EP0768147A1 - Grinding machine for brake discs - Google Patents
Grinding machine for brake discs Download PDFInfo
- Publication number
- EP0768147A1 EP0768147A1 EP96870046A EP96870046A EP0768147A1 EP 0768147 A1 EP0768147 A1 EP 0768147A1 EP 96870046 A EP96870046 A EP 96870046A EP 96870046 A EP96870046 A EP 96870046A EP 0768147 A1 EP0768147 A1 EP 0768147A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- disc
- grinding
- tools
- wheels
- brake
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/10—Single-purpose machines or devices
- B24B7/16—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings
- B24B7/17—Single-purpose machines or devices for grinding end-faces, e.g. of gauges, rollers, nuts, piston rings for simultaneously grinding opposite and parallel end faces, e.g. double disc grinders
Definitions
- the invention relates to grinding machines for brake discs.
- the appearance of the disc brake was a revolution in the automobile industry in its time.
- the disc rotating in a plane parallel to the wheel is clamped between two plates mounted on a stirrup; the large surface of the disc allows excellent heat dissipation of the energy absorbed during braking and the application of significant braking torques without braking losses due to expansion.
- Disc brakes are not without their drawbacks. As they are mounted in the open air, they are at the mercy of dust capable of scratching them and the very power of braking can cause the localized appearance of melting points ("fire points"); thermal stresses and the quality of the machining can, finally, cause a more or less marked veiling which causes vibrations and can, at the limit, make them unfit for use.
- fire points melting points
- thermal stresses and the quality of the machining can, finally, cause a more or less marked veiling which causes vibrations and can, at the limit, make them unfit for use.
- the disassembled disc appears healthy, it can, for a lower cost than an outright replacement, have it rectified on a workshop tour.
- US-A-3,592,088 describes a brake disc grinder with an invertible tool holder arm; the tool holder is inverted to successively correct each of the faces of the disc to be reworked.
- Patent DE-A-2540187 proposes to rectify a disc in a single pass using a U-shaped tool, the spacing of the branches of which therefore has a fixed value.
- US-A-4,262,452 discloses a rapid grinding device for a brake disc affecting the shape of a pistol.
- This device comprises two rotors of frustoconical shape. At least one of these rotors is an abrasive wheel.
- a suitable mechanism makes it possible to converge the axes of the two rotors and to pinch a disc with rectify between these two rotors.
- Such a grinder does not allow high precision work; in particular, it is not possible to compensate for a veiling of the disc to be rectified or to guarantee perfect flatness of the faces (depending on the condition of the grinding wheels) or perfect parallelism of the rectified faces (due to the convergence of the axes and the wear of tapered grinding wheels).
- Another object of the invention is to put on the market a grinding machine which can straighten the hazy discs, also with a very reduced material removal.
- Another object is to produce such a grinder thanks to which the thickness of material removed is small enough to avoid having to systematically change the brake pads.
- Another object is the development of a device which makes it possible to obtain, after rectification, a braking power comparable to that of a new disc.
- the subject of the invention is a device for grinding a brake disc, in particular for a brake disc mounted on a vehicle, this device comprising a frame, a motor, two grinding tools, longitudinal displacement means capable of displacing these tools parallel to a reference plane and transverse displacement means able to move these tools transversely relative to this plane, means for centering and driving in rotation of this disc; grinding tools are grinding wheels with a cylindrical abrasive surface mounted on rotating shafts arranged parallel to each other and parallel to the reference plane, on either side thereof, these rotary shafts being slidably mounted in mandrels so as to ensure the longitudinal movement of the grinding wheels.
- the rotary shafts are supported at their end opposite to the abrasive wheels by thrust bearings mounted in a fork capable of moving along a worm screw driven by a drive means (either manual or automatic ).
- the abrasive wheels preferably rotate in opposite directions from each other so that the surfaces coming into contact with the disc move in the same direction as said disc but not at the same linear speed, so as to obtain a polishing with a minimum of material removal.
- the means for centering and driving the disc in rotation advantageously comprise a rotary plate capable of holding the disc along the reference plane of the device.
- This provides an apparatus capable of also rectifying disassembled discs.
- each mandrel is able to be moved in the frame transversely to the reference plane by an independent transverse displacement control.
- the device advantageously comprises a relative transverse displacement control common to the two mandrels capable of spreading and bringing together simultaneously these two mandrels relative to each other; this relative transverse displacement control preferably consists of a device with differential screw pitch.
- pulleys are fixed on the rotary shafts; these pulleys being driven by a belt, said belt passing over a drive pulley actuated by the motor and comprising a tensioning device capable of compensating for variations in tension due to a change in the relative position of the shafts of these two abrasive wheels.
- the device comprises an articulated arm provided with a fixing lug capable of being secured to a brake caliper support so as to correspond the reference plane of the device with the plane of a disc mounted on a vehicle.
- the grinding machine 1 is essentially provided on its face turned towards the disc to be rectified, which we will call the front face, with two rotary grinding wheels 2,3 rotating in opposite directions to each other at a speed of about 7000 rpm.
- Each of these grinding wheels 2,3 is mounted on a shaft 4 which can move parallel to the reference plane emerging from the front face 5, the two shafts 4 moving together so that the two grinding wheels 2,3 remain in screw -to each other.
- the two shafts 4 are rigidly supported and driven by mandrels 6 which can be moved as will be seen below by an endless screw perpendicular to the reference plane to the left or to the right of the front face or to be brought together one of the other.
- Each mandrel is supported by a shock absorber 7 (visible in Fig. 4) which ensures its stability and absorbs vibrations.
- the grinding machine is driven by an electric motor 8.
- This motor is provided with an angular gear 9 driving pulleys 10,11.
- These pulleys 10, 11 actuate, by means of a belt 12, a drive device 13 intended to drive the hub in rotation (not shown) on which the disc to be ground is fixed (shown in broken lines).
- the drive device 13 can be mounted on either side of the grinder 1 by moving the support arm 14 from a sleeve 15, 16 to the other.
- the hub is driven by a plate 17 provided with fixing means 18, 19 in variable number, so that it can be adapted to hubs of different configurations, for example with an even number of studs or odd.
- This plate 17 has in its middle a centering tip 20 which allows it to be quickly aligned on the hub of a vehicle.
- the grinding machine 1 is generally held in place relative to the braking disc thanks to an adjustable arm 21 which carries a suitable attachment 22 and perfectly aligned with respect to the plane of the disc.
- This fixing 22 can be fixed for example to the support of the stirrup of a disc still mounted on its hub.
- the arm 21 can be mounted both on the left side and on the right side of the grinding machine 1 which is thus, with minor adjustments, rigorously aligned on the brake disc to be machined.
- a tensioner 23 makes it possible to maintain the tension of the belt 12 when the relative position of the plate 17 is adjusted relative to the grinding machine 1.
- the position of the plate 17 can also easily be reversed depending on whether one operates on the left or right side of the vehicle.
- a protective cover 24 prevents accidental contact with the moving parts of the drive device 13.
- the transmission by pulleys and belt could perfectly be replaced by a cardan shaft.
- Fig. 2 shows the movement transmission device in the grinding machine 1.
- This device uses a single belt 25.
- the belt 25, which drives both the two shafts 4 of the grinding wheels 2,3 and the disc to be ground, is trapezoidal shape. It passes successively on a drive pulley 26 fixed to the motor shaft 8, then on a return pulley 27, then on one of the pulleys 28 secured to the shaft 4 of one of the two grinding wheels 2, then on the pulley 29 causing the bevel gear 9.
- All these pulleys 26, 27, 28, 29 have a trapezoidal groove.
- the belt finally passes, inverted, in the rectangular groove of the second pulley 30, integral from the shaft 4 of the grinding wheel 3, and returns to the drive pulley.
- Fig. 3 shows how the belt tension is ensured.
- the motor 8 as a whole is fixed to an oscillating cradle 31.
- This oscillating cradle 31 is secured to the frame 32 on one side by a hinge 33, the axis of this hinge 33 being parallel to that of the shafts 4 on the other side of the cradle is suspended from the frame 32 by means of a damping device 34 under tension.
- This shock absorber directed downwards is adjustable and keeps the belt 25 tensioned and, at the same time, attenuates the vibrations generated by the assembly.
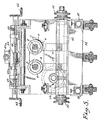
- Figs. 4 and 5 show in more detail the whole of the device for longitudinal displacement and transverse displacement of the shafts.
- Each of the pulleys 28.30 is provided with a wedging means 35, here a flat, (but we could also use a wedge and a groove) which leaves it free to move longitudinally on its shaft 4. We can thus advancing the shaft 4 without varying the relative position of the drive pulleys 28.30.
- the rear end of each shaft 4 is supported by a thrust bearing 36 mounted in a fork 37 surmounted by a threaded portion 38 guided by an endless screw 39 mounted on the frame 32 parallel to the axis of the shafts 4.
- This worm screw supports a handle 40. The rotation of the handle 40 causes the longitudinal displacement of the fork 37 and therefore the advancement or retreat of the grinding wheels 2,3.
- the upper part of the fork 37 supports an index 41a which moves in front of a graduated batten 42a.
- the pulley 29 is supported by bearings integral with the frame 32. It drives via the bevel gear 9 an axis 41 disposed transversely to the plane of the disc, which axis 41 ends with the drive pulleys 10,11.
- Fig. 4 shows more precisely the way in which the grinding wheel positioning device 2, 3 is arranged.
- Each mandrel 6 is attached to the frame 32 by means of a damper 7 pivotally mounted around an axis parallel to the axis of the grinding wheels.
- damper 7 pivotally mounted around an axis parallel to the axis of the grinding wheels.
- the position of the mandrels is determined transversely by knobs 42 acting on endless screws 43.
- a sleeve 44 acting on rods with differential screw threads 45, 46 allows micrometric adjustment of the respective position of the mandrels.
- the grinding machine according to the invention is in an extremely compact form. We can therefore correct a brake disc without even removing it from its hub. In the case of the front wheels, the disc is accessed by turning the direction sharply to the right or to the left, as the case may be.
- the grinding machine being suitably centered and aligned as explained above, we act on the longitudinal displacement lever so as to assess (without contact between the disc and the grinding wheels) the maximum extension to be given to the grindstone trees 2.3.
- the motor 8 having been started, thanks to its individual control, one of the grinding wheels is brought into contact with the face of the corresponding disc and a round trip is carried out over the entire width of the disc, which already makes it possible to give a assessment of the condition of the brake disc.
- the grinders 2,3 are then started and brought together simultaneously using the relative precision displacement adjustment (44,45,46). A series of successive passes is made by tightening, after each pass, the interval between the grinding wheels, until the desired degree of finish is obtained.
- the disc is actuated by the plate 17 in the same direction as the grinding wheels 2,3. This reduces the tearing of material, which limits heating and allows a more rigorous rectification of the surfaces; for example, the disc can be rotated at around 580 rpm and the grinding wheels 2.3 at 800 rpm.
- the small width of the cylindrical grinding wheels ensures very high precision in rectification (which would not be permitted, in particular, conical grinding wheels or very large grinding wheels as described in US-A-4,262,452 whose rigorous surface condition is more difficult to verify).
- the disc being treated "in situ" eliminates the influence of random factors (timing accuracy etc.) which cannot be taken into account in any other method.
- the speed of the operation with the grinding machine according to the invention is, literally, a factor of safety for the motorist. It is indeed common practice, when braking problems appear, to simply change the pads of the brake caliper, when the surface of the discs is already badly damaged or distorted and the performance or braking is already falling. sensitive.
- the disc driven in rotation by the plate between the grinding wheels 2,3, is rectified according to the same procedure, while keeping practically all the advantages mentioned above: rigorous parallelism of the faces, extremely passes reduced, negligible material removal.
- a brake drum with its axis arranged in the same way as that of a disc to be rectified, in this case using an abrasive wheel.
- auxiliary the axis of rotation of which is arranged parallel to that of the brake drum to be ground, auxiliary positioning means making it possible to bring said auxiliary abrasive wheel tangentially to the internal surface of the drum to be ground.
- This auxiliary wheel generally having a diameter smaller than that of the abrasive wheels 2, 3, one can advantageously use as auxiliary wheel one of the used wheels 2, 3, the diameter of which is therefore reduced.
- the auxiliary wheel operating in the same speed range as the wheels 2, 3 can be driven by the same motor via a return belt.
- a transparent protective cover can be mounted around the moving parts during grinding on the bench, giving the use of the grinding machine according to the invention optimum working safety.
- this protective cover can be designed to be dustproof and be fitted with a dust extraction system.
- the overpressure air is evacuated by one or more holes drilled in the front face of the grinder (for example between the mandrels 6), contributing both to the cooling of the parts and to the evacuation of residues.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
Abstract
Description
L'invention concerne les rectifieuses pour disque de freins.The invention relates to grinding machines for brake discs.
L'apparition du frein à disque a constitué en son temps une révolution en automobile. Le disque tournant dans un plan parallèle à la roue est pincé entre deux plaquettes montées sur un étrier; la grande surface du disque permet une excellente dissipation thermique de l'énergie absorbée lors du freinage et l'application de couples de freinage importants sans pertes de freinage dues à la dilatation.The appearance of the disc brake was a revolution in the automobile industry in its time. The disc rotating in a plane parallel to the wheel is clamped between two plates mounted on a stirrup; the large surface of the disc allows excellent heat dissipation of the energy absorbed during braking and the application of significant braking torques without braking losses due to expansion.
Les freins à disques ne sont pas pour autant dépourvus de tout inconvénient. Comme ils sont montés à l'air libre, ils sont à la merci de poussières propres à les rayer et la puissance même du freinage peut provoquer l'apparition localisée de points de fusion ("points de feu"); les sollicitations thermiques et la qualité de l'usinage peuvent, enfin, provoquer un voilage plus ou moins marqué qui provoque des vibrations et peut, à la limite, les rendre impropres à l'usage.Disc brakes are not without their drawbacks. As they are mounted in the open air, they are at the mercy of dust capable of scratching them and the very power of braking can cause the localized appearance of melting points ("fire points"); thermal stresses and the quality of the machining can, finally, cause a more or less marked veiling which causes vibrations and can, at the limit, make them unfit for use.
La vérification et le remplacement périodiques des disques de frein sont devenus en conséquence des opérations de routine chez bon nombre de garagistes. Par ailleurs, un problème de plus en plus fréquent que rencontrent ces garagistes est la mise sur le marché de voitures neuves sur lesquelles sont montés dès l'origine des disques de planéité imparfaite.As a result, periodic checks and replacement of brake discs have become routine operations for many garage owners. In addition, an increasingly frequent problem encountered by these garage owners is the placing on the market of new cars on which discs with imperfect flatness are mounted from the start.
Si le disque démonté apparaît sain, on peut, pour un coût moindre qu'un remplacement pur et simple, le faire rectifier sur un tour d'atelier.If the disassembled disc appears healthy, it can, for a lower cost than an outright replacement, have it rectified on a workshop tour.
Comme ce tour d'atelier sert en général à de multiples fonctions, il est rare que les disques rectifiés soient disponibles immédiatement, au grand dam des utilisateurs. Il est par ailleurs toujours nécessaire de procéder au démontage des disques du véhicule pour pratiquer l'opération.As this workshop tour is generally used for multiple functions, it is rare that rectified discs are available immediately, much to the users' displeasure. It is also always necessary to disassemble the vehicle discs to perform the operation.
On a donc cherché à rendre la rectification des disques plus aisée, sans devoir pour autant recourir à leur démontage.We therefore sought to make rectification of the discs easier, without having to resort to dismantling them.
Le brevet US-A-3,592,088 décrit une rectifieuse pour disque de frein dotée d'un bras porte-outil inversable; le porte-outil est inversé pour rectifier successivement chacune des faces du disque à réusiner.US-A-3,592,088 describes a brake disc grinder with an invertible tool holder arm; the tool holder is inverted to successively correct each of the faces of the disc to be reworked.
Le brevet DE-A-2540187 propose de rectifier un disque en une seule passe à l'aide d'un outil en U, dont l'écartement des branches a donc une valeur fixe.Patent DE-A-2540187 proposes to rectify a disc in a single pass using a U-shaped tool, the spacing of the branches of which therefore has a fixed value.
La demande de brevet internationale WO-A-82/01678 décrit une rectifieuse pour disque de frein en place sur moyeu de véhicule. Cette rectifieuse comporte un dispositif d'entraînement du moyeu ainsi que deux chariots porte-outils pouvant être disposés de part et d'autre d'un disque, l'ensemble du train de véhicule étant soulevé par rapport au sol. La rectifieuse suivant WO 82/01678, est relativement encombrante et concerne donc plutôt de grands ateliers.International patent application WO-A-82/01678 describes a grinding machine for a brake disc in place on a vehicle hub. This grinding machine comprises a hub drive device as well as two tool-carrying carriages that can be arranged on either side of a disc, the entire vehicle train being raised relative to the ground. The grinder according to WO 82/01678, is relatively bulky and therefore relates rather to large workshops.
Dans les différents dispositifs de rectification mentionnés ci-dessus, tout comme notamment, dans le document EP-A-0 283 391 (qui concerne la rectification de meules abrasives) on fait appel à des outils tranchants pour rectifier la surface des disques, ce qui implique l'enlèvement, sur chaque face du disque, d'une épaisseur de matière non négligeable. Un disque ne peut guère dans ces conditions subir qu'une seule fois la rectification. De surcroît, lorsque le disque présente des irrégularités ou un voile, l'outil de coupe subit des chocs répétés à chaque rentrée dans la matière, ce qui oblige à recourir à des outils à pointes rapportées, plus coûteux.In the various grinding devices mentioned above, as in particular in document EP-A-0 283 391 (which relates to the grinding of abrasive wheels), sharp tools are used to grind the surface of the discs, which involves the removal, on each side of the disc, of a significant thickness of material. A disc can hardly undergo rectification once under these conditions. In addition, when the disc has irregularities or a haze, the cutting tool undergoes repeated shocks each time it enters the material, which requires the use of tools with pointed tips, which are more expensive.
On connaît par US-A-4,262,452, un dispositif de rectification rapide pour disque de frein affectant la forme d'un pistolet. Ce dispositif comporte deux rotors de forme tronconique. Au moins un de ces rotors est une meule abrasive. Un mécanisme approprié permet de faire converger les axes des deux rotors et de pincer un disque à rectifier entre ces deux rotors.US-A-4,262,452 discloses a rapid grinding device for a brake disc affecting the shape of a pistol. This device comprises two rotors of frustoconical shape. At least one of these rotors is an abrasive wheel. A suitable mechanism makes it possible to converge the axes of the two rotors and to pinch a disc with rectify between these two rotors.
Une telle rectifieuse ne permet pas un travail de grande précision; il n'est notamment pas possible de compenser un voilage du disque à rectifier ni de garantir une planéité parfaite des faces (fonction de l'état des meules) ou un parfait parallélisme des faces rectifiées (en raison de la convergence des axes et de l'usure des meules tronconiques).Such a grinder does not allow high precision work; in particular, it is not possible to compensate for a veiling of the disc to be rectified or to guarantee perfect flatness of the faces (depending on the condition of the grinding wheels) or perfect parallelism of the rectified faces (due to the convergence of the axes and the wear of tapered grinding wheels).
On a cherché à réaliser une rectifieuse pour disque de frein, ne nécessitant généralement pas le démontage du disque, qui en dépit de ses faibles dimensions, soit à même de rectifier un disque simultanément sur ses deux faces avec une très grande précision et qui permette de faire disparaître les "points de feu" avec un enlèvement de matière extrêmement réduit.Attempts have been made to produce a grinding machine for a brake disc, generally not requiring the disassembly of the disc, which, despite its small dimensions, is capable of rectifying a disc simultaneously on its two faces with very high precision and which makes it possible to remove the "fire points" with an extremely reduced material removal.
Un autre but de l'invention est de mettre sur le marché une rectifieuse qui puisse redresser les disques voilés, également avec un enlèvement de matière très réduit.Another object of the invention is to put on the market a grinding machine which can straighten the hazy discs, also with a very reduced material removal.
Un autre but est de réaliser une telle rectifieuse grâce à laquelle l'épaisseur de matière enlevée soit assez faible pour éviter de devoir systématiquement changer les plaquettes de frein.Another object is to produce such a grinder thanks to which the thickness of material removed is small enough to avoid having to systematically change the brake pads.
Un autre but est la mise au point d'un dispositif qui permette d'obtenir après rectification, une puissance de freinage comparable à celle d'un disque neuf.Another object is the development of a device which makes it possible to obtain, after rectification, a braking power comparable to that of a new disc.
L'invention a pour objet un dispositif pour la rectification de disque de frein, notamment pour un disque de frein monté sur un véhicule, ce dispositif comportant un bâti, un moteur, deux outils de rectification, des moyens de déplacement longitudinaux aptes à déplacer ces outils parallèlement à un plan de référence et des moyens de déplacement transversaux aptes à déplacer ces outils transversalement par rapport à ce plan, des moyens de centrage et d'entraînement en rotation de ce disque; les outils de rectification sont des meules à surface abrasive cylindrique montées sur des arbres rotatifs disposés parallèlement l'un à l'autre et parallèlement au plan de référence, de part et d'autre de celui-ci, ces arbres rotatifs étant montés coulissants dans des mandrins de manière à assurer le déplacement longitudinal des meules.The subject of the invention is a device for grinding a brake disc, in particular for a brake disc mounted on a vehicle, this device comprising a frame, a motor, two grinding tools, longitudinal displacement means capable of displacing these tools parallel to a reference plane and transverse displacement means able to move these tools transversely relative to this plane, means for centering and driving in rotation of this disc; grinding tools are grinding wheels with a cylindrical abrasive surface mounted on rotating shafts arranged parallel to each other and parallel to the reference plane, on either side thereof, these rotary shafts being slidably mounted in mandrels so as to ensure the longitudinal movement of the grinding wheels.
De façon préférée, les arbres rotatifs sont soutenus à leur extrémité opposée aux meules abrasives par des paliers de butée montés dans une fourchette apte à se déplacer le long d'une vis sans fin entraînée par un moyen d'entraînement (soit manuel, soit automatique).Preferably, the rotary shafts are supported at their end opposite to the abrasive wheels by thrust bearings mounted in a fork capable of moving along a worm screw driven by a drive means (either manual or automatic ).
Les meules abrasives tournent de préférence en sens opposé l'une de l'autre de façon telle que les surfaces venant en contact avec le disque se déplacent dans le même sens que ledit disque mais pas à la même vitesse linéaire, de façon à obtenir un polissage avec un minimum d'enlèvement de matière.The abrasive wheels preferably rotate in opposite directions from each other so that the surfaces coming into contact with the disc move in the same direction as said disc but not at the same linear speed, so as to obtain a polishing with a minimum of material removal.
Les moyens de centrage et d'entraînement en rotation du disque comportent avantageusement un plateau rotatif apte à maintenir le disque suivant le plan de référence du dispositif.The means for centering and driving the disc in rotation advantageously comprise a rotary plate capable of holding the disc along the reference plane of the device.
On dispose ainsi d'un appareil capable de rectifier également des disques démontés.This provides an apparatus capable of also rectifying disassembled discs.
De façon préférée, chaque mandrin est apte à être déplacé dans le bâti transversalement par rapport au plan de référence par une commande de déplacement transversal indépendante.Preferably, each mandrel is able to be moved in the frame transversely to the reference plane by an independent transverse displacement control.
Le dispositif comporte avantageusement une commande de déplacement transversal relatif commune aux deux mandrins apte à écarter et rapprocher simultanément l'un par rapport à l'autre ces deux mandrins; cette commande de déplacement transversal relatif est constituée de préférence par un dispositif à pas de vis différentiel.The device advantageously comprises a relative transverse displacement control common to the two mandrels capable of spreading and bringing together simultaneously these two mandrels relative to each other; this relative transverse displacement control preferably consists of a device with differential screw pitch.
Suivant une forme de réalisation avantageuse, des poulies sont calées sur les arbres rotatifs; ces poulies étant entraînées par une courroie, ladite courroie passant sur une poulie motrice actionnée par le moteur et comportant un dispositif de tension apte à compenser les variations de tension dues à un changement de position relative des arbres de ces deux meules abrasives.According to an advantageous embodiment, pulleys are fixed on the rotary shafts; these pulleys being driven by a belt, said belt passing over a drive pulley actuated by the motor and comprising a tensioning device capable of compensating for variations in tension due to a change in the relative position of the shafts of these two abrasive wheels.
De façon préférée, le dispositif comporte un bras articulé doté d'une patte de fixation apte à être solidarisée à un support d'étrier de frein de façon à faire correspondre le plan de référence du dispositif avec le plan d'un disque monté sur un véhicule.Preferably, the device comprises an articulated arm provided with a fixing lug capable of being secured to a brake caliper support so as to correspond the reference plane of the device with the plane of a disc mounted on a vehicle.
La rectifieuse, très simple à utiliser, permet ainsi de raccourcir notablement le temps d'immobilisation des véhicules.The very simple to use grinding machine thus considerably shortens the downtime of vehicles.
De façon optionnelle, le dispositif comporte
- des moyens de centrage et d'entraînement ajustables de façon à pouvoir entraîner, en lieu et place d'un disque, un tambour de frein à tambour et
- une meule à surface abrasive cylindrique apte à rectifier la face intérieure du dit tambour de frein, l'axe de cette meule abrasive cylindrique étant parallèle à l'axe de rotation du dit tambour de frein.
- centering and driving means adjustable so as to be able to drive, in place of a disc, a drum brake drum and
- a grinding wheel with a cylindrical abrasive surface capable of grinding the inner face of said brake drum, the axis of this cylindrical abrasive wheel being parallel to the axis of rotation of said brake drum.
D'autres particularités ou avantages de l'invention ressortiront de la description ci-après de formes de réalisation particulières, référence étant faite aux dessins, dans lesquels
- la Fig. 1 est une vue en perspective de la face avant de la rectifieuse;
- la Fig. 2 est une vue schématique du système d'entraînement de la rectifieuse;
- la Fig. 3 est une vue schématique du dispositif de tension et d'amortissement des vibrations du moteur;
- les Fig. 4 et 5 sont des vues respectivement de profil (avec arrachement) et de face de la rectifieuse suivant l'invention;
- la Fig. 6 est une vue schématique des deux meules lorsqu'elles ont été amenées en contact avec le disque à rectifier et
- la Fig. 7 est une vue en coupe suivant le plan VII - VII de la fig. 6.
- Fig. 1 is a perspective view of the front face of the grinder;
- Fig. 2 is a schematic view of the grinder drive system;
- Fig. 3 is a schematic view of the tensioning and vibration damping device of the engine;
- Figs. 4 and 5 are respectively side views (with cutaway) and front view of the grinding machine according to the invention;
- Fig. 6 is a schematic view of the two grinding wheels when they have been brought into contact with the disc to be ground and
- Fig. 7 is a sectional view along the plane VII - VII of FIG. 6.
La rectifieuse 1 est essentiellement pourvue sur sa face tournée vers le disque à rectifier, que nous nommerons la face avant, de deux meules rotatives 2,3 tournant en sens inverses l'une de l'autre à une vitesse d'environ 7000 rpm.The
Chacune de ces meules 2,3 est montée sur un arbre 4 qui peut se déplacer parallèlement au plan de référence en ressortant de la face avant 5, les deux arbres 4 se déplaçant conjointement de façon telle que les deux meules 2,3 restent en vis-à-vis l'une de l'autre.Each of these
Les deux arbres 4 sont supportés rigidement et entraînés par des mandrins 6 pouvant être déplacés comme on le verra plus loin par une vis sans fin perpendiculairement au plan de référence vers la gauche ou vers la droite de la face avant ou être rapprochés l'un de l'autre.The two
Chaque mandrin est supporté par un amortisseur 7 (visible Fig. 4) qui assure sa stabilité et absorbe les vibrations.Each mandrel is supported by a shock absorber 7 (visible in Fig. 4) which ensures its stability and absorbs vibrations.
La rectifieuse est mue par un moteur électrique 8. Ce moteur est muni d'un renvoi d'angle 9 entraînant des poulies 10,11. Ces poulies 10,11 actionnent, par l'intermédiaire d'une courroie 12 un dispositif d'entraînement 13 destiné à entraîner en rotation le moyeu (non représenté) sur lequel est fixé le disque à rectifier (représenté en traits interrompus). Suivant la position (droite ou gauche) de ce moyeu, le dispositif d'entraînement 13 peut être monté de l'un ou de l'autre côté de la rectifieuse 1 en déplaçant le bras-support 14 d'un manchon 15,16 à l'autre.The grinding machine is driven by an electric motor 8. This motor is provided with an
Le moyeu est entraîné par l'intermédiaire d'un plateau 17 muni de moyens de fixation 18, 19 en nombre variable, de façon à ce qu'il puisse être adapté à des moyeux de différentes configurations, par exemple avec un nombre de goujons pair ou impair. Ce plateau 17 comporte en son milieu une pointe de centrage 20 qui permet de l'aligner rapidement sur le moyeu d'un véhicule.The hub is driven by a plate 17 provided with
La rectifieuse 1 est globalement maintenue en place par rapport au disque de freinage grâce à un bras ajustable 21 qui porte une fixation 22 adaptée et parfaitement alignée par rapport au plan du disque. Cette fixation 22 peut être fixée par exemple au support de l'étrier d'un disque toujours monté sur son moyeu.The grinding
Le bras 21 peut se monter aussi bien du côté gauche que du côté droit de la rectifieuse 1 qui est ainsi, moyennant les réglages mineurs, rigoureusement alignée sur le disque de frein à usiner.The
Un tendeur 23 permet de maintenir la tension de la courroie 12 lorsque l'on ajuste la position relative du plateau 17 par rapport à la rectifieuse 1.A tensioner 23 makes it possible to maintain the tension of the belt 12 when the relative position of the plate 17 is adjusted relative to the grinding
On remarquera que la position du plateau 17 peut aussi aisément être inversée suivant que l'on opère du côté gauche ou du côté droit du véhicule.Note that the position of the plate 17 can also easily be reversed depending on whether one operates on the left or right side of the vehicle.
Une cache de protection 24 prévient de tout contact accidentel avec les parties en mouvement du dispositif d'entraînement 13. La transmission par poulies et courroie pourrait parfaitement être remplacée par un arbre à cardans.A
La structure interne de la rectifieuse sera décrite en se référant plus particulièrement aux figures 2, 3, 4, 5.The internal structure of the grinding machine will be described with particular reference to Figures 2, 3, 4, 5.
La Fig. 2 montre le dispositif de transmission du mouvement dans la rectifieuse 1. Ce dispositif fait usage d'une courroie unique 25. La courroie 25, qui entraîne à la fois les deux arbres 4 des meules 2,3 et le disque à rectifier, est de forme trapézoïdale. Elle passe successivement sur une poulie motrice 26 fixée à l'arbre du moteur 8, ensuite sur une poulie de renvoi 27, puis sur une des poulies 28 solidaire de l'arbre 4 d'une des deux meules 2, ensuite sur la poulie 29 entraînant le renvoi d'angle 9.Fig. 2 shows the movement transmission device in the grinding
Toutes ces poulies 26, 27, 28, 29 présentent une gorge trapézoïdale. La courroie passe enfin, inversée, dans la gorge rectangulaire de la deuxième poulie 30, solidaire de l'arbre 4 de la meule 3, et revient à la poulie motrice.All these
Cette disposition permet de faire tourner les deux arbres 4 dans des sens opposés, ce qui est avantageux, comme on le verra plus loin. D'autres configurations similaires peuvent être utilisées pour obtenir ce résultat. Un avantage majeur d'une tel entraînement réside dans la légèreté qu'il confère à la construction de la rectifieuse, sans concession sur son degré de précision.This arrangement makes it possible to rotate the two
La distance entre les deux arbres 4 variant au cours de la rectification, il est nécessaire d'ajuster à tout moment la tension de la courroie 25.The distance between the two
La Fig. 3 montre comment la tension de la courroie est assurée. Le moteur 8 dans son ensemble est fixé à un berceau oscillant 31. Ce berceau oscillant 31 est solidarisé au bâti 32 d'un côté par une charnière 33, l'axe de cette charnière 33 étant parallèle à celui des arbres 4 l'autre côté du berceau est suspendu au bâti 32 par l'intermédiaire d'un dispositif amortisseur 34 sous tension.Fig. 3 shows how the belt tension is ensured. The motor 8 as a whole is fixed to an
La poussée de cet amortisseur dirigée vers le bas est réglable et maintient la courroie 25 tendue et, simultanément, atténue les vibrations engendrées par l'ensemble.The thrust of this shock absorber directed downwards is adjustable and keeps the
Les Fig. 4 et 5 montrent plus en détail l'ensemble du dispositif de déplacement longitudinal et de déplacement transversal des arbres.Figs. 4 and 5 show in more detail the whole of the device for longitudinal displacement and transverse displacement of the shafts.
Chacune des poulies 28,30 est munie d'un moyen de calage 35, ici un plat, (mais l'on pourrait aussi bien utiliser une cale et une rainure) qui la laisse libre de se déplacer longitudinalement sur son arbre 4. On peut ainsi faire avancer l'arbre 4 sans faire varier la position relative des poulies d'entraînement 28,30. L'extrémité arrière de chaque arbre 4 est supportée par un palier de butée 36 monté dans une fourchette 37 surmontée d'une partie filetée 38 guidée par une vis sans fin 39 montée sur le bâti 32 parallèlement à l'axe des arbres 4. Cette vis sans fin supporte une manette 40. La rotation de la manette 40 entraîne le déplacement longitudinal de la fourchette 37 et donc l'avancement ou le recul des meules 2,3.Each of the pulleys 28.30 is provided with a wedging means 35, here a flat, (but we could also use a wedge and a groove) which leaves it free to move longitudinally on its
La partie supérieure de la fourchette 37 soutient un index 41a qui se déplace devant une latte graduée 42a.The upper part of the
La poulie 29 est supportée par des roulements solidaires du bâti 32. Elle entraîne via le renvoi d'angle 9 un axe 41 disposé transversalement par rapport au plan du disque, lequel axe 41 se termine par les poulies d'entraînement 10,11.The
La Fig. 4 montre de façon plus précise la façon dont est agencé le dispositif de positionnement des meules 2,3.Fig. 4 shows more precisely the way in which the grinding
Chaque mandrin 6 est rattaché au bâti 32 par l'intermédiaire d'un amortisseur 7 monté à pivotement autour d'un axe parallèle à l'axe des meules. Ces amortisseurs contribuent à la fois au maintien des mandrins et à l'amortissement des vibrations engendrées lors de la rectification.Each
La position des mandrins est déterminée transversalement par des molettes 42 agissant sur des vis sans fin 43. Un manchon 44 agissant sur des tiges à pas de vis différentiels 45, 46 permet un ajustement micrométrique de la position respective des mandrins.The position of the mandrels is determined transversely by
La rectifieuse suivant l'invention se présente sous une forme extrêmement compacte. On peut donc rectifier un disque de frein sans même le démonter de son moyeu. Dans le cas des roues avant, on accède au disque en braquant la direction fortement vers la droite ou vers la gauche, suivant le cas.The grinding machine according to the invention is in an extremely compact form. We can therefore correct a brake disc without even removing it from its hub. In the case of the front wheels, the disc is accessed by turning the direction sharply to the right or to the left, as the case may be.
Le fonctionnement de la rectifieuse suivant l'invention sera décrit en se référant plus particulièrement aux Fig. 2 et 3.The operation of the grinding machine according to the invention will be described with particular reference to Figs. 2 and 3.
La rectifieuse étant convenablement centrée et alignée comme expliqué ci-dessus, on agit sur la manette de déplacement longitudinal de façon à évaluer (sans contact entre le disque et les meules) l'extension maximale à donner aux arbres des meules 2,3.The grinding machine being suitably centered and aligned as explained above, we act on the longitudinal displacement lever so as to assess (without contact between the disc and the grinding wheels) the maximum extension to be given to the grindstone trees 2.3.
Le moteur 8 ayant été mis en route, on amène grâce à sa commande individuelle une des meules en contact avec la face du disque correspondante et l'on effectue un aller-retour sur toute la largeur du disque, ce qui permet déjà de donner une appréciation sur l'état du disque de frein.The motor 8 having been started, thanks to its individual control, one of the grinding wheels is brought into contact with the face of the corresponding disc and a round trip is carried out over the entire width of the disc, which already makes it possible to give a assessment of the condition of the brake disc.
Après avoir calé la commande de déplacement transversal de la première meule 2 dans cette position, on procède de même pour la seconde meule 3.After setting the transverse movement control of the
Les meules 2,3 sont ensuite mises en route et rapprochées simultanément en se servant du réglage de déplacement relatif de précision (44,45,46). On effectue une série de passes successives en resserrant, après chaque passe l'intervalle entre les meules, et ce jusqu'à l'obtention du degré de finition désiré.The
Ces opérations peuvent être effectuées manuellement ou à l'aide d'un dispositif d'avance automatique.These operations can be performed manually or using an automatic feed device.
Comme le montre schématiquement la Fig. 7, le disque est actionné par le plateau 17 dans le même sens que les meules 2,3. On réduit de cette façon l'arrachement de matière, ce qui limite l'échauffement et permet une rectification plus rigoureuse des surfaces; à titre d'exemple, on peut faire tourner le disque à environ 580 rpm et les meules 2,3 à 800 rpm.As shown schematically in FIG. 7, the disc is actuated by the plate 17 in the same direction as the grinding
Tout en n'enlevant de la matière que sur une profondeur minime, on élimine les "points de feu" et on obtient une surface polie propice à un freinage efficace.While removing material only to a minimal depth, we eliminate "fire points" and we obtain a polished surface conducive to effective braking.
Les deux faces du disque étant rectifiées simultanément dans des conditions de parfait parallélisme, même un voilage initial du disque peut être totalement éliminé.The two faces of the disc being rectified simultaneously under conditions of perfect parallelism, even an initial warping of the disc can be completely eliminated.
La faible largeur des meules cylindriques (au regard du diamètre du disque) et leur déplacement longitudinal assure une très grande précision à la rectification (que ne permettraient pas, notamment, des meules coniques ou des meules très larges telles que décrit dans US-A-4,262,452 dont l'état de surface rigoureux est plus difficile à vérifier).The small width of the cylindrical grinding wheels (with regard to the diameter of the disc) and their longitudinal displacement ensures very high precision in rectification (which would not be permitted, in particular, conical grinding wheels or very large grinding wheels as described in US-A-4,262,452 whose rigorous surface condition is more difficult to verify).
Par ailleurs, le disque étant traité "in situ", sa rectification élimine l'influence de facteurs aléatoires (précision du calage etc.) qui ne peuvent être pris en compte dans aucune autre méthode.In addition, the disc being treated "in situ", its rectification eliminates the influence of random factors (timing accuracy etc.) which cannot be taken into account in any other method.
La rapidité de l'opération avec la rectifieuse suivant l'invention est, littéralement, un facteur de sécurité pour l'automobiliste. Il est en effet de pratique courante, lorsqu'apparaissent des problèmes de freinage, de changer simplement des plaquettes de l'étrier de frein, alors que la surface des disques est déjà fortement abîmée ou distordue et que les performances ou freinage sont déjà en baisse sensible.The speed of the operation with the grinding machine according to the invention is, literally, a factor of safety for the motorist. It is indeed common practice, when braking problems appear, to simply change the pads of the brake caliper, when the surface of the discs is already badly damaged or distorted and the performance or braking is already falling. sensitive.
L'usage de la rectifieuse suivant l'invention, simple, rapide et peu coûteux rend à un véhicule toute sa puissance de freinage sans avoir à changer les disques, d'où gain en argent et en temps de livraison.The use of the grinding machine according to the invention, simple, quick and inexpensive gives a vehicle all its braking power without having to change the discs, hence saving money and delivery time.
Les meules se déplaçant parallèlement au disque uniquement par l'intermédiaire des axes rotatifs 4, il est possible d'utiliser la rectifieuse suivant l'invention dans des endroits inaccessibles aux dispositifs connus de l'art antérieur.The grinding wheels moving parallel to the disc only via the rotary axes 4, it is possible to use the grinding machine according to the invention in places inaccessible to devices known from the prior art.
Lorsqu'il n'est pas possible, pour des raisons d'encombrement, d'insérer la rectifieuse en place en regard du moyeu et de la solidariser au véhicule, la rectification des disques reste, malgré cela, extrêmement aisée : il suffit, en effet, de démonter les disques et de les fixer via une pièce intermédiaire sur le plateau d'entraînement 18 à l'aide des doigts réglables 19.When it is not possible, for reasons of space, to insert the grinder in place opposite the hub and to secure it to the vehicle, the grinding of the discs remains, despite this, extremely easy: it suffices, in Indeed, to disassemble the discs and fix them via an intermediate piece on the drive plate 18 using the
Le disque, entraîné en rotation par le plateau entre les meules 2,3 est rectifié suivant la même procédure, en gardant pratiquement tous les avantages cités plus haut : parallélisme rigoureux des faces, passes extrêmement réduites, enlèvement de matière négligeable.The disc, driven in rotation by the plate between the grinding
On notera qu'il est possible, en modifiant la forme du dispositif d'entraînement 13 de rectifier également des tambours de freins (en n'utilisant dans ce cas qu'une seule des deux meules abrasives 2,3).It will be noted that it is possible, by modifying the shape of the
On peut également entraîner à l'aide du dispositif d'entraînement 13, via différents adapteurs, un tambour de frein avec son axe disposé de la même façon que celle d'un disque à rectifier, en faisant dans ce cas appel à une meule abrasive auxiliaire dont l'axe de rotation est disposé parallèlement à celui du tambour de frein à rectifier, des moyens de positionnement auxiliaire permettant d'amener ladite meule abrasive auxiliaire tangentiellement à la surface intérieure du tambour à rectifier.It is also possible to drive, using the
Cette meule auxiliaire ayant généralement un diamètre inférieur à celui des meules abrasives 2, 3, on peut avantageusement utiliser comme meule auxiliaire une des meules 2, 3 usagée, dont le diamètre est donc réduit.This auxiliary wheel generally having a diameter smaller than that of the
Le principe développé plus haut pour la rectification des disques usagés s'appliquant également pour la rectification des tambours (vitesses de rotation respectives du tambour à rectifier et de la meule abrasive, polissage, faible enlèvement de matière).The principle developed above for the grinding of used discs also applies to the grinding of drums (respective rotational speeds of the drum to be ground and the abrasive wheel, polishing, low material removal).
La meule auxiliaire fonctionnant dans la même gamme de vitesse que les meules 2, 3 peut être entraînée par le même moteur via une courroie de renvoi.The auxiliary wheel operating in the same speed range as the
Un capot de protection transparent peut être monté autour des pièces en mouvement lors de la rectification au banc, conférant à l'emploi de la rectifieuse suivant l'invention une sécurité de travail optimale.A transparent protective cover can be mounted around the moving parts during grinding on the bench, giving the use of the grinding machine according to the invention optimum working safety.
De surcroît, ce capot de protection peut être conçu de façon étanche à la poussière et être muni d'un système d'aspiration de la poussière.In addition, this protective cover can be designed to be dustproof and be fitted with a dust extraction system.
La rotation du moteur de la rectifieuse mettant en marche une soufflerie, suivant un mécanisme connu en soi, le bloc-moteur est mis en légère surpression. L'air en surpression est évacué par une ou plusieurs lumières percées dans la face avant de la rectifieuse (par exemple entre les mandrins 6), contribuant à la fois au refroidissement des pièces et à l'évacuation des résidus.The rotation of the grinder motor putting in operation a blower, according to a mechanism known per se, the engine block is put in slight overpressure. The overpressure air is evacuated by one or more holes drilled in the front face of the grinder (for example between the mandrels 6), contributing both to the cooling of the parts and to the evacuation of residues.
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9511944 | 1995-10-11 | ||
| FR9511944A FR2739799B3 (en) | 1995-10-11 | 1995-10-11 | GRINDER FOR BRAKE DISC |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0768147A1 true EP0768147A1 (en) | 1997-04-16 |
Family
ID=9483436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96870046A Withdrawn EP0768147A1 (en) | 1995-10-11 | 1996-04-05 | Grinding machine for brake discs |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0768147A1 (en) |
| FR (1) | FR2739799B3 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2782027A1 (en) * | 1998-08-06 | 2000-02-11 | Economie Mixte Des Transports | In situ truing of brake discs for urban rail vehicles, reducing vehicle downtime and reducing maintenance costs, using tool that requires no specialized structure |
| EP4292758A1 (en) | 2022-06-15 | 2023-12-20 | GST Grinder GmbH | Device for processing a disc blank by grinding |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2122978A (en) * | 1936-04-18 | 1938-07-05 | Howard B Eldridge | Machine for grinding clutch facings and the like |
| US4262452A (en) * | 1978-11-24 | 1981-04-21 | Lopez Francisco R | Disc brake grinding apparatus and method |
| WO1982001678A1 (en) * | 1980-11-13 | 1982-05-27 | Hans Woessner | Method and device for machining brake disks |
| EP0283395A1 (en) * | 1987-03-16 | 1988-09-21 | Automobiles Peugeot | Grinding wheel dressing device |
| DE3933863A1 (en) * | 1989-10-11 | 1991-04-18 | Blohm Maschinenbau Gmbh | NC slideway-type precision grinding machine - has grinding head with additional axes of movement to facilitate NC grinding of curved ways |
-
1995
- 1995-10-11 FR FR9511944A patent/FR2739799B3/en not_active Expired - Fee Related
-
1996
- 1996-04-05 EP EP96870046A patent/EP0768147A1/en not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2122978A (en) * | 1936-04-18 | 1938-07-05 | Howard B Eldridge | Machine for grinding clutch facings and the like |
| US4262452A (en) * | 1978-11-24 | 1981-04-21 | Lopez Francisco R | Disc brake grinding apparatus and method |
| WO1982001678A1 (en) * | 1980-11-13 | 1982-05-27 | Hans Woessner | Method and device for machining brake disks |
| EP0283395A1 (en) * | 1987-03-16 | 1988-09-21 | Automobiles Peugeot | Grinding wheel dressing device |
| DE3933863A1 (en) * | 1989-10-11 | 1991-04-18 | Blohm Maschinenbau Gmbh | NC slideway-type precision grinding machine - has grinding head with additional axes of movement to facilitate NC grinding of curved ways |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2782027A1 (en) * | 1998-08-06 | 2000-02-11 | Economie Mixte Des Transports | In situ truing of brake discs for urban rail vehicles, reducing vehicle downtime and reducing maintenance costs, using tool that requires no specialized structure |
| EP4292758A1 (en) | 2022-06-15 | 2023-12-20 | GST Grinder GmbH | Device for processing a disc blank by grinding |
| EP4292757A1 (en) | 2022-06-15 | 2023-12-20 | GST Grinder GmbH | Device for processing a disc blank by grinding |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2739799A1 (en) | 1997-04-18 |
| FR2739799B3 (en) | 1997-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2635393B1 (en) | Method for machining a casing of an aircraft turboshaft engine and scraper tool for implementing said method | |
| EP1606079B1 (en) | Machine for grinding optical lenses | |
| EP0640435B1 (en) | Grinding machine | |
| FR2808464A1 (en) | GRINDING MACHINE AND METHOD FOR SHARPENING BLADES | |
| FR2515996A1 (en) | METHOD AND DEVICE FOR RESURFACING WITHOUT REMOVAL OF A BRAKE DISC FOR A MOTOR VEHICLE | |
| EP0443396A2 (en) | Apparatus to cut longitudinally a moving strip of material | |
| FR2689794A1 (en) | Machine to machine the edge of a spectacle lens. | |
| FR2553323A1 (en) | METHOD AND MACHINE FOR BEVELING OR GROWING AN OPHTHALMIC LENS | |
| EP0820837B1 (en) | Optical glasses grinding machine | |
| FR2698305A1 (en) | Method and machine for grinding cams. | |
| FR2972382A1 (en) | OPTICAL GLASS GRINDING MACHINE AND ASSOCIATED GRINDING METHOD | |
| EP0768147A1 (en) | Grinding machine for brake discs | |
| EP0082748B1 (en) | Plane frontal rectifying machine for rectifying the ends of optic fibres | |
| EP0603074A1 (en) | Process for checking the fitting of a lens to be grinded to a spectacle frame on a grinding machine | |
| EP0465357B1 (en) | Device for machining contours in soft material and automatic machining process making use of such a device | |
| FR2464793A1 (en) | TOOL EJECTION MECHANISM AND MACHINE EQUIPPED WITH SUCH A MECHANISM | |
| FR2614227A1 (en) | Improved grinding machine for opthalmic lenses | |
| FR2541603A1 (en) | Form roller on tube bending machine | |
| FR2687340A1 (en) | Machine for polishing edges | |
| FR2663871A1 (en) | DEVICE FOR EBARBER OR BREAKING TOOTH KNIVES ON THE FRONTAL FACES OF TEETH OF STRAIGHT OR STRAIGHT TOOTHED WHEELS BY MACHINING WITH OR WITHOUT REMOVING CHIPS. | |
| FR2614570A1 (en) | Improved machine for sharpening cutting blades of cutting tools particularly for joinery | |
| CH688716A5 (en) | Workpiece grinding machine with several grinding surfaces | |
| LU83914A1 (en) | MACHINE TOOL TO AUTOMATICALLY RECIVER, BRIGHTEN OR RIBLATE GRINDERS FOLLOWING A PREDETERMINED PROFILE | |
| CH658423A5 (en) | ASSEMBLY FORM OF A GRINDING WHEEL AND ITS SLEEVE. | |
| FR2562456A1 (en) | Process and device for surface treatment of a glass bar |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT NL PT |
|
| 17P | Request for examination filed |
Effective date: 19971011 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19990319 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19991116 |