EP0615773A1 - Snow-ski board and process for the fabrication - Google Patents
Snow-ski board and process for the fabrication Download PDFInfo
- Publication number
- EP0615773A1 EP0615773A1 EP94420020A EP94420020A EP0615773A1 EP 0615773 A1 EP0615773 A1 EP 0615773A1 EP 94420020 A EP94420020 A EP 94420020A EP 94420020 A EP94420020 A EP 94420020A EP 0615773 A1 EP0615773 A1 EP 0615773A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- ski
- board
- layer
- layers
- snow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C5/00—Skis or snowboards
- A63C5/003—Structure, covering or decoration of the upper ski surface
Definitions
- the present invention relates to a ski, or other board for sliding on snow (monoski, snowboard, etc.), which comprises a protective or decorative top or shell made of plastic. It also relates to a method of manufacturing in the mold of such a ski or other board for sliding on snow.
- plastic layer which forms the top of a traditional ski or the shell of a ski shell is often called "protective and decorative layer”.
- One of the objects of the present invention is to obtain a ski, or other board for gliding on snow, the external appearance of which is considerably improved from the aesthetic point of view, and on which effects are particularly striking from the visual point of view. can be obtained.
- the ski mold is produced at a relatively low temperature, of the order of 60 degrees Celsius, which makes it possible to use, as transparent plastic material, protection of screen printing, an inexpensive compound but of use thus limited due to its low temperature resistance.
- the production is carried out at a temperature equal to or higher than 100 ° C., which necessitates choosing, as transparent plastic material for protecting screen printing, a compound having good temperature resistance and the price of which cost is rather expensive.
- a second object of the invention is to propose a method of manufacturing a ski, or other board for gliding on snow, as well as to propose a ski or board produced according to this process, which is of an optimized yield according to the real need which constitutes the protection of the decoration of this ski or board.
- this protection by the transparent plastic layer 2 is only provided on the front part 3 and on the rear part 4 of the ski, that is to say only upstream and downstream a central zone 5 which includes the shoe zone 6 which supports the bindings.
- this central zone 5 for which the screen printing is not protected by the transparent plastic layer 2, has a length of the order of 550 to 600 millimeters, and it extends slightly close symmetrically on either side of the skate area.
- this central zone 5 defines a breach, or interruption, of the transparent and protective plastic layer 2.
- this bilayer complex 7 are chosen to be sufficient so that it can constitute, after manufacture of the ski 1 in the mold, the shell 10 of the ski 1, which is therefore a "ski-shell" in this example.
- the decoration of the upper face of the ski was of course carried out, by a known technique such as a screen printing, before the assembly of the two layers 8,2 of the bilayer complex 7. It may for example have been made either by screen printing on the upper face of the ABS layer 8, either by interposing a predecorated veil, as described in the document FR-A-2,660,251 cited above.
- the ski 1 is then molded, for example by the now conventional method known as "injected form".
- the upper reinforcing fabric 11 (FIGS. 4 and 5) is firstly glued under the two-layer complex 7.
- the sole is placed successively in the open mold 12, the metal edges 13, and the lower reinforcement 14.
- the shell 10 is then introduced into the mold until it comes to bear on the edges 13. It does not, at this stage, have its final shape.
- the mold cover is then closed, then the interior is heated either to about 60 ° C in the simplest process mentioned above, or to about 120 ° C in the V.H.P. process. Then injected polyurethane foam which, once hardened, will form the core 15 of the ski.
- the pressure P exerted by the polyurethane foam during the injection then presses the shell 10 against the walls of the mold cover, so that this shell 10 takes its final shape.
- This pressure P also comes, at the location of the opening 9, to deform the layer 8 of ABS to bring it, at this location, to the same level as the transparent layer 2, as shown schematically in FIG. 2
- the lower layer 8 of the bilayer complex 7 therefore "rises", under the effect of the pressure P exerted by the polyurethane foam during the injection of the core 15, in this opening 9 to finally be placed at the same level as the transparent upper layer 2.
- opening 9 can have other dimensions, shape, and location, and that there can be several openings of this type, causing the most varied aesthetic effects, and in this regard Figures 6 to 14 show some other examples of realization among many others.
- Figures 6 to 8 illustrate a variant of the ski 1 previously described, for which the screen printing is protected by the transparent plastic layer 2 only on the front and rear edges of the ski, always only in front and behind the central area 5 cited above.
- the opening 9 of the layer 2 then includes not only the central zone 5, but also the front longitudinal 17 and rear 18 longitudinal zones of the ski.
- An even more economical embodiment is then obtained, the transparent layer 2 being narrowed to the minimum necessary to protect the screen printing from external shocks, and of an even more striking aesthetic effect.
- Figure 9 is a view similar to Figure 8, but for which, following a corresponding shape of the mold cover used, the rear middle and / or front 18 overhangs.
- Figures 10 and 12 illustrate, by comparison with Figures 1 and 2, an alternative embodiment of ski 1 for which is provided, in addition to the aforementioned central opening 9, at least one other opening 19 in the layer 2 which is constituted by a window.
- the ABS layer 8 is also "mounted" in window 19 to reach it at the same level as layer 2.
- This not only gives a pleasant aesthetic effect, but also marks the location of the window 19 in the location of an internal technical element of the ski, for example a vibration-absorbing plate.
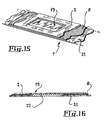
- the multilayer complex 7 can also have more than two layers and, in this regard, Figures 15 and 16 illustrate, by comparison with FIGS. 10 and 12 for example, an interesting embodiment for which this laminate 7 is composed of three superimposed layers, including a lower layer 21 of transparent plastic, an intermediate layer 8 of mass-dyed ABS, and an upper layer 2 made of transparent plastic.
- the window 19 is cut both in the upper layer 2 and in the intermediate layer 8.
- a technical element 22, such as a vibration damper is placed under the window 19, the underside of the mold is left flat, that is to say without prominences, so that after demolding, the result obtained is that of Figure 16: the technical element 22 is mounted in the window 19, while in this window 19 the transparent lower layer 21 is mounted at the same level as the transparent upper layer 2, that it somehow continues.
- the technical element 22 which is well protected by the layer 21, while the screen printing visible on the layer 8 is well protected by the transparent layer 2.
- the number of layers of the multilayer complex 7 can be greater than three, the openings can be very varied and made, in one place, on a number of judiciously chosen layers.
- the colors of the different layers of the laminate 7, and their transparency or not, can be very varied, so that the aesthetic and technical effects thus obtained can be varied endlessly.
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
Description
La présente invention se rapporte à un ski, ou autre planche de glisse sur neige (monoski, surf des neiges,...), qui comporte un dessus ou coque de protection et de décor réalisé en matière plastique. Elle se rapporte aussi à un procédé de fabrication au moule d'un tel ski ou autre planche de glisse sur neige.The present invention relates to a ski, or other board for sliding on snow (monoski, snowboard, etc.), which comprises a protective or decorative top or shell made of plastic. It also relates to a method of manufacturing in the mold of such a ski or other board for sliding on snow.
Les skis actuellement les plus répandus peuvent être classés en deux grandes familles :
- . Les skis dits "traditionnels" dont la structure comporte essentiellement, de bas en haut, une semelle de glissement bordée par des carres métalliques, une première couche de renfort constituée par exemple par un solide tissu en fibre de verre, un noyau, des chants latéraux qui bordent ce noyau et prennent appui sur les carres, une seconde couche de renfort qui recouvre le noyau, et finalement un dessus généralement plat, en matière plastique telle que par exemple de l'ABS (Acrylonitrile-Butadiène-Styrène).
- . Les "skis coques", plus modernes, pour lesquels les chants et le dessus précités sont remplacés par une seule coque en matière plastique dont la section est grossièrement celle d'un trapèze à angles arrondis.
- . The so-called "traditional" skis, the structure of which essentially comprises, from bottom to top, a sliding sole bordered by metal edges, a first reinforcement layer constituted for example by a solid fiberglass fabric, a core, lateral edges which border this core and rest on the edges, a second layer of reinforcement which covers the core, and finally a generally flat top, of plastic material such as for example ABS (Acrylonitrile-Butadiene-Styrene).
- . The more modern "shell skis", for which the aforementioned edges and top are replaced by a single plastic shell, the section of which is roughly that of a trapezoid with rounded angles.
Un élément extrèmement important du point de vue commercial est la décoration qui est portée sur la partie extérieure visible du ski, c'est-à-dire finalement soit sur la couche de matière plastique qui constitue le dessus précité d'un ski traditionnel, soit sur la coque plastique d'un ski coque. Il y est porté diverses inscriptions et motifs décoratifs agréables à l'oeil qui rendent le ski attractif aux yeux de la clientèle indépendamment de ses qualités intrinsèques et proprement techniques.An extremely important element from the commercial point of view is the decoration which is worn on the visible external part of the ski, that is to say ultimately either on the layer of plastic material which constitutes the above-mentioned top of a traditional ski, or on the plastic shell of a ski shell. Various inscriptions and decorative patterns are pleasing to the eye, which make the ski attractive to customers regardless of its intrinsic and properly technical qualities.
A ce sujet, il convient de noter que la couche plastique qui forme le dessus d'un ski traditionnel ou la coque d'un ski coque est souvent dénommée "couche de protection et de décor".In this regard, it should be noted that the plastic layer which forms the top of a traditional ski or the shell of a ski shell is often called "protective and decorative layer".
Un des objets de la présente invention est l'obtention d'un ski, ou autre planche de glisse sur neige, dont l'aspect extérieur est considérablement amélioré du point de vue esthétique, et sur lequel des effets particulièrement saisissants du point de vue visuel peuvent être obtenus.One of the objects of the present invention is to obtain a ski, or other board for gliding on snow, the external appearance of which is considerably improved from the aesthetic point of view, and on which effects are particularly striking from the visual point of view. can be obtained.
Dans la conception classique, les motifs et inscriptions qui sont rapportés en divers endroits de la partie supérieure du ski sont protégés par une fine couche de vernis. Une telle conception n'est pas totatement satisfaisante, car la partie supérieure d'un ski subit, en particulier en amont et en aval de la zone de patin, des agressions mécaniques multiples, soit lorsque le skieur croise accidentellement ses deux skis, soit lorsqu'un autre skieur passe sur ces mêmes skis, ou bien encore marche sur ceux-ci lors par exemple de queues devant un remonte-pente. Dans de telles conditions, la couche de vernis forme une protection insuffisante, et la sérigraphie elle-même peut être rapidement agressée et endommagée.In the classic design, the patterns and inscriptions that are reported in various places of the upper part of the ski are protected by a thin layer of varnish. Such a design is not completely satisfactory, because the upper part of a ski undergoes, in particular upstream and downstream of the skate area, multiple mechanical attacks, either when the skier accidentally crosses his two skis, or when '' another skier goes on these same skis, or even walks on them when, for example, queuing in front of a ski lift. Under such conditions, the layer of varnish forms insufficient protection, and the screen printing itself can be quickly attacked and damaged.
C'est pourquoi la Société Demanderesse prévoit maintenant de recouvrir la couche de décor de certains skis qu'elle fabrique, en particulier des skis coque, d'une assez épaisse couche de matière plastique protectrice transparente.This is why the Applicant Company now plans to cover the decorative layer of certain skis it manufactures, in particular shell skis, with a fairly thick layer of transparent protective plastic.
A titre d'état de la technique relatif à ce genre de réalisation moderne peut être cité le document FR-A-2.660.251 de la Société Demanderesse.Document FR-A-2.660.251 of the Applicant Company may be cited as a state of the art relating to this kind of modern embodiment.
Le choix de la matière constitutive de cette couche protectrice transparente est particulièrement délicat, et dépend beaucoup du procédé de fabrication qui est utilisé pour le ski considéré.The choice of the constituent material of this transparent protective layer is particularly delicate, and depends very much on the manufacturing process which is used for the ski considered.
Les skis sont en effet fabriqués actuellement au moule selon deux types de procédés très différents :
- Un premier procédé est le procédé dit "voie humide" qui schématiquement consiste :
- . tout d'abord à empiler, dans le moule ouvert, les éléments constitutifs du ski : la semelle bordée par les carres éventuelles, une ou plusieurs couches de renfort inférieures, le noyau solide bordé par les chants éventuels, une ou plusieurs couches de renfort supérieures, et finalement le dessus plastique (plat ou en forme), l'ensemble de ces éléments étant préencollé par de la résine mélangée à son durcisseur mais non encore réticulée ou cuite ;
- . puis à fermer le moule à l'aide de son couvercle sous une pression qui, étant par exemple de l'ordre d'une dizaine de bars, est suffisante pour assurer la mise en place correcte des éléments, et à monter l'ensemble en température pendant un temps prédéfini, cette température étant par exemple de l'ordre d'une centaine de degrés Celsius, de façon à provoquer la fluidisation puis le durcissement de la résine, et finalement la cuisson de l'ensemble ; après refroidissement de la structure ainsi obtenue, on ouvre le moule, on extrait le ski et on procède aux opérations de finition.
- Un second procédé, plus moderne, dit "injecté forme" qui consiste :
- . a placer dans le moule ouvert la semelle, bordée par les carres éventuelles, et une ou plusieurs couches de renfort inférieures préencollées ou préassemblées ensemble et à la semelle, puis la coque plastique préassemblée à une ou plusieurs couches supérieures de renfort, en arquant cette coque pour l'introduire dans le moule jusqu'à y descendre jusqu'à hauteur des bords de la semelle, définissant ainsi un espace intérieur creux délimité par cette coque ;
- . puis à fermer le moule à l'aide de son couvercle et à injecter, dans cet espace interne, les composants liquides d'une mousse synthétique qui, en s'expansant, forme le noyau tout en plaquant la coque contre la face interne du couvercle; si les couches précitées sont déjà préassemblées, cette injection se fait à température relativement basse (environ 60 degrés Celsius) dans une première variante de procédé; à contrario, si ces couches sont préencollées, cette injection se fait à température élevée (environ 120 degrés Celsius) dans une seconde variante dite "V.H.P" de ce procédé; après durcissement de la colle puis refroidissement du ski, on le démoule et on procède aux opérations de finition.
- A first process is the so-called "wet process" which schematically consists of:
- . first of all to stack, in the open mold, the constituent elements of the ski: the sole bordered by the edges any one or more lower reinforcement layers, the solid core bordered by any edges, one or more upper reinforcement layers, and finally the plastic top (flat or shaped), all of these elements being pre-glued with resin mixed with its hardener but not yet crosslinked or fired;
- . then to close the mold using its cover under a pressure which, being for example of the order of ten bars, is sufficient to ensure the correct positioning of the elements, and to assemble the assembly in temperature for a predefined time, this temperature being for example of the order of a hundred degrees Celsius, so as to cause the fluidization then the hardening of the resin, and finally the cooking of the whole; after cooling of the structure thus obtained, the mold is opened, the ski is extracted and the finishing operations are carried out.
- A second, more modern, process called "injected form" which consists of:
- . to place in the open mold the sole, bordered by any edges, and one or more lower reinforcement layers pre-glued or pre-assembled together and with the sole, then the plastic shell pre-assembled to one or more upper reinforcement layers, by arching this shell to introduce it into the mold until it descends to the height of the edges of the sole, thus defining a hollow interior space delimited by this shell;
- . then to close the mold using its cover and to inject, into this internal space, the liquid components of a synthetic foam which, by expanding, forms the core while pressing the shell against the internal face of the cover ; if the above-mentioned layers are already pre-assembled, this injection is carried out at a relatively low temperature (around 60 degrees Celsius) in a first variant of the process; conversely, if these layers are pre-glued, this injection is done at high temperature (around 120 degrees Celsius) in a second variant called "VHP" of this process; after the glue has hardened and the ski has cooled, it is demolded and the finishing operations are carried out.
Il ressort de ce rappel des procédés de fabrication que dans un cas, la fabrication au moule d'un ski est réalisée sous température relativement basse, de l'ordre de 60 degrés Celsius, ce qui permet d'utiliser, comme matériau plastique transparent de protection de la sérigraphie, un composé peu onéreux mais d'utilisation ainsi limitée en raison de sa faible tenue en température. Dans les deux autres cas au contraire, la fabrication est réalisée sous température égale ou supérieure à 100°C, ce qui nécessite de choisir, comme matériau plastique transparent de protection de la sérigraphie, un composé présentant une bonne tenue en température et dont le prix de revient est plutôt onéreux.It appears from this reminder of the manufacturing processes that in one case, the ski mold is produced at a relatively low temperature, of the order of 60 degrees Celsius, which makes it possible to use, as transparent plastic material, protection of screen printing, an inexpensive compound but of use thus limited due to its low temperature resistance. In the other two cases, on the contrary, the production is carried out at a temperature equal to or higher than 100 ° C., which necessitates choosing, as transparent plastic material for protecting screen printing, a compound having good temperature resistance and the price of which cost is rather expensive.
Comme autre état de la technique en matière de décoration de skis peuvent aussi être cités les documents FR-A-2.313.953 et FR-A-2.366.039 qui sont relatifs à la décoration d'un ski au moyen de segments successifs constitués par des parties de feuilles en matière synthétique colorées différemment dans la masse, ces segments s'engageant les uns dans les autres transversalement à la direction longitudinale du ski au moyen de zones marginales complémentaires.As another state of the art in ski decoration can also be cited the documents FR-A-2,313,953 and FR-A-2,366,039 which relate to the decoration of a ski by means of successive segments constituted by parts of sheets of synthetic material colored differently in the mass, these segments engaging one another transversely to the longitudinal direction of the ski by means of complementary marginal zones.
Comme état de la technique en matière plus générale de protection des zones particulièrement agressées d'un ski, peut être cité le document FR-A-2.672.810 qui prévoit des ouvertures pratiquées dans la coque d'un ski aux endroits les plus exposés aux agressions extérieures, ces ouvertures étant remplies d'une mousse plastique déformable et élastique de protection, elle-même recouverte d'une membrane.As a state of the art in the more general field of protection of particularly attacked areas of a ski, can be cited the document FR-A-2,672,810 which provides openings made in the hull of a ski at the places most exposed to external aggressions, these openings being filled with a deformable and elastic protective plastic foam, itself covered with a membrane.
Un second objet de l'invention est de proposer un procédé de fabrication d'un ski, ou autre planche de glisse sur neige, ainsi que de proposer un ski ou planche réalisé selon ce procédé, qui soit d'un rendement optimisé en fonction du besoin réel que constitue la protection du décor de ce ski ou planche.A second object of the invention is to propose a method of manufacturing a ski, or other board for gliding on snow, as well as to propose a ski or board produced according to this process, which is of an optimized yield according to the real need which constitutes the protection of the decoration of this ski or board.
A ces effets, l'invention se rapporte à un ski, ou autre planche de glisse sur neige, comportant un dessus ou coque de protection et de décor qui est réalisé en matière plastique, caractérisé :
- . en ce que ce dessus ou coque comprend un complexe multi-couches formé à partir d'un stratifié de couches plastiques planes,
- . et en ce qu'au moins la couche supérieure du stratifié est ajourée ou interrompue en au moins un endroit, définissant ainsi dans ce complexe au moins une fenêtre ou interruption qui laisse voir, sur cette planche de glisse, au moins une des couches sous-jacentes de ce stratifié.
- . in that this top or shell comprises a multi-layer complex formed from a laminate of plane plastic layers,
- . and in that at least the upper layer of the laminate is perforated or interrupted in at least one place, thus defining in this complex at least one window or interruption which reveals, on this gliding board, at least one of the layers under adjacent to this laminate.
L'invention se rapporte aussi à un procédé de fabrication au moule d'un ski, ou autre planche de glisse sur neige, comportant au moins :
- . une semelle de glissement éventuellement bordée par des carres,
- . un noyau central,
- . une ou plusieurs couches de renfort,
- . une coque ou dessus plastique de protection et de décor,
ce procédé consistant au moins, de manière en soi connue :
- soit, dans le mode dit "voie humide" :
- . à empiler, dans le moule ouvert, successivement la semelle, éventuellement bordée par les carres, une ou plusieurs couches de renfort inférieures, le noyau solide bordé par des chants éventuels, une ou plusieurs couches de renfort supérieures, et finalement ledit dessus ou coque plastique, l'ensemble de ces éléments étant préencollé,
- . puis à fermer le moule à l'aide de son couvercle et sous forte pression, à monter en température, etc...
- soit, dans le mode "injecté forme" :
- . à placer dans le moule ouvert la semelle, bordée éventuellement par les carres, et une ou plusieurs couches de renfort inférieures préassemblées ou préencollées ensemble et à la semelle, puis ladite coque plastique préassemblée à une ou plusieurs couches supérieures de renfort en arquant cette coque pour l'introduire dans le moule jusqu'à y descendre jusqu'à hauteur des bords de la semelle, définissant ainsi un espace intérieur creux délimité par cette coque,
- . puis à fermer le moule à l'aide de son couvercle et à injecter, sous forte pression et dans cet espace interne, les composants liquides d'une mousse synthétique qui en s'expansant forme le noyau tout en plaquant ladite coque contre la face interne du couvercle, etc...
et ce procédé étant caractérisé en ce que ce dessus ou coque plastique est, au moins dans sa partie supérieure prise dans le sens de l'épaisseur, réalisé en un complexe multicouches formé d'un stratifié de couches successives, au moins la couche supérieure de ce stratifié présentant au moins une discontinuité réalisée sous forme d'une fenêtre ou interruption qui permet de finalement laisser à nu, après démoulage, au moins un morceau judicieusement choisi d'au moins une des couches sous-jacentes de ce stratifié.The invention also relates to a method of manufacturing a ski, or other board for gliding on snow, using the mold, comprising at least:
- . a sliding sole possibly bordered by edges,
- . a central core,
- . one or more layers of reinforcement,
- . a protective or decorative plastic shell or top,
this process consisting at least, in a manner known per se:
- or, in the so-called "wet" mode:
- . stacking, in the open mold, successively the sole, possibly bordered by the edges, one or more lower reinforcement layers, the solid core bordered by possible edges, one or more upper reinforcement layers, and finally said plastic top or shell , all of these elements being pre-glued,
- . then to close the mold using its cover and under strong pressure, to raise the temperature, etc ...
- either, in the "injected form" mode:
- . to place in the open mold the sole, possibly bordered by the edges, and one or more layers lower reinforcement pre-assembled or pre-glued together and to the sole, then said plastic shell pre-assembled to one or more upper layers of reinforcement by arching this shell to introduce it into the mold until it descends to the height of the edges of the sole , thus defining a hollow interior space delimited by this shell,
- . then to close the mold using its cover and to inject, under high pressure and into this internal space, the liquid components of a synthetic foam which by expanding forms the core while pressing said shell against the internal face cover, etc ...
and this method being characterized in that this plastic top or shell is, at least in its upper part taken in the direction of the thickness, produced in a multilayer complex formed of a laminate of successive layers, at least the upper layer of this laminate having at least one discontinuity produced in the form of a window or interruption which makes it possible finally to leave bare, after demolding, at least one judiciously chosen piece of at least one of the underlying layers of this laminate.
L'invention sera bien comprise, et ses avantages et caractéristiques ressortiront mieux, lors de la description suivante de quelques exemples non limitatifs de réalisation, en référence au dessin schématique annexé dans lequel :
- . Figure 1 est une représentation partielle, et en perspective, du complexe multicouches qui est préparé préalablement en vue de la fabrication au moule d'un ski conforme à l'invention.
- . Figure 2 schématise la déformation de ce complexe multicouches lors de la fabrication au moule de ce ski.
- . Figure 3 est une vue de dessus de ce ski, réalisé selon l'invention.
- . Figures 4
et 5 sont des vues en coupe transversale de ce ski, respectivement selon IV-IV et selon V-V de Figure 3. - . Figures 6
et 7 sont des vues semblables à Figures 1 et 3, mais montrant une autre forme d'exécution de ce ski. - . Figure 8 est une coupe transversale, selon VIII-VIII de Figure 7, de ce dernier ski.
- . Figure 9 est une vue semblable à Figure 8, mais montrant une variante de réalisation.
- . Figure 10 est une vue semblable à Figure 1, et montrant une autre forme de réalisation de ce complexe multicouches.
- . Figure 11 est une coupe longitudinale du complexe multicouches de Figure 10.
- . Figure 12 schématise la déformation du complexe multicouches selon Figure 11, lors de la fabrication au moule du ski.
- . Figures 13
et 14 sont des vues respectivement semblables à Figure 10 et 12, mais montrant une autre forme de réalisation de ce ski. - . Figures 15
et 16 sont des vues respectivement semblables à Figures 10et 12, mais montrant encore une autre forme de réalisation de ce ski.
- . Figure 1 is a partial representation, in perspective, of the multilayer complex which is prepared beforehand for the manufacture in the mold of a ski according to the invention.
- . Figure 2 shows schematically the deformation of this multilayer complex during the manufacture of this ski in the mold.
- . Figure 3 is a top view of this ski, produced according to the invention.
- . Figures 4 and 5 are cross-sectional views of this ski, respectively according to IV-IV and according to VV of Figure 3.
- . Figures 6 and 7 are views similar to Figures 1 and 3, but showing another embodiment of this ski.
- . Figure 8 is a cross section along VIII-VIII of Figure 7, of the latter ski.
- . Figure 9 is a view similar to Figure 8, but showing an alternative embodiment.
- . Figure 10 is a view similar to Figure 1, and showing another embodiment of this multilayer complex.
- . Figure 11 is a longitudinal section of the multilayer complex of Figure 10.
- . Figure 12 shows schematically the deformation of the multilayer complex according to Figure 11, during the ski mold manufacturing.
- . Figures 13 and 14 are views respectively similar to Figure 10 and 12, but showing another embodiment of this ski.
- . Figures 15 and 16 are views respectively similar to Figures 10 and 12, but showing yet another embodiment of this ski.
En se référant aux Figures 1 à 5, il s'agit dans ce premier exemple de réalisation d'un ski de piste 1 (Figures 3 à 5) pour lequel on a prévu de protéger la sérigraphie par une assez épaisse couche 2 de matière plastique transparente.Referring to Figures 1 to 5, this is a first embodiment of a piste ski 1 (Figures 3 to 5) for which provision has been made to protect the screen printing with a fairly
Selon un aspect particulièrement intéressant de la présente invention, cette protection par la couche plastique transparente 2 n'est prévue que sur la partie avant 3 et sur la partie arrière 4 du ski, c'est-à-dire uniquement en amont et en aval d'une zone centrale 5 qui englobe la zone de patin 6 qui supporte les fixations.According to a particularly interesting aspect of the present invention, this protection by the
Pour fixer les idées de manière non limitative, cette zone centrale 5, pour laquelle la sérigraphie n'est pas protégée par la couche plastique transparente 2, a une longueur de l'ordre de 550 à 600 millimètres, et elle s'étend à peu près symétriquement de part et d'autre de la zone de patin.To fix ideas in a nonlimiting manner, this
En fait, cette zone centrale 5 définit une brèche, ou interruption, de la couche plastique transparente et protectrice 2.In fact, this
Bien sûr, la sérigraphie n'est pas protégée dans cette zone 5, si ce n'est par une mince couche de vernis traditionnelle, mais à la réflexion ceci ne constitue pas un véritable inconvénient car l'expérience montre que cette sérigraphie n'est pratiquement jamais agressée dans cette zone centrale 5 puisqu'elle est protégée en fait par la chaussure.Of course, the screen printing is not protected in this
Le ski selon ces Figures 3 à 5 est réalisé de la façon suivante :The skiing according to these Figures 3 to 5 is carried out as follows:
On commence par réaliser, par exemple par la technique de plaxage, un complexe multicouches 7 longiligne, ici à deux couches seulement comportant une couche inférieure 8 en matière plastique opaque et résistante, par exemple en ABS, et une couche supérieure 2 en matière plastique transparente et protectrice.We start by making, for example by the plastering technique, a
En réalisant ce complexe bicouches 7, on prévoit dans la couche supérieure transparente, une interruption longitudinale et sensiblement centrale 9 qui constitue la zone centrale précitée 5.By producing this two-
Les dimensions (longueur et largeur) de ce complexe bicouches 7 sont choisies suffisantes pour qu'il puisse constituer, après fabrication du ski 1 au moule, la coque 10 du ski 1, qui est donc un "ski-coque" dans cet exemple.The dimensions (length and width) of this
La décoration de la face supérieure du ski a bien entendu été effectuée, par une technique connue telle qu'une sérigraphie, avant l'assemblage des deux couches 8,2 du complexe bicouches 7. Elle peut par exemple avoir été faite soit par sérigraphie sur la face supérieure de la couche d'ABS 8, soit par interposition d'un voile prédécoré, comme décrit dans le document FR-A-2.660.251 précité.The decoration of the upper face of the ski was of course carried out, by a known technique such as a screen printing, before the assembly of the two
On procède alors à la fabrication au moule du ski 1, par exemple par la méthode maintenant classique dite "injecté forme".The
Pour ceci, on colle tout d'abord le tissu de renfort supérieur 11 (Figures 4 et 5) sous le complexe bicouches 7.For this, the upper reinforcing fabric 11 (FIGS. 4 and 5) is firstly glued under the two-
On pose dans le moule ouvert successivement la semelle de glissement 12, les carres métalliques 13, et le renfort inférieur 14.The sole is placed successively in the
Ces éléments sont collés l'un à l'autre par de la résine mélangée à son durcisseur mais non encore cuite.These elements are glued to each other by resin mixed with its hardener but not yet cooked.
La coque 10 est alors introduite dans le moule jusqu'à venir prendre appui sur les carres 13. Elle n'a, à ce stade, pas sa forme définitive.The
On ferme alors le couvercle du moule, puis on en chauffe l'intérieur soit jusqu'à environ 60°C dans le procédé le plus simple précité, soit jusqu'à environ 120°C dans le procédé V.H.P. Puis on injecte la mousse de Polyuréthanne qui, une fois durcie, formera le noyau 15 du ski.The mold cover is then closed, then the interior is heated either to about 60 ° C in the simplest process mentioned above, or to about 120 ° C in the V.H.P. process. Then injected polyurethane foam which, once hardened, will form the
La pression P exercée par la mousse de Polyuréthanne lors de l'injection vient alors plaquer la coque 10 contre les parois du couvercle du moule, de sorte que cette coque 10 prend sa forme définitive.The pressure P exerted by the polyurethane foam during the injection then presses the
Cette pression P vient aussi, à l'endroit de l'ouverture 9, déformer la couche 8 d'ABS pour l'amener, en cet endroit, au même niveau que la couche transparente 2, comme il est montré schématiquement sur la Figure 2. A l'endroit de l'interruption ou brèche 9, la couche inférieure 8 du complexe bicouches 7 vient donc "monter", sous l'effet de la pression P exercée par la mousse de Polyuréthanne lors de l'injection du noyau 15, dans cette ouverture 9 pour finalement se mettre au même niveau que la couche supérieure transparente 2.This pressure P also comes, at the location of the
Après refroidissement et démoulage, on procède aux classiques opérations de ponçage, d ' ébavurage, et plus généralement de finition du ski 1.After cooling and demolding, the conventional sanding, deburring and more generally finishing operations of the
A noter que cet exemple de réalisation d'un ski 1 par un procédé moderne dit "injecté forme" est illustratif et non pas préférentiel. Dans le cas de la réalisation d'un ski par la méthode traditionnelle de fabrication au moule sous hautes pression et température, le noyau n'étant alors pas injecté mais préfabriqué, on obtient exactement la même déformation, selon Figure 2, de la couche inférieure 8 en prévoyant tout simplement de poser dans le moule une couche de renfort supplémentaire 16 (en pointillés sur la Figure 2) qui a sensiblement la dimension de l'ouverture 9, cette couche 16 étant placée sous le stratifié 7. Lorsque l'on ferme le couvercle, il s'exerce du haut en bas une pression P sur le stratifié 7, cette pression étant d'une dizaine de bars pour fixer les idées. Cette pression vient alors presser sur la couche transparente 2 de part et d'autre de l'ouverture 9, et par la suite "enfoncer" cette couche 2 pour finalement la contraindre à descendre jusqu'au niveau de la couche 8 à l'endroit de l'ouverture 9 : la configuration de la Figure 2 est alors obtenue aussi dans un tel cas.Note that this embodiment of a
A noter que l'ouverture 9 peut avoir d'autres dimensions, forme, et emplacement, et qu'il peut y avoir plusieurs ouvertures de ce type, entrainant les effets esthétiques les plus variés, et à ce sujet les Figures 6 à 14 montrent quelques autres exemples de réalisation parmi bien d'autres.Note that the
Les Figures 6 à 8 illustrent une variante du ski 1 précédemment décrit, pour laquelle la sérigraphie n'est protégée par la couche plastique transparente 2 que sur les bords avant et arrière du ski, toujours uniquement en avant et en arrière de la zone centrale 5 précitée. L'ouverture 9 de la couche 2 comprend alors non seulement la zone centrale 5, mais encore les zones longitudinales médianes avant 17 et arrière 18 du ski. On obtient alors une réalisation encore plus économique, la couche transparente 2 étant rétrécie au minimum nécessaire pour protéger la sérigraphie des chocs extérieurs, et d' un effet esthétique encore plus saisissant.Figures 6 to 8 illustrate a variant of the
La Figure 9 est une vue semblable à Figure 8, mais pour laquelle, suite à une forme correspondante du couvercle du moule utilisé, la partie médiane arrière et/ou avant 18 vient en surplomb.Figure 9 is a view similar to Figure 8, but for which, following a corresponding shape of the mold cover used, the rear middle and / or
Les Figures 10 et 12 illustrent, par comparaison aux Figures 1 et 2, une variante de réalisation du ski 1 pour laquelle il est prévu, outre l'ouverture centrale 9 précitée, au moins une autre ouverture 19 dans la couche 2 qui est constituée par une fenêtre. Après réalisation du ski au moule (Figure 12), la couche d'ABS 8 est "montée" également dans la fenêtre 19 pour y arriver au même niveau que la couche 2.Figures 10 and 12 illustrate, by comparison with Figures 1 and 2, an alternative embodiment of
On obtient ainsi non seulement un effet esthétique agréable, mais encore on peut ainsi marquer, à l'endroit de la fenêtre 19, l'emplacement d'un élément technique interne du ski, par exemple une plaque amortisseuse de vibrations.This not only gives a pleasant aesthetic effect, but also marks the location of the
A noter qu'il a été jusqu'ici question d'une couche supérieure 2 transparente et d'une couche inférieure 8 teintée dans la masse, car on s'est jusqu'à présent attaché au problème de la protection de la sérigraphie. L'invention n'est cependant pas figée à ce genre de réalisation. Les deux couches 8 et 2 peuvent être toutes deux teintées dans la masse, tout en étant visuellement de couleurs différentes, et alors l'effet esthétique obtenu par une réalisation conforme à l'invention, par exemple selon les Figures 1 à 12, est particulièrement saisissant. De même façon, les deux couches précitées peuvent être inversées, la couche supérieure 2 étant teintée dans la masse tandis que la couche inférieure 8 est transparente. On peut alors voir par transparence des éléments techniques du corps du ski : en considérant la Figure 12 par exemple, on peut voir dans ce cas la plaque destinée au vissage des fixations à l'endroit de l'ouverture centrale 9, et par exemple une plaque amortisseuse de vibrations sous la fenêtre 19.Note that so far there has been talk of an upper
En comparant les Figures 13 et 14 à la réalisation selon les Figures 1 à 2, on voit que l'on peut aussi obtenir, moyennant une forme correspondante du couvercle du moule, une réalisation pour laquelle la zone de patin 6 est surélevée par rapport à la surface du ski. La plaque 20 dans laquelle se vissent les fixations passe alors dans l'ouverture 9 de la couche plastique supérieure 2.By comparing Figures 13 and 14 to the embodiment according to Figures 1 to 2, it can be seen that one can also obtain, by means of a corresponding shape of the mold cover, an embodiment for which the
Le complexe multicouches 7 peut aussi comporter plus de deux couches et, à ce propos, les Figures 15 et 16 illustrent, par comparaison aux Figures 10 et 12 par exemple, une intéressante forme de réalisation pour laquelle ce stratifié 7 est composé de trois couches superposées, dont une couche inférieure 21 en matière plastique transparente, une couche intermédiaire 8 en ABS teinté dans la masse, et une couche supérieure 2 en matière plastique transparente.The
Dans un tel cas, la fenêtre 19 est découpée à la fois dans la couche supérieure 2 et dans la couche intermédiaire 8. Dans le moule, un élément technique 22, tel qu'un amortisseur de vibrations, est placé sous la fenêtre 19, la face inférieure du moule est laissée plane, c'est-à-dire sans proéminences, de sorte qu'après démoulage, le résultat obtenu est celui de la Figure 16 : l'élément technique 22 est monté dans la fenêtre 19, tandis que dans cette fenêtre 19 la couche inférieure transparente 21 est montée au même niveau que la couche supérieure transparente 2, qu'elle vient en quelque sorte continuer. Au niveau de la fenêtre 19, on voit par transparence l'élément technique 22, qui est bien protégé par la couche 21, tandis que la sérigraphie visible sur la couche 8 est bien protégée par la couche transparente 2.In such a case, the
Comme il va de soi, l'invention n'est pas limitée à ces quelques exemples d'applications. Le nombre de couches du complexe multicouches 7 peut être supérieur à trois, les ouvertures peuvent être très variées et pratiquées, en un même endroit, sur un nombre de couches judicieusement choisies. Les couleurs des différentes couches du stratifié 7, et leur caractère transparent ou non, peuvent être très variés, de telle sorte que les effets esthétiques et techniques ainsi obtenus peuvent être variés à l'infini.It goes without saying that the invention is not limited to these few examples of applications. The number of layers of the
Claims (15)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9303240 | 1993-03-16 | ||
| FR9303240A FR2702668B1 (en) | 1993-03-16 | 1993-03-16 | Ski, or other board for gliding on snow, and its manufacturing process. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0615773A1 true EP0615773A1 (en) | 1994-09-21 |
| EP0615773B1 EP0615773B1 (en) | 1997-06-04 |
Family
ID=9445185
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94420020A Expired - Lifetime EP0615773B1 (en) | 1993-03-16 | 1994-01-25 | Ski and process for the fabrication |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0615773B1 (en) |
| AT (1) | ATE153868T1 (en) |
| DE (1) | DE69403517T2 (en) |
| FR (1) | FR2702668B1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995029743A1 (en) * | 1994-04-29 | 1995-11-09 | Kästle Aktiengesellschaft | Ski |
| FR2740981A1 (en) * | 1995-11-15 | 1997-05-16 | Salomon Sa | METHOD FOR MANUFACTURING A SEMI-FINISHED DECORATION ELEMENT FOR SLIDING BOARD |
| FR2866576A1 (en) | 2004-02-19 | 2005-08-26 | Rossignol Sa | Ski or snowboard with perforated decoration, has barrier film forming relief pattern in perforations |
| EP1952852A1 (en) | 2007-02-02 | 2008-08-06 | Skis Rossignol | Snowboard with decoration element of fibrous material |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2781165B1 (en) | 1998-07-17 | 2000-08-25 | Rossignol Sa | PROCESS FOR THE PRODUCTION OF A SKI OR OTHER SNOWBOARD |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3567237A (en) * | 1968-10-29 | 1971-03-02 | Line Co A | Ski covering |
| DE2506289A1 (en) * | 1975-02-14 | 1976-08-26 | Sarner Tyrol Gmbh & Co Kg | Ski with patterned surface coating and transparent covering layer - manufactured without polishing to eliminate dust suppression requirements |
| FR2620974A1 (en) * | 1987-09-25 | 1989-03-31 | Salomon Sa | METHOD FOR DECORATING ARTICLES BY A SUBLIMATION PRINTING METHOD |
-
1993
- 1993-03-16 FR FR9303240A patent/FR2702668B1/en not_active Expired - Fee Related
-
1994
- 1994-01-25 AT AT94420020T patent/ATE153868T1/en not_active IP Right Cessation
- 1994-01-25 EP EP94420020A patent/EP0615773B1/en not_active Expired - Lifetime
- 1994-01-25 DE DE69403517T patent/DE69403517T2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3567237A (en) * | 1968-10-29 | 1971-03-02 | Line Co A | Ski covering |
| DE2506289A1 (en) * | 1975-02-14 | 1976-08-26 | Sarner Tyrol Gmbh & Co Kg | Ski with patterned surface coating and transparent covering layer - manufactured without polishing to eliminate dust suppression requirements |
| FR2620974A1 (en) * | 1987-09-25 | 1989-03-31 | Salomon Sa | METHOD FOR DECORATING ARTICLES BY A SUBLIMATION PRINTING METHOD |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995029743A1 (en) * | 1994-04-29 | 1995-11-09 | Kästle Aktiengesellschaft | Ski |
| FR2740981A1 (en) * | 1995-11-15 | 1997-05-16 | Salomon Sa | METHOD FOR MANUFACTURING A SEMI-FINISHED DECORATION ELEMENT FOR SLIDING BOARD |
| EP0774280A1 (en) * | 1995-11-15 | 1997-05-21 | Salomon S.A. | Method of manufacturing of a semifinished decoration element for snowboards |
| FR2866576A1 (en) | 2004-02-19 | 2005-08-26 | Rossignol Sa | Ski or snowboard with perforated decoration, has barrier film forming relief pattern in perforations |
| EP1952852A1 (en) | 2007-02-02 | 2008-08-06 | Skis Rossignol | Snowboard with decoration element of fibrous material |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2702668B1 (en) | 1995-04-28 |
| DE69403517T2 (en) | 1997-12-11 |
| EP0615773B1 (en) | 1997-06-04 |
| ATE153868T1 (en) | 1997-06-15 |
| FR2702668A1 (en) | 1994-09-23 |
| DE69403517D1 (en) | 1997-07-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1224114B1 (en) | Subassembly designed to produce an aquatic gliding board and its manufacturing process | |
| EP0620027B2 (en) | Ski with side walls and upper shell | |
| FR2746662A1 (en) | SKI BOARD SURROUNDED BY A CONTINUOUS SQUARE | |
| EP0972544B1 (en) | Method of producing a snow sliding board | |
| EP0615773B1 (en) | Ski and process for the fabrication | |
| EP0498963B1 (en) | Alpine ski for gliding in snow and ice | |
| EP0608186A1 (en) | Ski and process of manufacturing a ski with injected core and through-hole internal reinforcement | |
| EP0774280B1 (en) | Method of manufacturing of a semifinished decoration element for snowboards | |
| EP0976427B1 (en) | Sliding board for alpine skiing or snow surfing | |
| EP1479416A1 (en) | Snowglider with an external decorative and protection assembly and production method | |
| EP0309403A2 (en) | Method for producing a ski, and ski obtained by this method | |
| EP1559452B1 (en) | Snowglider for children and his method of manufacturing | |
| EP1375190B1 (en) | Process for decorating a article, such as a sporting good | |
| EP2075039B1 (en) | Snowboard and set of at least two such snowboards | |
| EP0608185B1 (en) | Ski with attached tips and method of manufacture | |
| EP1697104A1 (en) | Sliding board production method and board thus produced | |
| FR2687925A1 (en) | METHOD FOR MANUFACTURING A SKI AND SKI OBTAINED BY THIS METHOD. | |
| EP0887090B1 (en) | Process for producing ski edges for snowboards, and ski edges obtainable by the process | |
| FR2484801A1 (en) | Mould inserts for making decorated moulded shoe heels - opt. using materials of differing thermal contraction to simulate stacked leather heel | |
| EP1520606B1 (en) | Snowboard with decorated uppersurface | |
| FR2718650A1 (en) | Alpine ski with projection holding bindings above ski | |
| FR2714614A1 (en) | Ski with reinforcing plates at tip and rear end | |
| FR2983414A1 (en) | SNOWBOARD BOARD ON SNOW | |
| FR2720289A1 (en) | Ski with transparent upper surface with decoration underneath | |
| FR2725912A1 (en) | Ski with reinforced longitudinal edges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE LI |
|
| 17P | Request for examination filed |
Effective date: 19950509 |
|
| 17Q | First examination report despatched |
Effective date: 19951215 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE LI |
|
| REF | Corresponds to: |
Ref document number: 153868 Country of ref document: AT Date of ref document: 19970615 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69403517 Country of ref document: DE Date of ref document: 19970710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20071218 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090112 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100803 |