EP0573384B1 - Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen - Google Patents
Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen Download PDFInfo
- Publication number
- EP0573384B1 EP0573384B1 EP93710012A EP93710012A EP0573384B1 EP 0573384 B1 EP0573384 B1 EP 0573384B1 EP 93710012 A EP93710012 A EP 93710012A EP 93710012 A EP93710012 A EP 93710012A EP 0573384 B1 EP0573384 B1 EP 0573384B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- elements
- profiles
- assembly units
- modular
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B61—RAILWAYS
- B61D—BODY DETAILS OR KINDS OF RAILWAY VEHICLES
- B61D17/00—Construction details of vehicle bodies
- B61D17/04—Construction details of vehicle bodies with bodies of metal; with composite, e.g. metal and wood body structures
- B61D17/043—Construction details of vehicle bodies with bodies of metal; with composite, e.g. metal and wood body structures connections between superstructure sub-units
- B61D17/045—The sub-units being construction modules
Definitions
- the invention relates to a car body structure for rail vehicles, in particular passenger coaches, which is constructed in a differential construction from the modularly structured assembly units underframe, end wall and entry parts and the side wall and roof elements of a single-story car, which preferably run in the length of the car, or with an additional intermediate floor and side wall elements of a two-story car, wherein the assembly units, at least at the edge areas, having self-formed edge profiles and reinforcing elements, are joined together by means of non-positive fastening elements.
- a car body for rail vehicles in particular passenger coaches (DD 274793) is known, in which prefabricated assembly units, the joint areas of which are formed by the skin sheet itself, are joined in one plane with the addition of sealing elements by means of non-positive connecting elements.
- This solution has the disadvantages that, on the one hand, the required flexural rigidity and tensile strength of the module elements are not given to one another due to the single-row bolt connections, and on the other hand, the coating of the module elements with thick-layer antidrumming agents, which is still provided, limits their recyclability.
- the invention is based on the problem of creating a car body for passenger coaches by means of which technologically similar prefabricated assembly units both single-story and double-story vehicles effectively and with the switch-off Previously customary re-assembly, with this design as an assembly system that is easy to assemble, the marketing option, which is interesting in the area of marketing, is also achieved and thus rational, clearly defined disassembly options for maintenance, repair and recycling are created, whereby the assembly units themselves form a flexurally and torsion-resistant car body.
- the problem is solved in that the edge profiles of the modular assembly units are designed as overlapping, mutually corresponding U and Z profiles, and are assigned to the non-positive fastening elements at a spatial angle, preferably positive locking elements which connect the free ends of the edge profiles and optional parts of the reinforcing elements the parts of the reinforcing elements provided for the longitudinal extension of the assembly units are designed as paired, mutually directed frame profiles which, with acoustic insulation plates provided on the inside of the car body, consisting of two thin plates with plastic film in between, in conjunction with the outer skin plates form torsion and bending-resistant frame boxes which on the one hand Absorb thermal insulation materials and, on the other hand, use the inner cladding to create air ducts for active insulation.
- connection impacts for corrosion protection and acoustic insulation achieved by the force-fitting fastening elements are given an intermediate layer of an elastomer adhesive with a thickness defined by spacers.
- the intermediate floor of the two-story car body is designed as a modular tub part, the edge areas of which preferably protrude up to the window areas of the side wall elements of the upper floor.
- this solution enables both outer skin sheets and reinforcing elements to be made, among other things, from metal-coated, for example galvanized, steel semi-finished products. Furthermore, there is no sweat shrinkage and therefore bulges of the outer skin sheet, whereby the considerable reworking steps of leveling and filling are eliminated.
- Another advantage is, in particular, that the separately manufactured modular assembly units, like other components of the car body, are optimally accessible to the corrosion protection processes prior to assembly, and also separately, with good logistical manual work in the manufacturing process, to a high degree their respective design and functionally assigned interior fittings can get.
- the features of the vehicle body according to the invention bring about the effect that there is no need to apply a top layer to the assembly units and other completion elements with anti-drumming agents, but that the acoustic insulation is achieved exclusively with acoustic insulation sheets attached to the inside of the reinforcement elements, preferably with blind rivets.
- thermal insulation is carried out in such a way that only the thermal insulation materials are inserted between the outer skin sheets and the acoustic insulation sheets.
- This easy-to-assemble construction system of a car body has material connections, for example welded connections, only in the core of the respective assembly unit, all of the other components, including the components for acoustic and thermal insulation, and the functionally and structurally assigned components of the interior being fitted exclusively with fast-setting connecting elements.
- material connections for example welded connections
- all of the other components including the components for acoustic and thermal insulation, and the functionally and structurally assigned components of the interior being fitted exclusively with fast-setting connecting elements.
- the mounting base forms the base frame 1a with aprons arranged on the side.
- the long girders (not shown in detail) are designed such that they adapt to the geometric shape of the side walls 1b following on the longitudinal side with the window regions 1c.
- This is followed by one or more roof elements 1d, the mounting units 1 being curved or planar in accordance with their position in the boundary profile and having a width such that their arrangement with respect to one another results in an optimal design.
- the other assembly units 1, such as forehead and entrance parts, are not shown for the sake of clarity.
- Fig. 1 shows the outline of the assembly units 1 of a two-story car body.
- side wall elements 1b of the lower floor which are designed as window areas 1c are provided on the base frame 1a, to which the intermediate floor 4, which is designed as a modular tub part, is connected.
- the window areas 1c of the side wall elements 1b of the upper floor and, subsequently, one or more roof elements 1d are fastened to the edge areas of the tub part.
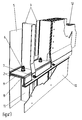
- the connection technology of the individual assembly units 1 to one another can be seen from FIG. 3.
- the assembly units 1 consist of the outer skin plate 5 and the transverse to the longitudinal extension of the car body, paired frame profiles 3, for example Z-profiles, which together with those provided for reducing the buckling fields provided here longitudinal purlin profiles, not shown, which form reinforcing elements.
- the edge areas of the assembly units 1 are formed by overlapping the outer skin plate 5 to form kink and shear-resistant edge profiles 2, whereby they are designed in pairs in such a way that one side has an angled U-shape and the other side an angled one corresponding to the U-shape Z shape.
- the edge profiles 2 thus fulfill a multiple function.
- the edge profiles perform 2 important functions in the dimensional fit system of the car, in a robot-supported, automatable production as well as in the handling and logistics system of the assembly process, for corrosion protection and interior fitting.
- FIG. 3 shows the elastomer adhesive 8 introduced as an intermediate layer of individual assembly units 1 for corrosion protection and acoustic insulation, which is given a defined thickness by means of the spacers 9.
- the spacers 9 are the force of the high strength biased non-positive Fasteners 6 acted upon.
- FIG. 3 shows how the double-arranged, mutually facing frame profiles 3 in combination with the acoustic insulation sheet 10 provided on the inside by means of blind riveting, consisting of two thin sheets with plastic film in between, form a torsion and bending-resistant frame case, so is arranged in the car body that it rotates in the car cross section and creates an air duct for active insulation to the inner lining of the car body, not shown.
- Thermal insulation materials 12 are introduced between the outer skin plate 5 and the acoustic insulation plate 10 in a distance region 11 that is predetermined in the height of the frame profiles 3.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Platform Screen Doors And Railroad Systems (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
- Fuel-Injection Apparatus (AREA)
- Railway Tracks (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Description
- Die Erfindung betrifft einen Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen, der in Differentialbauweise aus den modular gegliederten Montageeinheiten Untergestell, Stirnwand- und Einstiegpartien sowie den vorzugsweise in Wagenlänge durchlaufenden Seitenwand- und Dachelementen eines einstöckigen Wagens oder mit zusätzlichem Zwischenfussboden und Seitenwandelementen eines doppelstöckigen Wagens aufgebaut ist, wobei die Montageeinheiten mindestens an den Randbereichen aus deren Aussenhautblechen selbst gebildeten Randprofile sowie Verstärkungselemente aufweisend, mittels kraftschlüssiger Befestigungselemente untereinander zusammengefügt sind.
- Im Schienenfahrzeugbau ist es bisher üblich und ganz allgemein bekannt, den Wagenkasten in ganzgeschweisster Bauweise zu fertigen. Dabei werden die Hauptbaugruppen Untergestell, Seitenwände, Dach und Stirnwände ihrerseits als geschweisste Baugruppen hergestellt und danach untereinander mittels Schweissmontage zum ganzen Wagen montiert. Aus dem hierbei hervorgerufenen Zusammentreffen der Faktoren Schweisswärme und Leichtbau der grossen Aussenhautfelder resultieren Verwerfungen und Schrumpfungen, die nachfolgend mit diversen Nacharbeiten, wie unter anderem Punktrichten und im weiteren auch dem Spachteln der Aussenhaut, mit hohem technologischen Aufwand ausgeglichen werden müssen. Ein weiterer Nachteilbesteht darin, dass metallisch beschichtete, beispielsweise verzinkte Stahlbleche, obwohl für Aussenhaut und Gerippe durchaus aus Gründen des Korrosionsschutzes wünschenswert, bei dieser ganzgeschweissten Bauweise nicht eingesetzt werden können. Auch der zum Teil erfolgende partielle Einsatz von Nirostamaterial ist aus korrosionstechnischer Sicht durchaus nicht befriedigend, da dieser Werkstoff in gefährdeten Bereichen des Wagens, unter anderem im Untergestell und in Verbindungsbereichen des Untergestells mit der Seitenwand, wiederum geschweisst, mit C- Stahl kombiniert wird, was neue Korrosionsgefährdung hervorruft. Damit der für den Gebrauchswert des Fahrzeuges wichtige Korrosionsschutz trotz dieser ungünstigen Bedindungen optimal erfolgen soll, muss der bis auf die Tür- und Fensteröffnungen kesselartige Wagenkastenrohbau in einer entsprechend gross dimensionierten und viel Energie verbrauchenden Strahlanlage einer Untergrungvorbehandlung unterzogen werden. Danach erfolgen der Innenkorrosionsschutz, der akustische Schutz mit einer Antidröhn- Dickschicht sowie nachfolgend der aufwendige, montageintensive Wagenkasteninnenausbau. Neben den erheblichen technologischen Aufwendungen dieses Bausystems des ganzgeschweissten Wagens ist weiterhin von Nachteil, dass den Belangen des Betreibers mit seiner Interessenlage günstiger Wartung und Reparatur, der Neuausstattung des Fahrzeuges im Falle des moralischen Verschleisses der Innenausstattung und der definierten Lösung des Recyclingproblemes, welches wiederum eine durchgängige Demontagefähigkeit voraussetzt, in keiner Weise entsprochen wird, sondern Rationalisierungslösungen auf diesen Gebieten verhindert und blockiert werden.
- So ist ein Wagenkasten für Schienenfahrzeuge, insbesondere Reisezugwagen, (DD 274793) bekannt, bei dem vorgefertigte Montageeinheiten, deren Fügestossbereiche durch das Hautblech selbst gebildet werden, unter Beilage von Dichtelementen durch kraftschlüssige Verbindungselemente in einer Ebene gefügt werden. Dieser Lösung haften die Nachteile an, dass einerseits die erforderliche Biegesteifigkeit und Zugfestigkeit der Modulelemente untereinander auf Grund der einreihigen Bolzenverbindungen nicht gegeben ist sowie andererseits die nach wie vor vorgesehene Beschichtung der Modulelemente mit Dickschichtantidröhnmitteln deren Recyclingfähigkeit einschränkt.
- Der Erfindung liegt das Problem zu Grunde, einen Wagenkasten für Reisezugwagen zu schaffen, mittels dem aus technologisch ähnlichen vorgefertigten Montageeinheiten sowohl einstöckige als auch doppelstöckige Fahrzeuge effektiv und unter Ausschaltung bisher üblicher Nacharbeiten montiert, mit dieser Auslegung als montagegünstiges Bausystem auch die im Marketingbereich interessante Möglichkeit der Lieferfähigkeit als Bausatz erreicht und damit rationelle, klar definierte Demontagemöglichkeiten für Wartung, Reparatur und Recycling geschaffen werden, wobei die Montageeinheiten selbst einen biege- und torsionssteifen Wagenkastenkorpus bilden.
- Erfindungsgemäss wird das Problem dadurch gelöst, dass die Randprofile der modularen Montageeinheiten als überlappte, zueinander korrespondierende U- und Z- Profile ausgebildet, den kraftschlüssigen Befestigungselementen raumwinklig, vorzugsweise formschlüssige Befestigungselemente, welche die freien Enden der Randprofile und wahlweise Teile der Verstärkungselemente verbinden, zugeordnet und die zur Längserstreckung der Montageeinheiten vorgesehenen Teile der Verstärkungselemente als paarige, zueinander gerichtete Spantprofile ausgeführt sind, welche mit auf der Innenseite des Wagenkastens vorgesehenen Akustikdämmblechen, bestehend aus zwei Dünnblechen mit zwischenliegender Plastikfolie, in Verbindung mit den Aussenhautblechen torsions-und biegesteife Spantkästen bilden, die einerseits Wärmedämmstoffe aufnehmen und andererseits mit den Innenverkleidungen Luftkanäle zur aktiven Isolierung herstellen. Es ist weiterhin erfindungsgemäss, dass die durch die kraftschlüssigen Befestigungselementen erzielten Verbindungsstössen zum Korrosionsschutz sowie zur Akustikdämmung durch Distanzstücke eine in ihrer Dicke definierte Zwischenschicht aus einem Elastomerkleber erhalten. Desweiteren ist der Zwischenfussboden des doppelstöckigen Wagenkastens als modulares Wannenteil ausgebildet, dessen Randbereiche vorzugsweise bis zu den Fensterbereichen der Seitenwandelemente des Oberstockes hinaufragen.
- Diese Lösung ermöglicht durch das Ausschalten der Längsschweissnähte, sowohl Aussenhautbleche als auch Verstärkungselemente unter anderem aus metallisch beschichteten, beispielsweise verzinkten Stahlhalbzeugen auszuführen. Weiterhin entfallen Schweissschrumpfungen und somit Beulungen des Aussenhautbleches, wobei die erheblichen Nacharbeitsschritte Punktrichten und Spachteln ausgeschaltet werden. Ein weiterer Vorteil besteht insbesondere darin, dass die separat hergestellten modularen Montageeinheiten, wie auch andere Bauelemente des Wagenkastens, vor der Montage in optimaler Zugänglichkeit den Korrosionsschutzprozessen zugeführt werden und ebenso separat in guter logistischer Handarbeit im Fertigungsablauf weiterlaufend hochgradig bereits ihre jeweils konstruktiv und funktionell zugeordneten Innenausbauelemente erhalten können. Im weiteren wird durch die Merkmale des erfindungsgemässen Wagenkasten die Wirkung hervorgerufen, dass kein Deckschichtauftrag der Montageeinheiten und weiterer Komplettierungselemente mit Antidröhnmitteln erfolgen muss, sondern dass die Akustikdämmung ausschliesslich mit innen an den Verstärkungselementen, vorzugsweise mit Blindnieten angebrachten Akustikdämmblechen erreicht wird. Die Wärmedämmung erfolgt dagegen derart, dass zwischen den Aussenhautblechen und den Akustikdämmblechen lediglich die Wärmedammstoffe eingebracht werden.
- Dieses montagegünstige Bausystem eines Wagenkastens weist nur im Kern der jeweiligen Montageeinheit stoffschlüssige, beispielsweise Schweissverbindungen auf, wobei alle weiteren, also auch die Bauelemente zur Akustik- und Wärmedämmung sowie die funktionell und konstruktiv zugeordneten Bauelemente des Innenausbaues ausschliesslich mit schnell setzbaren Verbindungselementen additiv montiert werden. Mit diesem erfindungsgemäss dargelegten Konzept wird gleichzeitig die beabsichtigte Lieferfähigkeit auch als Bausatz sowie die klar definierte Demontagefähigkeit für die Zwecke der Wartung, Reparatur und des Recyclings ermöglicht.
- Die Erfindung soll nachstehend an einem Ausführungsbeispiel näher erläutert werden. Hierbei zeigen die Zeichnungen in:
- Fig. 1:
- die Gliederung der Montageeinheiten eines einstöckigen Wagenkastens
- Fig. 2:
- die Gliederung der Montageeinheiten eines doppelstöckigen Wagenkastens,
- Fig. 3:
- das Detail eines Verbindungsstosses von zwei Montageeinheiten untereinander
- Aus der Fig. 1 ist die Gliederung der Montageeinheiten 1 eines einstöckigen Reisezugwagens ersichtlich. Die Montagebasis bildet das Untergestell 1a mit seitlich angeordneten Schürzen. Dabei sind dessen nicht näher dargestellten Langträger so ausgebildet, dass sie sich der geometrischen Form der längsseitig folgenden Seitenwände 1b mit den Fensterbereichen 1c anpassen. Daran schliessen sich ein oder mehrere Dachelemente 1d an, wobei die Montageeinheiten 1 entsprechend ihrer Lage im Umgrenzungsprofil gekrümmt oder eben ausgeführt und in ihrer Breite so gestaltet sind, dass sie in ihrer Anordnung zueinander ein optimales Design ergeben. Die anderen Montageeinheiten 1, wie Stirn- und Einstiegpartien sind der Übersichtlichkeit halber nicht dargestellt. Die einzelnen Montageeinheiten 1 weisen an den Randbereichen über die gesamte Länge und Breite Randprofile 2 sowie quer zum Wagenkasten umlaufende, nach der Montage alle Montageeinheiten 1 erfassende Spantprofile 3 der Verstärkungselemente, wie nachfolgend unter dem Abschnitt der Fig. 3 beschrieben, auf. Die Fig. 2 zeigt in prinzipieller Ausführung gem. Fig. 1 die Darstellung der Gliederung von Montageeinheiten 1 eines doppelstöckigen Wagenkastens. Hierbei sind auf dem Untergestell 1a als Fensterbereiche 1c ausgebildete Seitenwandelemente 1b des Unterstockes vorgesehen, woran sich der Zwischenfussboden 4, welcher als modulares Wannenteil ausgeführt ist, anschliesst. An den Randbereichen des Wannenteiles sind die Fensterbereiche 1c der Seitenwandelemente 1b des Oberstockes sowie, daran anschliessend, ein oder mehrere Dachelemente ld befestigt. Aus der Fig. 3 ist die Verbindungstechnik der einzelnen Montageeinheiten 1 untereinander ersichtlich. Die Montageeinheiten 1 bestehen aus dem Aussenhautblech 5 und den quer zur Längserstreckung des Wagenkastens verlaufenden, paarig zueinander gerichteten Spantprofilen 3, beispielsweise Z- Profile, welche gemeinsam mit den je nach Notwendigkeit zur Verkleinerung der Beulfelder vorgesehenen, hier nicht näher dargestellten längslaufenden Pfettenprofilen, die Verstärkungselemente bilden. Die Randbereiche der Montageeinheiten 1 sind durch Überlappung des Aussenhautbleches 5 zu knick- und schubsteifen Randprofilen 2 geformt, wobei sie paarig in der Weise ausgeführt sind, dass eine Seite eine winklige U- Form und die andere Seite eine mit der U- Form korrespondierende, winklige Z- Formaufweist. Damit erfüllen die Randprofile 2 eine Mehrfachfunktion. Einerseits sind sie in der Festigkeitsstruktur des Wagenkastens knick- und schubsteife Längsprofile, die hinsichtlich der Beulsteifigkeit der Aussenhautfelder in günstiger Weise direkt aus dem Aussenhautblech 5 selbst geformt sind. Die gedoppelten Aussenhautbleche 5 im Randbereich der Montageeinheiten 1 werden hierbei vorzugsweise mittels der Druckfügetechnik verbunden. Andererseits sind sie als Strukturprofilelemente für die Verbindung der Montageeinheiten 1 untereinander und mit den anderen Bauelementen des Wagenkastens durch schnell setzbare kraftschlüssige Befestigungselemente 6, beispielsweise schnell setzbare Bolzen, eingesetzt. Desweiteren erfüllen die Randprofile 2 wichtige Funktionen im Mass- Passsystem des Wagens, in einer robotergestützten automatisierbaren Fertigung sowie auch im Handhabungs- und Logistiksystem des Montageablaufes, beim Korrosionsschutz und der Innenausbaumontage. Die Endmontege des geschlossenen Wagenkastens erfolgt im Gegensatz zur konventionellen Fertigung erst in der Endphase des Fertigungsablaufes ohne Schweissungen mit der Bolzenfügetechnik. Die paarigen Randprofile 2, eines U- förmig und das andere Z- förmig, ermöglichen die Anordnung von raumwinklig zu den kraftschlüssigen Befestigungselementen 6 stehenden formschlüssigen Befestigungselementen 7, welche die Übertragung notwendiger hoher Zugkräfte und Biegemomente, besonders im Bereich der Spantprofile 3, gewährleisten. Desweiteren ist aus der Fig. 3 der als Zwischenschicht einzelner Montageeinheiten 1 zum Korrosionsschutz und zur Akustikdämmung eingebrachte Elastomerkleber 8, welcher mittels der Distanzstücke 9 eine definierte Dicke erhält, erkennbar. Die Distanzstücke 9 werden dabei von der Kraft der hochfest vorgespannten kraftschlüssigen Befestigungselemente 6 beaufschlagt. Im weiteren geht aus der Fig. 3 hervor, wie die doppelt angeordneten, zueinander gerichteten Spantprofile 3 in Kombination mit dem auf deren Innenseite mittels Blindnietung vorgesehenen Akustikdämmblech 10, bestehend aus zwei Dünnblechen mit zwischenliegender Plastikfolie, einen torsions- und biegesteifen Spantkasten bilden, der so im Wagenkasten angeordnet ist, dass er im Wagenquerschnitt umläuft und zur nicht näher dargestellten Innenverkleidung des Wagenkastens einen Luftkanal zu aktiven Isolierung herstellt. Zwischen Aussenhautblech 5 und Akustikdämmblech 10 sind in einem der Höhe der Spantprofile 3 vorgegebenen Distanzbereich 11 Wärmedämmstoffe 12 eingebracht. Mit den in der Fig. 3 dargestellten Details werden die Möglichkeiten der Werkstoff- und Halbzeugkombination, u. a. des Einsatzes von metallisch beschichteten, beispielsweise verzinkten Stahlblechen sowie auch die komplette Demontagefähigkeit für Wartung, Reparatur bis hin zum Recycling des gesamten Wagenkastens, der nach diesem Baukastensystem entwickelt ist, deutlich.
-
- 1
- Montageeinheiten
- 1a
- Untergestell
- 1b
- Seitenwandelemente
- 1c
- Fensterbereiche der Seitenwandelemente
- 1d
- Dachelemente
- 2
- Randprofile
- 3
- Spantprofile
- 4
- Zwischenfussboden
- 5
- Aussenhautblech
- 6
- kraftschlüssige Befestigungselemente
- 7
- formschlüssige Befestigungselemente
- 8
- Elastomerkleber
- 9
- Distanzstück
- 10
- Akustikdämmblech
- 11
- Distanzbereich
- 12
- Wärmedämmstoff
Claims (1)
- Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen, der in Differentialbauweise aus den modular gegliederten Montageeinheiten Untergestell, Stirnwand- und Einstiegpartien sowie den vorzugsweise in Wagenlänge durchlaufenden Seitenwand-und Dachelementen eines einstöckigen Wagens oder mit zusätzlichem Zwischenfussboden und Seitenwandelementen eines doppelstöckigen Wagens aufgebaut ist, wobei die Montageeinheiten mindestens an den Randbereichen aus deren Aussenhautblechen selbst gebildeten Randprofile sowie Verstärkungselemente aufweisend, mittels kraftschlüssiger Befestigungselemente untereinander zusammengefügt sind, gekennzeichnet durch folgende Merkmale:a) die Randprofile (2) der modularen Montageeinheiten (1) sind als überlappte, zueinander korrespondierende U- und Z-Profile ausgebildet,b) den kraftschlüssigen Befestigungselementen(6) sind raumwinklig, vorzugsweise formschlüssige Befestigungselemente (7) zugeordnet, welche die freien Enden der Randprofile (2) und wahlweise Teile der Verstärkungselemente verbinden,c) die quer zur Längserstreckung der Montageeinheiten (1) vorgesehenen Teile der Verstärkungselemente sind als paarige, zueinander gerichtete Spantprofile (3) ausgeführt, welche mit auf der Innenseite des Wagenkastens vorgesehenen Akustikdämmblechen (10), bestehend aus zwei Dünnblechen mit zwischenliegender Plastikfolie, in Verbindung mit den Aussenhautblechen (5) umlaufende, torsions- und biegesteife Spantkästen bilden, die einerseits Wärmedämmstoffe (12) aufnehmen und andererseits mit der Innenverkleidung Luftkanäle zur aktiven Isolierung herstellen,d) zwischen den Randprofilen (2) der modularen Montageeinheiten (1) sind Distanzstücke (9) definierter Dicke eingebracht,e) der Zwischenfussboden (4) ist als modulares Wannenteil gestaltet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4218751A DE4218751A1 (de) | 1992-06-03 | 1992-06-03 | Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen |
| DE4218751 | 1992-06-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0573384A1 EP0573384A1 (de) | 1993-12-08 |
| EP0573384B1 true EP0573384B1 (de) | 1995-07-12 |
Family
ID=6460560
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93710012A Expired - Lifetime EP0573384B1 (de) | 1992-06-03 | 1993-05-27 | Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0573384B1 (de) |
| AT (1) | ATE124920T1 (de) |
| DE (2) | DE4218751A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1199238A2 (de) | 2000-10-19 | 2002-04-24 | DaimlerChrysler Rail Systems GmbH | Schienenfahrzeug mit modular aufgebautem Wagenkasten |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4407805C2 (de) * | 1994-03-09 | 1997-12-18 | Waggonfabrik Talbot Gmbh & Co | Wagenkasten für Schienenfahrzeuge |
| DE4410998C2 (de) * | 1994-03-30 | 1999-03-04 | Deutsche Waggonbau Ag | Schnellmontagefähiges Randprofilpaar für modulare Elemente im Fahrzeug- und Behälterbau |
| DE19619617C1 (de) * | 1996-05-15 | 1997-07-03 | Waggonfabrik Talbot Gmbh & Co | Verbindung zwischen zwei Bauteilen und modulares Bauteil |
| DE19538793C2 (de) * | 1995-10-18 | 1999-12-23 | Talbot Gmbh & Co Kg | Modulelement |
| DE19606792A1 (de) * | 1996-02-23 | 1997-08-28 | Abb Daimler Benz Transp | Schienenfahrzeug mit Wagenkasten |
| DE19612342C2 (de) * | 1996-03-28 | 2001-09-20 | Talbot Gmbh & Co Kg | Aufbau für Fahrzeuge |
| US6092473A (en) * | 1996-10-02 | 2000-07-25 | Altenburg; Klaus | Modular element and manufacturing process |
| EP0846606A1 (de) * | 1996-12-05 | 1998-06-10 | Deutsche Waggonbau AG | Segmentierte Schalenbauweise mit schwimmend gelagerter Innenverkleidung |
| DK57797A (da) | 1997-05-20 | 1998-10-26 | Daimlerchrysler Rail Systems D | Vognkasse |
| DE19725905A1 (de) * | 1997-06-13 | 1998-12-17 | Abb Daimler Benz Transp | Schienenfahrzeug mit einem Kopfmodul aus einem Faserverbundwerkstoff |
| AT406917B (de) * | 1998-06-10 | 2000-10-25 | Scheuch Alois Gmbh | Verschalung |
| SE520995C2 (sv) * | 2001-01-26 | 2003-09-23 | Bombardier Transp Gmbh | Strukturell dämpning av en vagnskorg till ett rälsfordon |
| DE10360965A1 (de) * | 2003-12-23 | 2005-07-28 | Siemens Ag | Modular aufgebaute Seitenwand eines Wagenkastens, insbesondere für Schienenfahrzeuge, und Verfahren zur Herstellung einer solchen Seitenwand |
| WO2012076244A1 (de) * | 2010-12-07 | 2012-06-14 | Siemens Aktiengesellschaft | Aussenwandung für ein fahrzeug |
| AT512178B1 (de) * | 2011-11-21 | 2013-06-15 | Siemens Ag Oesterreich | Passagierschienenfahrzeug mit aktiver wärmedämmung |
| CN104527813B (zh) * | 2015-01-16 | 2016-02-10 | 山西三晋云谷物联信息技术有限公司 | 一种利用道路上方空间的公交车 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE473098C (de) * | 1927-03-18 | 1929-03-18 | Franz Kruckenberg Dipl Ing | Die Nutzlast aufnehmender Fahrzeugkoerper |
| DE640513C (de) * | 1932-11-18 | 1937-01-09 | Standard Pressed Steel Co | Wagenkasten, insbesondere fuer Eisenbahnwagen und Omnibusse |
| DE767115C (de) * | 1936-03-07 | 1951-10-31 | Auto Union A G | Verfahren zur Herstellung von Wagenkaesten fuer Kraftfahrzeuge |
| DE1630836A1 (de) * | 1951-01-28 | 1971-04-08 | Ni Awtomobilny I Awtomotorny I | Knotenpunktanschluss von duennwandigen Einzelteilen |
| DE1108576B (de) * | 1956-06-28 | 1961-06-08 | Alle Heida | Verbindung von Bauteilen fuer Fahrzeugkarosserien |
| GB912635A (en) * | 1958-01-03 | 1962-12-12 | Bristol Aeroplane Plastics Ltd | Improvements relating to railway vehicles |
| DE1630595A1 (de) * | 1967-06-08 | 1971-08-05 | Koegel Gmbh Fahrzeug | Behaelter- und/oder Kastenaufbau,insbesondere fuer Kraftfahrzeuge |
| DE2031546A1 (de) * | 1970-03-18 | 1971-09-30 | VEB Waggonbau Görlitz, χ 8900 Gor htz | Ausbildung und Anordnung von Montage einheiten fur Wagenkasten, insbesondere doppelstockiger Bauart |
| US4222335A (en) * | 1978-08-22 | 1980-09-16 | The Budd Company | Means for manufacturing a modular railway car |
| DE3421429A1 (de) * | 1984-06-05 | 1985-12-05 | Schweizerische Aluminium Ag, Chippis | Wagenkastenaufbau, insbesondere fuer eisenbahnwagen zur personenbefoerderung |
| FR2595648B1 (fr) * | 1986-03-12 | 1990-10-12 | Technoforme Sarl | Caisse de vehicules ferroviaires ou routiers |
| DE8702848U1 (de) * | 1987-02-25 | 1988-06-23 | Dethleffs Caravans Gmbh, 7972 Isny | Wohnwagen |
| DD274793B5 (de) * | 1988-08-18 | 1996-04-04 | Goerlitz Waggonbau Gmbh | Wagenkastenaufbau fuer Schienenfahrzeuge |
| DE3837890A1 (de) * | 1988-11-08 | 1990-05-10 | Emil Doll Gmbh U Co Kg Fahrzeu | Sandwich-element |
| ES2076308T3 (es) * | 1989-04-14 | 1995-11-01 | Hitachi Ltd | Carroceria de ferrocarril y procedimiento para su fabricacion. |
-
1992
- 1992-06-03 DE DE4218751A patent/DE4218751A1/de not_active Withdrawn
-
1993
- 1993-05-27 AT AT93710012T patent/ATE124920T1/de not_active IP Right Cessation
- 1993-05-27 DE DE59300344T patent/DE59300344D1/de not_active Expired - Fee Related
- 1993-05-27 EP EP93710012A patent/EP0573384B1/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1199238A2 (de) | 2000-10-19 | 2002-04-24 | DaimlerChrysler Rail Systems GmbH | Schienenfahrzeug mit modular aufgebautem Wagenkasten |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE124920T1 (de) | 1995-07-15 |
| EP0573384A1 (de) | 1993-12-08 |
| DE4218751A1 (de) | 1993-12-09 |
| DE59300344D1 (de) | 1995-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0573384B1 (de) | Wagenkastenaufbau für Schienenfahrzeuge, insbesondere Reisezugwagen | |
| DE102009045202B4 (de) | Modularer Wagenkasten | |
| EP0898535B2 (de) | Wagenkasten eines schienenfahrzeuges | |
| EP3580108B1 (de) | Wagenkasten für ein schienenfahrzeug | |
| DE60224258T2 (de) | Modular ausgeführter schienenfahrzeugaufbau | |
| EP0780279B1 (de) | Schienenfahrzeug | |
| WO2010003524A1 (de) | Baugruppe, insbes. für eine fahrzeugkarosserie | |
| EP0608761A1 (de) | Wagenkastenaufbau, insbesondere für Eisenbahnwagen zur Personenbeförderung | |
| WO2011124523A1 (de) | AUßENWAND FÜR EINEN SCHIENENFAHRZEUG-WAGENKASTEN UND VERFAHREN ZU DESSEN HERSTELLUNG | |
| EP0988205B1 (de) | Schienenfahrzeug mit einem kopfmodul aus einem faserverbundwerkstoff | |
| EP3580110B1 (de) | Querträger zur drehzapfenaufnahme mit lastverteilungselement | |
| EP3580109B1 (de) | Dachsegmente für das dach eines wagenkastens | |
| DE19649526A1 (de) | Fahrzeugkopf mit Führerkabine | |
| DE10206513A1 (de) | Tür für Kraftfahrzeuge | |
| EP0855978B1 (de) | Modulelement und herstellungsverfahren | |
| DE4410998C2 (de) | Schnellmontagefähiges Randprofilpaar für modulare Elemente im Fahrzeug- und Behälterbau | |
| DE29608643U1 (de) | Wagenkasten eines Schienenfahrzeuges | |
| DD274793B5 (de) | Wagenkastenaufbau fuer Schienenfahrzeuge | |
| DE19537498A1 (de) | Segmentierte Schalenbauweise mit schwimmend gelagerter Innenverkleidung | |
| EP0989053B1 (de) | Bodenkonstruktion eines Lkw-Fahrerhauses | |
| DE19538793A1 (de) | Modulelement und Verbindung für vorgefertigte Modulelemente | |
| EP3656629A1 (de) | Hüllstruktur für einen wagenkasten | |
| EP3666617A2 (de) | Doppelwandige hüllstruktur für einen wagenkasten | |
| DE102017102553A1 (de) | Seitenwand eines Wagenkastens für ein Schienenfahrzeug | |
| DE19626539A1 (de) | Karosserietragstruktur für einen Personenkraftwagen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI PT SE |
|
| 17P | Request for examination filed |
Effective date: 19940112 |
|
| 17Q | First examination report despatched |
Effective date: 19941215 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19950712 Ref country code: GB Effective date: 19950712 Ref country code: FR Effective date: 19950712 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19950712 |
|
| REF | Corresponds to: |
Ref document number: 124920 Country of ref document: AT Date of ref document: 19950715 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 59300344 Country of ref document: DE Date of ref document: 19950817 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19951012 Ref country code: PT Effective date: 19951012 |
|
| EN | Fr: translation not filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19950712 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19960527 |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20031114 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20090720 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101201 |