EP0796665B1 - Système et procédé d'alimentation en peinture d'une installation de revêtement - Google Patents
Système et procédé d'alimentation en peinture d'une installation de revêtement Download PDFInfo
- Publication number
- EP0796665B1 EP0796665B1 EP97104631A EP97104631A EP0796665B1 EP 0796665 B1 EP0796665 B1 EP 0796665B1 EP 97104631 A EP97104631 A EP 97104631A EP 97104631 A EP97104631 A EP 97104631A EP 0796665 B1 EP0796665 B1 EP 0796665B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- containers
- container
- coating
- transport device
- filling station
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000003973 paint Substances 0.000 title claims description 19
- 238000000034 method Methods 0.000 title claims description 13
- 238000000576 coating method Methods 0.000 claims description 78
- 238000011049 filling Methods 0.000 claims description 74
- 239000011248 coating agent Substances 0.000 claims description 71
- 239000000463 material Substances 0.000 claims description 31
- 238000012546 transfer Methods 0.000 claims description 31
- 239000007921 spray Substances 0.000 claims description 24
- 238000005507 spraying Methods 0.000 claims description 21
- 230000008878 coupling Effects 0.000 claims description 4
- 238000010168 coupling process Methods 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- 230000007246 mechanism Effects 0.000 claims description 3
- 239000000203 mixture Substances 0.000 claims description 3
- 238000009434 installation Methods 0.000 claims 2
- 235000019646 color tone Nutrition 0.000 claims 1
- 238000010292 electrical insulation Methods 0.000 claims 1
- 238000005429 filling process Methods 0.000 claims 1
- 239000003086 colorant Substances 0.000 description 19
- 238000010422 painting Methods 0.000 description 9
- 230000008859 change Effects 0.000 description 7
- 230000008901 benefit Effects 0.000 description 3
- 239000012799 electrically-conductive coating Substances 0.000 description 2
- 238000011010 flushing procedure Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 238000010079 rubber tapping Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000032683 aging Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000009503 electrostatic coating Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
- B05B13/0431—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation with spray heads moved by robots or articulated arms, e.g. for applying liquid or other fluent material to 3D-surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/14—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet
- B05B12/1463—Arrangements for controlling delivery; Arrangements for controlling the spray area for supplying a selected one of a plurality of liquids or other fluent materials or several in selected proportions to a spray apparatus, e.g. to a single spray outlet separate containers for different materials to be sprayed being moved from a first location, e.g. a filling station, where they are fluidically disconnected from the spraying apparatus, to a second location, generally close to the spraying apparatus, where they are fluidically connected to the latter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B5/00—Electrostatic spraying apparatus; Spraying apparatus with means for charging the spray electrically; Apparatus for spraying liquids or other fluent materials by other electric means
- B05B5/16—Arrangements for supplying liquids or other fluent material
- B05B5/1608—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive
- B05B5/1616—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material
- B05B5/1625—Arrangements for supplying liquids or other fluent material the liquid or other fluent material being electrically conductive and the arrangement comprising means for insulating a grounded material source from high voltage applied to the material the insulating means comprising an intermediate container alternately connected to the grounded material source for filling, and then disconnected and electrically insulated therefrom
Definitions
- the invention relates to a method and a system for ink supply a coating system for series coating of workpieces, in particular vehicle bodies.
- the known system requires relatively high tax expense when every paint supply line own replaceable container is assigned because the Move the robot to a different tap every time you change colors got to.
- the robot must open when starting up the tap wait for the container to be filled.
- the robot has to couple the containers Carry out elaborately controlled movements at the tapping points.
- the aim of the invention is in particular for series coating of motor vehicle bodies suitable method or suitable system with the greatest possible flexibility regarding the colors to be used, spraying devices and Coating machines that when filling the interchangeable Containers little loss of color change and a largely delay-free Coating operation enables and here preferably also with low tax expenditure, especially for the control of necessary movements gets along.
- the containers can be used Material of the same color can be filled and only then rinsed, if by a preferably working automatically Control and monitoring system is determined that the Container not to be coated for a predetermined period of time used or incompletely emptied during coating or was not refilled after emptying, but only rarely occurs, or if a container with a different color must be filled, because exceptionally for an upcoming one Coating process no container with matching color available is. As a result, they are rinsed regularly Color losses caused avoided.
- the system also works with the lowest possible Loss of time when the containers are appropriately prepositioned on the transport device, if necessary, on that for coupling the container to the sprayer and for uncoupling required time can be limited. For the coating this loss of time can also be avoided if at least two alternating coating devices in operation are provided.
- the system for the Paint supply largely suitable for any coating system is, e.g. for electrostatic systems for conventional Paints or electrically conductive water-based paints, or also for air atomizers, and not just for robots like the ones mentioned above known systems, but for any machine or also manual coating devices.
- electrically conductive coating materials result the required electrical isolation due to the container transport between those at high voltage potential Atomizer and the supply or at ground potential Supply systems. Only simple movements are required can be controlled, which in turn with robots and other coating devices significantly reduce tax expenses can. It can be particularly useful in terms of simply controlling movements when in the transport device container used at the transfer point by a linear movement device are removed from the container along a straight line between the coating device and the transport device moves.
- one Multi-axis painting machine can use the spray device supporting arm on the side facing the transport device the machine to pick up the containers from or back to the Transport device can be pivoted into a vertical position, which is also easy to control.
- the same advantage results itself when the coating machine to take over and Transfer of the containers parallel to the conveying direction of the to be coated Workpieces are driven to the transfer point.
- the container is preferably inserted through an opening of the arm whose interior is used, where it is very easy on the one hand Control valves of the flushing device and on the other hand to one electromechanical drive for dosed emptying of the container can be coupled, as in the DE patent application 196 10 588.9 from March 18, 1996.
- the invention enables coating with practically any color, because not only those in the already colors supplied so far for the usual supply lines Are available, but also all possible mixtures from these and / or other colors.
- the mixture can in Containers by filling different colors or already before filling the container in question, namely automatically by merging at least two different ones Colors e.g. from the connected supply lines or manually. Usually one is carried out fully automatically flexibly selectable provision of colors by an electronic control system according to the respective Requirements.
- the Transport device also with external without connection to the supply lines the filling point of the described here Systems filled containers can be loaded.
- a device should be provided that the container automatically to one of at least one supply line Coupled fed device.
- the arrangement of the Colors on the transport device may vary depending on the convenience at any position, because at the transfer point and automatic devices provided at the filling point for feeding and removing or filling the containers free access to all positions on the transport device to have.
- the Filling point or at least the transfer point within the Spray booth in which the coating is usually carried out should be in front especially in the actual spray area so few components of the Entire system included as possible, partly because of the Danger of contamination from the sprayed coating material and due to impaired freedom of movement of the Coating machines.
- the transport device is therefore preferably completely outside the spray booth, e.g. in the maintenance area of the Plant, and separated from the spray device by a wall be, the container through an opening of the wall fed to the spraying device and to the transport device be brought back. Since this is also the filling point is outside the cabin, there is the additional advantage that usually serve as supply lines Ring lines in which the coating material circulates, do not have to be led into the cabin and therefore shorter and because of the correspondingly lower pressure losses can also be thinner than before.
- the transport device of the system described here can be of any type, for example a belt conveyor or a chain conveyor.
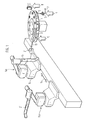
- rotatable magazine 1 which with facilities for recording and holding cartridge-like containers 2 to a plurality can be provided by evenly distributed positions, as is the case with tool magazines in connection with tool changing devices is known and common.
- the arrow 4 indicates a filling point in which the container 2 inserted in the magazine 1 automatically with the desired different colors can be filled. You can stay in the magazine when filling, if one is appropriate movable filling device on the container to be filled is coupled, as assumed in the case shown. In other cases, the containers can be used to fill the magazine removed from a suitable device and then likewise be automatically coupled to the filling device.
- This one as the moveable filling device contains the most important Part of a color changer 6 or at least one with a movable device connected to a color changer, the Color changer in turn to a variety of generally 7 designated ring lines is connected, in which available Circulate coating materials of different colors.
- a linear movement device 12 for example a Piston-cylinder drive unit and on the magazine 1 can be mounted, a filled container 2 ', the Magazine taken and along the straight line shown 13 one provided with the spray device (not shown) Coating machine fed.
- a painting robot 14 which is parallel to the conveying direction of the Workpieces fed to him with a conventional conveyor (not shown) is movable, as the arrow 15 shows.
- the robot 14 turns in the direction between a working position 14a and a container change position 14b in which the full container 2 'handed over and an empty container can be removed can drive back and forth.
- the container 2 ' should preferably through an opening into the interior of the arm 16 of the robot 14 used and there to a control valve construction Spraying device can be coupled.
- the Robot arm 16 pivoted into the illustrated vertical position, in which the aforementioned opening of the arm 16 of the transfer device 12 of the magazine 1 is facing, that is, the horizontal one Lane 13 approximately perpendicular vertical plane lies.
- the necessary pivoting movement of the robot arm 16 is through the illustrated one-sided mounting of this arm on Robot enables. To move to the container change position 14b get and get a filled container and one the robot has to dispense empty containers only a few uncomplicated Carry out movements.
- Linear motion device 12 can be designed so that it in is able to hold at least two containers at the same time and have the full container ready while holding the empty one Container removed.
- the device 12 here also one to the horizontal path 13 carries out vertical transverse movement, which is also a rotary movement can act. After inserting the The new container 2 'moves the robot back into its working position 14a back.
- the same device 12 brings which takes the container 2 from the transport device and it the spraying device, the containers also to the Transport device back.
- two devices are provided at the transfer point, one of which feeds the containers to the sprayer, while the other device moves another container to the Bring the transport device back.
- the robot 14 works in the usual way within one Spray booth.
- due to the linear movement described the container along the path 13 is the most advantageous Possibility of the transport device, here that Place magazine 1 completely outside the cabin and from to separate the robot from a wall (not shown).
- a device similar to that described could be used for this Linear motion device 12 or another Handling device can be used; preferably stay 1 when filling but in magazine 1, such as has already been mentioned, while one connected to the color changer 6 and movable control valve e.g. from the bottom in one End wall of the container 2 provided valve openings coupled becomes, as shown in more detail in Fig. 3.
- the cartridges or containers 2 are cylindrical Dosing container formed, which is displaceable in the container Piston 20 contains, the position of which in the container volume to be filled and thus the amount of paint to be sprayed Are defined.
- the position of the piston 20 can be before filling from an electric motor 22, for example a stepper motor, which in turn is from the electrical control system of the Filling station according to the amount of paint required is controlled, can be adjusted via a piston rod 23.
- the container When coating, the container is emptied in that an in Robot 14 located mechanical drive mechanism the Piston 20 moved against the bottom of the container.
- the valve 25 is used for filling in the filling station and Removing the coating material during coating so coupled in the robot 14 to the spray device.
- the Valve 26, serves, if necessary, for emptying the Container 2 in the filling station, in which the container also can be rinsed.
- On the side wall of the container 2 can a handle 21 for the handling device mentioned for insertion of the container in the robot and for returning to the magazine 1 be attached.
- At the front of the container there are centering means for aligning the valves 25, 26 with those of the color changer.
- the color changer 6 is connected to the control valve unit 28 coupled to the container 2.
- the container valve 25 is connected to a line 30, which in turn in a conventional manner in the color changer 6 via corresponding Valves F1 to Fn access to a number of ring lines or other supply lines for different Has colors.
- the color changer also contains the usual way also valves V for a detergent or solvent and additional valves PL for emptying and rinsing the container 2 compressed air used.
- Return valves are designated with RF, the one with the one on the drain valve 26 of the container 2 connectable and on the other hand in a collection container 32 leading line 33 are connected. If necessary rinsing the rinsing liquid passes through line 30 and that Valve 25 in the container 2.
- the control valve unit 28 is automatically rinsed when the container is disconnected.
- the container 2 can be preferably machine-readable Characteristic data about color, amount of paint, container number, container size, Identification of the coating process to be carried out etc. be provided so that always an optimal monitoring and control of the operation is possible.
- the container can be controlled by the electronic control system to be assigned to the workpiece to be coated.
- the Characteristics on the container can be fixed or overwritable his.
- a horizontal one serves as the transport device here Axial belt or chain conveyor 40, in which the containers 42 lying horizontally from a chain or one Volume 41 are held.
- an over Lines 47 Color changer 46 connected to ring lines or preferably a movable flushable filling coupling fed by it 51 from an automatically controlled displacement device coupled to the container 42 to be filled.
- Color changer 46 further supply lines 48 connected, at least some of them to pressure vessels 49 or others Storage containers for special colors or other not the Lines 47 lead removable coating materials. For example different colors could be mixed in the kettles 49 become.
- Lines 47, 48 each include control air lines for valve actuation.
- FIG. 1 To remove and reinsert the container 42 is as in the embodiment of FIG. 1 a example of a piston-cylinder unit driven linear motion device 50 or other positioning device provided.
- the conveyor 40 is operated by one of the electronic control system controlled drive 52 positioned so that on the transfer and filling points at the right time required containers are removed or filled can.
- a flow meter 54 his At the leading from the color changer 46 into the container 42 Line can suitably be arranged a flow meter 54 his. With this, metered filling can be monitored or by appropriate control of the existing valves also the Fill quantity can be controlled. According to the embodiment Fig. 3 described piston control when filling is not indispensable.
- the spatial distance of the filling point from the transfer point or from the spraying device at least as large as that to the electrical one Insulation required distance.
- the spray devices should, however, consist of those already mentioned In any case, set up the filling point outside the spray booth are located.
- FIG. 5 schematically shows a paint supply system according to one another embodiment of the invention.
- a coating device 50 an in the side machine with coating material customary in motor vehicle painting technology different colors are supplied.
- the coating device 50 is located at the transfer point 10, to which the full containers 2 from the filling point 4 are transported in non-stationary magazines 52.
- the promotion these serve as movable transport devices Magazine 52 from the filling point 4 to the transfer point 10 can, depending on the expediency, with various means or sponsors 54 take place, for example with a rail-bound or a conveyor controlled by an induction loop, or a Chain conveyor etc. or in special cases also manually, if necessary the car shown.
- the magazines 52 When supplying a plurality of coating devices can the container 2 or in the example shown whose magazines 52 either from the filling point 4 from the individual Coating devices are fed directly, or instead, the magazines can use the various coating devices Approach one after the other, where a full Container removed and / or an empty container from the coating device is brought back into the magazine.
- To fill the container 2 at the filling point 4 exist several options, for example connecting empty Containers on ring or other lines or on large storage vessels. It is also possible to look at from outside Systems supplied filled containers in the filling station for to provide the transport to the transfer point 10.
- a mixing bench 55 may be provided, from which various Coating materials of different colors in the containers get that previously or in the containers to a desired one Color can be mixed.
- the container on the Filling point to be rinsed. There is also the possibility the recovery of coating material from incomplete emptied containers 2.
- the containers can be one Quantity testing and pressure testing, they can be shaken to move their content, and they can automatically with respect to the magazines 52 and existing filling devices are positioned.
- Both filling and, if necessary, emptying and rinsing the containers at the filling point 4 as well as the loading of one Carriage symbolized conveyor 54 can be manual or automatic respectively.
- the container 2 with machine or possibly also visually readable identification data their content including paint type, filling date, etc. Mistake. If a plurality of magazines 54 are used, will also be provided with their own markings or characteristics Containers for identification contained in them.
- the magazines 52 can be filled with the Containers 2 taken from a magazine supply in a memory 56 and from there e.g. by means of a handling machine 58 or another transport device or manually in those required for filling, emptying or flushing as required Positions are brought.
- the memory 56 can directly at the filling point 4 in a color mixing room or are at a remote location.
- the store can hold magazines 52 and / or individual container 2 included. These can all or partially full, empty, used or flushed.
- Use removed container 2 can, as shown first be transported to memory 56 before being on the filling point can continue to be used.
- the one for transportation Magazines 2 used in memory can be similar Conveyors 54 'are transported as on the way to the coating device 50.
- the entire operational sequence is expedient from one at 60 symbolized computing and control system monitored and controlled.
- This system provides in particular with the help of the mentioned characteristics i.a. for all existing coating devices as quickly as possible and with the least possible loss of material with the required coating material be supplied.
- the containers used according to the invention are numerous in themselves beneficial properties. They are suitable for one Dosage, can be airtight and designed as a pressure vessel provide protection against aging of the coating material, serve as transport containers, color storage and for decoupling the coating devices of ring lines or other Color supply systems are location independent, flushable and reusable and can be labeled easily become. Furthermore, they are easy to reach and when coupling easy to center and lock.
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Spray Control Apparatus (AREA)
- Nozzles (AREA)
- Electrostatic Spraying Apparatus (AREA)
Claims (41)
- Procédé d'alimentation en peinture d'une installation d'application d'un revêtement pour le recouvrement en série de pièces, notamment de carrosseries de véhicule,dans lequel des récipients (2, 42) qui peuvent être montés de façon amovible sur un dispositif de pulvérisation ou qui peuvent être reliés à celui-ci, sont alternativement préparés ou remplis d'une matière de revêtement d'une couleur à choisir en un poste de remplissage, tandis qu'ils sont désaccouplés et séparés du dispositif de pulvérisation,dans lequel les récipients sont transportés du poste de remplissage (4) à un poste de transfert (10) éloigné du premier, d'où ils sont ensuite acheminés vers le dispositif de pulvérisationet dans lequel après utilisation les récipients sont renvoyés au poste de transfert et de là sont transportés en retour au poste de remplissage.
- Procédé selon la revendication 1, caractérisé en ce qu'un ou plusieurs récipients (2, 42) sont remplis au poste de remplissage avec au moins deux matières de revêtement de couleurs différentes qui se mélangent dans le récipient ou qui sont mélangées avant le remplissage.
- Procédé selon la revendication 1 ou 2, caractérisé en ce qu'un ou plusieurs récipients sont remplis manuellement ou acheminés vers un dispositif de transport (1).
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'au moins quelques-uns des récipients (2) sont remplis une nouvelle fois uniquement avec une matière de revêtement de la même teinte et en ce que le récipient n'est vidé et rincé au poste de remplissage (4) que s'il n'a pas été utilisé pour appliquer un revêtement pendant une période de temps prédéterminée ou s'il n'a pas été vidé totalement pendant l'application du revêtement ou si après vidange il n'a pas été à nouveau rempli.
- Procédé selon l'une des revendications précédentes, caractérisé en ce qu'au moins un récipient (2) est rincé au poste de remplissage (4), après utilisation s'il a été constaté que sur le dispositif de transport (1) ne se trouve aucun récipient contenant une matière de revêtement d'une couleur qui est nécessaire pour l'application suivante d'un revêtement et en ce que le récipient est alors rempli avec cette matière.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que le choix de la couleur et/ou la quantité de la matière de revêtement introduite automatiquement dans les récipients (2, 42), et/ou le dispositif de transport (1, 40) sont commandés par un système de commande électronique.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que le récipient (2, 42) à acheminer vers le dispositif de pulvérisation est sélectionné par un système de commande électronique qui incite le dispositif de transport (1, 40) à transporter ce récipient vers le poste de transfert (10).
- Procédé selon la revendication 6 ou 7, caractérisé en ce que le récipient (2, 42) est affecté par le système de commande électronique à une pièce à recouvrir déterminée.
- Procédé selon l'une des revendications précédentes, caractérisé en ce que les récipients (2, 42) sont remplis au poste de remplissage à partir de conduites d'alimentation (7, 47, 48).
- Procédé selon l'une des revendications précédentes, caractérisé en ce que les récipients (2, 42) ne sont remplis de manière dosée qu'avec une quantité de matière prédéterminée qui est nécessaire pour une opération prédéterminée d'application d'un revêtement.
- Système d'alimentation en peinture d'une installation d'application d'un revêtement sur des pièces, notamment pour le revêtement en série de carrosseries de véhicule, comportant des dispositifs d'alimentation (7, 47, 48) pour une matière de revêtement de différentes couleurset comportant un grand nombre de récipients (2, 42) à remplir avec la matière de revêtement, qui sont sélectionnés pour l'alimentation d'un dispositif de pulvérisation et qui sont montés de manière non permanente et interchangeable sur le dispositif de pulvérisation ou qui sont reliés à celui-ci, qui sont séparés des dispositifs d'alimentation pendant le prélèvement de la matière, lors de l'application du revêtement et qui sont désaccouplés et séparés du dispositif de pulvérisation lors du remplissage (4),dans lequel est prévu un dispositif de transport (1, 40) au moyen duquel les récipients peuvent être transportés d'un poste de remplissage (4) à un poste de transfert (10) éloigné du premier, d'où le récipient (2') sélectionné est acheminé vers le dispositif de pulvérisation, et dans lequel après utilisation, les récipients peuvent être transportés en retour au poste de remplissage (4).
- Système selon la revendication 11, caractérisé en ce qu'au poste de remplissage (4), éloigné du poste de transfert (10), est prévu un dispositif qui accouple automatiquement le récipient (2, 42) à un dispositif (6, 28, 46) alimenté par au moins une conduite d'alimentation (7, 47, 48).
- Système selon la revendication 11 ou 12, caractérisé en ce que le dispositif de transport est un magasin rotatif (1).
- Système selon la revendication 11 ou 12, caractérisé en ce que le dispositif de transport est un convoyeur à bande ou à chaíne (40).
- Système selon l'une des revendications précédentes, caractérisé en ce que les récipients (2, 42) introduits dans le dispositif de transport (1, 40), sont prélevés au poste de transfert (10) par un dispositif de déplacement linéaire (12, 50), qui déplace le récipient le long d'une trajectoire rectiligne (13) entre la machine d'application de revêtement et le dispositif de transport, et/ou en ce qu'un dispositif de déplacement linéaire accouple le récipient au poste de chargement, le long d'une trajectoire rectiligne, avec un dispositif (46) alimenté par au moins une conduite d'alimentation (7, 47, 48).
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif (12, 51) prévu au poste de chargement (4) et/ou au poste de transfert (10), comporte un dispositif d'entraínement à cylindre et piston pour la manipulation ou l'accouplement des récipients (2, 42).
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif de pulvérisation fonctionne dans une cabine de pulvérisation, tandis que le dispositif de transport (1, 40) se trouve à l'extérieur de la cabine et est séparé du dispositif de pulvérisation par une cloison.
- Système selon la revendication 17, caractérisé en ce que le récipient (2') prélevé du dispositif de transport au poste de transfert (10) est acheminé, à travers une ouverture de la cloison, vers le dispositif de pulvérisation et est en renvoyé au dispositif de transport.
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif de pulvérisation est disposé sur un bras (16) d'une machine d'application de revêtement (14) à plusieurs axes et en ce que ce bras peut pivoter dans une position verticale sur le côté de la machine, tourné vers le dispositif de transport (1) pour la reprise et le transfert des récipients (2) respectivement du dispositif de transport et en retour vers celui-ci.
- Système selon l'une des revendications précédentes, caractérisé en ce que les récipients (2) échangeables sont réalisés sous la forme de cylindres de dosage avec un piston (20) pouvant coulisser dans le récipient et qui est relié à un mécanisme d'entraínement pour la vidange dosée du récipient.
- Système selon la revendication 20, caractérisé en ce que le mécanisme d'entraínement est un moteur électrique relié mécaniquement au piston (20).
- Système selon la revendication 20 ou 21, caractérisé en ce que le récipient (2, 42) rempli ne contient que la quantité prédéterminée de matière de revêtement qui est nécessaire avec une quantité de réserve pour une application prédéterminée d'un revêtement.
- Système selon l'une des revendications précédentes, caractérisé en ce que chaque récipient (2, 42) est pourvu de caractéristiques lisibles par la machine.
- Système selon l'une des revendications précédentes, caractérisé en ce que chaque dispositif de transport est pourvu de caractéristiques lisibles par la machine.
- Système selon l'une des revendications précédentes, caractérisé en ce qu'au poste de transfert les récipients peuvent être acheminés au choix vers au moins deux dispositifs de pulvérisation séparés l'un de l'autre.
- Système selon l'une des revendications précédentes, caractérisé en ce qu'au poste de transfert (4), les récipients peuvent être accouplés avec un changeur de peinture (6, 46) relié à un grand nombre de conduites d'alimentation (7, 47, 48).
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif (12, 50), qui prélève les récipients (2, 42) du dispositif de transport (1, 40) et qui les achemine vers le dispositif de pulvérisation et/ou un dispositif qui achemine les récipients au poste de chargement vers un dispositif, alimenté par au moins une conduite d'alimentation, est en mesure de tenir simultanément au moins deux récipients.
- Système selon la revendication 27, caractérisé en ce que le dispositif de prélèvement ou d'amenée (12, 50) prépare un nouveau récipient, tandis qu'il prélève ou amène un autre récipient.
- Système selon l'une des revendications précédentes, caractérisé en ce que le même dispositif (12, 50) qui prélève les récipients (2, 42) du dispositif de transport (1, 40) et qui les achemine vers le dispositif de pulvérisation, et/ou le même dispositif qui achemine les récipients au poste de chargement vers le dispositif alimenté par au moins une conduite d'alimentation, ramène le récipient au dispositif de transport.
- Système selon l'une des revendications précédentes, caractérisé en ce qu'au poste de transfert (10) et/ou au poste de chargement (4) sont prévus respectivement deux dispositifs dont un achemine le récipient vers le dispositif de pulvérisation ou vers le dispositif alimenté par la conduite d'alimentation, tandis que l'autre dispositif ramène un autre récipient vers le dispositif de transport (1, 40).
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif de transport (1, 40) est conçu pour le stockage simultané d'un grand nombre de récipients (2, 42).
- Système selon la revendication 31, caractérisé en ce que le grand nombre de récipients est au moins égal au nombre ou au double du nombre des couleurs à sélectionner.
- Système selon l'une des revendications précédentes, caractérisé en ce que la distance dans l'espace du poste de chargement (4) au poste de transfert (10) ou au dispositif de pulvérisation est au moins égale à la distance nécessaire pour l'isolation électrique.
- Système selon l'une des revendications précédentes, caractérisé en ce que sont prévus au moins deux dispositifs de transport qui fonctionnent parallèlement entre eux desquels les récipients peuvent être acheminés vers le même dispositif de pulvérisation ou vers d'autres dispositifs de pulvérisation.
- Système selon l'une des revendications précédentes, caractérisé en ce que le dispositif de pulvérisation est disposé sur un robot (14) ou sur une autre machine d'application de revêtement à plusieurs axes qui est déplacée pour la reprise et le transfert des récipients (2') du dispositif de transport (1) ou en retour vers celui-ci, parallèlement à la direction de transport des pièces vers le poste de transfert (10).
- Système selon l'une des revendications précédentes, caractérisé en ce que les récipients (2, 42) ne sont prélevés du dispositif de transport (1, 40) et à nouveau insérés sur celui-ci qu'au poste de transfert, tandis qu'ils sont remplis au poste de chargement dans le dispositif de transport.
- Système selon l'une des revendications précédentes, caractérisé en ce qu'au poste de chargement un dispositif (6, 28, 46), alimenté par au moins une conduite d'alimentation (7, 47, 48), peut être accouplé aux récipients (2, 42) qui se trouvent dans le dispositif de transport (1, 40 ).
- Système selon l'une des revendications précédentes, caractérisé en ce que les récipients cylindriques (2) présentent deux ouvertures de soupapes (25, 26) dans l'une de leur paroi frontale.
- Système selon l'une des revendications précédentes, caractérisé en ce qu'un ou plusieurs dispositifs de transport (52) qui reçoivent chacun un grand nombre de récipients (2), peuvent être transportés à leur tour du poste de chargement (4) au poste de transfert (10).
- Système selon la revendication 39, caractérisé en ce qu'un convoyeur (54), contrôlé automatiquement ou manuellement, est prévu pour transporter les dispositifs de transport (52).
- Système selon l'une des revendications précédentes, caractérisé en ce que sont prévus des magasins transportables (52) pour les récipients (2) et un stockeur (56) pour des magasins vides ou pleins et/ou pour des récipients (2) vides ou pleins.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19610589 | 1996-03-18 | ||
| DE19610589A DE19610589A1 (de) | 1996-03-18 | 1996-03-18 | Verfahren und System zur Farbversorgung einer Beschichtungsanlage |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0796665A2 EP0796665A2 (fr) | 1997-09-24 |
| EP0796665A3 EP0796665A3 (fr) | 1998-04-08 |
| EP0796665B1 true EP0796665B1 (fr) | 2000-07-12 |
Family
ID=7788630
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97104631A Expired - Lifetime EP0796665B1 (fr) | 1996-03-18 | 1997-03-18 | Système et procédé d'alimentation en peinture d'une installation de revêtement |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0796665B1 (fr) |
| DE (2) | DE19610589A1 (fr) |
| ES (1) | ES2148864T3 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007319728A (ja) * | 2006-05-30 | 2007-12-13 | Trinity Ind Corp | 塗装システム |
| US11772116B2 (en) | 2018-11-28 | 2023-10-03 | Precision Valve & Automation, Inc. | Multiple fourth axis robot |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998006503A1 (fr) * | 1996-08-10 | 1998-02-19 | Herberts Gesellschaft mit beschränkter Haftung | Procede et dispositif de mise en peinture |
| FR2777482B1 (fr) * | 1998-04-15 | 2000-12-29 | Sames Sa | Procede et installation de projection de produit de revetement au moyen d'un automate equipe d'un reservoir |
| DE19830029A1 (de) * | 1998-07-04 | 2000-01-05 | Audi Ag | Anlage zum Beschichten von Gegenständen, insbesondere von Fahrzeug-Karosserien |
| DE19838805A1 (de) * | 1998-08-26 | 2000-03-09 | Duerr Systems Gmbh | Verfahren und System zur Farbversorgung einer Beschichtungsanlage |
| DE19858397A1 (de) * | 1998-12-17 | 2000-06-21 | Duerr Systems Gmbh | Verfahren und System zur Farbversorgung einer elektrostatischen Beschichtungsanlage |
| FR2794384B1 (fr) * | 1999-06-04 | 2001-10-05 | Sames Sa | Procede d'alimentation de produits de revetement pour l'application manuelle de tels produits sur des objets deplaces sur un convoyeur, installation et equipement correspondants |
| DE19940542A1 (de) * | 1999-08-26 | 2001-03-01 | Abb Patent Gmbh | Verfahren und Anordnung zum Transport von elektrisch leitfähigem Lack |
| DE19940541A1 (de) * | 1999-08-26 | 2001-03-01 | Abb Patent Gmbh | Verfahren und Anordnung zum Transport von elektrisch leitfähigem Lack |
| FR2815554B1 (fr) | 2000-10-19 | 2002-12-20 | Sames Technologies | Dispositif et procede d'alimentation de projecteurs et installation de projection equipee d'un tel dispositif |
| FR2815555B1 (fr) | 2000-10-19 | 2003-07-18 | Sames Technologies | Dispositif et procede d'alimentation de projecteurs et installation de projection equipee d'un tel dispositif |
| DE10120272A1 (de) | 2001-04-25 | 2002-10-31 | Duerr Systems Gmbh | Verfahren zur Betriebssteuerung einer Beschichtungsanlage |
| DE10145169A1 (de) | 2001-09-13 | 2003-04-03 | Duerr Systems Gmbh | Verfahren zum serienweisen Beschichten von Werkstücken |
| ATE397497T1 (de) | 2004-09-13 | 2008-06-15 | Duerr Systems Gmbh | Verfahren, beschichtungsanlage und rotationszerstäuber zur serienbeschichtung von werkstücken |
| DE102004053819A1 (de) * | 2004-11-04 | 2006-05-11 | Tecnobless Gmbh | Sprühanlage mit auswechselbaren Sprühmittelbehältern |
| DE102004059870B4 (de) * | 2004-12-13 | 2011-06-22 | EISENMANN Anlagenbau GmbH & Co. KG, 71032 | Verfahren und Anlage zur Beschichtung von Gegenständen |
| JP4709585B2 (ja) | 2005-06-09 | 2011-06-22 | トリニティ工業株式会社 | 塗布材充填方法及び装置 |
| US8418647B2 (en) | 2005-10-21 | 2013-04-16 | Dürr Systems Inc. | Procedure and piston type metering devices for the metered material supply for a coating device |
| US7908994B2 (en) | 2005-10-21 | 2011-03-22 | Duerr Systems, Inc. | Automatically steered coating machine also a container for the coating material |
| CN104588241A (zh) * | 2014-12-31 | 2015-05-06 | 东莞丰裕电机有限公司 | 大型工件喷涂系统 |
| CN110180709B (zh) * | 2019-05-22 | 2021-06-25 | 昆山缘瑞塑胶科技有限公司 | 一种口红管外壳喷涂生产线 |
| DE102021121553A1 (de) | 2021-08-19 | 2023-02-23 | Dürr Systems Ag | Betriebsverfahren für einen Zerstäuber und entsprechende Lackieranlage |
| CN114515661B (zh) * | 2021-12-28 | 2023-04-11 | 刘晓玲 | 一种用于浸渍非连续纤维的液体树脂喷涂装置 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1208692B (de) * | 1962-12-19 | 1966-01-05 | Standard Elektrik Lorenz Ag | Speichereinrichtung fuer Rohrpostbuechsen, insbesondere Grossrohrpostbehaelter |
| GB1232893A (fr) * | 1969-05-02 | 1971-05-19 | ||
| BE755696A (fr) * | 1969-09-03 | 1971-03-03 | Carrier Engineering Co Ltd | Appareil destine a commande le fonctionnement d'un pistolet de pulverisation |
| GB1559796A (en) * | 1975-09-13 | 1980-01-30 | Molins Ltd | Apparatus for handling packets |
| DE2819302C3 (de) * | 1978-05-02 | 1988-07-28 | Ransburg Gmbh, 6056 Heusenstamm | Lackmengen-Steuersystem |
| IL67722A0 (en) * | 1982-02-05 | 1983-05-15 | Plessey Overseas | Container with memory |
| AU548810B2 (en) * | 1982-04-27 | 1986-01-02 | Daiwa Can Company Limited | Method and apparatus for handling metal containers |
| DE3228161C1 (de) * | 1982-07-28 | 1984-01-19 | Karl 7298 Loßburg Hehl | Beschickungseinrichtung zum Zufuehren von Kunststoffgranulat in eine Spritzgiesseinheit |
| JPS59186807A (ja) * | 1983-04-06 | 1984-10-23 | Fuji Photo Film Co Ltd | マイクロフイルムカ−トリツジの収納・取出機構 |
| US4588341A (en) * | 1983-07-08 | 1986-05-13 | Motoda Denshi Kogyo Kabushiki Kaisha | Article delivery apparatus |
| DE3340614C1 (de) * | 1983-11-10 | 1985-02-21 | Daimler-Benz Ag, 7000 Stuttgart | Einrichtung zum Lackieren von Serienteilen mit wechselnder Farbe |
| JPS60122073A (ja) * | 1983-12-05 | 1985-06-29 | Tokico Ltd | 塗装用ロボットの色替装置 |
| DE3416169A1 (de) * | 1984-05-02 | 1985-11-07 | W. Fechter GmbH Ingenieurunternehmen, 8500 Nürnberg | Vorrichtung zum aufbringen von beschichtungsstoffen und/oder farbueberzuegen |
| FR2609252B1 (fr) * | 1987-01-02 | 1989-04-21 | Sames Sa | Installation de projection de produit de revetement tel que par exemple une peinture et notamment installation de projection electrostatique de peinture a base d'eau |
| US4932589A (en) * | 1988-09-30 | 1990-06-12 | Binks Manufacturing Company | Method of and apparatus for electrical isolation of electrostatic sprayers |
| DE8906341U1 (de) * | 1989-05-23 | 1989-07-13 | Sata - Farbspritztechnik GmbH & Co, 7140 Ludwigsburg | Lackierroboter |
| DE4013941A1 (de) * | 1990-04-30 | 1991-10-31 | Behr Industrieanlagen | Anlage zum serienweisen beschichten von werkstuecken mit leitfaehigem beschichtungsmaterial |
| DE4013942A1 (de) * | 1990-04-30 | 1991-10-31 | Behr Industrieanlagen | Anlage zum serienweisen beschichten von werkstuecken mit leitfaehigem beschichtungsmaterial |
| DE4117613A1 (de) * | 1991-05-29 | 1992-12-03 | Ransburg Gmbh | Spruehbeschichtungsvorrichtung |
| FR2677611A1 (fr) * | 1991-06-11 | 1992-12-18 | Sames Sa | Reservoir a capacite ajustable, pour produit liquide. |
| US5238029A (en) * | 1991-10-04 | 1993-08-24 | Fanuc Robotics North America, Inc. | Method and system for fluid transfer and non-contact sensor for use therein |
| DE4208500C2 (de) * | 1992-03-17 | 1994-05-11 | Kleinmichel Klaus Gmbh | Spritzvorrichtung zum Aufbringen eines flüssigen Mediums wie Farbe |
| FR2695327B1 (fr) * | 1992-09-09 | 1995-07-07 | Sames Sa | Dispositif de projection électrostatique de produit de revêtement électriquement conducteur, muni d'un réservoir isolé adapté à contenir un tel produit. |
| DE4339302C2 (de) * | 1993-11-18 | 1999-12-30 | Abb Patent Gmbh | Farbwechselblock mit Leckageindikatoren |
| DE4342128A1 (de) * | 1993-12-10 | 1995-06-14 | Abb Patent Gmbh | Farbauftragvorrichtung |
| DE4423643A1 (de) * | 1994-07-06 | 1996-01-11 | Ind Lackieranlagen Schmidt Gmb | Einrichtung zum Lackieren von Gegenständen mit verschiedenen Farben |
| FR2722432B1 (fr) * | 1994-07-13 | 1996-10-25 | Sames Sa | Dispositif de projection comprenant un reservoir de produit de revetement et procede de nettoyage et de remplissage d'un tel reservoir |
| US5549755A (en) * | 1994-12-08 | 1996-08-27 | Nordson Corporation | Apparatus for supplying conductive coating materials including transfer units having a combined shuttle and pumping device |
| JP3245040B2 (ja) * | 1996-02-29 | 2002-01-07 | トリニティ工業株式会社 | 静電塗装機 |
-
1996
- 1996-03-18 DE DE19610589A patent/DE19610589A1/de not_active Withdrawn
-
1997
- 1997-03-18 EP EP97104631A patent/EP0796665B1/fr not_active Expired - Lifetime
- 1997-03-18 DE DE59701990T patent/DE59701990D1/de not_active Expired - Lifetime
- 1997-03-18 ES ES97104631T patent/ES2148864T3/es not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007319728A (ja) * | 2006-05-30 | 2007-12-13 | Trinity Ind Corp | 塗装システム |
| US11772116B2 (en) | 2018-11-28 | 2023-10-03 | Precision Valve & Automation, Inc. | Multiple fourth axis robot |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0796665A3 (fr) | 1998-04-08 |
| ES2148864T3 (es) | 2000-10-16 |
| EP0796665A2 (fr) | 1997-09-24 |
| DE59701990D1 (de) | 2000-08-17 |
| DE19610589A1 (de) | 1997-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0796665B1 (fr) | Système et procédé d'alimentation en peinture d'une installation de revêtement | |
| EP2268415A2 (fr) | Robot de peinture et procédé d'utilisation correspondant | |
| EP0796664B1 (fr) | Installation de revêtement à réservoir interchangeable | |
| EP0292778A2 (fr) | Procédé et installation de revêtement électrostatique avec un produit de revêtement conducteur | |
| DE60133478T2 (de) | Verfahren und vorrichtung zur versorgung von spritzeinrichtungen und spritzanlage mit einer solchen vorrichtung | |
| DE3927880C2 (de) | Verfahren und Anlage zum Beschichten von Gegenständen mit häufig wechselndem Farbmaterial | |
| EP1245296B1 (fr) | Installation de revêtement avec une station de changer la tête de pulvérisation | |
| EP1245294B1 (fr) | Pulvérisateur pour une installation de revêtement et procédé d'alimentation en produit de revêtement de ce pulvérisateur | |
| EP1314483A2 (fr) | Procédé et système de distribution de doses de matériau de revêtement à un appareil de revêment | |
| EP0915741B1 (fr) | Procede et dispositif de mise en peinture | |
| DE69831227T2 (de) | Einrichtung zum zuführen von farbe zu einer vorrichtung zur sprühbeschichtung | |
| EP1369183B1 (fr) | Méthode et système d'alimentation de peinture pour une installation de revêtement électrostatique | |
| EP0895485B1 (fr) | Installation de revetement pour recouvrir des objets d'un materiau colorant, a changement frequent de materiaux colorants | |
| EP0983798B1 (fr) | Système et procédé d'alimentation en peinture d'une installation de revêtment | |
| EP1824607A1 (fr) | Procede et installation pour recouvrir, en particulier pour peindre, des articles | |
| EP1010469B1 (fr) | Système et procédé d'alimentation en peinture d'une installation de revêtement électrostatique | |
| DE19704573C2 (de) | Vorrichtung zur Lackierung von Kraftfahrzeugkarossen | |
| DE19940542A1 (de) | Verfahren und Anordnung zum Transport von elektrisch leitfähigem Lack | |
| EP3743215B1 (fr) | Centre d'alimentation en poudres multicolores conçu pour alimenter à la demande au moins un dispositif de pulvérisation de poudres en poudres de revêtement de différents types | |
| DE19940541A1 (de) | Verfahren und Anordnung zum Transport von elektrisch leitfähigem Lack | |
| EP3743217B1 (fr) | Centre d'alimentation en poudre multicolore destiné à alimenter selon les besoins au moins un équipement d'aspersion de poudre en poudre de revêtement de types différents | |
| DE19632325A1 (de) | Vorrichtung zur Lackierung von Kraftfahrzeugkarossen | |
| EP1502656B1 (fr) | Méthode et système d'alimentation de peinture pour une installation de revêtement électrostatique et système de liaison pour cela | |
| EP4219020A1 (fr) | Centre de poudre multicolore permettant d'alimenter en cas de besoin au moins un dispositif de pulvérisation de poudre de revêtement de différents types | |
| DE102004053819A1 (de) | Sprühanlage mit auswechselbaren Sprühmittelbehältern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE ES FR GB IT NL SE |
|
| K1C1 | Correction of patent application (title page) published |
Effective date: 19970924 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RHK1 | Main classification (correction) |
Ipc: B05B 12/14 |
|
| 17P | Request for examination filed |
Effective date: 19980325 |
|
| 17Q | First examination report despatched |
Effective date: 19980519 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): BE DE ES FR GB IT NL SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000712 |
|
| REF | Corresponds to: |
Ref document number: 59701990 Country of ref document: DE Date of ref document: 20000817 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2148864 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140319 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R042 Ref document number: 59701990 Country of ref document: DE Effective date: 20140311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20140311 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20150319 Year of fee payment: 19 Ref country code: IT Payment date: 20150326 Year of fee payment: 19 Ref country code: ES Payment date: 20150326 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150319 Year of fee payment: 19 Ref country code: SE Payment date: 20150319 Year of fee payment: 19 Ref country code: GB Payment date: 20150319 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20150319 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20160401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160319 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160318 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160318 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180507 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160319 |