EP0496982B1 - Leichtmetallstössel mit verschleissfester Armierung aus Stahl mit austenitischer Matrix - Google Patents
Leichtmetallstössel mit verschleissfester Armierung aus Stahl mit austenitischer Matrix Download PDFInfo
- Publication number
- EP0496982B1 EP0496982B1 EP91120741A EP91120741A EP0496982B1 EP 0496982 B1 EP0496982 B1 EP 0496982B1 EP 91120741 A EP91120741 A EP 91120741A EP 91120741 A EP91120741 A EP 91120741A EP 0496982 B1 EP0496982 B1 EP 0496982B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- light metal
- tappet
- steel plate
- hardened
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 41
- 239000010959 steel Substances 0.000 title claims description 41
- 229910052751 metal Inorganic materials 0.000 title claims description 24
- 239000002184 metal Substances 0.000 title claims description 24
- 239000011159 matrix material Substances 0.000 title claims description 6
- 239000000463 material Substances 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 8
- 238000002485 combustion reaction Methods 0.000 claims description 7
- 238000005121 nitriding Methods 0.000 claims description 7
- 229910000760 Hardened steel Inorganic materials 0.000 claims description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910052799 carbon Inorganic materials 0.000 claims description 4
- 229910000789 Aluminium-silicon alloy Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 229910045601 alloy Inorganic materials 0.000 claims description 2
- 239000000956 alloy Substances 0.000 claims description 2
- 239000000919 ceramic Substances 0.000 claims description 2
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 claims description 2
- 239000004033 plastic Substances 0.000 claims description 2
- 238000005480 shot peening Methods 0.000 claims description 2
- 239000006185 dispersion Substances 0.000 claims 3
- 229910000838 Al alloy Inorganic materials 0.000 claims 1
- 239000004411 aluminium Substances 0.000 claims 1
- 150000003839 salts Chemical class 0.000 claims 1
- 238000009434 installation Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229910001092 metal group alloy Inorganic materials 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L1/00—Valve-gear or valve arrangements, e.g. lift-valve gear
- F01L1/12—Transmitting gear between valve drive and valve
- F01L1/14—Tappets; Push rods
- F01L1/16—Silencing impact; Reducing wear
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L1/00—Valve-gear or valve arrangements, e.g. lift-valve gear
- F01L1/20—Adjusting or compensating clearance
- F01L1/22—Adjusting or compensating clearance automatically, e.g. mechanically
- F01L1/24—Adjusting or compensating clearance automatically, e.g. mechanically by fluid means, e.g. hydraulically
- F01L1/245—Hydraulic tappets
- F01L1/25—Hydraulic tappets between cam and valve stem
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L2301/00—Using particular materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49229—Prime mover or fluid pump making
- Y10T29/49298—Poppet or I.C. engine valve or valve seat making
- Y10T29/49304—Valve tappet making
Definitions
- the invention initially relates to a light metal tappet, in particular for the valve control of an internal combustion engine, with a tappet base body and a steel plate anchored on the contact surface for the control cams of the valve control, which has a hardened surface.
- Such light metal tappets as described, for example, in EP 0 030 780 B1, are exposed to relatively large temperature fluctuations from -30 ° C. during a cold start to approximately 130 ° C. during operation of an internal combustion engine.
- the problem here is the possibly different thermal expansion of the materials used.
- the steel plate anchored as a wear-resistant insert in a light metal plunger has good wear properties, it tends to detach when subjected to a corresponding thermal load. The thermal load capacity is therefore limited.
- Another technical disadvantage is that the installation space in the form of a relatively wide edge as a functional surface or as a cam contact surface, which is contacted by the control cam of a valve control, is lost.
- the object of the present invention is to provide a light metal tappet with an anchored steel plate, the surface of which has high ductility with high wear resistance and hardness.
- the steel plate consists of an austenitic, carbon-precipitation hardened base material, which has the same coefficient of expansion as aluminum, with a nitrided surface, a further Solidification is given by the fact that the surface of the steel plate is additionally work hardened.
- the work hardening of the surface of the steel plate is carried out by shot peening.
- the steel plate is welded to a plunger base body with a thin-walled cup shirt, the cup shirt consisting of an alloyed aluminum material, in particular AlSi 18 CuMgNi, and having a wall thickness of approximately 0.6 to 2.5 mm.
- the thermal expansion coefficients of the tappet base body and the steel plate are almost the same, and that the tappet base body consists of ceramic, plastic, thermoset or fiber reinforced light metal material.
- the steel plate is provided with holding teeth on its underside facing the plunger base body.
- the invention further relates to a method for producing a light metal tappet, in particular for the valve control of an internal combustion engine, with a tappet base body and a steel plate anchored on the contact surface for the cams of the valve control, which has a hardened surface, which is part of the object of the invention
- a light metal plunger can be manufactured with an anchored steel plate.
- a steel plate having an austenitic matrix is carburized and precipitation hardened and the surface facing the control cam is then nitrided, it being advantageous for the surface to be nitrided during the heat treatment or for the surface to be additionally work hardened, nitriding can be carried out in a gas stream, in a nitriding bath or in a plasma process.
- a high-alloy, austenitic and martensite-free steel is used, which can additionally be hardened with carbon precipitation, bath nitrided or cold worked.
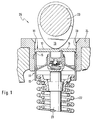
- valve control 25 of a combustion engine essentially consists of a control cam 19 which acts against the surface 16 of a tappet 10.
- the control cam 19 in turn is arranged on a camshaft 23 in a rotationally fixed manner.
- the plunger 10 is not one in a sliding guide 20
- Cylinder head 24 shown in detail can be moved up and down and acts on the side facing away from the control cam 19 against the valve stem 21 of a valve, not shown.
- a valve spring 22 is assigned to the valve stem 21 and ensures the resetting of the tappet 10.
- the plunger 10 shown in detail in FIG. 2 consists of a light metal alloy, for example AlSi 18 CuMgNi, and has a plunger body 11 in which a steel plate 12 is anchored or welded.
- the plunger or cup body 11 has a plunger housing or cup shirt 13 pointing away from the steel plate 12, which is provided with an annular groove 14 toward the steel plate 12. In this annular groove 14, the steel plate 12 can be pressed, cast or pressed with holding teeth 15 having brackets 15a.
- the steel plate 12 consists of an austenitic matrix which is hardened like a carbon precipitate. On its surface 16 facing away from the tappet body 11, the steel plate 12 is nitrided, i. H. enriched with nitrogen. The surface 16 thereby receives a wear layer which is firmly connected to the matrix by diffusion. To further increase the wear resistance, the surface 16 can be work hardened.
- the steel plate 12 is provided on its inside 17 with stiffening elements 18 directed outward in the form of spokes.
- a steel plate 12 consists of a high-alloy steel, for example X5CrNi18-9. This steel has almost the same coefficient of thermal expansion as the above-mentioned light metal alloy of the plunger 10. Due to the austenitic matrix, the steel plate 12 has a high ductility and is particularly wear-resistant due to the nitriding and work hardening of the surface 16 on the contact surface of the control cam 19 and is suitable for installation in a cylinder head 24, not shown, with a valve control 25 of an internal combustion engine.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Valve-Gear Or Valve Arrangements (AREA)
- Valve Device For Special Equipments (AREA)
- Heat Treatment Of Articles (AREA)
Description
- Die Erfindung betrifft zunächst einen Leichtmetallstößel, insbesondere für die Ventilsteuerung eines Verbrennungsmotors, mit einem Stößelgrundkörper und einer an der Berührungsfläche für die Steuernocken der Ventilsteuerung verankerten Stahlplatte, welche eine gehärtete Oberfläche aufweist.
- Derartige Leichtmetallstößel, wie sie beispielsweise in der EP 0 030 780 B1 beschrieben sind, sind im Betriebsfall relativ großen Temperaturschwankungen von - 30° C bei Kaltstart bis zu ca. 130° C während des Betriebes einer Brennkraftmaschine ausgesetzt. Problematisch dabei ist die möglicherweise unterschiedliche Wärmeausdehnung der verwendeten Werkstoffe. Zwar weist die als verschleißfeste Einlage in einen Leichtmetallstößel verankerte Stahlplatte gute Verschleißeigenschaften auf, jedoch neigt sie bei entsprechender thermischer Belastung zum Ablösen. Die thermische Belastbarkeit ist deshalb begrenzt. Ein weiterer anwendungstechnischer Nachteil ist, daß der Bauraum in Form eines relativ breiten Randes als Funktionsfläche bzw. als Nockenkontaktfläche, die von dem Steuernocken einer Ventilsteuerung kontaktiert wird, verloren geht.
- Aufgabe der vorliegenden Erfindung ist es, einen Leichtmetallstößel mit einer verankerten Stahlplatte zu schaffen, deren Oberfläche eine hohe Duktilität bei hoher Verschleißfestigkeit und Härte aufweist.
- Erfindungsgemäß wird diese Aufgabe dadurch gelöst, daß die Stahlplatte aus einem austenitischen, kohlenstoffausscheidungsgehärteten Grundwerkstoff, der einen gleichen Ausdehnungskoeffizienten wie Aluminium aufweist, mit einer nitrierten Oberfläche besteht, wobei eine weitere Verfestigung dadurch gegeben ist, daß die Oberfläche der Stahlplatte zusätzlich kaltverfestigt ist. Die Kaltverfestigung der Oberfläche der Stahlplatte erfolgt durch Kugelstrahlen.
- Durch diese Maßnahmen wird eine Verschleißplatte geschaffen, die sehr hart und zäh ist und die auch bei Blitztemperaturen, die bei etwaiger Reibung unter Mangelschmierung auftreten können, ihre Härte beibehält, also besonders resistent gegen thermomechanische Beanspruchungen ist.
- In Ausgestaltung der Erfindung ist vorgesehen, daß die Stahlplatte an einen Stößelgrundkörper mit einem dünnwandigen Tassenhemd angeschweißt wird, wobei das Tassenhemd aus einem legierten Aluminiumwerkstoff, insbesondere aus AlSi 18 CuMgNi besteht und eine Wanddicke von ca. 0,6 bis 2,5 mm aufweist.
- In weiterer Ausgestaltung der Erfindung ist es vorgesehen, daß die Wärmeausdehnungskoeffizienten des Stößelgrundkörpers und der Stahlplatte nahezu gleich sind, sowie daß der Stößelgrundkörper aus keramik-, plast-, duroplast- oder faserverstärktem Leichtmetallwerkstoff besteht.
- Um eine gute Verbindung zwischen dem Stößelgrundkörper und der Stahlplatte zu erreichen, ist es bei einer vorteilhaften Ausführung vorgesehen, daß die Stahlplatte an ihrer dem Stößelgrundkörper zugewandten Unterseite mit Halteverzahnungen aufweisenden Halterungen versehen ist.
- Im weiteren betrifft die Erfindung ein Verfahren zur Herstellung eines Leichtmetallstößels, insbesondere für die Ventilsteuerung eines Verbrennungsmotors, mit einem Stößelgrundkörper und einer an der Berührungsfläche für die Nocken der Ventilsteuerung verankerten Stahlplatte, welche eine gehärtete Oberfläche aufweist, wobei es zur Aufgabe der Erfindung gehört, ein Verfahren zur Verfügung zu stellen, mit dem ein Leichtmetallstößel mit verankerter Stahlplatte hergestellt werden kann.
- Gelöst wird diese Aufgabe dadurch, daß eine, eine austenitische Matrix aufweisende Stahlplatte aufgekohlt und ausscheidungsgehärtet wird und die dem Steuernocken zugewandte Oberfläche anschließend nitriert wird, wobei es vorteilhaft ist, daß die Oberfläche während der Wärmebehandlung nitriert wird bzw. daß die Oberfläche zusätzlich kaltverfestigt wird, wobei das Nitrieren im Gasstrom, in Nitriersatzbad oder im Plasmaverfahren erfolgen kann.
- Als Ausgangsmaterial für die in einen Leichtmetallstößel verankerte, oberflächengehärtete Stahlplatte ist vorgesehen, daß ein hochlegierter, austenitischer und martensitfreier Stahl verwendet wird, welcher zusätzlich kohlenstoffausscheidungsgehärtet, badnitriert oder kaltverfestigt werden kann.
- Die Erfindung wird anhand eines Ausführungsbeispiels in den Zeichnungen dargestellt und nachfolgend näher beschrieben. Es zeigt:
- Figur 1
- einen erfindungsgemäßen Ventilstößel in Einbausituation zwischen einem Steuernocken und einem Venilschaft, im Längsschnitt;
- Figur 2
- einen Schnitt durch einen Leichtmetallstößel mit dünnwandigem Tassenhemd und aufgeschweißter, verschleißfester Stahlplatte;
- Figur 3
- eine Detaildarstellung einer mit einem Leichtmetallstößel zu verbindenden Stahlplatte, mit Verstärkungsrippen;
- Figur 4
- einen Schnitt durch eine Stahlplatte nach der Figur 3 entlang der Linie A-A.
- Wie die Figur 1 zeigt, besteht die Ventilsteuerung 25 eines nicht näher dargestellten Vebrennungsmotors im wesentlichen aus einem Steuernocken 19, der gegen die Oberfläche 16 eines Stößels 10 wirkt. Der Steuernocken 19 seinerseits ist drehfest auf einer Nockenwelle 23 angeordnet. Der Stößel 10 ist in einer Gleitführung 20 eines nicht näher dargestellten Zylinderkopfes 24 auf- und abbewegbar und wirkt auf der dem Steuernocken 19 abgewandten Seite gegen den Ventilschaft 21 eines nicht dargestellten Ventils. Dem Ventilschaft 21 ist eine Ventilfeder 22 zugeordnet, die die Rückstellung des Stößels 10 besorgt.
- Der in der Figur 2 im Detail dargestellte Stößel 10 besteht aus einer Leichtmetallegierung, beispielsweise AlSi 18 CuMgNi und weist einen Stößelkörper 11 auf, in dem eine Stahlplatte 12 verankert bzw. angeschweißt ist. Der Stößel- oder Tassenkörper 11 weist ein von der Stahlplatte 12 wegweisendes Stößelgehäuse oder Tassenhemd 13 auf, welches zur Stahlplatte 12 hin mit einer Ringnut 14 versehen ist. In diese Ringnut 14 kann die Stahlplatte 12 mit Halteverzahnungen 15 aufweisenden Halterungen 15a eingedrückt, umgossen oder umpreßt werden.
- Die Stahlplatte 12 besteht aus einer austenitischen Matrix, die kohlenstoffausscheidungsartig gehärtet ist. An ihrer, dem Stößelkörper 11 abgewandten Oberfläche 16 ist die Stahlplatte 12 nitriert, d. h. mit Stickstoff angereichert. Die Oberfläche 16 erhält dadurch eine mit der Matrix durch Diffusion fest verbundene Verschleißschicht. Zur weiteren Erhöhung der Verschleißfestigkeit kann die Oberfläche 16 kaltverfestigt sein.
- Bei der in den Figuren 3 und 4 dargestellten Ausführung ist die Stahlplatte 12 an ihrer Innenseite 17 mit speichenförmig nach außen gerichteten Versteifungselementen 18 versehen. Eine derartige Stahlplatte 12 besteht aus einem hochlegierten Stahl, beispielsweise X5CrNi18 - 9. Dieser Stahl weist nahezu den gleichen Wärmeausdehnungskoeffizient wie die obengenannte Leichtmetallegierung des Stößels 10 auf. Durch die austenitische Matrix weist die Stahlplatte 12 eine hohe Duktilität auf und ist durch die Nitrierung und Kaltverfestigung der Oberfläche 16 an der Berührungsfläche des Steuernockens 19 besonders verschleißfest und zum Einbau in einem nicht näher dargestellten Zylinderkopf 24 mit Ventilsteuerung 25 eines Verbrennungsmotors geeignet.
-
- 10
- Stößel
- 11
- Tassen- oder Stößelkörper
- 12
- Stahlplatte
- 13
- Tassenhemd
- 14
- Ringnut
- 15
- Halteverzahnung
- 16
- Oberfläche
- 17
- Innenseite
- 18
- Versteifungselement
- 19
- Steuernocken
- 20
- Gleitführung
- 21
- Ventilschaft
- 22
- Ventilfeder
- 23
- Nockenwelle
- 24
- Zylinderkopf
- 25
- Ventilsteuerung
Claims (18)
- Leichtmetallstößel, insbesondere für die Ventilsteuerung eines Verbrennungsmotors, mit einem Stößelgrundkörper und einer an der Berührungsfläche für die Steuernocken der Ventilsteuerung verankerten Stahlplatte, welche eine gehärtete Oberfläche aufweist, dadurch gekennzeichnet, daß die Stahlplatte (12) aus einem austenitischen, kohlenstoffausscheidungsgehärteten Grundwerkstoff, der einen gleichen Ausdehnungskoeffizienten wie Aluminium aufweist, mit einer nitrierten Oberfläche (16) besteht.
- Leichtmetallstößel nach Anspruch 1, dadurch gekennzeichnet, daß die Oberfläche (16) der Stahlplatte (12) zusätzlich kaltverfestigt ist.
- Leichtmetallstößel nach Anspruch 2, dadurch gekennzeichnet, daß die Oberfläche (16) der Stahlplatte (12) durch Kugelstrahlen kaltverfestigt ist.
- Leichtmetallstößel nach Anspruch 1, dadurch gekennzeichnet, daß die Stahlplatte (12) an einen Stößelgrundkörper (11) mit einem dünnwandigen Tassenhemd (13) angeschweißt ist.
- Leichtmetallstößel nach den Ansprüchen 1 bis 4, dadurch gekennzeichnet, daß das Tassenhemd (13) aus einem Aluminiumwerkstoff, insbesondere aus AlSi 18 CuMgNi besteht und eine Wanddicke von ca. 0,6 bis 2,5 mm aufweist.
- Leichtmetallstößel nach den Ansprüchen 1 bis 4, dadurch gekennzeichnet, daß die Stahlplatte (12) aus einem hochlegierten, austenitischen und martensitfreien Stahl, insbesondere aus X5CrNi18 9 besteht.
- Leichtmetallstößel nach den Ansprüchen 1 bis 6, dadurch gekennzeichnet, daß die Wärmeausdehnungskoeffizienten des Stößelgrundkörpers (11) und der Stahlplatte (12) nahezu gleich sind.
- Leichtmetallstößel nach Anspruch 1, dadurch gekennzeichnet, daß der Stößelgrundkörper (11) aus keramik-, plast-, duroplast- oder faserverstärktem Leichtmetallwerkstoff besteht.
- Leichtmetallstößel nach den Ansprüchen 1 bis 7, dadurch gekennzeichnet, daß die Stahlplatte (12) an ihrer dem Stößelgrundkörper (11) zugewandten Unterseite mit Halteverzahnungen (15) aufweisenden Halterungen (15a) versehen ist.
- Leichtmetallstößel mit einer verankerten, oberflächengehärteten Stahlplatte nach Anspruch 1 bis 9, dadurch gekennzeichnet, daß das Ausgangsmaterial ein kohlenstoffausscheidungsgehärteter Stahl ist.
- Leichtmetallstößel mit einer verankerten, oberflächengehärteten Stahlplatte nach Anspruch 1 bis 10, dadurch gekennzeichnet, daß als Ausgangsmaterial ein badnitrierter Stahl verwendet wird.
- Leichtmetallstößel mit einer verankerten, oberflächengehärteten Stahlplatte nach Anspruch 1 bis 9 und 10 oder 11, dadurch gekennzeichnet, daß das Ausgangsmaterial ein kaltverfestigbarer Stahl ist.
- Verfahren zur Herstellung eines Leichtmetallstößels, insbesondere für die Ventilsteuerung eines Verbrennungsmotors, mit einem Stößelgrundkörper und einer an der Berührungsfläche für die Nocken der Ventilsteuerung verankerten Stahlplatte, welche eine gehärtete Oberfläche aufweist, dadurch gekennzeichnet, daß eine, eine austenitische Matrix aufweisende Stahlplatte aufgekohlt und ausscheidungsgehärtet wird und die dem Steuernocken zugewandte Oberfläche anschließend nitriert wird.
- Verfahren nach Anspruch 13, dadurch gekennzeichnet, daß die Oberfläche während der Wärmebehandlung nitriert wird.
- Verfahren nach den Ansprüchen 13 oder 14, dadurch gekennzeichnet, daß die Oberfläche zusätzlich kaltverfestigt wird.
- Verfahren nach einem oder mehreren der Ansprüche 13 bis 15, dadurch gekennzeichnet, daß das Nitrieren im Gasstrom erfolgt.
- Verfahren nach einem oder mehreren der Ansprüche 13 bis 15, dadurch gekennzeichnet, daß das Nitrieren im Nitriersalzbad erfolgt.
- Verfahren nach einem oder mehreren der Ansprüche 13 bis 15, dadurch gekennzeichnet, daß das Nitrieren im Plasmaverfahren erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4102988 | 1991-02-01 | ||
| DE4102988A DE4102988C1 (de) | 1991-02-01 | 1991-02-01 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0496982A1 EP0496982A1 (de) | 1992-08-05 |
| EP0496982B1 true EP0496982B1 (de) | 1994-02-23 |
Family
ID=6424143
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91120741A Expired - Lifetime EP0496982B1 (de) | 1991-02-01 | 1991-12-03 | Leichtmetallstössel mit verschleissfester Armierung aus Stahl mit austenitischer Matrix |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5184583A (de) |
| EP (1) | EP0496982B1 (de) |
| JP (1) | JPH0559913A (de) |
| DE (2) | DE4102988C1 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05202706A (ja) * | 1992-01-29 | 1993-08-10 | Daido Steel Co Ltd | エンジンバルブおよびその製造方法 |
| US5361648A (en) * | 1992-04-07 | 1994-11-08 | Nsk Ltd. | Rolling-sliding mechanical member |
| GB9221817D0 (en) * | 1992-10-16 | 1992-12-02 | Automotive Products Plc | A differential mechanism |
| GB2273139B (en) * | 1992-11-12 | 1996-05-15 | Ford Motor Co | Low friction valve train for an internal combustion engine |
| DE4428309A1 (de) * | 1993-08-24 | 1995-03-02 | Schaeffler Waelzlager Kg | Tassenförmiger Ventilstößel |
| DE29501151U1 (de) * | 1995-01-25 | 1995-03-02 | Schaeffler Waelzlager Kg | Stößel mit einer geteilten Hemdfläche |
| DE19509665A1 (de) * | 1995-03-17 | 1996-09-19 | Schaeffler Waelzlager Kg | Mechanischer Ventilstößel |
| JPH11132012A (ja) * | 1997-10-29 | 1999-05-18 | Fuji Oozx Inc | 軽金属製タペット及びその製造方法 |
| WO2023154505A1 (en) * | 2022-02-14 | 2023-08-17 | Awa Forged Composites, Llc | Method of designing and producing fiber-reinforced polymer tappets |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3502057A (en) * | 1966-02-24 | 1970-03-24 | Earl A Thompson | Alloy,article of manufacture,and process |
| US4367701A (en) * | 1979-12-05 | 1983-01-11 | Eaton Corporation | Acting valve gear |
| DE3409235A1 (de) * | 1984-03-14 | 1985-09-19 | Motomak Motorenbau, Maschinen- u. Werkzeugfabrik, Konstruktionen GmbH, 8070 Ingolstadt | Aeusseres fuehrungsteil fuer einen ventilstoessel fuer verbrennungskraftmaschinen |
| DE3519015C2 (de) * | 1985-05-25 | 1996-04-11 | Schaeffler Waelzlager Kg | Ventilstößel für Verbrennungskraftmaschinen |
| JPS63109151A (ja) * | 1986-10-27 | 1988-05-13 | Hitachi Ltd | 高硬度複合材およびその製造方法 |
| JPS63289306A (ja) * | 1987-05-22 | 1988-11-25 | 日本特殊陶業株式会社 | 摺動部品の製造法 |
| DE3721677A1 (de) * | 1987-07-01 | 1989-01-12 | Irm Antriebstech Gmbh | Tassenstoessel mit hydraulischem ventilspielausgleich und verfahren zum herstellen eines solchen |
| US4909198A (en) * | 1988-03-01 | 1990-03-20 | Toyota Jidosha Kabushiki Kaisha | Aluminum alloy valve lifter with sprayed coating and method of producing same |
| DE3920729A1 (de) * | 1989-06-24 | 1991-01-10 | Gmb Giesserei & Maschinenbau B | Tassenstoesselkoerper fuer ventilstoessel |
-
1991
- 1991-02-01 DE DE4102988A patent/DE4102988C1/de not_active Expired - Lifetime
- 1991-12-03 EP EP91120741A patent/EP0496982B1/de not_active Expired - Lifetime
- 1991-12-03 DE DE91120741T patent/DE59101048D1/de not_active Expired - Fee Related
-
1992
- 1992-01-22 US US07/824,017 patent/US5184583A/en not_active Expired - Fee Related
- 1992-01-29 JP JP4013930A patent/JPH0559913A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| DE59101048D1 (de) | 1994-03-31 |
| DE4102988C1 (de) | 1992-04-16 |
| US5184583A (en) | 1993-02-09 |
| JPH0559913A (ja) | 1993-03-09 |
| EP0496982A1 (de) | 1992-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102004043550B4 (de) | Verschleißfeste Beschichtung, ihre Verwendung und Verfahren zur Herstellung derselben | |
| EP0878647B1 (de) | Kolbenring aus Gusseisen | |
| DE3502143C2 (de) | ||
| DE102004041234A1 (de) | Verschleißfeste Beschichtung und Verfahren zur Herstellung derselben | |
| EP0496982B1 (de) | Leichtmetallstössel mit verschleissfester Armierung aus Stahl mit austenitischer Matrix | |
| WO2008000573A2 (de) | Verschleissfeste beschichtung sowie herstellverfahren hierfür | |
| DE4423543C2 (de) | Reibungsarme Nockenwelle | |
| EP0334064B1 (de) | Bauteil im Ventilsteuertrieb einer Brennkraftmaschine | |
| WO1999012671A1 (de) | Strangpresswerkzeug, verfahren zu dessen herstellung sowie seine verwendung | |
| WO2003098079A1 (de) | Verfahren zur erzeugung von verschleissschichten an stahlkolbenringen sowie stahlkolbenring mit einer derartigen verschleissschutzschicht | |
| EP2743468B1 (de) | Gaswechselventil, sowie verfahren zur herstellung eines gaswechselventils | |
| DE2921952A1 (de) | Aus aluminium oder einer aluminiumlegierung gefertigter kolben fuer eine verbrennungskraftmaschine | |
| EP1877686B1 (de) | Kolben für eine hubkolbenbrennkraftmaschine mit gehärteten kolbenringnuten | |
| DE2904940C2 (de) | Leichtmetallzylinderkopf für eine ventilgesteuerte Brennkraftmaschine | |
| EP2215334B1 (de) | Ein- oder auslassventil für einen verbrennungsmotor sowie verfahren zu dessen herstellung | |
| DE102005046061A1 (de) | Hebel einer schaltbaren Schlepphebelvorrichtung und Verfahren zur Herstellung desselben | |
| DE10139620A1 (de) | Kraftstoffeinspritzventil für Brennkraftmaschinen und ein Verfahren zur Härtung desselben | |
| EP1570102A2 (de) | Verfahren zum beschichten von kolbenringen für verbrennungsmotoren | |
| DE3743816C2 (de) | Nocken für eine gebaute Nockenwelle einer Hubkolben-Brennkraftmaschine | |
| DE10059903B4 (de) | Kolben mit Verschleißschutzschicht | |
| DE102005053047B3 (de) | Bauteil und Verfahren zum Herstellen des Bauteils | |
| EP0670375B1 (de) | Verfahren zum Härten von Einmetall-Ventilen, insbesondere von Einlassventilen für Brennkraftmaschinen | |
| EP1753887B1 (de) | Hochbeanspruchtes motorenbauteil | |
| DE4435400A1 (de) | Stößel für den Ventiltrieb einer Brennkraftmaschine | |
| DE102010002457A1 (de) | Gaswechselventil einer Brennkraftmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19911203 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19930507 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DE DOMINICIS & MAYER S. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940218 |
|
| REF | Corresponds to: |
Ref document number: 59101048 Country of ref document: DE Date of ref document: 19940331 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950831 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951203 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951203 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19981203 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051203 |