EP0283395A1 - Grinding wheel dressing device - Google Patents
Grinding wheel dressing device Download PDFInfo
- Publication number
- EP0283395A1 EP0283395A1 EP88400601A EP88400601A EP0283395A1 EP 0283395 A1 EP0283395 A1 EP 0283395A1 EP 88400601 A EP88400601 A EP 88400601A EP 88400601 A EP88400601 A EP 88400601A EP 0283395 A1 EP0283395 A1 EP 0283395A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- grinding wheel
- axis
- wheel
- support
- wheels
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910003460 diamond Inorganic materials 0.000 claims abstract description 8
- 239000010432 diamond Substances 0.000 claims abstract description 8
- 229910052751 metal Inorganic materials 0.000 claims 1
- 239000002184 metal Substances 0.000 claims 1
- 150000002739 metals Chemical class 0.000 claims 1
- 230000000694 effects Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 244000245420 ail Species 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 235000004611 garlic Nutrition 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/12—Dressing tools; Holders therefor
- B24B53/14—Dressing tools equipped with rotary rollers or cutters; Holders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/07—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels by means of forming tools having a shape complementary to that to be produced, e.g. blocks, profile rolls
Definitions
- the cutting devices for grinding wheels used until now generally include a template whose shape is complementary to that of the grinding wheel.
- these devices have the drawback of requiring a large connection angle between the connection toroids and the flanks.
- these sides must be pre-cut, a long and sometimes dangerous operation because it is practically impossible to automate.
- Document FR-A-2 405 786 describes a device for cutting a grinding wheel having its axis rotatably mounted in a frame which comprises at least two diamond wheels whose axes are parallel to each other and perpendicular to the 'axis of the wheel and are rotatably mounted in a movable support and means for cutting the periphery of the wheel.
- the present invention relates to a cutting device for grinding wheels, of the above type but which is much more precise.
- This device is characterized in that the support for the diamond wheels is movable in a direction perpendicular to the axis of the wheels, therefore parallel to the axis of the grinding wheel, and in that the means for cutting the periphery of the grinding wheel are constituted by a scrubber carried by the support.
- the wheel support being movable along an axis parallel to the axis of the wheel, the two wheels located on either side of the wheel operate separately; lateral wear of the grinding wheel is thus automatically compensated.
- the movement of the carriage parallel to the axis of the grinding wheel allows the use of a scrubber whose position can be defined to the micron. This scrubber cuts the grinding wheel according to straight generators while the cup wheel of the aforementioned document traces arcs of a circle.
- Each of the wheels preferably has two active parts, one cylindrical in its upper part and the other having a toric shape extended by frustoconical parts which make the same angle respectively with the axis of the grinding wheel and with a plane perpendicular to this axis.
- a carriage 4 can be moved relative to the frame 3 in the direction x-x parallel to the axis of the shaft 2, by means not shown in the drawing.
- Two spindles 5 a and 5 b are mounted for rotation in the carriage 4, around an axis parallel to the axis yy perpendicular to the axis xx, and can be driven in rotation by a motor 6 a or 6 b .
- Each of these pins carries a diamond wheel 7 a or 7 b which is fixed to the end 8 of the pin by a screw 9 and a washer 10.
- a sheath 11 serving as a support for a rubbing device 12 fixed by a screw 13 is slidably mounted in the carriage 4, between the two pins 5 a and 5 b , in the direction of the yy axis and can be moved by means described below.
- each of the wheels 7 a and 7 b is approximately complementary to the toric part of the grinding wheel 1.
- the wheel has diamond grains, in two places, at its high cylindrical part 14 a and on its toric part 14 b .
- experience shows that it is impossible to cut the grinding wheel so that its toric part 1 a or 1 b is connected exactly with its flank on the one hand, with its periphery on the other hand.
- the diameter of the upper part 14 a of the wheel cannot be strictly equal to the internal diameter of its toric part; it differs from it by a value k , that is to say that the diameter on which the centers of this toric part are found has the value d + 2r + k, r being the radius of said toric part.
- the position of the scrubber holder 11 must be determined with very high precision which can be gold dre micron in particular when the device has to cut several coaxial grinding wheels of the same diameters.
- a bar 15 made of nickel or another material undergoing a variation in length under the effect of an electromagnetic field is fixed to two guide cylinders 16 a and 16 b which are slidably mounted with a small clearance in the carriage 4 and one of which is integral with the sheath 11.
- the cylinders 16 a and 16 b are pressed into the carriage 4 by brake pistons 17 a and 17 b pushed by elastic washers 18 a and 18 b bearing on plugs 19 a and 19 b .
- the cylinders in which the pistons are mounted are connected to the pressure source 20 of the machine by conduits 21 a and 21 b on which distributors 22 a and 22 b are interposed, the pressure in one of the cylinders having the effect to move the corresponding piston back against the action of the elastic washer 18 a or 18 b .
- a coil 23 which can be supplied with current via a contactor 24.
- the solenoid valve 22 a When the device is started, the solenoid valve 22 a is de-energized while the solenoid valve 22 b is energized, so that only the brake 17 a is applied.
- the following operations are carried out successively: - energization of the coil 23, by closing the contactor 24, which has the effect of producing a retraction of the bar 15 which causes the cy linder 16 b ; - application of the brake 17 b by switching off the solenoid valve 22 b ; - excitation of the solenoid valve 22 a , which releases the brake 17 a ; - interruption of the supply to the coil 23 so that the bar 15 moves a few microns to the left, driving the cylinder 16 a and the scrubber 12; - application of the brake 17 a by cutting off the supply to the solenoid valve 22a; - and release of the brake 17 b by excitation of the solenoid valve 22 b .
- the present invention should not be considered as limited to the embodiment described and shown, but on the contrary covers all variants thereof. It is thus in particular that one could cut at the same time several grinding wheels of the same diameter fixed coaxially on the shaft 2 by providing several rubbers 12 separated from each other by an assembly comprising a wheel similar to the wheel 7 a or 7 b and its drive motor. In this case, in a group of two adjacent grinding wheels, the same wheel cuts the left flank and the left toric part of the grinding wheel located on the right and the right flank and the right toric part of the grinding wheel located on the left.
- the device can be incorporated into a grinding machine, for example a straight plunge grinding machine, the position of the rubbers being controlled by the diameter of the grinding wheel 1 measured by a self-calibrating gauge carried by the grinding machine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
On doit régulièrement tailler les meules, telles que celles utilisées par exemple pour la rectification des pièces de moteur automobile. Ce taillage doit porter aussi bien sur la périphérie de la meule que sur les bords des flancs et sur les parties toriques raccordant ces flancs à la périphérie de la meule. Les dispositifs de taillage des meules utilisés jusqu'à présent comportent généralement un gabarit dont la forme est complémentaire de celle de la meule. Mais ces dispositifs présentent l'inconvénient d'exiger un angle de raccordement important entre les tores de raccordement et les flancs. De plus, ces flancs doivent être prétaillés, opération longue et parfois dangereuse car elle est pratiquement impossible à automatiser.We must regularly cut the grinding wheels, such as those used for example for the grinding of automobile engine parts. This cutting must bear as well on the periphery of the grinding wheel as on the edges of the flanks and on the toric parts connecting these flanks to the periphery of the grinding wheel. The cutting devices for grinding wheels used until now generally include a template whose shape is complementary to that of the grinding wheel. However, these devices have the drawback of requiring a large connection angle between the connection toroids and the flanks. In addition, these sides must be pre-cut, a long and sometimes dangerous operation because it is practically impossible to automate.
Le document FR-A-2 405 786 décrit un dispositif de taillage d'une meule ayant son axe monté à rotation dans un bâti qui comporte au moins deux molettes diamantées dont les axes sont parallèles l'un à l'autre et perpendiculaires à l'axe de la meule et sont montés à rotation dans un support mobile et des moyens pour tailler la périphérie de la meule.Document FR-A-2 405 786 describes a device for cutting a grinding wheel having its axis rotatably mounted in a frame which comprises at least two diamond wheels whose axes are parallel to each other and perpendicular to the 'axis of the wheel and are rotatably mounted in a movable support and means for cutting the periphery of the wheel.
La présente invention a pour objet un dispositif de taillage de meules, du type ci-dessus mais qui est beaucoup plus précis.The present invention relates to a cutting device for grinding wheels, of the above type but which is much more precise.
Ce dispositif est caractérisé en ce que le support des molettes diamantées est mobile dans une direction perpendiculaire à l'axe des molettes, donc parallèle à l'axe de la meule, et en ce que les moyens pour tailler la périphérie de la meule sont constitués par un frottoir porté par le support. Le support des molettes étant mobile suivant un axe parallèle à l'axe de la meule, les deux molettes situées de part et d'autre de la meule interviennent séparément; l'usure latérale de la meule est ainsi automatiquement compensée. Par ailleurs, le déplacement du chariot parallèlement à l'axe de la meule permet l'utilisation d'un frottoir dont la position peut-être définie au micron. Ce frottoir taille la meule selon des génératrices rectilignes alors que la molette boisseau du document précité trace des arcs de cercle.This device is characterized in that the support for the diamond wheels is movable in a direction perpendicular to the axis of the wheels, therefore parallel to the axis of the grinding wheel, and in that the means for cutting the periphery of the grinding wheel are constituted by a scrubber carried by the support. The wheel support being movable along an axis parallel to the axis of the wheel, the two wheels located on either side of the wheel operate separately; lateral wear of the grinding wheel is thus automatically compensated. Furthermore, the movement of the carriage parallel to the axis of the grinding wheel allows the use of a scrubber whose position can be defined to the micron. This scrubber cuts the grinding wheel according to straight generators while the cup wheel of the aforementioned document traces arcs of a circle.
Chacune des molettes comporte de préférence deux parties actives, l'une cylindrique dans sa partie haute et l'autre ayant une forme torique prolongée par des parties tronconiques qui font le même angle respectivement avec l'axe de la meule et avec un plan perpendiculaire à cet axe.Each of the wheels preferably has two active parts, one cylindrical in its upper part and the other having a toric shape extended by frustoconical parts which make the same angle respectively with the axis of the grinding wheel and with a plane perpendicular to this axis.
On a décrit ci-après à titre d'exemple non limitatif, un mode de réalisation du dispositif selon l'invention, avec référence aux dessins annexés dans lesquels :
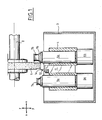
- La Figure 1 en est une vue en plan schématique;
- La Figure 2 est une vue à plus grande échelle montrant le frottoir et l'une des molettes;
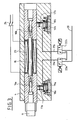
- La Figure 3 est une vue en coupe d'un fourreau porte-frottoir et montre les moyens pour déplacer axialement le fourreau.
- Figure 1 is a schematic plan view thereof;
- Figure 2 is an enlarged view showing the scrubber and one of the wheels;
- Figure 3 is a sectional view of a scrub holder sleeve and shows the means for axially moving the sleeve.
A la Figure 1, on voit une meule 1 qui est fixée sur un arbre 2 monté à rotation dans un bâti 3.In Figure 1, we see a grinding wheel 1 which is fixed on a
Un chariot 4 peut être déplacé par rapport au bâti 3 dans la direction x-x parallèle à l'axe de l'arbre 2, par des moyens non représentés au dessin.A
Deux broches 5a et 5b sont montées à rotation dans le chariot 4, autour d'un axe parallèle à l'axe y-y perpendiculaire à l'axe x-x, et peuvent être entraînées en rotation par un moteur 6a ou 6b. Chacune de ces broches porte une molette diamantée 7a ou 7b qui est fixée sur l'extrémité 8 de la broche par une vis 9 et une rondelle 10.Two
Par ailleurs, un fourreau 11 servant de support pour un frottoir 12 fixe par une vis 13 est monté coulissant dans le chariot 4, entre les deux broches 5a et 5b, dans la direction de l'axe y-y et peut être déplacé par des moyens décrits plus loin.Furthermore, a
Le profil de chacune des molettes 7a et 7b est approximativement complémentaire de la partie torique de la meule 1. Après avoir réglé la position axiale des broches 5a et 5b de façon que la base des tores des molettes 7a et 7b se trouve sur une ligne sensiblement confondue avec une génératrice de la meule 1, on déplace le chariot 4 de façon à tailler à l'aide de la molette 7a le flanc gauche et le rayon gauche 1a de la meule, puis à l'aide de la molette 7b le flanc droit et le rayon droit 1b de cette meule. On taille enfin la périphérie de la meule à l'aide du frottoir 12.The profile of each of the
La molette possède des grains de diamant, en deux endroits, à sa partie cylindrique haute 14a et sur sa partie torique 14b. Mais l'expérience montre qu'il est impossible de tailler la meule de façon que sa partie torique 1a ou 1b se raccorde exactement avec son flanc d'une part, avec sa périphérie d'autre part. Cela est du au fait que le diamètre de la partie supérieure 14a de la molette ne peut être rigoureusement égal au diamètre intérieur de sa partie torique; il en diffère d'une valeur k , c'est-à-dire que le diamètre sur lequel se trouvent les centres de cette partie torique a pour valeur d+2r+k, r étant le rayon de ladite partie torique. De même, il est impossible que la partie travaillante du frottoir 12 soit rigoureusement à une distance r du plan contenant les centres de la partie torique 14b de la molette; il en diffère d'une valeur kʹ. Pour remédier à cette difficulté, on s'arrange pour que les valeurs respectives k et kʹ soient toujours positives et on donne à la molette un profil tel que sa partie torique 14b se prolonge par des parties tronconiques qui font le même angle α respectivement avec la direction x-x et avec la direction y-y, comme cela apparaît à la Figure 2. L'angle α qui est connu, doit être aussi faible que possible, de l'ordre de 1 à 3°.The wheel has diamond grains, in two places, at its high
Dans ces conditions, l'erreur sur la longueur de la partie droite de la périphérie de la meule raccordant les deux tores est donnée par la formule :
Si, par exemple, on a k = 0,017 mm et α = 2°, l'erreur est approximativement de 1 millimètre. De même l'erreur εʹ sur la hauteur du flanc taillé de la meule est donnée par la formule :
εʹ = ![]()
εʹ = ![]()
La position du porte-frottoir 11 doit être déterminée avec une très grande précision qui peut être de l'or dre du micron en particulier quand le dispositif doit tailler plusieurs meules coaxiales de mêmes diamètres.The position of the
A cet effet, dans le mode de realisation de la Figure 3, un barreau 15 en nickel ou en une autre matière subissant une variation de longueur sous l'effet d'un champ électro-magnétique, est fixé à deux cylindres de guidage 16a et 16b qui sont montés coulissants avec un jeu faible dans le chariot 4 et dont l'un est solidaire du fourreau 11. Les cylindres 16a et 16b sont plaqués dans le chariot 4 par des pistons freins 17a et 17b poussés par des rondelles élastiques 18a et 18b prenant appui sur des bouchons 19a et 19b. Les cylindres dans lesquels sont montés les pistons sont reliés à la source de pression 20 de la machine par des conduits 21a et 21b sur lesquels sont intérposés des distributeurs 22a et 22b, la pression dans l'un des cylindres ayant pour effet de reculer le piston correspondant contre l'action de la rondelle élastique 18a ou 18b.For this purpose, in the embodiment of Figure 3, a bar 15 made of nickel or another material undergoing a variation in length under the effect of an electromagnetic field, is fixed to two
Autour du barreau 15 est disposée une bobine 23 qui peut être alimentée en courant par l'intermédiaire d'un contacteur 24.Around the bar 15 is arranged a
A la mise en marche du dispositif, l'électro-vanne 22a est désexcitée alors que l'électro-vanne 22b est excitée, de sorte que seul le frein 17a est serré.When the device is started, the
Pour faire avancer le fourreau 11 portant le frottoir 12 on procède successivement aux opérations suivantes :
- mise sous tension de la bobine 23, par fermeture du contacteur 24, ce qui a pour effet de produire une rétraction du barreau 15 qui entraîne le cy lindre 16b;
- serrage du frein 17b par coupure de l'électrovanne 22b;
- excitation de l'électro-vanne 22a, ce qui desserre le frein 17a;
- coupure de l'alimentation de la bobine 23 de sorte que le barreau 15 se déplace de quelques microns vers la gauche en entraînant le cylindre 16a et le frottoir 12;
- serrage du frein 17a par coupure de l'alimentation de l'électro-vanne 22a;
- et desserrage du frein 17b par excitation de l'électro-vanne 22b.To advance the
- energization of the
- application of the
- excitation of the
- interruption of the supply to the
- application of the
- and release of the
Pour faire reculer le frottoir 12, on opère de manière analogue mais en mettant la bobine 23 sous tension après serrage du frein 17b et desserrage du frein 17a.To roll back the
Il va de soi que la présente invention ne doit pas être considérée comme limitée au mode de réalisation décrit et représenté, mais en couvre, au contraire, toutes les variantes. C'est ainsi notamment que l'on pourrait tailler en même temps plusieurs meules de même diamètre fixées coaxialement sur l'arbre 2 en prévoyant plusieurs frottoirs 12 séparés les uns des autres par un ensemble comportant une molette analogue à la molette 7a ou 7b et son moteur d'entraînement. Dans ce cas, dans un groupe de deux meules adjacentes, une même molette taille le flanc gauche et la partie torique gauche de la meule située à droite et le flanc droit et la partie torique droite de la meule située à gauche. Par ail leurs, le dispositif peut être incorporé à une rectifieuse, par exemple une rectifieuse à plongée droite, la position du ou des frottoirs étant asservie au diamètre de la meule 1 mesurée par une jauge d'autocalibrage portée par la rectifieuse.It goes without saying that the present invention should not be considered as limited to the embodiment described and shown, but on the contrary covers all variants thereof. It is thus in particular that one could cut at the same time several grinding wheels of the same diameter fixed coaxially on the
Claims (5)
caractérisé en ce que le support (4) des molettes diamantées est mobile dans une direction perpendiculaire à l'axe des molettes, donc parallèle à l'axe de la meule, et en ce que les moyens pour tailler la périphérie de la meule sont constitués par un frottoir (12) porté par le support (4).1. Cutting device for a grinding wheel (1) having its axis (2) rotatably mounted in a frame (3), which comprises at least two diamond wheels (7 a and 7 b ) whose axes are parallel one to each other and perpendicular to the axis (2) of the grinding wheel and are rotatably mounted in a mobile support (4) and means for cutting the periphery of the grinding wheel,
characterized in that the support (4) of the diamond wheels is movable in a direction perpendicular to the axis of the wheels, therefore parallel to the axis of the grinding wheel, and in that the means for cutting the periphery of the grinding wheel are constituted by a scrubber (12) carried by the support (4).
caractérisé en ce que le frottoir (12) est porté par un fourreau (11) dont la position par rapport au support (4) est réglable dans la direction des axes des molettes.2. Device according to claim 1,
characterized in that the scrubber (12) is carried by a sheath (11) whose position relative to the support (4) is adjustable in the direction of the axes of the rollers.
caractérisé en ce que chacune des molettes (7a ou 7b) comporte deux parties actives l'une (14a) cylindrique dans sa partie haute et l'autre (14b) ayant une forme torique prolongée par des parties tronconiques qui font le même angle respectivement avec l'axe de la meule et avec un plan perpendiculaire à cet axe.3. Device according to claim 1 or 2,
characterized in that each of the knobs (7 a or 7 b ) has two active parts, one (14 a ) cylindrical in its upper part and the other (14 b ) having a toric shape extended by frustoconical parts which form the same angle respectively with the axis of the grinding wheel and with a plane perpendicular to this axis.
caractérisé en ce que ledit angle des parties tronconiques est compris entre 1 et 3°.4. Device according to claim 3,
characterized in that said angle of the frustoconical parts is between 1 and 3 °.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8703788A FR2612440B1 (en) | 1987-03-16 | 1987-03-16 | GRINDING DEVICE |
| FR8703788 | 1987-03-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0283395A1 true EP0283395A1 (en) | 1988-09-21 |
| EP0283395B1 EP0283395B1 (en) | 1990-08-29 |
Family
ID=9349180
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19880400601 Expired - Lifetime EP0283395B1 (en) | 1987-03-16 | 1988-03-15 | Grinding wheel dressing device |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0283395B1 (en) |
| DE (1) | DE3860505D1 (en) |
| FR (1) | FR2612440B1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0768147A1 (en) * | 1995-10-11 | 1997-04-16 | Tahay, Benoít | Grinding machine for brake discs |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220281075A1 (en) * | 2021-03-08 | 2022-09-08 | Saint-Gobain Abrasives, Inc. | Grinding wheel assembly |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3017875A (en) * | 1957-04-17 | 1962-01-23 | Landis Tool Co | Form dressing device |
| DE1128785B (en) * | 1955-09-03 | 1962-04-26 | Herbert Lindner Fa | Device for the automatic dressing of profile grinding wheels |
| US3407800A (en) * | 1963-11-08 | 1968-10-29 | Newall Eng | Dressing apparatus for grinding wheels |
| FR2033055A5 (en) * | 1969-03-03 | 1970-11-27 | Gleason Works | |
| US3822689A (en) * | 1972-03-08 | 1974-07-09 | Toyoda Machine Works Ltd | Side dressing device |
| FR2405786A1 (en) * | 1977-10-17 | 1979-05-11 | Clichy Const Sa | Grinding wheel truing unit - has face type diamond wheel and two complementary diamond wheels for facing and radiusing sides |
-
1987
- 1987-03-16 FR FR8703788A patent/FR2612440B1/en not_active Expired - Lifetime
-
1988
- 1988-03-15 DE DE8888400601T patent/DE3860505D1/en not_active Expired - Fee Related
- 1988-03-15 EP EP19880400601 patent/EP0283395B1/en not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1128785B (en) * | 1955-09-03 | 1962-04-26 | Herbert Lindner Fa | Device for the automatic dressing of profile grinding wheels |
| US3017875A (en) * | 1957-04-17 | 1962-01-23 | Landis Tool Co | Form dressing device |
| US3407800A (en) * | 1963-11-08 | 1968-10-29 | Newall Eng | Dressing apparatus for grinding wheels |
| FR2033055A5 (en) * | 1969-03-03 | 1970-11-27 | Gleason Works | |
| US3822689A (en) * | 1972-03-08 | 1974-07-09 | Toyoda Machine Works Ltd | Side dressing device |
| FR2405786A1 (en) * | 1977-10-17 | 1979-05-11 | Clichy Const Sa | Grinding wheel truing unit - has face type diamond wheel and two complementary diamond wheels for facing and radiusing sides |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0768147A1 (en) * | 1995-10-11 | 1997-04-16 | Tahay, Benoít | Grinding machine for brake discs |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3860505D1 (en) | 1990-10-04 |
| FR2612440A1 (en) | 1988-09-23 |
| FR2612440B1 (en) | 1994-02-25 |
| EP0283395B1 (en) | 1990-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2759742B1 (en) | Device for rotating a toothed wheel and motorized turntable | |
| FR2521742A1 (en) | TILTING HANDLE FOR CONTROL WHEELS | |
| FR2808463A1 (en) | ABRASIVE TAPE MACHINE FOR CYLINDRICAL DOORS ON PARTS | |
| EP0283395B1 (en) | Grinding wheel dressing device | |
| EP0072282A1 (en) | Jig saw | |
| FR2496569A1 (en) | DEVICE FOR CONNECTING A DRUM HUB TO THE MOTOR MECHANISM IN A CRAWLER VEHICLE OR THE LIKE | |
| EP0153316A1 (en) | Grinding machine | |
| FR2667556A1 (en) | WIPER ARM IN PARTICULAR FOR MOTOR VEHICLE. | |
| FR2786520A1 (en) | Lock mounting and support piece, comprises a an internal camming unit actuating retention ball units | |
| WO1994025774A1 (en) | Brake motor provided with a ramp | |
| EP0012046B1 (en) | Electrical starting motor for internal combustion engines, particularly for automotive vehicles | |
| EP0675022B1 (en) | Electrical switch for the power supply of the direction indicators of an automotive vehicle | |
| CA1074565A (en) | Machine and head for polishing lense, specially optical flexible lenses | |
| FR2720021A1 (en) | Ophthalmic lens grinding machine comprising means for controlling the clamping value of the blank of the grinding glass. | |
| FR2829813A1 (en) | Epicyclic gearing reducer for automobile starter comprises crown wheel with internal teeth meshing with planetary gears and shock absorbing blocks interposed between stop faces in external and internal crown wheel parts | |
| FR2552823A1 (en) | Starter for internal combustion engine | |
| FR2585766A1 (en) | DEVICE FOR CONTROLLING VALVES OF AN INTERNAL COMBUSTION ENGINE BY DEACTIVATED ROCKERS | |
| FR2513714A1 (en) | DISC BRAKE COMPRISING A MOBILE ASSEMBLY | |
| CH291567A (en) | Timepiece. | |
| FR2629005A1 (en) | DEVICE FOR FIXING TOOLS ON A CIRCULAR APPARATUS, PARTICULARLY FOR CUTTING CARDBOARD | |
| EP0064423A1 (en) | Drum brake, especially for trucks | |
| FR2598640A1 (en) | Riveting method and machine | |
| WO1994001694A1 (en) | Sprung retainer system | |
| FR2554526A1 (en) | Rotary member with interchangeable attached peripheral elements. | |
| FR3089587A1 (en) | REDUCER FOR A THERMAL ENGINE STARTER |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19880919 |
|
| 17Q | First examination report despatched |
Effective date: 19900207 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3860505 Country of ref document: DE Date of ref document: 19901004 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960308 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19960318 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19970315 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19971202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050315 |