EP0765247B1 - Verfahren und vorrichtung zum bearbeiten von druckereierzeugnissen - Google Patents
Verfahren und vorrichtung zum bearbeiten von druckereierzeugnissen Download PDFInfo
- Publication number
- EP0765247B1 EP0765247B1 EP96907237A EP96907237A EP0765247B1 EP 0765247 B1 EP0765247 B1 EP 0765247B1 EP 96907237 A EP96907237 A EP 96907237A EP 96907237 A EP96907237 A EP 96907237A EP 0765247 B1 EP0765247 B1 EP 0765247B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- printed products
- processing
- grippers
- component streams
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000012545 processing Methods 0.000 title claims description 117
- 238000000034 method Methods 0.000 title claims description 22
- 238000012546 transfer Methods 0.000 claims description 20
- 238000009966 trimming Methods 0.000 claims 1
- 238000005520 cutting process Methods 0.000 description 19
- 239000008141 laxative Substances 0.000 description 4
- 230000002475 laxative effect Effects 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 241000287222 Drupa Species 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C19/00—Multi-step processes for making books
- B42C19/08—Conveying between operating stations in machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/445—Moving, forwarding, guiding material stream of articles separated from each other
- B65H2301/4455—Diverting a main stream into part streams
- B65H2301/44552—Diverting a main stream into part streams by alternatively directing articles following each other to appropriate part stream
Definitions
- the invention relates to a method for processing printed products, in which from a single feed stream at least in printed products conveyed in rotating grippers two spatially separate sub-streams formed and the Printed products of the partial streams one after the other, along one processing section assigned to each partial stream in parallel to be edited.
- the object of this invention is a Method of the type described in the introduction, with which when used a small footprint device high processing speed is achievable, as well as a Device that can be used to carry out such methods to provide.
- this task is solved by that the partial flows after processing the printed matter be merged into a single stream in which the printed products of the sub-streams alternate are arranged one after the other.
- the combination takes place in such a way that the printed products of the partial streams are arranged alternately one after the other in the combined stream. It is thereby achieved that, with a predetermined maximum processing speed of the individual partial streams, an overall processing speed, ie a number of printed products which can be conveyed in the combined stream per time, can be obtained which corresponds to a multiple of this maximum processing speed corresponding to the number of partial streams processed in parallel.
- MaW to obtain a predetermined total processing speed, only a maximum processing speed corresponding to a fraction of this total processing speed is required for the individual partial streams.
- Operable device has at least one two spatially separated sub-streams of the printed products feeding conveyor, at least two to parallel processing of the printed products of the partial streams serving processing stations as well as the processed ones Conveyor carrying away printed products and is essentially characterized in that the laxative Conveyor an endless revolving conveyor loop from which the printed products can be adopted in this way are that the printed products of the partial flows along the Conveyor loops are arranged alternately one after the other.
- the partial streams are advantageously made from one single feed stream of printed products to be processed educated. This enables all printed products before the parallel processing of the spatially separated Partial flows with only one processing station for each processing operation to edit. This further contributes to saving floor space at.
- the overall processing speed is special preferred if the printed products of the individual from the Feed streams to be formed alternately in the feed stream are arranged one after the other, i.e. if some Partial stream-forming printed matter in the feed stream between another sub-stream of printed products are arranged.
- the sub-streams are expediently processing sections assigned along which the printed products of the individual streams are promoted and processed one after the other become.
- the feeding conveyor of the invention expediently has at least two spatially separate conveyors.
- a particularly reliable processing of the individual Printed products of the partial streams can be obtained if the printed matter along the processing lines promoted while maintaining a mutual distance and individually processed.
- the Merging the partial streams can be particularly simple Way when the laxative conveyor of device according to the invention a number along the conveyor loop more circumferential, for capturing and promoting one at a time of the printed products processed along the processing lines which has partial streams serving grippers, and each processed printed product to one of the grippers is transferable.
- the reliability of the delivery of the printed matter to the individual grippers of the discharging conveyor can be increased if at least one area each printed product in the course of the processing lines aligned at an angle to the conveying direction is, the grippers in the course of the conveyor loop transfer areas happen by those at an angle to the conveying direction aligned areas of printed matter be run through, and promoting printed matter along the processing lines and / or the circulation of the grippers is controllable in the transfer area such that everyone under one Area aligned with the conveying direction in the detection area one of the grippers arrives and from this is detected.
- a corresponding device is essentially distinguished characterized in that the conveyor of the feeding Conveyor for aligning the printed product areas at an angle to the conveying direction with one in essentially perpendicular to the conveying direction and parallel to the axis of the printed products supported thereby swiveling, on opposite edges of each machined Printable products can be created and at least partly with brackets running along the processing lines is provided.
- the discharge conveyor can be particularly simple be designed when everyone's printed matter Partial streams for merging into one common to all partial streams Transfer area transferred and there to the laxative Conveyor will be handed over.
- the transfer area has the device according to the invention advantageously one around a substantially perpendicular to the direction of conveyance of the processed printed products revolving axis running along the processing lines Conveyor wheel with a number of the circumferential axis Conveying cells, each along the processing lines processed printed product can be inserted into one of the conveyor cells and at least along one of the processing lines processed printed matter in the conveyor cells for transfer in the common transfer area parallel to the axis of rotation are movable.
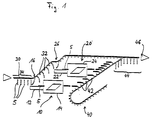
- the device shown in Fig. 1 allows the simultaneous processing of two spatially separated partial press streams along two parallel processing lines 10 and 20.
- processing lines 10 and 20 become the printed products of the partial streams conveyed with a conveyor belt 12 or 22 and excess side edges of each, for example with a saddle stitcher for printed sheets of printed matter 5 of the partial streams are cut with one 14 and 24 removed.
- To form the partial streams are all Printed products 5 with on a revolving conveyor chain 30 fixed grippers 32 along a conveyor loop section 34 funded.
- release point 16 Control cam section (not shown) inserted, so the release of the printed products 5 from the corresponding To cause grippers 32.
- the at the release point 16 released printed products 5 fall on the conveyor belt 12 and are thus transported to the cutting apparatus 14 in which their excess side edges are cut off.
- every second gripper 42 is used to grasp the machined with the cutter 14 of the processing line 10 Printed products 5 used.
- the in between Grippers 42 are used to grasp the cutting device 24 of the processing line 20 processed printed products 5 used.
- a merged Receive electricity in which the printed products of the Partial streams are arranged alternately one after the other.
- the processing lines 10 and 20 are for reducing that required space arranged one above the other.
- the device shown in Fig. 2 has for processing two spatially separated sub-streams of the printed products two processing lines running parallel to each other 110 and 120.
- processing lines 110 and 120 are conveyor belts 112 and 122, respectively Feeding individual printed products to a first one Cutting apparatus 114 and 124, a device 116 and 126 for Rotate those machined with the first cutter 114 or 124 Printed products by one perpendicular to theirs Axes of the sheet running at an angle of 90 ° and to Feeding the rotated printed matter to a second one Cutting device 118 or 128 and a further rotating device 119 and 129 for returning the with the second cutter 118 or 128 processed printed products in their original position.
- the perpendicular to the fold of the individual printed products excess side edges removed.
- the second cutter 118 and 128 are the pre-folds of the Cut off printed matter.
- the conveying cells 132 of the conveying wheel 130 also rotate one perpendicular to the conveying direction of the printed products extending along the processing lines 110 and 120 Orbital axis 134.
- the in the feed cells 132 inserted printed products in parallel shifted to the axis of rotation 134, as indicated by the arrows 136.
- Longitudinally inserted in adjacent conveyor cells 132 processed different processing lines 110 and 120 Printed products are opposed to each other Directions to the axial center of the feed wheel 130 postponed.
- all those funded in the conveyor cells 132 arrive Printed matter in a common transfer area 138.
- the printed matter from in one grippers conveyed by the direction indicated by arrow 139 recorded and thus along one of all processed printed products funded common, rotating conveyor loop.
- the device shown in Fig. 3 has for processing two sub-streams of printed products as well two processing stations 210 and 220 operated in parallel on. Similar to the device shown in FIG. 2 there will be excess along the processing lines 210 and 220 side edges of the printed matter with Cutting devices 214 and 218 or 224 and 228 removed. To the Change the orientation of the printed matter their conveying direction along the processing lines 210 and 220 between and after the processing with the cutting devices 214 and 218 or 224 and 228 is the one in FIG.
- the processing device shown in FIG. 4 also individual printed matter has to edit two partial streams of printed products two parallel ones Processing lines 310 and 320.
- Processing lines 310 and 320 Along everyone of these processing lines 310 and 320 is a cutting device 311 or 321 to remove the perpendicular to the fold excess side edges of any printed matter and a cutter 312 and 322 for removing the Pre-fold of each printed product arranged.
- a chain conveyor 300 for feeding one printed product each to one of the processing lines 310 or 320 serving, along a conveyor loop 302 rotating grippers 301 used.
- FIG. 4a will promote the printed matter Gripper 301 in the course of the conveyor loop 302 for storing the Printed products on a conveyor 310 at the beginning of the conveyor line arranged conveyor belt 313 along a loop section 303 lowered.
- those of the individual grippers 301 on their fold printed products guided by a guide 304 so that the Pre-fold of each printed product with the associated gripper 301 runs after.
- Printed products are made in the course of the processing lines 310 and 320 from a belt press 314 and 324, respectively and transferred to a belt conveyor 315 or 325 to hand over.
- a belt press 314 and 324 With the belt presses 314 and 324 a die Reliability of processing with the cutting devices 311 and 312 or 321 and 322 ensuring positioning of the individual printed products along the processing lines 310 and 320.
- the belt conveyors are 315 and 325 in the form of two parallel at a distance endless conveyor belts formed to each other. Therefore can the individual with the belt conveyors 315 and 325 conveyed Printed products between these conveyor belts fixed on an endless revolving conveyor chain 316 Grippers 317 and 327 gripped at their fold and by the individual cutting apparatus 311, 312 and 321, 322 guided become. To simplify the illustration, only the Conveyor line 310 belonging conveyor chain 316 shown.
- brackets 319 and 329 with those held between them and subsidized printed products by a perpendicular to the Direction of conveyance and parallel to the printed products Axis rotatable.
- the printed products of grippers rotating around a conveyor loop 330 331 taken over and processed in the form of a single stream Removed printed matter.
- the Gripper 331 in the course of the conveyor loop in one position lowered in the one with the brackets 329 in the vertical transfer position aligned with their conveying direction held printed products can capture.
- the individual grippers 311 are raised again and only in Area of conveyor 318 for grasping with the clamps 319 in the direction perpendicular to their conveying direction Positioned printed products lowered again.
- the grippers 331 are raised again, and the Printed products are in the form of a single stream of printed products along the conveyor loop section 332 transported away.
- FIG. 4 The explanation in FIG. 4 is supplementary pointed out that in Fig. 4a the transfer of the printed products processed along the processing line 320 to the gripper 331 is shown, while in right part of the figure the filing of those still to be processed Printed products on the conveyor belt 313 at the beginning of the processing line 310 is shown.
- the invention is not based on those described above Embodiments limited. Rather you can also processing devices for parallel processing three or more spatially separated partial streams are used become. Furthermore, also thought of bound or printed matter folded without stitching or binding to process with the inventive method. Finally can be used alongside for parallel processing of individual Processing lines serving printed matter also other Processing, for example printing of the individual Printed products are made.
Landscapes
- Discharge By Other Means (AREA)
Description
Die Bearbeitungsgeschwindigkeit dazu einsetzbarer Schneidapparate ist im allgemeinen wesentlich geringer als diejenige eines Sammelhefters oder anderer Vorrichtungen zum Zusammenfügen einzelner Druckbogen. Angesichts dieses Problems wurde bereits vorgeschlagen, zum Entfernen der überschüssigen seitlichen Ränder eine Anzahl parallel betriebener Schneidapparate einzusetzen und aus den einzelnen Druckereierzeugnissen mehrere Teilströme zu bilden, die mit den Schneidappraten zeitparallel bearbeitet werden. Dadurch kann die Bearbeitungsge-schwindigkeit beim Abschneiden der überschüssigen seitlichen Ränder entsprechend der Anzahl parallel betriebener Schneidapparate vervielfacht werden.
Im Anschluss an das Entfernen der überschüssigen seitlichen Ränder werden die dann endfertigen Zeitschriften den einzelnen Schneidapparaten jeweils nachgeordneten Paketbildungseinrichtungen, sogenannten Stackern, zugeführt, mit denen die einzelnen Zeitschriften zum Weitertransport zu jeweils eine Anzahl fertiggestellter Zeitschriften umfassenden Paketen zusammengefasst werden.
Unter dem Hinweis "TANDEM" hat die Mc Cain-Bindery Systems, Inc. in einem an der DRUPA 95 herausgegebenen Prospekt ein Tandem Saddle Binding System angeboten, das dem oben beschriebenen Verarbeitungsprinzip entspricht. In diesem Prospekt sind auch Benutzer solcher Systeme aufgeführt.
M.a.W., zum Erhalt einer vorgegebenen Gesamtbearbeitungsgeschwindigkeit ist für die einzelnen Teilströme lediglich eine einem Bruchteil dieser Gesamtbearbeitungsgeschwindigkeit entsprechende maximale Bearbeitungsgeschwindigkeit erforderlich.
Claims (17)
- Verfahren zum Bearbeiten von Druckereierzeugnissen, bei dem aus einem einzigen Zuführstrom der in umlaufenden Greifern geförderten Druckereierzeugnisse mindestens zwei räumlich getrennte Teilströme gebildet und die Drukkereierzeugnisse der Teilströme hintereinander, längs einer jedem Teilstrom zugeordneten Bearbeitungsstrecke zeitparallel bearbeitet werden, dadurch gekennzeichnet, dass die Teilströme nach der Bearbeitung der Druckereierzeugnisse zu einem einzigen Strom zusammengeführt werden, in dem die Druckereierzeugnisse der Teilströme abwechselnd nacheinander angeordnet sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Druckereierzeugnisse der zu bildendenden Teilströme in dem Zuführstrom abwechseln nacheinander angeordnet sind.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Druckereierzeugnisse der Teilströme längs der Bearbei-tungsstrekken unter Einhaltung eines gegenseitigen Abstandes gefördert und einzeln bearbeitet werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zum Zusammenführen der Teilströme eine abführende Fördereinrichtung und eine Anzahl hintereinander längs einer Förderschleife umlaufender, zum Erfassen und Fördern jeweils eines der Druckereierzeugnisse der Teilströme dienender Greifer vorgesehen ist und jedes bearbeitete Druckereierzeugnis an einen der Greifer übergeben wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass mindestens ein Bereich jedes Druckereierzeugnisses im Verlauf der Bearbeitungsstrecken unter einem Winkel zur Förderrichtung ausgerichtet wird, die Greifer im Verlauf der Förderschleife Uebergabebereiche passieren, die von den unter einem Winkel zur Förderrichtung ausgerichteten Bereichen der Druckereierzeugnisse durchlaufen werden und jedes Druckereierzeugnis an seinem unter einem Winkel zur Förderrichtung ausgerichteten Bereich von einem der Greifer erfasst wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Druckereierzeugnisse aller Teilströme zum Zusammenführen in einen allen Teilströmen gemeinsamen Uebergabebereich überführt werden.
- Verfahren nach Anspruch 4 und 6, dadurch gekennzeichnet, dass die Greifer im Verlauf der festgelegten Bewegungsbahn den gemeinsamen Uebergabebereich passieren und jedes der Druckereierzeugnisse im Uebergabebereich von einem der Greifer erfasst wird.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass bei der zeitparallelen Bearbeitung der Druckereierzeugnisse der Teilströme mindestens zwei Bearbeitungsvorgänge ausgeführt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die zeitparallele Bearbeitung das Abschneiden eines Randbereiches der Druckereierzeugnisse der Teilströme umfasst.
- Vorrichtung zum Bearbeiten von in umlaufenden Greifern (32, 42) geförderten Druckereierzeugnissen (5), mit einer aus einem einzigen Zuführstrom der Druckereierzeugnisse mindestens zwei räumlich getrennte Teilströme zuführenden Fördereinrichtung (12, 22; 112, 116, 119, 122, 126, 129; 313, 314, 315, 316, 318, 319, 323, 324, 325, 327, 328, 329) und jeweils mindestens einer, jedem Teilstrom zugeordneten, zum zeitparallelen Bearbeiten der Druckereierzeugnisse der Teilströme dienenden Bearbeitungsstation (14, 24; 114, 118, 124, 128, 214, 218, 224, 228; 311, 312, 321, 322) und einer die bearbeiteten Druckereierzeugnisse abführenden Fördereinrichtung (40, 42; 130, 132; 330, 331), dadurch gekennzeichnet, dass die die Teilströme abführende Fördereinrichtung (40, 42; 130, 132; 330, 331) eine endlos umlaufende Förderschleife aufweist, an die die Druckereierzeugnisse der Teilströme in abwechselnder Reihenfolge übergebbar sind, und durch die die Druckereierzeugnisse in einem einzigen Strom nacheinander angeordnet abführbar sind.
- Vorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass die zuführende Fördereinrichtung mindestens zwei räumlich getrennte Förderer (12, 22; 112, 116, 119, 122, 126, 129; 313, 314, 315, 316, 319, 323, 324, 325, 326, 329) zum Fördern der Druckereierzeugnisse der Teilströme längs den einzelnen Teilströmen jeweils zugeordneten Bearbeitungsstrecken (10, 20; 110, 120; 210, 220; 310, 320) aufweist.
- Vorrichtung nach einem der Ansprüche 10 und 11, dadurch gekennzeichnet, dass die abführende Fördereinrichtung eine Anzahl längs der Förderschleife umlaufender, zum Erfassen und Fördern jeweils eines der an den Bearbeitungsstationen (14, 24; 114, 118, 124, 128; 214, 218, 224, 228; 311, 312, 321, 322) bearbeiteten Druckereierzeugnisse der Teilströme dienender Greifer (42; 331) aufweist.
- Vorrichtung nach Anspruch 11 und 12, dadurch gekennzeichnet, dass die Förderschleife am Ende der Bearbeitungsstrecken (10, 20) liegende Uebergabestellen passiert, an denen die bearbeiteten Druckereierzeugnisse der Teilströme in die Greifer (42) eingesteckt werden.
- Vorrichtung nach Anspruch 11 und 12, dadurch gekennzeichnet, dass mindestens ein Bereich jedes Druckereierzeugnisses im Verlauf der Bearbeitungsstrecken (310, 320) unter einem Winkel zur Förderrichtung ausrichtbar ist, die Greifer (331) im Verlauf der Förderschleife Uebergabebereiche passieren, die von den unter einem Winkel ausgerichteten Bereichen der Druckereierzeugnisse durchlaufen werden, und die Förderung der Druckereierzeugnisse längs der Bearbeitungsstrecken (310, 320) und/oder der Umlauf der Greifer im Uebergabebereich derart steuerbar ist, dass jeder unter einem Winkel zur Förderrichtung ausgerichtete Bereich in den Erfassungsbereich eines der Greifer (331) gelangt.
- Vorrichtung nach den Ansprüchen 11 und 14, dadurch gekennzeichnet, dass die Förderer (319, 329) zum Ausrichten der Druckereierzeugnisbereiche unter einem Winkel zur Förderrichtung mit um eine im wesentlichen senkrecht zur Förderrichtung und parallel zu den damit geförderten Druckereierzeugnisse verlaufende Achse schwenkbaren, an gegenüberliegende Ränder der einzelnen bearbeiteten Drukkereierzeugnisse anlegbaren und zumindest teilweise längs der Bearbeitungsstrecken (310, 320) mitlaufenden Klammern versehen ist.
- Vorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Druckereierzeugnisse aller Teilströme nach der Bearbeitung an den Bearbeitungsstationen (114, 118, 124, 128; 214, 218, 224, 228) in einen allen Teilströmen gemeinsamen Uebergabebereich überführbar sind und die Erfassungsbereiche der Greifer zum Erfassen jeweils eines der Druckereierzeugnisse im Verlauf der Förderschleife den gemeinsamen Uebergabebereich passieren.
- Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, dass zum Ueberführen der Druckereierzeugnisse in den gemeinsamen Uebergabebereich ein um eine im wesentlichen senkrecht zur Förderrichtung der bearbeiteten Druckereierzeugnisse längs der Bearbeitungsstrecken (110, 120; 210, 220) verlaufende Umlaufachse (134) drehbares Förderrad (130) mit einer Anzahl die Umlaufachse (134) umlaufender Förderzellen (132) vorgesehen ist, wobei jedes längs der Bearbeitungsstrecken (110, 120; 210, 220) bearbeitete Druckereierzeugnis in eine der Förderzellen (132) einsteckbar und zumindest längs einer der Bearbeitungsstrekken (110, 120; 210, 220) bearbeitete Druckereierzeugnisse darin zur Ueberführung in den Uebergabebereich (138) parallel zur Umlaufachse (134) verschiebbar sind.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1060/95 | 1995-04-11 | ||
| CH106095 | 1995-04-11 | ||
| CH106095 | 1995-04-11 | ||
| PCT/CH1996/000119 WO1996032293A1 (de) | 1995-04-11 | 1996-04-03 | Verfahren und vorrichtung zum bearbeiten von druckereierzeugnissen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0765247A1 EP0765247A1 (de) | 1997-04-02 |
| EP0765247B1 true EP0765247B1 (de) | 2001-07-11 |
Family
ID=4201516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96907237A Expired - Lifetime EP0765247B1 (de) | 1995-04-11 | 1996-04-03 | Verfahren und vorrichtung zum bearbeiten von druckereierzeugnissen |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0765247B1 (de) |
| JP (1) | JPH10502029A (de) |
| DE (1) | DE59607262D1 (de) |
| WO (1) | WO1996032293A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9102494B2 (en) | 2010-04-30 | 2015-08-11 | Ferag Ag | Collating apparatus |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK0918723T3 (da) | 1996-07-19 | 2002-10-14 | Ferag Ag | Fremgangsmåde og anordning til transport af trykkeriprodukter |
| US6516695B2 (en) * | 1999-11-24 | 2003-02-11 | Heidelberger Druckmashcinen Ag | Device and method for trimming printed products |
| EP1103356A3 (de) * | 1999-11-24 | 2003-11-19 | Heidelberger Druckmaschinen Aktiengesellschaft | Vorrichtung und Verfahren zum Bearbeiten von Druckprodukten mit hoher Geschwindigkeit |
| US7099039B2 (en) * | 2002-08-22 | 2006-08-29 | Pitney Bowes Inc. | Parallel processing high speed printing system for an inserting system |
| EP1657199B1 (de) | 2004-11-12 | 2008-07-09 | Müller Martini Holding AG | Vorrichtung zum Bearbeiten von flachen Produkten, insbesondere Druckprodukten |
| EP1886833A1 (de) | 2006-08-10 | 2008-02-13 | Müller Martini Holding AG | Verfahren und Vorrichtung zur Herstellung eines aus mehreren Druckprodukten gebildeten klebegebundenen Druckerzeugnisses |
| EP1886832A1 (de) * | 2006-08-10 | 2008-02-13 | Müller Martini Holding AG | Verfahren und Vorrichtung zur Herstellung eines aus mehreren Druckprodukten gebildeten klebegebundenen Druckerzeugnisses |
| ATE495024T1 (de) * | 2008-10-02 | 2011-01-15 | Mueller Martini Holding Ag | Verfahren zur herstellung von klebegebundenen buchblocks, sowie vorrichtung zur durchführung des verfahrens |
| DE102010001899B4 (de) * | 2010-02-12 | 2015-02-05 | Kugler-Womako Gmbh | Vorrichtung und Verfahren zum Binden von Stapeln von Lagen, insbesondere für die Herstellung von sicherheitsrelevanten Dokumenten |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1461357A1 (de) * | 1965-02-23 | 1968-12-12 | Martini Buchbindermaschf | Klebebindeanlage |
| DE2027906A1 (de) * | 1969-06-30 | 1971-01-07 | VEB Polygraph Leipzig Kombinat fur polygraphische Maschinen und Ausrustun gen. χ 7050 Leipzig | Verfahren und Vorrichtung zum Aus legen von Buchern in Bucheinhangemaschmen |
| CH596061A5 (de) * | 1976-01-16 | 1978-02-28 | Ferag Ag | |
| DD126480B1 (de) * | 1976-07-20 | 1980-08-06 | Wolfgang Schulz | Buchblockfoerdervorrichtung |
| DD138183A1 (de) * | 1978-08-29 | 1979-10-17 | Thrandorf Hans Peter | Vereinzelungsbaustein |
| DE4141767A1 (de) * | 1991-12-18 | 1993-06-24 | Will E C H Gmbh & Co | Verfahren und anordnung zum herstellen von buechern und broschueren |
-
1996
- 1996-04-03 EP EP96907237A patent/EP0765247B1/de not_active Expired - Lifetime
- 1996-04-03 WO PCT/CH1996/000119 patent/WO1996032293A1/de active IP Right Grant
- 1996-04-03 DE DE59607262T patent/DE59607262D1/de not_active Expired - Lifetime
- 1996-04-03 JP JP8530611A patent/JPH10502029A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9102494B2 (en) | 2010-04-30 | 2015-08-11 | Ferag Ag | Collating apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1996032293A1 (de) | 1996-10-17 |
| EP0765247A1 (de) | 1997-04-02 |
| JPH10502029A (ja) | 1998-02-24 |
| DE59607262D1 (de) | 2001-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69912192T2 (de) | Vorrichtung zum automatischen Laden einer Vielzahl von Artikeln angeordnet auf dieselbe Einheit einer Sortiermaschine mit Querband | |
| DE69501159T2 (de) | Vorrichtung zum sortieren von einzeln geförderten gegenständen | |
| EP0169490B1 (de) | Vorrichtung zum Weiterverarbeiten von Falzprodukten | |
| EP1123762B1 (de) | Abstapelvorrichtung für Blechteile | |
| DE3145491C2 (de) | ||
| CH469618A (de) | Verfahren zur Einfügung von Einlagen in gefaltete Druckerzeugnisse wie Zeitungen, Zeitschriften od. dgl. und Vorrichtung zur Durchführung des Verfahrens | |
| DE60214430T2 (de) | Warenförder- und Sammel-System sowie-Verfahren | |
| DE60105455T2 (de) | Wendevorrichtung für graphische Information darstellende Produkte in einer Förderstecke und/oder einer Verpackungsmaschine | |
| EP0765247B1 (de) | Verfahren und vorrichtung zum bearbeiten von druckereierzeugnissen | |
| DE3317765A1 (de) | Vorrichtung zum palettieren von pressteilen | |
| DE19653403C2 (de) | Verfahren zum Transport von Bogen | |
| EP0342490B1 (de) | Falzapparat | |
| EP0854105B1 (de) | Verfahren und Vorrichtung zum Verarbeiten von flächigen Druckereierzeugnissen, wie Zeitungen, Zeitschriften und Teilen hievon | |
| EP0944544B1 (de) | Verfahren und anordnung zum fördern von individuell gehaltenen produkten | |
| DE2708131A1 (de) | Verfahren und vorrichtung zum ueberfuehren von papierbogenstapeln von einer produktionseinrichtung auf zwei verpackungseinrichtungen | |
| EP0514783B1 (de) | Vorrichtung zum Fördern von Papierbogenstapeln | |
| EP0272543B1 (de) | Einsteckvorrichtung, insbesondere für Falzprodukte | |
| DE69902970T2 (de) | Vorrichtung zum Sammeln von Bögen | |
| EP0540505B1 (de) | Einrichtung zum Abstapeln von aus aufgeteilten, plattenförmigen Einzelwerkstücken oder Plattenpaketen hergestellten Einzelformaten | |
| EP0806392B1 (de) | Verfahren zum Sammeln von Druckprodukten zu Druckerzeugnissen | |
| EP0908406B1 (de) | Vorrichtung und Verfahren zum Fördern und Ablenken von individuell gehaltenen Produkten | |
| EP1528023A1 (de) | Verfahren und Vorrichtung zur Wandlung eines Förderstromes von flachen Gegenständen | |
| EP0242588B1 (de) | Transport- und Sortiervorrichtung für eine rechnergesteuerte Winkelschere | |
| EP1954615B1 (de) | Verfahren und einrichtung zur wahlweisen bearbeitung von druckprodukten | |
| EP0765288B1 (de) | Verfahren und vorrichtung zum fördern eines stroms von druckereierzeugnissen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19961209 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 19980212 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59607262 Country of ref document: DE Date of ref document: 20010816 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010911 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150424 Year of fee payment: 20 Ref country code: DE Payment date: 20150415 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150424 Year of fee payment: 20 Ref country code: IT Payment date: 20150429 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150722 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59607262 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20160402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20160402 |