of at least one shaping tool.
- Gears have so far been used to deform such cushion packs at the same time the feed of the paper or the like. during the forming process cause.
- gears there is a risk that the paper or the like. is torn and then tears easily when used.
- the invention has for its object to propose a method with which very effective deformation is feasible, but the deformation is very done gently.
- An advantageous embodiment of the invention is that the two Margins of the top layer only overlap to a slight extent folded and possibly connected by gluing or the like.
- Another advantageous embodiment of the invention is given when the two Edge strips of the top layer do not overlap and possibly both with one each adjacent liner are connected by gluing.
- Another advantageous embodiment of the invention is that the Edge areas of the top layer on the top or bottom of the cushion pack be arranged while the forming tools on the side edges of the Attack the cushion pack.
- An advantageous embodiment of the invention is also given in that in Direction of conveyance of the cushion pack behind the forming tools a cross cutter it is provided which sections of the cushion pack transverse to the conveying direction from Pad pack strand separates.
- An extremely advantageous embodiment of the method according to the invention lies in that the intermittently applied feed rate of the still lying flat is higher than the transport speed of the Shaping tools.
- the effective feed rate will compress the Position achieved in the longitudinal direction, which is followed by the transverse deformation.
- An advantageous embodiment of a cushion pack is characterized in that a folded top layer is provided, possibly at least one Liner wrapped, and that the cushion pack on at least one of them Longitudinal edges are provided with inward impressions, and that in Longitudinal direction of the cushion pack deformations in the form of transverse to the longitudinal direction extending compressions are provided.
- Such a cushion pack has been used to support packaged items Objects have proven to be excellent, at least for the liner inexpensive paper or the like. can be used. But also the Top layer can be made of little tear-resistant paper or the like. exist as separated by the manufactured impressions and longitudinal compression a high material protection given is.
- a further embodiment of the invention can be used for special purposes
- Upholstery pack can be very beneficial when the two edge strips of the topsheet fixed by gluing together or with an adjacent intermediate layer are, the adhesive seam is arranged on a broad side, while the Deformations are provided on the narrow sides.
- An advantageous device according to the invention is characterized in that a Folding device is provided in which a top layer of the cushion pack so is folded up that an at least largely closed envelope forms.
- An advantageous further embodiment of the invention is that a Feed device is provided with which at least one intermediate layer in the Shell is introduced.
- an adhesive device is provided in which the two longitudinal edges of the top layer with each other or with the neighboring Intermediate layer to be glued.
- Another advantageous embodiment of the invention is that two Deforming tools arranged side by side are provided, which are synchronous are driven to each other and clamp the cushion pack between them and deform.
- a further advantageous embodiment of the invention is characterized in that the forming tools are rotatably mounted and driven in opposite directions, and that the Deforming tools each have at least one deforming arm.
- each Deforming tool has two diametrically opposite deformation arms.
- each deforming arm has at least two deforming fingers at its free end having.
- a cross cutter is arranged behind the forming tools.
- cross cutter at the end of the mold shaft is arranged.
- a further embodiment of the invention has also proven to be very advantageous, in which the cross cutter has a reciprocating cutting knife, the works against a counter tool arranged at the end of the mold shaft.
- FIG. 1 in FIG. 1 denotes a flat-lying paper layer, which consists of a cover layer 2 and two intermediate layers 3 and 4.
- the top layer 2 is around the two Intermediate layers 3 and 4 folded around, the two edge strips 5 and 6 of the Cover layer are arranged on the top of the paper layer 1 and overlap each other.
- the two edge strips can lie loosely on top of each other or with each other be glued.
- the two edge strips are glued to the adjacent intermediate layer.
- both for the top layer 2 and for the intermediate layer other flat material such as Foil or fleece or cardboard can be used.
- This paper layer 1 can be rolled up after its production and a separate one Forming station or directly to a molding device. there a cushion pack 7 is then created, which is approximately the one shown in FIG Has shape and is very well suited for cushioning transport packaging.
- FIG. 3 shows a device for reshaping the paper layer 1 into a cushion pack 7 shown.
- the Both deformation tools 10, 11 are designed with two arms and both have either two fingers 13, as shown in the forming tool 10 or three fingers 14, as shown using the shaping tool 11. In any case but both forming tools are designed the same. It is also possible for the two Form deformation tools rounded at their free end. Beyond that it is possible to design the forming tools with more than two arms.
- the two forming tools are arranged within a mold shaft, which in the essentially consists of two lateral guide plates 15 and 16. At the end of Shaped shaft, a cross cutter 17 is arranged, which the cushion pack 7 in divided individual lengths.
- the two Conveyor belts are so far apart that the flat paper layer 1 is not currently recorded.
- One of the two conveyor belts has a support 21 provided which occupies only a length of the conveyor belt. As soon as this support is located between the two conveyor belts, the paper layer transported.
- This feed device 18 or the pad 21 work intermittently and essentially independently of the forming tools 10 and 11. That means between the side shaping tools and the feed device gear connections with so-called prime gears are provided, whereby a largely independent drive is reached. Because the feeder faster runs as the forming tools, there is a longitudinal compression of the paper layer 1, such as this is marked with 22.
- the cross cutter 17 arranged at the end only works when the Deforming tools 10 and 11 are not in engagement and therefore not essential Advance of the cushion pack takes place.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Buffer Packaging (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Description
Verfahren zum Herstellen einer Polsterpackung aus Papier od.dgl. flächigen Gebilden, die zusammengelegt und durch Werkzeuge verformt wird, wobei eventuell in eine zusammenzufaltende Decklage wenigstens eine Zwischenlage eingelegt wird und die zusammengelegte Decklage zusammen mit der ggf. vorhandenen Zwischenlage von den Schmalseiten her mittels wenigstens eines Verformungswerkzeuges verformt wird.Method for producing a cushion pack from paper or the like flat structures, which is folded and deformed by tools, possibly in one at least one intermediate layer is to be folded and the folded top layer together with any intermediate layer of the narrow sides are deformed by means of at least one shaping tool.
Zum Verformen derartiger Polsterpackungen werden bisher Zahnräder eingesetzt, die gleichzeitig auch den Vorschub des Papiers od.dgl. während des Verformvorganges bewirken. Bei Verwendung von Zahnrädern besteht jedoch die Gefahr, daß das Papier od.dgl. eingerissen wird und dann bei Benutzung leicht weiterreißt.Gears have so far been used to deform such cushion packs at the same time the feed of the paper or the like. during the forming process cause. When using gears, however, there is a risk that the paper or the like. is torn and then tears easily when used.
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren vorzuschlagen, mit dem eine zwar sehr effektive Verformung durchführbar ist, bei dem die Verformung jedoch sehr materialschonend erfolgt.The invention has for its object to propose a method with which very effective deformation is feasible, but the deformation is very done gently.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß zusätzlich zur Verformung durch das Verformwerkzeug ein intermittierender Vorschub auf die noch flachliegende aber zusammengefaltete Lage einwirkt, welcher eine Verformung in Längsrichtung bewirkt.This object is achieved in that in addition to the deformation an intermittent feed through the forming tool to the one that is still lying flat but folded position acts, which causes deformation in the longitudinal direction causes.
Dadurch wird sowohl eine Verformung von den Seitenrändern her und als auch ein Zusammenstauchen der Lage in Längsrichtung erzielt, so daß beide Verformvorgänge mit geringerer Intensität und damit entsprechend schonend ausgeführt werden können.This causes both a deformation from the side edges and a Compression of the position in the longitudinal direction is achieved, so that both deformation processes can be carried out with less intensity and therefore accordingly gently.
Es genügt dabei auch, wenn die Lage nur lose zusammengefaltet ist, wobei sich eine Überlappung der beiden Ränder als vorteilhaft ergeben hat.It is also sufficient if the layer is only loosely folded, whereby one Overlap of the two edges has been found to be advantageous.
Eine vorteilhafte Ausgestaltung der Erfindung liegt auch darin, daß die beiden Randstreifen der Decklage nur bis zu einer geringfügigen Überlappung übereinander gefaltet und eventuell durch Kleben oder dergleichen verbunden werden.An advantageous embodiment of the invention is that the two Margins of the top layer only overlap to a slight extent folded and possibly connected by gluing or the like.
Auch bei einer nur geringfügigen Überlappung der Randstreifen ist durch die zuerst eingeleitete Längsstauchung eine einwandfreie Polsterpackung herstellbar; durch eine zusätzliche Klebung kann jedoch bei höhergradigen Verformungen eine noch größere Stabilität der Polsterpackung erzielt werden.Even if there is only a slight overlap of the marginal strips, the first initiated longitudinal compression a flawless cushion pack can be produced; by a however, additional gluing can be even greater in the case of higher-level deformations Stability of the cushion pack can be achieved.
Eine weitere vorteilhafte Ausgestaltung der Erfindung ist gegeben, wenn die beiden Randstreifen der Decklage sich nicht überlappen und eventuell beide mit einer jeweils benachbarten Zwischenlage durch Kleben verbunden sind.Another advantageous embodiment of the invention is given when the two Edge strips of the top layer do not overlap and possibly both with one each adjacent liner are connected by gluing.
Als sehr vorteilhaft hat es sich erwiesen, wenn gemäß einer weiteren Ausgestaltung der Erfindung die Zwischenlage höchstens die Breite der zusammengefalteten Decklage aufweist.It has proven to be very advantageous if, according to a further embodiment Invention the intermediate layer at most the width of the folded top layer having.
Hierdurch ist sowohl ein einfaches Zusammenfalten als auch eine leichte Verformbarkeit gegeben. This is both a simple folding and an easy one Deformability.
Eine weitere vorteilhafte Ausgestaltung der Erfindung liegt darin, daß die Randbereiche der Decklage auf der Ober- oder Unterseite der Polsterpackung angeordnet werden, während die Verformwerkzeuge an den Seitenrändern der Polsterpackung angreifen.Another advantageous embodiment of the invention is that the Edge areas of the top layer on the top or bottom of the cushion pack be arranged while the forming tools on the side edges of the Attack the cushion pack.
Eine vorteilhafte Ausgestaltung der Erfindung ist auch dadurch gegeben, daß in Förderrichtung der Polsterpackung hinter den Verformwerkzeugen ein Querschneider vorgesehen ist, welcher Abschnitte der Polsterpackung quer zur Förderrichtung vom Polsterpackungs-Strang abtrennt.An advantageous embodiment of the invention is also given in that in Direction of conveyance of the cushion pack behind the forming tools a cross cutter it is provided which sections of the cushion pack transverse to the conveying direction from Pad pack strand separates.
Eine vorteilhafte Ausgestaltung des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, daß der Querschneider aktiviert wird, während die Polsterpackung frei von den seitlichen Verformwerkzeugen ist.This is an advantageous embodiment of the method according to the invention characterized in that the cross cutter is activated while the cushion pack is free of the side dies.
Da der durch die seitlichen Verformwerkzeuge bewirkte Vorschub in diesem Moment nicht stattfindet und damit die Polsterpackung höchstens unwesentlich weitertransportiert wird, ist ein einwandfreies Abtrennen durch den Querschneider gewährleistet.Because the feed caused by the side forming tools at this moment does not take place and therefore the cushion pack is at most insignificant is transported, is a perfect separation by the cross cutter guaranteed.
Eine äußerst vorteilhafte Ausgestaltung des erfindungsgemäßen Verfahren liegt darin, daß die intermittierend aufgebrachte Vorschubgeschwindigkeit der noch flachliegenden Lage höher ist als die Transportgeschwindigkeit der Verformwerkzeuge.An extremely advantageous embodiment of the method according to the invention lies in that the intermittently applied feed rate of the still lying flat is higher than the transport speed of the Shaping tools.
Dadurch wird bei wirksamer Vorschubgeschwindigkeit ein Zusammenstauchen der Lage in Längsrichtung erzielt, an welches sich die Querverformung anschließt.As a result, the effective feed rate will compress the Position achieved in the longitudinal direction, which is followed by the transverse deformation.
Eine vorteilhafte Ausgestaltung einer Polsterpackung ist dadurch gekennzeichnet, daß eine zusammengefaltete Decklage vorgesehen ist, die evtl. wenigstens eine Zwischenlage umhüllt, und daß die Polsterpackung an wenigstens einem ihrer Längsränder mit nach innen gerichteten Einprägungen versehen ist, und daß in Längsrichtung der Polsterpackung Verformungen in Form von quer zur Längsrichtung verlaufenden Stauchungen vorgesehen sind.An advantageous embodiment of a cushion pack is characterized in that a folded top layer is provided, possibly at least one Liner wrapped, and that the cushion pack on at least one of them Longitudinal edges are provided with inward impressions, and that in Longitudinal direction of the cushion pack deformations in the form of transverse to the longitudinal direction extending compressions are provided.
Eine derartige Polsterpackung hat sich zum Abstützen von zu verpackenden Gegenständen hervorragend bewährt, wobei zumindest für die Zwischenlage preisgünstig herzustellendes Papier od.dgl. eingesetzt werden kann. Aber auch die Decklage kann aus wenig reißfestem Papier od.dgl. bestehen, da durch die getrennt hergestellten Einprägungen und Längsstauchungen eine hohe Materialschonung gegeben ist.Such a cushion pack has been used to support packaged items Objects have proven to be excellent, at least for the liner inexpensive paper or the like. can be used. But also the Top layer can be made of little tear-resistant paper or the like. exist as separated by the manufactured impressions and longitudinal compression a high material protection given is.
Für besondere Einsatzzwecke kann eine weitere Ausgestaltung der erfindungsgemäßen Polsterpackung sehr vorteilhaft sein, bei der die beiden Randstreifen der Decklage durch Verkleben miteinander bzw. mit einer benachbarten Zwischenlage festgelegt sind, wobei die Klebenaht an einer Breitseite angeordnet ist, während die Verformungen an den Schmalseiten vorgesehen sind.A further embodiment of the invention can be used for special purposes Upholstery pack can be very beneficial when the two edge strips of the topsheet fixed by gluing together or with an adjacent intermediate layer are, the adhesive seam is arranged on a broad side, while the Deformations are provided on the narrow sides.
Eine vorteilhafte Vorrichtung ist erfindungsgemäß dadurch gekennzeichnet, daß eine Falteinrichtung vorgesehen ist, in welcher eine Decklage der Polsterpackung so zusammengefaltet wird, daß sich eine wenigstens weitgehend geschlossene Hülle bildet.An advantageous device according to the invention is characterized in that a Folding device is provided in which a top layer of the cushion pack so is folded up that an at least largely closed envelope forms.
Eine vorteilhafte weitere Ausgestaltung der Erfindung liegt darin, daß eine Zuführvorrichtung vorgesehen ist, mit welcher wenigstens eine Zwischenlage in die Hülle eingebracht wird.An advantageous further embodiment of the invention is that a Feed device is provided with which at least one intermediate layer in the Shell is introduced.
In einer weiteren Ausgestaltung der Erfindung ist eine Klebeeinrichtung vorgesehen, in welcher die beiden Längsränder der Decklage miteinander bzw. mit der benachbarten Zwischenlage verklebt werden. In a further embodiment of the invention, an adhesive device is provided in which the two longitudinal edges of the top layer with each other or with the neighboring Intermediate layer to be glued.
Erfindungsgemäß ist es auch möglich, einen Formschacht vorzusehen, in welchem wenigstens ein Verformwerkzeug angeordnet ist, das an einem Seitenrand der Decklage angreift.According to the invention, it is also possible to provide a shaped shaft in which at least one shaping tool is arranged on a side edge of the Attacks top layer.
Eine weitere vorteilhafte Ausgestaltung der Erfindung liegt darin, daß zwei nebeneinander angeordnete Verformwerkzeuge vorgesehen sind, die synchron zueinander angetrieben sind und die Polsterpackung zwischen sich einspannen und verformen.Another advantageous embodiment of the invention is that two Deforming tools arranged side by side are provided, which are synchronous are driven to each other and clamp the cushion pack between them and deform.
Eine weitere vorteilhafte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, daß die Verformwerkzeuge drehbar gelagert und gegenläufig angetrieben sind, und daß die Verformwerkzeuge jeweils wenigstens einen Verformarm aufweisen.A further advantageous embodiment of the invention is characterized in that the forming tools are rotatably mounted and driven in opposite directions, and that the Deforming tools each have at least one deforming arm.
Damit ist eine einfache Herstellung der Verformwerkzeuge und deren sicherer Betrieb gewährleistet.This is a simple manufacture of the forming tools and their safe operation guaranteed.
Bei einer weiteren Ausgestaltung der Erfindung ist vorgesehen, daß jedes Verformwerkzeug zwei diametral gegenüberliegende Verformarme aufweist.In a further embodiment of the invention it is provided that each Deforming tool has two diametrically opposite deformation arms.
Eine derartige Ausgestaltung mit zwei Verformarmen hat sich als besonders vorteilhaft ergeben, wobei allerdings auch mehr Verformarme denkbar sind.Such an embodiment with two deformation arms has proven to be particularly advantageous result, although more deformation arms are also conceivable.
Ebenfalls sehr vorteilhaft ist es, wenn gemäß einer weiteren Ausgestaltung der Erfindung jeder Verformarm an seinem freien Ende wenigstens zwei Verformfinger aufweist.It is also very advantageous if, according to a further embodiment Invention of each deforming arm has at least two deforming fingers at its free end having.
Dadurch wird eine noch effektivere Verformung der Polsterpackung erzielt.This results in an even more effective deformation of the cushion pack.
Sehr vorteilhaft ist es auch, wenn gemäß einer weiteren Ausgestaltung der Erfindung hinter den Verformwerkzeugen ein Querschneider angeordnet ist. It is also very advantageous if, according to a further embodiment of the invention a cross cutter is arranged behind the forming tools.
Dabei ist es auch möglich, daß der Querschneider am Ende des Formschachtes angeordnet ist.It is also possible that the cross cutter at the end of the mold shaft is arranged.
Als sehr vorteilhaft hat sich auch eine weitere Ausgestaltung der Erfindung erwiesen, bei welcher der Querschneider ein hin und her bewegtes Schneidmesser aufweist, das gegen ein am Ende des Formschachtes angeordnetes Gegenwerkzeug arbeitet.A further embodiment of the invention has also proven to be very advantageous, in which the cross cutter has a reciprocating cutting knife, the works against a counter tool arranged at the end of the mold shaft.
Eine weitere, sehr vorteilhafte Ausgestaltung der Erfindung ist dadurch gekennzeichnet, daß in Bewegungsrichtung der Lage bzw. der Polsterpackung vor den Verformwerkzeugen eine intermittierend arbeitende Vorschubeinrichtung für die noch flachliegende Lage vorgesehen ist, deren Transportgeschwindigkeit höher ist als die der Verformwerkzeuge.This is a further, very advantageous embodiment of the invention characterized in that the direction of movement of the layer or the cushion pack before the Deforming tools an intermittently working feed device for the flat lying position is provided, the transport speed of which is higher than that of the forming tools.
Mit dieser Vorrichtung läßt sich auf einfache und zuverlässige Weise eine Polsterpackung aus Papier od.dgl. flächigem Material herstellen.With this device, one can easily and reliably Upholstery pack of paper or the like. Produce flat material.
In der Zeichnung ist die Erfindung anhand eines Ausführungsbeispiels veranschaulicht. Dabei zeigen:
- Fig. 1
- einen Schnitt durch eine zusammengelegte, noch flachliegende Lage,
- Fig.2
- eine schaubildliche Darstellung einer fertig verformten Polsterpackung,
- Fig.3
- eine schematische Darstellung einer Vorrichtung zum Herstellen der Polsterpackung nach Fig.2 in Draufsicht und
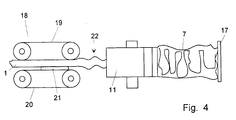
- Fig.4
- eine schematisierte Seitenansicht der Vorrichtung nach Fig.3.
- Fig. 1
- a section through a folded, still lying layer,
- Fig.2
- a diagrammatic representation of a fully deformed cushion pack,
- Figure 3
- is a schematic representation of a device for producing the cushion pack according to Figure 2 in plan view and
- Figure 4
- a schematic side view of the device of Figure 3.
Mit 1 ist in Fig. eine flachliegende Papierlage bezeichnet, die aus einer Decklage 2
und zwei Zwischenlagen 3 und 4 besteht. Die Decklage 2 ist um die beiden
Zwischenlagen 3 und 4 herumgefaltet, wobei die beiden Randstreifen 5 und 6 der
Decklage auf der Oberseite der Papierlage 1 angeordnet sind und einander überlappen.1 in FIG. 1 denotes a flat-lying paper layer, which consists of a
Dabei können die beiden Randstreifen lose aufeinander liegen oder miteinander verklebt sein.The two edge strips can lie loosely on top of each other or with each other be glued.
Auch ist es möglich die beiden Randstreifen nur aneinander stoßen oder mit einem Abstand voneinander enden zu lassen.It is also possible to only abut the two edge strips or with one Distance from each other.
Wird in den beiden letzten Fällen eine höhere Festigkeit gewünscht, so können die beiden Randstreifen mit der benachbarten Zwischenlage verklebt werden.If a higher strength is required in the last two cases, the two edge strips are glued to the adjacent intermediate layer.
Anstelle von Papier ist sowohl für die Decklage 2 als auch für die Zwischenlage jedes
andere flächige Material wie z.B. Folie oder Vlies oder auch Karton einsetzbar.Instead of paper, both for the
Je nach Anforderung ist es möglich nur eine Zwischenlage oder auch mehrere vorzusehen; darüber hinaus kann auch ganz ohne Zwischenlagen gearbeitet werden.Depending on the requirement, it is possible to have only one intermediate layer or several provide; you can also work without intermediate layers.
Diese Papierlage 1 kann nach ihrer Herstellung aufgerollt und einer getrennten
Umformstation oder auch unmittelbar einer Formeinrichtung zugeführt werden. Dabei
wird dann eine Polsterpackung 7 geschaffen, welche etwa die in Fig.2 dargestellte
Form aufweist und zum Abpolstern von Transportverpackungen sehr gut geeignet ist.This
In Fig.3 ist eine Vorrichtung zum Umformen der Papierlage 1 in eine Polsterpackung 7
dargestellt. Dazu sind zwei gegenläufig angetriebene Verformwerkzeuge 10 und 11
vorgesehen, die über ein nicht dargestelltes Zahnradpaar synchronisiert sind. Die
beiden Verformwerkzeuge 10,11 sind zweiarmig ausgebildet und weisen beide
entweder zwei Finger 13 auf, wie dies beim Verformwerkzeug 10 dargestellt ist oder
drei Finger 14, wie dies anhand des Verformwerkzeuges 11 gezeigt ist. In jedem Fall
sind aber beide Verformwerkzeuge gleich ausgebildet. Es ist auch möglich, die beiden
Verformwerkzeuge an ihrem freien Ende abgerundet auszubilden. Darüber hinaus ist
es möglich, die Verformwerkzeuge mit mehr als zwei Armen auszugestalten. Die
beiden Verformwerkzeuge sind innerhalb eines Formschachtes angeordnet, der im
wesentlichen aus zwei seitlichen Führungsblechen 15 und 16 besteht. Am Ende des
Formschachtes ist ein Querschneider 17 angeordnet, welcher die Polsterpackung 7 in
einzelne Längenabschnitte unterteilt.3 shows a device for reshaping the
Zusätzlich zu den seitlich angreifenden Verformwerkzeugen ist - wie aus Fig.4
hervorgeht - unmittelbar vor den Verformwerkzeugen 10,11 eine Vorschubeinrichtung
18 angeordnet, die aus zwei Förderbändern 19 und 20 besteht. Die beiden
Förderbänder haben einen so großen Abstand, daß die flachliegende Papierlage 1
gerade nicht erfaßt wird. Das eine der beiden Förderbänder ist mit einer Auflage 21
versehen, welche nur einen Längenabschnitt des Förderbandes einnimmt. Sobald sich
diese Auflage zwischen den beiden Förderbändern befindet wird die Papierlage
transportiert. Diese Vorschubeinrichtung 18 bzw. die Auflage 21 arbeiten
intermittierend und zwar im wesentlichen unabhängig den Verformwerkzeugen 10 und
11. D.h. zwischen den seitlichen Verformwerkzeugen und der Vorschubeinrichtung
sind Zahnradverbindungen mit sogenannten Primzahnrädern vorgesehen, wodurch ein
weitgehend unabhängiger Antrieb erreicht ist. Da die Vorschubeinrichtung schneller
läuft als die Verformwerkzeuge, erfolgt eine Längsstauchung der Papierlage 1, wie
dies mit 22 gekennzeichnet ist.In addition to the laterally acting forming tools - as in Fig. 4
emerges - a feed device immediately in front of the
Der am Ende angeordnete Querschneider 17 arbeitet erst dann, wenn die
Verformwerkzeuge 10 und 11 nicht im Eingriff sind und damit kein wesentlicher
Vorschub der Polsterpackung stattfindet.The
Claims (22)
- Method for producing a cushioning packing (7) from paper or similar plane bodies, which are folded up and shaped by tools, wherein at least one interlayer (3, 4) may be inserted in a covering layer (2) to be folded up, and the folded-up covering layer is shaped together with the interlayer, which may be provided, from the narrow sides by means of at least one shaping tool (10, 11), characterised in that, in addition to shaping by means of the shaping tool (10, 11), an intermittent feed acts on the layer (1), which is still flat yet folded up, which feed has a shaping effect in the longitudinal direction.
- Method according to Claim 1, characterised in that the two edge strips (5, 6) of the covering layer (2) are only folded over one another with a slight overlap and may be joined by gluing or similar.
- Method according to Claim 1, characterised in that the two edge strips of the covering layer do not overlap and both may be joined by gluing to a respective adjacent interlayer.
- Method according to any one of the preceding Claims, characterised in that the interlayer (3, 4) is at most as wide as the folded-up covering layer (2).
- Method according to any one of the preceding Claims, characterised in that the edge regions (5, 6) of the covering layer (2) are disposed on the top side or underside of the cushioning packing (7), while the shaping tools (10, 11) act on the side edges of the cushioning packing.
- Method according to any one of the preceding Claims, characterised in that a cross-cutter (17) is provided after the shaping tools (10, 11) in the conveying direction of the cushioning packing (7), which cutter severs portions of the cushioning packing (7) transversely to the conveying direction from the cushioning packing strand.
- Method according to Claim 6, characterised in that the cross-cutter (17) is activated while the cushioning packing (7) is free from the lateral shaping tools (10, 11).
- Method according to any one of the preceding Claims, characterised in that the intermittently applied feed speed of the layer (1), which is still flat, is higher than the transport speed of the shaping tools (10, 11).
- Cushioning packing produced according to the method according to any one of the preceding Claims, characterised in that a folded-up covering layer (2) is provided which may envelope at least one interlayer (3, 4), and that the cushioning packing (7) is provided with inward directed impressions at least at one of its longitudinal edges, and that shapings in the form of compressions extending transversely to the longitudinal direction are provided in the longitudinal direction of the cushioning packing (7).
- Cushioning packing according to Claim 9, characterised in that the two edge strips (5, 6) of the covering layer (2) are secured by being glued together or to an adjacent interlayer (3, 4), wherein the glued seam is disposed at a broad side, while the shapings are provided at the narrow sides.
- Apparatus for producing a cushioning packing according to any one of the preceding Claims, characterised in that a folding device is provided in which a covering layer (2) of the cushioning packing (7) is folded up such that an envelope which is at least largely closed is formed.
- Apparatus according to Claim 11, characterised in that a supply apparatus is provided by means of which at least one interlayer (3, 4) is introduced into the envelope.
- Apparatus according to Claim 11 or 12, characterised in that a gluing device is provided in which the two longitudinal edges (5, 6) of the covering layer (2) are glued together or to the adjacent interlayer.
- Apparatus according to Claim 11 or 12, characterised in that a shaping duct (15, 16) is provided in which at least one shaping tool (10, 11) is disposed, the latter acting on a side edge of the covering layer (2).
- Apparatus according to any one of Claims 11 to 14, characterised in that two shaping tools (10, 11) are provided, these being disposed side-by-side, driven in synchronism with one another and clamping and shaping the cushioning packing (7) between them.
- Apparatus according to Claim 15, characterised in that two shaping tools (10, 11) are rotatably mounted and driven in opposite directions, and that the shaping tools each comprise at least one shaping arm.
- Apparatus according to Claim 16, characterised in that each shaping tool (10, 11) comprises two shaping arms lying diametrically opposite one another.
- Apparatus according to Claim 16 or 17, characterised in that each shaping arm comprises at least two shaping fingers (13, 14) at its free end.
- Apparatus according to any one of Claims 11 to 18, characterised in that a cross-cutter (17) is disposed after the shaping tools (10, 11).
- Apparatus according to Claim 19, characterised in that the cross-cutter (17) is disposed at the end of the shaping duct (15, 16).
- Apparatus according to Claim 20, characterised in that the cross-cutter (17) comprises a reciprocating cutting blade, which works against a countertool disposed at the end of the shaping duct.
- Apparatus according to any one of Claims 11 to 22, characterised in that an intermittently working feed device (18) for the layer (1), which is still flat, is provided before the shaping tools (10, 11) in the direction of movement of the layer (1) or cushioning packing (7), the transport speed of which device is higher than that of the shaping tools (10, 11).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19624164A DE19624164A1 (en) | 1996-06-18 | 1996-06-18 | Method and device for producing a cushion pack and cushion pack produced therewith |
| DE19624164 | 1996-06-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0813954A1 EP0813954A1 (en) | 1997-12-29 |
| EP0813954B1 true EP0813954B1 (en) | 2002-09-25 |
Family
ID=7797187
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97109164A Expired - Lifetime EP0813954B1 (en) | 1996-06-18 | 1997-06-06 | Process and device for manufacturing dunnage material and the dunnage material manufactured by it |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6183586B1 (en) |
| EP (1) | EP0813954B1 (en) |
| JP (1) | JPH1066793A (en) |
| AT (1) | ATE224807T1 (en) |
| CZ (1) | CZ181097A3 (en) |
| DE (2) | DE19624164A1 (en) |
| HU (1) | HUP9701063A1 (en) |
| PL (1) | PL320588A1 (en) |
| SK (1) | SK77897A3 (en) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE60114826T2 (en) * | 2000-06-09 | 2006-08-10 | Ranpak Corp., Painesville | Upholstery conversion machine with gripper bars and method of use thereof |
| US20030073558A1 (en) * | 2001-10-15 | 2003-04-17 | Bill Chesterson | Machine and method for converting paper stock into dunnage |
| US20040052988A1 (en) * | 2002-09-17 | 2004-03-18 | Jean-Marc Slovencik | Cushioning product and method and apparatus for making same |
| DE10242998B4 (en) * | 2002-09-17 | 2004-07-22 | Storopack Hans Reichenecker Gmbh | Upholstery of paper, and method and device for the production thereof |
| ATE376925T1 (en) * | 2003-07-07 | 2007-11-15 | Ranpak Corp | UPHOLSTERY REPROCESSING APPARATUS WITH SEPARATOR AND METHOD |
| EP1814787B1 (en) * | 2004-11-05 | 2010-06-16 | Ranpak Corp. | Automated dunnage filling system and method |
| US20070117703A1 (en) * | 2005-11-22 | 2007-05-24 | Sealed Air Corporation | Machine and method for converting a web of material into dunnage |
| DE202009002813U1 (en) * | 2009-02-28 | 2009-06-04 | Kluge, Eugen | Device for producing a cushioning pack |
| DE102012018941A1 (en) * | 2012-09-25 | 2014-03-27 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | A machined packaging product, method and apparatus for machining the packaging product |
| DE102012222805B3 (en) * | 2012-12-11 | 2013-06-06 | Storopack Hans Reichenecker Gmbh | Method for manufacturing cushioning product, particularly for cushioning of articles contained in packages, involves providing flat, elongated, two- or multilayer paper strip |
| CN107215006A (en) | 2016-03-21 | 2017-09-29 | 陈泽生 | Paper material, devices, systems, and methods needed for paper washer manufacturing system |
| DE102016114342A1 (en) * | 2016-08-03 | 2018-02-08 | Storopack Hans Reichenecker Gmbh | Method and device for producing a padding product and padding product |
| DE102017111861A1 (en) * | 2017-05-31 | 2018-12-06 | FRESH!PACKING Gmbh | Transport packaging for temperature-sensitive products |
| EP3820691A1 (en) * | 2018-07-12 | 2021-05-19 | Pregis Innovative Packaging LLC | Stock material with daisy chain connectors |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1680203A (en) * | 1924-04-07 | 1928-08-07 | William H Cannard | Crepe and method of and apparatus for making the same |
| US2786399A (en) * | 1952-03-06 | 1957-03-26 | Veyne V Mason | Formation of crumpled sheet material filter elements and the like |
| US3650877A (en) * | 1969-10-06 | 1972-03-21 | Arpax Co | Cushioning dunnage product |
| US4026198A (en) * | 1975-05-01 | 1977-05-31 | Ranpak Corporation | Cushioning dunnage mechanism, transfer cart therefor, and method |
| US4650456A (en) * | 1985-10-30 | 1987-03-17 | Ranpak Corp. | Mechanism for producing pad-like cushioning dunnage product from sheet material with separate stock roll cart |
| US4619635A (en) * | 1985-11-04 | 1986-10-28 | Ranpak Corp. | Automatic feed circuit for dunnage converter |
| US5203761A (en) * | 1991-06-17 | 1993-04-20 | Sealed Air Corporation | Apparatus for fabricating dunnage material from continuous web material |
| EP0602580A1 (en) * | 1992-12-14 | 1994-06-22 | Tokuji Watanabe | Method and apparatus for manufacturing paper cushioning members |
| US5791483A (en) * | 1994-04-01 | 1998-08-11 | Ranpak Corp. | Cushioning product |
| ES2093502T3 (en) * | 1994-04-22 | 1996-12-16 | Naturembal Sa | PROCEDURE AND MACHINE FOR THE MANUFACTURE OF FILLING MATERIALS BY WRINKLING PAPER. |
| US5674172A (en) * | 1994-07-22 | 1997-10-07 | Ranpak Corp. | Cushioning conversion machine having a single feed/cut handle |
-
1996
- 1996-06-18 DE DE19624164A patent/DE19624164A1/en not_active Withdrawn
-
1997
- 1997-06-06 DE DE59708298T patent/DE59708298D1/en not_active Expired - Fee Related
- 1997-06-06 AT AT97109164T patent/ATE224807T1/en not_active IP Right Cessation
- 1997-06-06 EP EP97109164A patent/EP0813954B1/en not_active Expired - Lifetime
- 1997-06-10 US US08/872,565 patent/US6183586B1/en not_active Expired - Fee Related
- 1997-06-12 CZ CZ971810A patent/CZ181097A3/en unknown
- 1997-06-16 PL PL97320588A patent/PL320588A1/en unknown
- 1997-06-16 JP JP9158281A patent/JPH1066793A/en active Pending
- 1997-06-17 HU HU9701063A patent/HUP9701063A1/en unknown
- 1997-06-18 SK SK778-97A patent/SK77897A3/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| HU9701063D0 (en) | 1997-08-28 |
| DE59708298D1 (en) | 2002-10-31 |
| HUP9701063A1 (en) | 1999-11-29 |
| JPH1066793A (en) | 1998-03-10 |
| CZ181097A3 (en) | 1998-01-14 |
| EP0813954A1 (en) | 1997-12-29 |
| US6183586B1 (en) | 2001-02-06 |
| SK77897A3 (en) | 1998-01-14 |
| DE19624164A1 (en) | 1998-01-08 |
| PL320588A1 (en) | 1997-12-22 |
| ATE224807T1 (en) | 2002-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0456671B1 (en) | Bulk material for packaging, packaging system using same; process and device for producing them | |
| DE69213852T2 (en) | Device for producing filling material from web material | |
| EP0813954B1 (en) | Process and device for manufacturing dunnage material and the dunnage material manufactured by it | |
| EP2004491B1 (en) | Method for manufacturing a package and a packaging machine | |
| DE4026807C2 (en) | ||
| DE2622393A1 (en) | METHOD AND DEVICE FOR PACKAGING ARTICLES | |
| DE1561966A1 (en) | Method and device for packaging goods | |
| EP0962307B1 (en) | Device and procedure for manufacturing and stacking plastic bags | |
| EP1103369B1 (en) | Method and device for making collars for hinged-lid boxes | |
| EP0667232B1 (en) | Apparatus for making collar blanks for hinge-lid packages with rounded longitudinal edges | |
| EP0974526B1 (en) | Blocks of baglets made of thermoplastic material film and method for their manufacturing | |
| DE102008045025A1 (en) | Device for use in deep drawing machine for manufacturing folding package to pack e.g. ham, has folding devices that revert edge sections of package, in which product is extended, where product is arranged between lower and upper foils | |
| DE102009060342A1 (en) | Packaging machine for e.g. packaged goods, has transport device movable relative to another transport device, where movement of lower stamp is coupled with movement of latter transport device relative to former transport device | |
| DE19536367A1 (en) | Procedure for manufacturing stuffing material from paper | |
| DE2351069C3 (en) | Machine for dividing foils, plates, trays or other objects in the transverse and longitudinal direction | |
| EP0781189B1 (en) | Device for separating fluid packages | |
| DE3243500A1 (en) | METHOD AND DEVICE FOR PACKING SPACIAL OBJECTS | |
| EP2226188B1 (en) | Device for manufacturing an upholstery package | |
| EP3319881B1 (en) | Packaging machine having residual strip disposal | |
| EP0872421B1 (en) | Cutting and transferring station of a flat-bag handling machine operating stepwise | |
| DE4313665A1 (en) | Process and plant for the production of filling material from corrugated cardboard | |
| DE1155967B (en) | Process for the production of a packaging insert and device for its implementation | |
| EP0410226B1 (en) | Apparatus for adhesive-free joining of layers of paper, thin carton, or similar materials | |
| DE2420970A1 (en) | METHOD OF MANUFACTURING BAGS AND DEVICE FOR CARRYING OUT THE METHOD | |
| DE2109618C3 (en) | Disposable filters and process for their manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19980623 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AXX | Extension fees paid |
Free format text: AL PAYMENT 980623;LT PAYMENT 980623;LV PAYMENT 980623;RO PAYMENT 980623;SI PAYMENT 980623 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20011128 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL PAYMENT 19980623;LT PAYMENT 19980623;LV PAYMENT 19980623;RO PAYMENT 19980623;SI PAYMENT 19980623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020925 |
|
| REF | Corresponds to: |
Ref document number: 224807 Country of ref document: AT Date of ref document: 20021015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59708298 Country of ref document: DE Date of ref document: 20021031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021225 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021226 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20020925 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20020925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030606 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030606 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030630 |
|
| EN | Fr: translation not filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 0813954E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030626 |
|
| BERE | Be: lapsed |
Owner name: *HEIDELBERGER PETER Effective date: 20030630 Owner name: *FRANZ HELLMUT M. Effective date: 20030630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |