EP0806512B1 - Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern - Google Patents
Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern Download PDFInfo
- Publication number
- EP0806512B1 EP0806512B1 EP97810241A EP97810241A EP0806512B1 EP 0806512 B1 EP0806512 B1 EP 0806512B1 EP 97810241 A EP97810241 A EP 97810241A EP 97810241 A EP97810241 A EP 97810241A EP 0806512 B1 EP0806512 B1 EP 0806512B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- web
- fibres
- storage means
- fabric web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/28—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics propelled by, or with the aid of, jets of the treating material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C19/00—Breaking or softening of fabrics
Definitions
- the invention relates to a method and a device according to the preamble of the independent claims.
- Fibrillatable cellulose fibers especially Lyocell fibers (like Tencel fibers) enjoy good dyeing and Wearing properties and a variety of equipment options and method for influencing the "handle" increasing popularity.
- “Lyocell” fibers are in a solvent spinning process Manufactured cellulose fibers, the sheath by mechanical Influence is fissile, so from the surface of the jacket Protruding fibrils.
- Fibrillation in Lyocell fibers is common the strand treatment. Factors affecting the inclination to influence fibrillation are above all: pH value, Temperature and mechanical impact. Also be Commonly used cellulase enzymes to fibrillate promote.
- Cellulase enzymes are protein substances that are capable To break down cellulose.
- a cellulase enzyme consists of one Many different enzyme components. The 4 most important include: endocellulase, exocellulase, cellobiohydrolase and cellobiase.
- the effect of exocellulases results in soluble glucose directly from cellulose.
- the others Components systematically attack the cellulose chains, by arbitrarily making the formation of cellobiose more soluble Split glucose.
- EP 535 287 A1 describes a method and a device for improving the grip and surface of textile fabrics and knitted fabrics.
- the web to be treated will be alternating against a first and a second baffle hurled.
- the web is conveyed pneumatically, with a feed difference in the back and forth movement causes the web from the device is dissipated.
- polyester fibers to fibrillate an alkaline aqueous solution.
- the fibers can be broken open, for example, by that the web of goods through a relatively small opening is forced.
- JP 701566A it is known to act on fibers to fibrillate with a gas stream.
- JP 1-298273A it is also known, chemically pretreated cellulose fibers to break up.
- the invention proposes fibrillation of fibrillatable cellulose fibers such as Lyocell, in particular from Textile fabrics containing Tencel fibers carry out wider goods. This can be done according to the invention if the wide web is reached by a high one Velocity flowing fluid flow and accelerated by this and countered with the liquid flow an impact surface is thrown and if the acceleration and the spinning process is repeated until Surface areas of the fibers are split and up Form fibrils.
- the invention can be used to primary goods fibrillate and e.g. in a downstream enzyme process the long fibrils in a known manner by enzyme treatment to remove.
- the method according to the invention can also be used for secondary fibrillation is used, that is for a fibrillation process that is a first fibrillation, a subsequent treatment to reduce the too long fibrils and possibly other equipment steps after is switched.
- the material web is sequential in the opposite direction from such Liquid flow entrained and thrown against impact surfaces becomes. So it is e.g. conceivable that in a gap promote wide-ranging goods through the flow of liquid, hurling against a baffle, the goods in one Collect goods store, then the liquid flow in the Reverse direction and the goods in the opposite Accelerate direction through the gap and up against one the other side of the gap arranged second baffle to hurl and there the goods back in a store accumulate. The goods would alternate “forward and backwards "through the leadership gap Duration for funding in the "forward" direction is longer than the length of time for promotion in the opposite Direction, there is a resulting "forward” funding.
- the inventive method for fibrillation in a textile web containing cellulose fibers, in particular Lyocell fibers (such as Tencel fibers) can be particularly perform advantageously with a device in which a wide feed web in one of a liquid through the guide gap is accelerated when the Guide gap at least on one side through a nozzle element is limited, which is a feed channel for the liquid and the one on two opposite sides outlet gap narrowing towards the guide gap and a Valve element for alternately closing one of the Has exit column.
- Lyocell fibers such as Tencel fibers
- each exit gap towards the guide gap tapered and if the flow axis of the exit gap approximately at an angle ⁇ of 10 ° to 20 °, preferably about Is inclined 15 ° to the level of the guide gap.
- Fig. 1 shows schematically a Tencel fiber 1 of which Protruding fibrils 2.
- Tencel fiber 1 is a component of a fabric, not shown, that one according to the invention Has undergone treatment.
- a material web 3 a device for fibrillation 4 via a conveyor roller 5 supplied by a conveyor, not shown.
- the conveyor roller 5 continuously conveys the web into one Goods store 6. From there, the web 3 passes through the Guide gap 7 of an acceleration device 8.
- the guide gap 7 is formed by an upper and a lower one Guideway 9 a and 9 b limited.
- two exit gaps 10 are provided on the side, wherein one of the gaps can be closed by valve means 11 is.
- 2 is the Exit gap 10 a closed during the exit gap 10 b is open, while in the embodiment according to Fig. 3, the outlet gap 10 b shown as closed is.
- Water flows through the outlet gap at a speed of about 15 m / sec. from that of a feed line 12 is supplied. That from the exit column 10 b flowing water entrains the web 3, accelerates it and hurls it against a baffle 13, causing the Web 3 and the fibers from which web 3 is made, be mechanically stressed. From the baffle 13 falls the web down into a goods store 17, from which it can be transported away by conveyor rollers 14 and 15.
- valve means can be moved laterally, so that alternately the exit columns 10 a or the Exit columns 10 b is closed. Depending on what outlet gap the liquid is at high speed emerges, the web 3 is either against the impact surface 13 or the impact surface 16 flung.
- the mutual Skidding is particularly uniform and for the handle of the goods effective mechanical treatment of the web.
- Fig. 3 shows an embodiment in which a guide gap 7 on both the top and bottom the web 3 with exit gaps 10 a, 10 b, provided is. Accordingly, two valve means 11 are also provided, the exit columns in the operating state shown Close 10 b so that the liquid Exit columns 10 a is fed and the goods in the direction of the arrow x is promoted and accelerated.
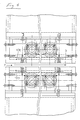
- Fig. 4 shows a top view of the guide gap 7, according to Fig. 3, through which the web 3 through which transports water at high speed becomes.
- the exit gaps 10a and 10b are on both sides indicated by dashed lines. (As stated above, the 2 only on the underside of the Guide gap 7 provided an outlet opening 10 a).
- the number of treatment steps (spinning on one Impact surface), the regulation of the impact speed, by one-sided or mutual treatment in the invention, the degree of fibrillation and thus the Affect surface quality and the feel of the goods.
- Upstream and downstream enzyme treatment steps can be used to fibrillate to influence in addition.
- the force with which the wet goods hit the impact surfaces thrown obviously depends on both Velocity of the conveying liquid as well as the length of the Acceleration path, any braking effects and the mass wet goods at the moment of impact.
- forces per centimeter of fabric width occur Of the order of 2.5 to 9 Newtons. Preferably lie the values between 5 and 9 Newtons per cm. this leads to particularly good fibrillation results.
- the invention is particularly effective when used with fabrics, which are made entirely of fibrillatable cellulose fibers, such as "Lyocell” fibers (especially Tencel fibers) exist. It but it is also possible to treat goods made from mixed fibers or blended fabrics.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Polysaccharides And Polysaccharide Derivatives (AREA)
- Nonwoven Fabrics (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Description
- Fig. 1
- eine schematische Darstellung einer fibrillierten Tencel Faser als Beispiel für eine fibrillierte Cellulose Faser,
- Fig. 2
- die schematische Darstellung eines Warenlaufs mit den Merkmalen der Erfindung,
- Fig. 3
- eine Schnittdarstellung durch einen Führungsspalt zum Beschleunigen der Warenbahn mit den Merkmalen der Erfindung, und
- Fig. 4
- die ausschnittsweise Darstellung des Führungsspalts gemäss Fig. 3 in der Ansicht aus der Richtung "A" gemäss Fig. 3.
Claims (9)
- Verfahren zum Fibrillieren von in einer textilen Warenbahn (3) enthaltenen fibrillierbaren Cellulose-Fasern, insbesondere Lyocell-Fasern, dadurch gekennzeichnet, dass die ausgebreitete Warenbahn durch einen mit hoher Geschwindigkeit strömenden Flüssigkeitsstrom beaufschlagt und beschleunigt wird, dass die beschleunigte Warenbahn durch den Flüssigkeitsstrom gegen eine Prallfläche (13, 16) geschleudert wird, und dass der Beschleunigungs- und Schleudervorgang so oft wiederholt wird, bis Oberflächenbereiche der Fasern gespalten werden und sich Fibrillen bilden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Warenbahn (3) in einem Warenspeicher (6) angesammelt und sodann dem Flüssigkeitsstrom zugeführt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Warenbahn (3) von der Prallfläche (13) einem zweiten Warenspeicher (17) zugeführt und dort angesammelt wird, dass sodann durch einen in entgegengesetzter Richtung strömenden Flüssigkeitsstrom die Warenbahn aus dem zweiten Warenspeicher (17) abgezogen und in den ersten Warenspeicher (6) zurückbefördert wird, wobei die Warenbahn (3) von dem mit hoher Geschwindigkeit strömenden Flüssigkeitsstrom beschleunigt und gegen eine zweite Prallfläche (16) geschleudert wird.
- Verfahren nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Warenbahn (3) durch einen alternierenden Flüssigkeitsstrom abwechselnd zwischen den beiden Warenspeichern (6, 17) hin und her gefördert und dabei jeweils gegen eine Prallfläche (13, 16) geschleudert wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass dem ersten Warenspeicher (6) laufend zusätzlich Ware (3) zugeführt und dass aus dem zweiten Warenspeicher (17) laufend Ware abgeführt wird, und dass bei vorbestimmten Förder- und Beschleunigungsschritten eine längere Warenbahn (3) in den zweiten Warenspeicher (17) gefördert wird, als beim darauffolgenden, entgegengesetzt gerichteten Beschleunigungsprozess zurück in den ersten Warenspeicher (6) gefördert wird.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Warenbahn auf eine Geschwindigkeit von wenigstens 8 m/Sek., vorzugsweise auf eine Geschwindigkeit von 9 m/Sek. bis 15 m/Sek. beschleunigt wird.
- Vorrichtung zum Fibrillieren von in einer textilen Warenbahn enthaltenen fibrillierbaren Cellulose-Fasern, insbesondere von Tencel-Fasern, dadurch gekennzeichnet, dass eine die zu fibrillierenden Fasern (1) enthaltene Warenbahn (3) in einem von einer Flüssigkeit durchströmten Führungsspalt (7) beschleunigt wird, wobei der Führungsspalt (7) wenigstens auf einer Seite durch ein Düsenelement (9a, 9b, 10a, 10b) begrenzt ist, das einen Zufuhrkanal (12) für die Flüssigkeit und auf zwei entgegengesetzten Seiten einen sich zum Führungsspalt (7) verengenden düsenartigen Austrittsspalt (10a, 10b) und ein Ventil-Element (11) zum abwechselnden Verschliessen einer der Austrittsspalten (10a, 10b) aufweist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass auf beiden Seiten des Führungsspalts (7) Austrittsspalte (10a, 10b) vorgesehen sind.
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass der Austrittsspalt (10a, 10b) unter einem Winkel α von 10 bis 25 und vorzugsweise von 15° bis 20° zur Ebene des Führungsspalts (7) verläuft.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH117396 | 1996-05-08 | ||
| CH1173/96 | 1996-05-08 | ||
| CH117396 | 1996-05-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0806512A1 EP0806512A1 (de) | 1997-11-12 |
| EP0806512B1 true EP0806512B1 (de) | 2001-08-08 |
Family
ID=4204209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97810241A Expired - Lifetime EP0806512B1 (de) | 1996-05-08 | 1997-04-18 | Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5845355A (de) |
| EP (1) | EP0806512B1 (de) |
| JP (1) | JPH1088467A (de) |
| AT (1) | ATE204038T1 (de) |
| DE (1) | DE59704221D1 (de) |
| ES (1) | ES2165012T3 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19732230A1 (de) * | 1997-07-26 | 1999-01-28 | Kuesters Eduard Maschf | Verfahren und Vorrichtung zum Fibrillieren oder Defibrillieren von Cellulosefasern |
| DE19825123C2 (de) * | 1998-06-05 | 2003-07-03 | Silke Baumann | Verfahren zur Erzeugung einer Fibrillation auf textilen Flächengebilden, die mehrheitlich Zellulose-Regeneratfasern enthalten |
| US6110588A (en) * | 1999-02-05 | 2000-08-29 | 3M Innovative Properties Company | Microfibers and method of making |
| US6630231B2 (en) | 1999-02-05 | 2003-10-07 | 3M Innovative Properties Company | Composite articles reinforced with highly oriented microfibers |
| ES2172364B1 (es) * | 1999-05-20 | 2003-10-16 | Jaume Anglada Vinas Sa | Aparato para el tratamiento de tejidos |
| US6680114B2 (en) | 2001-05-15 | 2004-01-20 | 3M Innovative Properties Company | Fibrous films and articles from microlayer substrates |
| ITFI20010168A1 (it) * | 2001-09-12 | 2003-03-12 | Coramtex Srl | Macchina e metodo per il trattamento in continuo di un tessuto |
| US6692823B2 (en) | 2001-12-19 | 2004-02-17 | 3M Innovative Properties Company | Microfibrillated articles comprising hydrophillic component |
| US6753080B1 (en) * | 2002-01-29 | 2004-06-22 | 3M Innovative Properties Company | Receptor medium having a microfibrillated surface |
| ITMI20021220A1 (it) * | 2002-06-05 | 2003-12-05 | Savio Macchine Tessili Spa | Procedimento e dispositivo per il mercerizzo in continuo dei filati tessili |
| ES2677229T3 (es) * | 2014-03-05 | 2018-07-31 | Biancalani S.R.L. | Método y máquina para tratar tejidos textiles con un flujo de aire ajustable |
| ITUB20153062A1 (it) * | 2015-08-12 | 2017-02-12 | Salvade S R L | Macchina per il trattamento di tessuti |
| TWI646234B (zh) * | 2015-08-28 | 2019-01-01 | 立信歐洲有限責任公司 | 處理裝置的繩狀紡織品 |
| CN107475864A (zh) * | 2017-08-30 | 2017-12-15 | 江苏箭鹿毛纺股份有限公司 | 一种纳米抗菌防臭花呢及其生产工艺 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3593546A (en) * | 1967-12-16 | 1971-07-20 | Hirano Kinzoku Co Ltd | Fabric-relaxing apparatus |
| US3626449A (en) * | 1970-01-23 | 1971-12-07 | Komatsu Seiren Co | Apparatus for continuously relaxing textile material in a treating liquid |
| US4291442A (en) * | 1978-10-02 | 1981-09-29 | Milliken Research Corporation | Process for fibrillating polyester |
| EP0126178B1 (de) * | 1982-08-16 | 1988-06-22 | Toray Industries, Inc. | Vorrichtung zum Scheren oder zum Erzeugen einer Haardecke auf flächigem Textilgut |
| JPS6170065A (ja) * | 1984-09-13 | 1986-04-10 | 株式会社 日阪製作所 | 布帛の液流処理装置 |
| JP2611334B2 (ja) * | 1988-05-25 | 1997-05-21 | 東洋紡績株式会社 | 再生セルロース系繊維織編物の加工方法 |
| JPH0735634B2 (ja) * | 1991-07-29 | 1995-04-19 | 内外特殊染工株式会社 | 布帛の加工処理方法 |
| ATE137542T1 (de) * | 1991-09-21 | 1996-05-15 | Solipat Ag | Verfahren und vorrichtung zur griff- und oberflächenverbesserung von textilen geweben und gewirken |
| DE59107436D1 (de) * | 1991-09-21 | 1996-03-28 | Solipat Ag | Verfahren und Vorrichtung zum Krumpfen von textilen Geweben |
| JPH0711566A (ja) * | 1993-06-26 | 1995-01-13 | Toyobo Co Ltd | 絹様布帛の製造方法 |
| ES2082694B1 (es) * | 1993-09-28 | 1998-01-01 | Jauma Anglada Vinas S A | Maquina para tratamiento en humedo de tejidos. |
| IT1269065B (it) * | 1994-01-03 | 1997-03-21 | Biancalani F & C Off Mec | Macchina e metodo per il lavaggio in continuo di un tessuto, in specie per il lavaggio in corda |
| IT1272912B (it) * | 1995-01-19 | 1997-07-01 | Zonco Federico & Figlio | Macchina per il trattamento ad umido ed a secco di tessuti in corda o in largo |
-
1997
- 1997-04-18 EP EP97810241A patent/EP0806512B1/de not_active Expired - Lifetime
- 1997-04-18 US US08/840,461 patent/US5845355A/en not_active Expired - Fee Related
- 1997-04-18 DE DE59704221T patent/DE59704221D1/de not_active Expired - Fee Related
- 1997-04-18 ES ES97810241T patent/ES2165012T3/es not_active Expired - Lifetime
- 1997-04-18 AT AT97810241T patent/ATE204038T1/de not_active IP Right Cessation
- 1997-05-07 JP JP9117129A patent/JPH1088467A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1088467A (ja) | 1998-04-07 |
| EP0806512A1 (de) | 1997-11-12 |
| DE59704221D1 (de) | 2001-09-13 |
| US5845355A (en) | 1998-12-08 |
| ES2165012T3 (es) | 2002-03-01 |
| ATE204038T1 (de) | 2001-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0806512B1 (de) | Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern | |
| DE10065859B4 (de) | Verfahren und Vorrichtung zur Herstellung von im Wesentlichen endlosen feinen Fäden | |
| EP0880611B1 (de) | Verfahren zum aerodynamischen texturieren, texturierdüse, düsenkopf sowie verwendung | |
| DE2620118A1 (de) | Garnspinnmaschine | |
| EP0331946B1 (de) | Einrichtung zur Erzeugung von Fasern, insbesondere Mineralfasern, aus einer Schmelze | |
| DE2655340A1 (de) | Vorrichtung zum spinnen textiler fasern | |
| DE4040242A1 (de) | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren | |
| DE29521570U1 (de) | Vorrichtung zum Herstellen eines nicht-gewebten textilen Tuches mittels Druckwasserstrahlen | |
| EP1058745B1 (de) | Verfahren zur luftblastexturierung von endlosfilamentgarn sowie garnveredelungseinrichtung, ferner deren verwendung | |
| EP4015681B1 (de) | Spinnstelle mit einer reinigungsdüse und verfahren zum reinigen eines garnbildungselements | |
| EP1402100B1 (de) | Verfahren und vorrichtung zum behandeln einer fasermasse | |
| DE4240026C2 (de) | Garnitur für eine Auflösewalze einer OE-Spinnvorrichtung | |
| DE3041089A1 (de) | Nonwoven-stoff | |
| DE3639031C2 (de) | ||
| CH679491A5 (de) | ||
| EP2065499B1 (de) | Düsenleiste | |
| EP0175862B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Garnes | |
| EP4544115A1 (de) | Verfahren und vorrichtung zum herstellen einer faserbahn | |
| EP1215022A1 (de) | Verfahren zum Herstellen eines Verbundwerkstoffs aus Endlosfasern und Kunststoff | |
| DE2729167A1 (de) | Vorrichtung zum herstellen von mineralwolle o.dgl. fasergebilden aus einer mineralschmelze | |
| DE69211664T2 (de) | Verfahren und Anlage zur Herstellung, im Dauerverfahren, einer Mineralwollmatte | |
| WO2001068958A1 (de) | Verfahren und vorrichtung zur herstellung von cellulosefasern und cellulosefilamentgarnen | |
| WO1999045182A1 (de) | Verfahren zur luftblastexturierung von endlosfilamentgarn sowie garnveredelungseinrichtung, ferner deren verwendung | |
| EP3289125A1 (de) | Vliestrichter zum verdichten eines faservlieses mit einem leitelement | |
| CH533712A (de) | Vorrichtung zur Behandlung eines endlosen Faserstranges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19980113 |
|
| 17Q | First examination report despatched |
Effective date: 19991216 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19991216 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 204038 Country of ref document: AT Date of ref document: 20010815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59704221 Country of ref document: DE Date of ref document: 20010913 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: HEPP, WENGER & RYFFEL AG |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20011002 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2165012 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020313 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020320 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020404 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20030407 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030418 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030428 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030430 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030701 Year of fee payment: 7 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041103 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050418 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040419 |