EP0806391B1 - Device for feeding printed articles to a further work station - Google Patents
Device for feeding printed articles to a further work station Download PDFInfo
- Publication number
- EP0806391B1 EP0806391B1 EP97105341A EP97105341A EP0806391B1 EP 0806391 B1 EP0806391 B1 EP 0806391B1 EP 97105341 A EP97105341 A EP 97105341A EP 97105341 A EP97105341 A EP 97105341A EP 0806391 B1 EP0806391 B1 EP 0806391B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- arrangement
- intermediate stack
- printed product
- printed
- conveying
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/669—Advancing articles in overlapping streams ending an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6645—Advancing articles in overlapping streams buffering an overlapping stream of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H83/00—Combinations of piling and depiling operations, e.g. performed simultaneously, of interest apart from the single operation of piling or depiling as such
- B65H83/02—Combinations of piling and depiling operations, e.g. performed simultaneously, of interest apart from the single operation of piling or depiling as such performed on the same pile or stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/421—Forming a pile
- B65H2301/4212—Forming a pile of articles substantially horizontal
- B65H2301/42122—Forming a pile of articles substantially horizontal by introducing articles from under the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/423—Depiling; Separating articles from a pile
- B65H2301/4232—Depiling; Separating articles from a pile of horizontal or inclined articles, i.e. wherein articles support fully or in part the mass of other articles in the piles
- B65H2301/42324—Depiling; Separating articles from a pile of horizontal or inclined articles, i.e. wherein articles support fully or in part the mass of other articles in the piles from top of the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4472—Suction grippers, e.g. moved in paths enclosing an area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44732—Belts, endless moving elements on which the material is in surface contact transporting articles in overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4474—Pair of cooperating moving elements as rollers, belts forming nip into which material is transported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4475—Rotary or endless transport devices having elements acting on edge of articles
Definitions
- the present invention relates to a device for Delivery of accumulations in a scale formation, preferably folded printed matter to a finishing station.
- a device of this type is in the older EP-A 0 755 886 disclosed. It points above a stacking point at the fed by means of a first conveyor An intermediate stack is formed from printed products driven conveyor wheel encompassed by a pressure belt on, the several recesses evenly distributed around the circumference having.
- One also located above the stacking point and suction arrangement driven synchronously with the feed wheel is intended to be the top printed product of the Intermediate stack to lift off from this and with one to one Edge of the printed product in the area to introduce the relevant recess of the feed wheel, which the printed product by bending in the of the feed wheel and Pressure belt formed conveyor gap directs.
- the suction arrangement must the said edge of the in the effective area of the conveyor wheel spent printed product drive around, which takes a certain amount of time.
- the printed products are by means of the Conveyor wheel bent considerably, which is because of the risk of injury the printed matter not with any high Speed can be made.
- Another preferred embodiment of the invention Device according to claim 3 sets at any processing speed and even in the event of a temporary standstill reliable formation of the whole device a regular scale formation.
- Device according to claim 5 is the alignment of printed matter, i.e. the leading edge of the supplied printed matter the one below remains leading even when it is being conveyed away
- the flat side of the printed matter remains on the bottom and every printed matter is also in the away Scale formation on the trailing one.
- Device according to claim 6 form support elements in the funding area of the first funding facility a support for the intermediate stack. This prevents the Damage to the bottom printed product of the intermediate stack by the first conveyor.
- Another preferred embodiment of the invention Device according to claim 8 ensures damage-free pushing of the top printed product of the intermediate stack, even if the Stick printed matter together.
- Another preferred embodiment of the invention Device according to claim 9 allows a variable Buffer capacity of the intermediate stack. This causes phase shifts as well as short-term differences in time the resulting printed matter and the finishing station as well as gaps in the resulting scale formation recordable.
- the device shown in FIGS. 1 and 2 has a first conveyor device 10, which is intended to feed printed products 12 occurring in a scale formation S 1 in the conveying direction F 1 to a stacking point 14.
- a first conveyor device 10 which is intended to feed printed products 12 occurring in a scale formation S 1 in the conveying direction F 1 to a stacking point 14.
- each printed product lies on the trailing one, which enables the formation of an intermediate stack 16 loaded from below at the stacking point 14.
- the scale formation S 1 can have irregularities, ie the distance A between corresponding edges of successive printed products 12 can be different, two or more printed products 12 can be congruent with one another or there can be gaps.
- the suction arrangement 18 has a rotor 22 on, via a belt drive 24 with a drive motor 25 is connected and on which three parallel to the axis of rotation 22 'of the rotor 22 extending axes 26 freely rotatable are stored.
- the axes 26 are at the same distance from Axis of rotation 22 'and evenly distributed in the circumferential direction arranged.
- the two suction heads 30 wears.
- the rotor 22 is in a on a machine frame 20 attached housing 32 rotatably mounted in which a control device, not shown, for pivoting of the axes 26 as a function of the rotational position of the rotor 22 is arranged.
- the suction arrangement 18 is intended for when rotating the rotor 22 in the direction of the arrow D with the suction heads 30 assigned to an axis 26 from the top to the top printed product 12 of each Intermediate stack 16, adjacent to an edge 34 of the Printed product 12 to create and the captured Printed product 12 from this edge 34 from below Printed product 12 of the intermediate stack 16 stand out, with the printed products 12 relative practically not shifted towards each other.
- the Suction device arrangement 18 becomes the detected printed product 12 with its edge 34 in the effective range of a synchronous Suction arrangement 18 driven, also above the Stacking point 14 arranged push assembly 36 spent.
- the push arrangement 36 has one via a further belt drive 24 'connected in the same direction to the drive 25 to the direction of rotation D driven cam roller 38 with cam-like evenly distributed in the circumferential direction Projections 40 on.
- Flank 42 of each projection 40 closes with the at least approximately circular roller core 44 a acute angle ⁇ . That of the roll core 44 and the leading one Edge 42 formed edge area forms a Stop 46 for the edge 34 of the printed product in question 12.
- the stops 46 thus run along the closed orbit 48 um and are at a constant distance arranged one behind the other.
- the projections 40 continue to form with their leading Flank 42 a support element 50 for reaching under each Printed matter 12 to keep it from falling after release by the suction arrangement 18 prevent.
- the cam roller 38 is located approximately in the middle of the intermediate stack 16, whereas the suction heads 30 rotate laterally offset at a small distance from the cam roller 38.
- the stacking point 14 is followed by a second conveying device 52.
- the end on this side of the second conveyor 52 designed as a belt conveyor 54 is located adjacent to the upper side of the intermediate stack 16 and its end remote from the stacking point 14 is located at the further processing point indicated by reference number 56.
- the drive of the second conveyor 52 is coordinated with the speed of the drive motor 25.
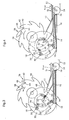
- FIGS. 3 and 4 The interaction between the suction arrangement 18 and The push arrangement 36 is in particular from FIGS. 3 and 4 recognizable in which, for the sake of simplicity, next to the Intermediate stack 16 and the belt conveyor 54 only simplified the suction arrangement 18 and the cam roller 38 are shown are.
- the pear-like trajectory is also in these figures 58 of the suction heads 30 indicated by dash-dotted lines. This lays one with a point pointing downwards Detection point for the printed products 12 fixed and intersects, seen in view, the orbit 48 of the stops 46.
- a pair of suction heads 30 lies at the detection point from above on the flat side of the uppermost printed product 12 of the intermediate stack 16, adjacent to the trailing edge 34 seen in the conveying direction F 2 , and is sucked in as a result of the connection a vacuum source attached to this (Fig. 4).
- the pair of suction heads 30 in question moves along an at least approximately circular section of the movement path 58 in the direction of the intersection of the movement path 58 and the orbit 48 of the stops 46, in the vicinity of which a delivery point for the respective of the suction device 18 held printed product 12 is arranged.
- the cam roller 38 which is also driven in the direction of rotation D, now engages under this projection 40 with a projection 40 (FIG. 3), after which the relevant suction heads 30 are separated from the vacuum source. Because the radius of the essentially circular section of the movement path 58 is substantially smaller than the dimension of the printed products 12 seen in the conveying direction F 2 , they essentially maintain their position when they are lifted off the intermediate stack 16 in the conveying direction F 2 .
- the intermediate stack 16 pushes it away in the conveying direction F 2 and with the leading edge 60 opposite the trailing edge 34 into the effective area of the second conveying device 52 pushed (Fig. 4). Since the conveying speed v 2 of the second conveying device 52 is greater than the rotational speed v U of the stops 46, the printed products 12 are pulled by the second conveying device 52 from the effective area of the projections 40, so that the printed products 12 are injured by these projections 40 themselves at a very high speed of the cam roller 38 is prevented.
- the printed products 12 shown are folded printed products such as magazines, newspapers and the like, or parts thereof, the fold the Edge 34 forms, in the vicinity of which the suction heads 30 attack. This ensures that even multi-leaf Printed products 12 processed without problems can be.
- a nozzle arrangement 62 is arranged on a support of the machine frame 20 at the rear end of the stacking point 14, as seen in the conveying direction F 2 , which is designed to direct an air jet between the printed product 12 raised by means of suction heads 30 and the Initiate intermediate stack 16, which allows the printed product 12 to be pushed away easily from the intermediate stack 16, even if the printed products 12 have a tendency to adhere to one another.
- a weight roller 64 interacts with the belt conveyor 54. As soon as the printed product 12 pushed from the intermediate stack 16 with the leading edge 60 enters the gap formed by the weight roller 64 and the belt conveyor 54, it is taken along in a precisely defined manner by the second conveyor device 52, which likewise contributes to the formation of the regular scale formation S 2 .
- the first conveyor device 10 has a ribbon conveyor 66.
- These thus form a support for the intermediate stack 16 in the effective area of the first conveyor 10.
- a free-running pressure belt 72 interacts with the belt conveyor 66 in order to ensure that the printed products 12 supplied are securely inserted into the intermediate stack 16 from below.
- a stop 74 is fastened to support elements 70 at the end of the stacking point 16.
- the printed products 12 fed to the intermediate stack 16 are brought into abutment with this leading edge 60 at this stop 74, thereby ensuring the formation of a good quality intermediate stack 16, even at a very high processing speed.
- damage to the printed products 12 by the tapes 68 is reliably prevented.
- the first conveyor 10 is designed as a rocker, around the axis 76 'of the deflection roller 76 for the tapes 68 is pivotable in the direction of the double arrow B.
- the support elements 70 can be raised and lowered to be independent to ensure from the height of the intermediate stack 16 that its top is always essentially the same Height to ensure a safe grasp of each uppermost printed product 12 through the suction heads 30 to ensure.
- a height button 78 picks up the location of the uppermost printed product 12 of the intermediate stack 14 at the trailing edge 34. By the signal of this Height sensor 78 becomes the pivot position of the first conveyor 10 regulated.
- the support elements 70 and one arranged below them Deflection roller 80 for the tapes 68 are on one Carriage 81 arranged in the longitudinal direction of the ribbon conveyor 66 is displaceable. Together with the The second conveyor 52 also becomes a carriage 81 postponed, making it easy to customize the device to be processed in different formats Printed products 12 is enabled.
- the trailing one Edge 34 of printed products 12 in intermediate stack 16 and thus the suction arrangement 18 and push arrangement 36 can regardless of the format of the printed products to be processed 12 remain in the same place.
- the Position of the deflection roller 80 when processing the largest format Printer products 12 are indicated by dashed lines and labeled 80 '.
- Ribbon 68 made of a rubber-elastic material, so that the change in length due to the displacement of the deflecting roller 80 can be easily recorded by them themselves can.
- Stop element 82 on the belt conveyor 54 arranged that at a greater height of the intermediate stack 16th and thereby caused the first to pivot downward Conveyor 10 prevents any Interference of the intermediate stack 16 printed products 12 protrude from this and could be jammed.
- the Stop element 82 is displaceable with the belt conveyor 54.
- a further stop element 84 is provided in the nozzle arrangement 62 is attached to the machine frame 20. It acts with the trailing edges 34 for stabilization of the intermediate stack 16 together.
- the push arrangement 36 in such a way that that on a self-contained traction element, for example a chain or a band, the stops 46 forming Cams are arranged at a fixed distance.
- first conveying device 10 in such a way that, seen in FIG. 1, the printed products 12 are fed to the stacking point 14 below the second conveying device 52 from right to left. In this case, the leading end in the imbricated formation S 1 edge in the imbricated formation S 2 to the trailing edge.
- the suction arrangement can also differ from that shown be trained.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Discharge By Other Means (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Description
Die vorliegende Erfindung betrifft eine Vorrichtung zum Zubringen von in einer Schuppenformation anfallenden, vorzugsweise gefalteten Druckereierzeugnissen zu einer Weiterverarbeitungsstelle.The present invention relates to a device for Delivery of accumulations in a scale formation, preferably folded printed matter to a finishing station.
Eine Vorrichtung dieser Art ist in der älteren EP-A 0 755 886 offenbart. Sie weist oberhalb einer Stapelstelle, an der aus mittels einer ersten Fördereinrichtung zugeführten Druckereierzeugnissen ein Zwischenstapel gebildet wird, ein angetriebenes, von einem Anpressband umgriffenes Förderrad auf, das mehrere am Umfang gleichmässig verteilte Ausnehmungen aufweist. Eine ebenfalls oberhalb der Stapelstelle angeordnete und synchron mit dem Förderrad angetriebene Saugeranordnung ist dazu bestimmt, das jeweils oberste Druckereierzeugnis des Zwischenstapels von diesem abzuheben und mit einem an eine Kante des Druckereierzeugnisses anschliessenden Bereich in die betreffende Ausnehmung des Förderrades einzuführen, welches das Druckereierzeugnis durch Biegen in den vom Förderrad und Anpressband gebildeten Förderspalt lenkt. Bei dieser bekannten Vorrichtung muss die Saugeranordnung die genannte Kante des in den Wirkbereich des Förderrades verbrachten Druckereierzeugnisses umfahren, was eine gewisse Zeit beansprucht. Überdies werden die Druckereierzeugnisse mittels des Förderrades erheblich gebogen, was wegen der Verletzungsgefahr der Druckereierzeugnisse nicht mit beliebig hoher Geschwindigkeit gemacht werden kann. A device of this type is in the older EP-A 0 755 886 disclosed. It points above a stacking point at the fed by means of a first conveyor An intermediate stack is formed from printed products driven conveyor wheel encompassed by a pressure belt on, the several recesses evenly distributed around the circumference having. One also located above the stacking point and suction arrangement driven synchronously with the feed wheel is intended to be the top printed product of the Intermediate stack to lift off from this and with one to one Edge of the printed product in the area to introduce the relevant recess of the feed wheel, which the printed product by bending in the of the feed wheel and Pressure belt formed conveyor gap directs. In this known Device, the suction arrangement must the said edge of the in the effective area of the conveyor wheel spent printed product drive around, which takes a certain amount of time. In addition, the printed products are by means of the Conveyor wheel bent considerably, which is because of the risk of injury the printed matter not with any high Speed can be made.
Es ist deshalb eine Aufgabe der vorliegenden Erfindung, eine Vorrichtung zum Zubringen von in einer Schuppenformation anfallenden Druckereierzeugnissen zu einer Weiterverarbeitungsstelle zu bilden, die bei schonender Behandlung der Druckereierzeugnisse eine hohe Verarbeitungskapazität ermöglicht.It is therefore an object of the present invention a device for feeding in a scale formation accrued printed matter to a finishing station to form that with gentle treatment of the printed products has a high processing capacity enables.
Diese Aufgabe wird mit einer Vorrichtung gelöst, die die
Merkmale des Anspruchs 1 aufweist.This object is achieved with a device that
Features of
Da die Druckereierzeugnisse vom Zwischenstapel gestossen werden, gelangen sie dadurch ausserhalb dem Wirkbereich der Saugeranordnung, so dass diese das betreffende Druckereierzeugnis nicht umfahren muss. Dies erlaubt eine wenig Platz beanspruchende Ausbildung der Bewegungsbahn der Saugeranordnung als auch das Anordnen mehrerer entlang derselben Bewegungsbahn umlaufenden Saugköpfe mit geringem gegenseitigem Abstand. Eine hohe Verarbeitungskapazität bei ruhigem Lauf der Vorrichtung wird dadurch erzielt. Da aufeinanderfolgende Druckereierzeugnisse mittels im Abstand hintereinander angeordneten Anschlägen einer zweiten Fördereinrichtung zugestossen werden, wird die Bildung einer regelmässigen Schuppenformation erzielt.Because the printed products kicked off the intermediate stack they get outside the effective range the suction arrangement, so that this the relevant printed product does not have to drive around. This allows a little Space-consuming design of the movement path of the suction arrangement as well as arranging several along the same Trajectory with low suction head mutual distance. A high processing capacity this is achieved when the device runs smoothly. There successive printed matter by means of at a distance one behind the other stops of a second Funding will be added to education achieved a regular scale formation.
Bei einer besonders bevorzugten Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 2 werden die Druckereierzeugnisse sehr rasch aus dem Einwirkbereich der Anschläge weggefördert, was eine Beschädigung der Druckereierzeugnisse beim Wegbewegen der Anschläge aus der Bewegungsbahn der Druckereierzeugnisse verhindert.In a particularly preferred embodiment of the invention Device according to claim 2 Printed matter very quickly from the area of influence Stops carried away, causing damage to printed products when moving the stops out of the movement path which prevents printed products.
Eine weitere bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 3 stellt bei jeder Verarbeitungsgeschwindigkeit und selbst bei zeitweisem Stillstand der ganzen Vorrichtung die zuverlässige Bildung einer regelmässigen Schuppenformation sicher.Another preferred embodiment of the invention Device according to claim 3 sets at any processing speed and even in the event of a temporary standstill reliable formation of the whole device a regular scale formation.
Eine besonders einfache Ausbildung der erfindungsgemässen Vorrichtung ist im Anspruch 4 definiert.A particularly simple design of the inventive Device is defined in claim 4.
Bei einer weiteren bevorzugten Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 5 wird die Ausrichtung der Druckereierzeugnisse beibehalten, d.h. die vorlaufende Kante der zugeführten Druckereierzeugnisse bleibt auch beim Wegfördern vorlaufend, die untenliegende Flachseite der Druckereierzeugnisse bleibt untenliegend und jedes Druckereierzeugnis liegt auch in der weggeführten Schuppenformation auf dem nachlaufenden auf.In a further preferred embodiment of the invention Device according to claim 5 is the alignment of printed matter, i.e. the leading edge of the supplied printed matter the one below remains leading even when it is being conveyed away The flat side of the printed matter remains on the bottom and every printed matter is also in the away Scale formation on the trailing one.
Bei einer weiteren bevorzugten Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 6 bilden Auflageelemente im Förderbereich der ersten Fördereinrichtung eine Auflage für den Zwischenstapel. Dies verhindert die Beschädigung des jeweils untersten Druckereierzeugnisses des Zwischenstapels durch die erste Fördereinrichtung.In a further preferred embodiment of the invention Device according to claim 6 form support elements in the funding area of the first funding facility a support for the intermediate stack. This prevents the Damage to the bottom printed product of the intermediate stack by the first conveyor.
Eine äusserst einfache Anpassung der Vorrichtung an das Format der zu verarbeitenden Druckereierzeugnisse ist durch die bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 7 gewährleistet.An extremely simple adaptation of the device to the Format of the printed products to be processed by the preferred embodiment of the invention Device according to claim 7 guaranteed.
Eine weitere bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 8 gewährleistet ein beschädigungsfreies Schieben des jeweils obersten Druckereierzeugnisses des Zwischenstapels, selbst wenn die Druckereierzeugnisse aneinander haften. Another preferred embodiment of the invention Device according to claim 8 ensures damage-free pushing of the top printed product of the intermediate stack, even if the Stick printed matter together.
Eine weitere bevorzugte Ausbildungsform der erfindungsgemässen Vorrichtung gemäss Anspruch 9 erlaubt eine variable Pufferkapazität des Zwischenstapels. Dadurch sind Phasenverschiebungen wie auch kurzzeitige Unterschiede im Takt der anfallenden Druckereierzeugnisse und der Weiterverarbeitungsstelle sowie Lücken in der anfallenden Schuppenformation aufnehmbar.Another preferred embodiment of the invention Device according to claim 9 allows a variable Buffer capacity of the intermediate stack. This causes phase shifts as well as short-term differences in time the resulting printed matter and the finishing station as well as gaps in the resulting scale formation recordable.
Die vorliegende Erfindung wird nun anhand eines in der Figur dargestellten Ausführungsbeispiels näher dargelegt. Es zeigen rein schematisch:
- Fig. 1
- in Ansicht eine Vorrichtung zum Zubringen von in einer Schuppenformation anfallenden Druckereierzeugnissen zu einer Weiterverarbeitungsstelle gemäss der Erfindung;
- Fig. 2
- die in der Fig. 1 gezeigte Vorrichtung in einem Schnitt entlang der Linie II-II der Fig. 1; und
- Fig. 3 und 4
- einen Teil der in der Fig. 1 gezeigten Vorrichtung zu zwei unterschiedlichen Zeitpunkten eines Arbeitstaktes.
- Fig. 1
- in view a device for feeding printed products resulting in a scale formation to a further processing point according to the invention;
- Fig. 2
- the device shown in Figure 1 in a section along the line II-II of Fig. 1. and
- 3 and 4
- a part of the device shown in FIG. 1 at two different times of a work cycle.
Die in den Fig. 1 und 2 gezeigte Vorrichtung weist eine
erste Fördereinrichtung 10 auf, die dazu bestimmt ist, in
einer Schuppenformation S1 anfallende Druckereierzeugnisse
12 in Förderrichtung F1 einer Stapelstelle 14 zuzuführen.
In der Schuppenformation S1 liegt jedes Druckereierzeugnis
auf dem nachlaufenden auf, was bei der Stapelstelle 14 das
Bilden eines von unten beschickten Zwischenstapels 16 ermöglicht.The device shown in FIGS. 1 and 2 has a
Die Schuppenformation S1 kann Unregelmässigkeiten aufweisen,
d.h. der Abstand A zwischen einander entsprechenden
Kanten aufeinanderfolgender Druckereierzeugnisse 12 kann
unterschiedlich sein, es können zwei oder mehr Druckereierzeugnisse
12 deckungsgleich aufeinander liegen oder
es können Lücken vorhanden sein.The scale formation S 1 can have irregularities, ie the distance A between corresponding edges of successive printed
Oberhalb der Stapelstelle 14 ist eine Saugeranordnung 18,
wie sie beispielsweise aus der EP-A-0 628 505 bekannt ist,
angeordnet. Bezüglich des Aufbaus und der Funktionsweise
der Saugeranordnung 18 wird ausdrücklich auf dieses Dokument
verwiesen. Die Saugeranordnung 18 weist einen Rotor
22 auf, der über einen Riementrieb 24 mit einem Antriebsmotor
25 verbunden ist und an dem drei parallel zur Drehachse
22' des Rotors 22 verlaufende Achsen 26 frei drehbar
gelagert sind. Die Achsen 26 sind in gleichem Abstand zur
Drehachse 22' und in Umfangsrichtung gleichmässig verteilt
angeordnet. Am freien Ende jeder Achse 26 ist mit dieser
drehfest ein Schwenkarm 28 verbunden, der zwei Saugköpfe
30 trägt. Der Rotor 22 ist in einem an einem Maschinengestell
20 befestigten Gehäuse 32 drehbar gelagert, in
welchem eine nicht dargestellte Steuereinrichtung zum Verschwenken
der Achsen 26 in Abhängigkeit von der Drehlage
des Rotors 22 angeordnet ist. Die Saugeranordnung 18 ist
dazu bestimmt, beim Drehen des Rotors 22 in Pfeilrichtung
D sich mit den einer Achse 26 zugeordneten Saugköpfen 30
von oben an das jeweils oberste Druckereierzeugnis 12 des
Zwischenstapels 16, benachbart zu einer Kante 34 des
Druckereierzeugnisses 12, anzulegen und das erfasste
Druckereierzeugnis 12 von dieser Kante 34 her vom darunterliegenden
Druckereierzeugnis 12 des Zwischenstapels 16
abzuheben, wobei die Druckereierzeugnisse 12 relativ
zueinander praktisch nicht verschoben werden. Mittels der
Saugeranordnung 18 wird das erfasste Druckereierzeugnis 12
mit seiner Kante 34 in den Wirkbereich einer synchron zur
Saugeranordnung 18 angetriebenen, ebenfalls oberhalb der
Stapelstelle 14 angeordneten Stossanordnung 36 verbracht.Above the
Die Stossanordnung 36 weist eine über einen weiteren Riementrieb
24' mit dem Antrieb 25 verbundene, gleichsinnig
zur Drehrichtung D drehend angetriebene Nockenwalze 38 mit
in Umfangsrichtung gleichmässig verteilten nockenartigen
Vorsprüngen 40 auf. Die in Drehrichtung D gesehen vorlaufende
Flanke 42 jedes Vorsprungs 40 schliesst mit dem
wenigstens annähernd kreisrunden Walzenkern 44 einen
spitzen Winkel α ein. Der vom Walzenkern 44 und der vorlaufenden
Flanke 42 gebildete Kantenbereich bildet einen
Anschlag 46 für die Kante 34 des betreffenden Druckereierzeugnisses
12. Die Anschläge 46 laufen somit entlang der
geschlossenen Umlaufbahn 48 um und sind in konstantem Abstand
hintereinander angeordnet.The
Die Vorsprünge 40 bilden weiter mit ihrer vorlaufenden
Flanke 42 ein Stützelement 50 zum Untergreifen des jeweiligen
Druckereierzeugnisses 12, um dieses am Herunterfallen
nach der Freigabe durch die Saugeranordnung 18 zu
hindern.The
Rechtwinklig zur Förderrichtung F1 gesehen, befindet sich
die Nockenwalze 38 etwa mittig des Zwischenstapels 16, wogegen
die Saugköpfe 30 in geringem Abstand zur Nockenwalze
38 seitlich versetzt umlaufen. Seen at right angles to the conveying direction F 1 , the
In Förderrichtung F1 gesehen, ist der Stapelstelle 14 eine
zweite Fördereinrichtung 52 nachgelagert. Das diesseitige
Ende der als Bandförderer 54 ausgebildeten zweiten Fördereinrichtung
52 befindet sich benachbart zur Oberseite des
Zwischenstapels 16 und sein von der Stapelstelle 14 entferntes
Ende befindet sich bei der mit dem Bezugszeichen
56 angedeuteten Weiterverarbeitungsstelle. Der Antrieb der
zweiten Fördereinrichtung 52 ist mit der Drehzahl des Antriebsmotors
25 abgestimmt.Seen in the conveying direction F 1 , the
Das Zusammenwirken zwischen der Saugeranordnung 18 und
Stossanordnung 36 ist insbesondere aus den Fig. 3 und 4
erkennbar, in welcher der Einfachheit halber neben dem
Zwischenstapel 16 und dem Bandförderer 54 nur vereinfacht
die Saugeranordnung 18 und die Nockenwalze 38 gezeigt
sind. In diesen Figuren ist auch die birnenartige Bewegungsbahn
58 der Saugköpfe 30 strichpunktiert angedeutet.
Diese legt mit einer gegen unten gerichteten Spitze eine
Erfassungsstelle für die Druckereierzeugnisse 12 fest und
schneidet, in Ansicht gesehen, die Umlaufbahn 48 der Anschläge
46.The interaction between the
Wie der Fig. 4 entnehmbar ist, legt sich jeweils ein Paar
Saugköpfe 30 bei der Erfassungsstelle von oben an die
Flachseite des obersten Druckereierzeugnisses 12 des
Zwischenstapels 16, benachbart zur in Förderrichtung F2
gesehen nachlaufenden Kante 34, an und saugt sich infolge
der Verbindung zu einer Unterdruckquelle an diesen fest
(Fig. 4). Im Zuge der Weiterdrehung in Drehrichtung D des
Rotors 22 bewegt sich das betreffende Paar Saugköpfe 30
entlang einem wenigstens annähernd kreisförmigen Abschnitt
der Bewegungsbahn 58 in Richtung zum Schnittpunkt der Bewegungsbahn
58 und der Umlaufbahn 48 der Anschläge 46, in
dessen Nähe eine Abgabestelle für das jeweils von der
Saugeranordnung 18 gehaltene Druckereierzeugnis 12 angeordnet
ist. Die ebenfalls in Drehrichtung D angetriebene
Nockenwalze 38 untergreift nun mit einem Vorsprung 40 dieses
Druckereierzeugnis 12 (Fig. 3), wonach die betreffenden
Saugköpfe 30 von der Unterdruckquelle getrennt werden.
Dadurch, dass der Radius des im wesentlichen kreisförmigen
Abschnitts der Bewegungsbahn 58 wesentlich kleiner ist als
die Abmessung der Druckereierzeugnisse 12 in Förderrichtung
F2 gesehen, behalten diese beim Abheben ab dem
Zwischenstapel 16 in Förderrichtung F2 ihre Lage im
wesentlichen bei.As can be seen in FIG. 4, a pair of
Sobald der betreffende Anschlag 46 infolge der Drehung der
Nockenwalze 38 an der nachlaufenden Kante 34 des Druckereierzeugnisses
12 anschlägt, wird dieses vom Zwischenstapel
16 in Förderrichtung F2 weggestossen und mit der der
nachlaufenden Kante 34 gegenüberliegenden vorlaufenden
Kante 60 voraus in den Wirkbereich der zweiten Fördereinrichtung
52 gestossen (Fig. 4). Da die Fördergeschwindigkeit
v2 der zweiten Fördereinrichtung 52 grösser ist als
die Umlaufgeschwindigkeit vU der Anschläge 46, werden die
Druckereierzeugnisse 12 von der zweiten Fördereinrichtung
52 aus dem Wirkbereich der Vorsprünge 40 gezogen, so dass
eine Verletzung der Druckereierzeugnisse 12 durch diese
Vorsprünge 40, selbst bei sehr grosser Drehzahl der
Nockenwalze 38, verhindert wird.As soon as the
Nach der Freigabe eines Druckereierzeugnisses 12 durch die
Saugeranordnung 18 ist bereits das nachfolgende Paar Saugköpfe
30 zum Erfassen des nächsten Druckereierzeugnisses
12 des Zwischenstapels 16 bereit, wie dies Fig. 4 verdeutlicht.
Nach Freigabe eines Druckereierzeugnisses 12 bewegen
sich die betreffenden Saugköpfe 30 durch Verschwenken
um die betreffende Achse 26 entlang der Bewegungsbahn 58
wieder in die Übernahmestellung zurück. Das Festhalten
dieses nächsten, zuoberst auf dem Zwischenstapel 16 liegenden
Druckereierzeugnisses 12 durch die Saugköpfe 30
verhindert eine Mitnahme dieses Druckereierzeugnisses 12
durch das vorangehende Druckereierzeugnis. Diese Aufgabe
kann auch von einem nicht gezeigten, von den Saugköpfen 30
getrennten Halteelement übernommen werden.After the release of a printed
Da das Wegstossen der Druckereierzeugnisse 12 ab dem
Zwischenstapel 16 durch die in festem Abstand angeordneten
Anschläge 46 erfolgt, wird eine äusserst regelmässige
Schuppenformation S2 gebildet.Since the pushing away of the printed
Bei den gezeigten Druckereierzeugnissen 12 handelt es sich
um gefaltete Druckereiprodukte, wie Zeitschriften, Zeitungen
und dergleichen, bzw. Teilen davon, wobei der Falz die
Kante 34 bildet, in deren Nachbarschaft die Saugköpfe 30
angreifen. Dadurch ist sichergestellt, dass auch mehrblättrige
Druckereierzeugnisse 12 problemlos verarbeitet
werden können.The printed
Wie den Fig. 1 und 2 entnehmbar ist, ist am in Förderrichtung
F2 gesehen hinteren Ende der Stapelstelle 14 eine
Düsenanordnung 62 an einem Träger des Maschinengestells 20
angeordnet, die dazu bestimmt ist, einen Luftstrahl zwischen
das mittels Saugköpfen 30 angehobene Druckereierzeugnis
12 und den Zwischenstapel 16 einzuleiten, was ein
leichtgängiges Wegstossen des Druckereierzeugnisses 12 ab
dem Zwischenstapel 16 ermöglicht, selbst wenn die Druckereierzeugnisse
12 die Tendenz haben, aneinander zu haften. As can be seen in FIGS. 1 and 2, a
Eine Mitnahme weiterer Druckereierzeugnisse 12 und Beeinträchtigung
des Zwischenstapels 16 wird vermieden.Taking along further printed
Im Anfangsbereich der zweiten Fördereinrichtung 52 wirkt
mit dem Bandförderer 54 eine Gewichtsrolle 64 zusammen.
Sobald das ab dem Zwischenstapel 16 gestossene Druckereierzeugnis
12 mit der vorlaufenden Kante 60 in den von der
Gewichtsrolle 64 und dem Bandförderer 54 gebildeten Spalt
einläuft, wird es genau definiert von der zweiten Fördereinrichtung
52 mitgenommen, was ebenfalls zur Bildung der
regelmässigen Schuppenformation S2 beiträgt.In the initial area of the
Wie dies insbesondere der Fig. 2 entnehmbar ist, weist die
erste Fördereinrichtung 10 einen Bändchenförderer 66 auf.
Bei der Stapelstelle 14 sind zwischen den Bändchen 68 und
zu diesen wenigstens annähernd parallele stabartige Auflageelemente
70 angeordnet, die in vertikaler Richtung gesehen
über die Bändchen 68 vorstehen und in Förderrichtung
F1 gesehen in ihrem Anfangsbereich in Richtung gegen unten
gebogen sind, um für die der Stapelstelle 14 zugeführten
Druckereierzeugnisse 12 eine Rampe zum Aufgleiten auf die
Auflageelemente 70 zu bilden. Diese bilden somit eine Auflage
für den Zwischenstapel 16 im Wirkbereich der ersten
Fördereinrichtung 10.As can be seen in particular in FIG. 2, the
Mit dem Bändchenförderer 66 wirkt ein frei umlaufendes Andrückband
72 zusammen, um ein sicheres Einschieben der zugeführten
Druckereierzeugnisse 12 von unten in den Zwischenstapel
16 sicherzustellen. In Förderrichtung F1 gesehen,
ist am Ende der Stapelstelle 16 an Stützelementen 70
ein Anschlag 74 befestigt. Mittels der ersten Fördereinrichtung
10 werden die dem Zwischenstapel 16 zugeführten
Druckereierzeugnisse 12 mit der vorlaufenden Kante 60 an
diesem Anschlag 74 in Anlage gebracht, wodurch die Bildung
eines qualitativ guten Zwischenstapels 16, selbst bei sehr
hoher Verarbeitungsgeschwindigkeit, sichergestellt wird.
Durch das Aufliegen des Zwischenstapels 16 auf den Auflageelementen
70 wird eine Beschädigung der Druckereierzeugnisse
12 durch die Bändchen 68 sicher verhindert.A free-running
Die erste Fördereinrichtung 10 ist als Wippe ausgebildet,
die um die Achse 76' der Umlenkwalze 76 für die Bändchen
68 in Richtung des Doppelpfeiles B schwenkbar ist. Dadurch
sind die Auflageelemente 70 heb- und senkbar, um unabhängig
von der Höhe des Zwischenstapels 16 zu gewährleisten,
dass dessen Oberseite sich immer im wesentlichen auf gleicher
Höhe befindet, um ein sicheres Erfassen des jeweils
obersten Druckereierzeugnisses 12 durch die Saugköpfe 30
zu gewährleisten. Ein Höhentaster 78 greift die Lage des
obersten Druckereierzeugnisses 12 des Zwischenstapels 14
bei der nachlaufenden Kante 34 ab. Durch das Signal dieses
Höhentasters 78 wird die Schwenklage der ersten Fördereinrichtung
10 geregelt.The
Die Auflageelemente 70 und eine unterhalb diesen angeordnete
Umlenkwalze 80 für die Bändchen 68 sind an einem
Schlitten 81 angeordnet, der in Längsrichtung des Bändchenförderers
66 verschiebbar ist. Zusammen mit dem
Schlitten 81 wird auch die zweite Fördereinrichtung 52
verschoben, wodurch eine problemlose Anpassung der Vorrichtung
an unterschiedliche Formate zu verarbeitender
Druckereierzeugnisse 12 ermöglicht ist. Die nachlaufende
Kante 34 der Druckereierzeugnisse 12 im Zwischenstapel 16
und somit die Saugeranordnung 18 und Stossanordnung 36
können unabhängig vom zu verarbeitenden Format der Druckereierzeugnisse
12 an derselben Stelle verbleiben. Die
Stellung der Umlenkwalze 80 bei der Verarbeitung der formatgrössten
Druckererzeugnisse 12 ist gestrichelt angedeutet
und mit 80' bezeichnet. Vorzugsweise bestehen die
Bändchen 68 aus einem gummielastischen Material, so dass
die Längenänderung infolge des Verschiebens der Umlenkwalze
80 durch diese selber problemlos aufgenommen werden
kann.The
Weiter ist am Bandförderer 54 ein Anschlagelement 82
angeordnet, das bei grösserer Höhe des Zwischenstapels 16
und dadurch verursacht nach unten verschwenkter erster
Fördereinrichtung 10 verhindert, dass bei einer allfälligen
Störung des Zwischenstapels 16 Druckereierzeugnisse 12
aus diesem herausragen und verklemmt werden könnten. Das
Anschlagelement 82 ist mit dem Bandförderer 54 verschiebbar.There is also a
Der Vollständigkeit halber sei erwähnt, dass unterhalb der
Düsenanordnung 62 ein weiteres Anschlagelement 84 vorgesehen
ist, das am Maschinengestell 20 befestigt ist. Es
wirkt mit den nachlaufenden Kanten 34 zur Stabilisierung
des Zwischenstapels 16 zusammen.For the sake of completeness it should be mentioned that below the
A further stop
Es ist denkbar, die Stossanordnung 36 derart auszubilden,
dass an einem in sich geschlossenen Zugorgan, beispielsweise
einer Kette oder einem Band, die Anschläge 46 bildenden
Nocken in festem Abstand angeordnet sind.It is conceivable to design the
Es ist auch denkbar, die erste Fördereinrichtung 10 derart
anzuordnen, dass in der Fig. 1 gesehen, die Druckereierzeugnisse
12 unterhalb der zweiten Fördereinrichtung 52
von rechts nach links der Stapelstelle 14 zugeführt werden.
In diesem Fall wird die in der Schuppenformation S1
vorauslaufende Kante in der Schuppenformation S2 zur nachlaufenden
Kante.It is also conceivable to arrange the first conveying
Auch die Saugeranordnung kann zur gezeigten unterschiedlich ausgebildet sein.The suction arrangement can also differ from that shown be trained.
Claims (10)
- Apparatus for supplying to a further-processing location (56) preferably folded printed products occurring in an imbricated formation, having a first conveying arrangement (10) for feeding the printed products (12) in an imbricated formation (S1), which possibly has irregularities and in which each printed product (12) rests on the following one, to a stacking location (14), at which an intermediate stack (16) which is charged from beneath is formed from the printed products (12) fed by the first conveying arrangement (10), and having a sucker arrangement (18) arranged above the stacking location (14), characterized in that a trailing edge (34), as seen in a removal direction (F2), of the respectively uppermost printed product (12) of the intermediate stack (16) is raised off from the latter by the sucker arrangement (18) and moved into the region of action of a pushing arrangement (36), which is driven synchronously with the sucker arrangement (18) and is likewise arranged above the stacking location (14), the pushing arrangement (36) having stops (46) which are spaced apart one behind the other along a continuous circulatory path (48) and by means of which the printed products (12) released by the sucker arrangement (18) are pushed in the removal direction (F2), by way of the trailing edge (34), into the region of action of a second conveying arrangement (52) with a leading edge (60), which is located opposite the trailing edge (34), in front.
- Apparatus according to Claim 1, characterized in that the removal speed (v2) of the second conveying arrangement (52) is greater than the speed of circulation (vU) of the stops (46).
- Apparatus according to Claim 1 or 2, characterized in that each of the stops (46) is assigned a supporting element (50) which projects forwards beyond the stop (46), as seen in the direction of circulation (D), and is intended for gripping beneath the relevant printed product (12), at the trailing edge (34), raised by the sucker arrangement (18).
- Apparatus according to one of Claims 1 to 3, characterized in that the pushing arrangement (36) has a cam-type roller (38), of which the circumferentially distributed, cam-like protrusions (40) form the stops (46) and, if appropriate, supporting elements (50).
- Apparatus according to one of Claims 1 to 4, characterized in that the conveying direction (F1) of the first conveyor (10) is oriented in the same direction as the removal direction (F2).
- Apparatus according to one of Claims 1 to 5, characterized in that the first conveying arrangement (10) has a belt conveyor (66), between the belts (68) of which bearing elements (70) for the intermediate stack (16) are arranged at the stacking location (14).
- Apparatus according to Claim 6, characterized in that the bearing elements (70) are displaceable in the conveying direction (F1) of the first conveying arrangement (10).
- Apparatus according to one of Claims 1 to 7, characterized by a nozzle arrangement (62) for introducing an air jet between the intermediate stack (16) and the printed product (12) raised in each case by means of the sucker arrangement (18).
- Apparatus according to one of Claims 1 to 8, characterized in that the first conveying arrangement (10) is designed such that it can be lowered and raised at the stacking location (14) in order to compensate for a change in the height of the intermediate stack (16).
- Apparatus according to one of Claims 1 to 9, characterized by retaining means for temporarily securing the respectively uppermost printed product (12) in the intermediate stack (16) as the preceding printed product (12) is pushed away from the intermediate stack (16).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH114696 | 1996-05-06 | ||
| CH1146/96 | 1996-05-06 | ||
| CH114696 | 1996-05-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0806391A1 EP0806391A1 (en) | 1997-11-12 |
| EP0806391B1 true EP0806391B1 (en) | 2001-11-21 |
Family
ID=4203563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97105341A Expired - Lifetime EP0806391B1 (en) | 1996-05-06 | 1997-03-29 | Device for feeding printed articles to a further work station |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5996987A (en) |
| EP (1) | EP0806391B1 (en) |
| JP (1) | JPH1045306A (en) |
| AU (1) | AU711307B2 (en) |
| CA (1) | CA2203714C (en) |
| DE (1) | DE59705437D1 (en) |
| DK (1) | DK0806391T3 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001520614A (en) * | 1997-05-09 | 2001-10-30 | フンケラー アクチェンゲゼルシャフト パピールフェルアルバイトゥングスマシーネン | Method and apparatus for feeding individual sheets to a printer |
| DK1149036T3 (en) | 1999-02-05 | 2004-04-13 | Ferag Ag | Device for removing a stack of flat-shaped objects, especially printing products |
| AU2002362799B2 (en) * | 2001-10-05 | 2007-06-07 | Ferag Ag | Method for processing flat products and device for carrying out said method |
| DE10229322A1 (en) * | 2002-06-29 | 2004-01-15 | Kolbus Gmbh & Co. Kg | Device for separating a shingled stream of printed products into a sequence of spaced-apart printed products |
| DK1541508T3 (en) * | 2003-12-12 | 2008-07-14 | Ferag Ag | Device for stacking a stack of flat objects |
| TW201111586A (en) * | 2009-09-21 | 2011-04-01 | Chan Li Machinery Co Ltd | Folding device of textile products |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2531262A1 (en) * | 1975-07-12 | 1977-01-27 | Guenther Dr Ing Schick | HIGH PERFORMANCE FEEDER FOR LOOSE SHEETS OR FOLDED LAYERS MADE OF PAPER OR SIMILAR FLEXIBLE MATERIALS |
| US4330978A (en) * | 1980-05-05 | 1982-05-25 | Pako Corporation | Photographic film packing apparatus |
| US4708333A (en) * | 1984-11-23 | 1987-11-24 | State Of Israel, Ministry Of Defense, Rafael Armament Development Authority | Method and apparatus for separating, feeding and/or folding sheets |
| EP0254851B1 (en) * | 1986-07-29 | 1990-03-28 | Ferag AG | Device for equalising the distance between successive sheets in an overlapping stream |
| US5071110A (en) * | 1987-12-10 | 1991-12-10 | Xerox Corporation | Vacuum corrugation feeder having an air knife with an elastomeric gate |
| DE58904720D1 (en) * | 1988-11-11 | 1993-07-22 | Ferag Ag | METHOD AND DEVICE FOR CONVEYING PRINTING PRODUCTS. |
| US5224197A (en) * | 1990-09-06 | 1993-06-29 | The United States Of America As Represented By The Secretary Of The Air Force | Integrated optics using photodarkened polystyrene |
| AU645716B2 (en) * | 1992-01-09 | 1994-01-20 | Ferag Ag | Process and apparatus for delivering preferably folded printing products to a further processing point |
| EP0553455B1 (en) * | 1992-01-30 | 1998-03-25 | Ferag AG | Method and device for lifting printed products from a stack |
| ATE154569T1 (en) * | 1992-04-27 | 1997-07-15 | Ferag Ag | ACTIVE INTERFACE FOR A SHADE FLOW OF PRINT PRODUCTS |
| DE59403428D1 (en) * | 1993-05-21 | 1997-08-28 | Ferag Ag | Device for separating stacked printed products |
| EP0714843B1 (en) * | 1994-11-28 | 1998-12-23 | Elpatronic Ag | Method and device for supplying an object in a transport apparatus |
| DE59605979D1 (en) * | 1995-07-25 | 2000-11-16 | Ferag Ag | Device for supplying printed products to a finishing station |
-
1997
- 1997-03-24 AU AU16490/97A patent/AU711307B2/en not_active Ceased
- 1997-03-29 DK DK97105341T patent/DK0806391T3/en active
- 1997-03-29 DE DE59705437T patent/DE59705437D1/en not_active Expired - Lifetime
- 1997-03-29 EP EP97105341A patent/EP0806391B1/en not_active Expired - Lifetime
- 1997-04-14 US US08/833,944 patent/US5996987A/en not_active Expired - Fee Related
- 1997-04-25 CA CA002203714A patent/CA2203714C/en not_active Expired - Fee Related
- 1997-05-06 JP JP9115845A patent/JPH1045306A/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP0806391A1 (en) | 1997-11-12 |
| DE59705437D1 (en) | 2002-01-03 |
| CA2203714A1 (en) | 1997-11-06 |
| JPH1045306A (en) | 1998-02-17 |
| AU711307B2 (en) | 1999-10-07 |
| CA2203714C (en) | 2004-10-19 |
| US5996987A (en) | 1999-12-07 |
| DK0806391T3 (en) | 2002-05-21 |
| AU1649097A (en) | 1997-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2029276C3 (en) | Device for conveying a stack of flat objects on edge | |
| DE2638767C2 (en) | Sheet separating device | |
| EP2253566B1 (en) | Device for feeding a processing line with printed products | |
| DE60113580T2 (en) | Cutting machine for a variety of kitchen and / or toilet paper rolls | |
| DE3022285C2 (en) | Device for stacking sheets such as paper bills | |
| DE2711173B2 (en) | Device on a writing or printing office machine for loading the same with sheets | |
| EP0503531A1 (en) | Device for realising a formation of underlapping objects | |
| EP0522319B1 (en) | Method and device for opening flexible articles folded off-centre | |
| DE2516847C2 (en) | Device for transporting cards or sheets of paper combined into a stack | |
| EP0368009A1 (en) | Method and device for advancing printed articles | |
| EP1003684B1 (en) | Feeding machine | |
| EP1622778B1 (en) | Device for inserting sheets into an envelope | |
| EP0600216B1 (en) | Method and device for opening folded printing products | |
| DE3603285A1 (en) | Gathering machine | |
| CH660349A5 (en) | SEALING DEVICE. | |
| DE19616047B4 (en) | Collator | |
| DE3425397C2 (en) | ||
| DE19813662A1 (en) | Device for feeding, depositing and aligning sheets in a stacking container | |
| EP2133295B1 (en) | Device and method for removing flat print products from a pile and transferring the print products to a running transport device | |
| EP0806391B1 (en) | Device for feeding printed articles to a further work station | |
| EP0675061B1 (en) | Device for continuously feeding flat articles to a delivery point | |
| EP0478911A1 (en) | Device for the selective transfer of overlapping articles from a first conveyor to a second conveyor | |
| EP0893385B1 (en) | Device for processing printed products | |
| EP0967164B1 (en) | Method and device for feeding folded printed sheets astride on a gathering section | |
| EP0863099B1 (en) | Device for separating piled printed products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK GB LI SE |
|
| 17P | Request for examination filed |
Effective date: 19971008 |
|
| 17Q | First examination report despatched |
Effective date: 19991029 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE DK GB LI SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REF | Corresponds to: |
Ref document number: 59705437 Country of ref document: DE Date of ref document: 20020103 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020216 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: FERAG AG Free format text: FERAG AG##CH-8340 HINWIL (CH) -TRANSFER TO- FERAG AG#PATENTABTEILUNG Z. H. MARKUS FELIX ZUERICHSTRASSE 74#8340 HINWIL (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20050310 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060330 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080320 Year of fee payment: 12 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090329 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20120322 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20130331 Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140328 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150603 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59705437 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151001 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 |