EP0483596A1 - Vakuumofen zur Wärmebehandlung metallischer Werkstücke - Google Patents
Vakuumofen zur Wärmebehandlung metallischer Werkstücke Download PDFInfo
- Publication number
- EP0483596A1 EP0483596A1 EP91117616A EP91117616A EP0483596A1 EP 0483596 A1 EP0483596 A1 EP 0483596A1 EP 91117616 A EP91117616 A EP 91117616A EP 91117616 A EP91117616 A EP 91117616A EP 0483596 A1 EP0483596 A1 EP 0483596A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gas
- treatment chamber
- vacuum furnace
- openings
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007669 thermal treatment Methods 0.000 title 1
- 238000011282 treatment Methods 0.000 claims abstract description 55
- 238000001816 cooling Methods 0.000 claims abstract description 32
- 238000010438 heat treatment Methods 0.000 claims abstract description 28
- 238000007664 blowing Methods 0.000 abstract description 20
- 239000007789 gas Substances 0.000 description 127
- 238000000034 method Methods 0.000 description 10
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/767—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material with forced gas circulation; Reheating thereof
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/773—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material under reduced pressure or vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/04—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated adapted for treating the charge in vacuum or special atmosphere
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/16—Arrangements of air or gas supply devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B2005/062—Cooling elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/14—Arrangements of heating devices
- F27B2005/143—Heating rods disposed in the chamber
- F27B2005/146—Heating rods disposed in the chamber the heating rods being in the tubes which conduct the heating gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/16—Arrangements of air or gas supply devices
- F27B2005/161—Gas inflow or outflow
- F27B2005/164—Air supply through a set of tubes with openings
- F27B2005/165—Controlled tubes, e.g. orientable or with closable openings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B5/00—Muffle furnaces; Retort furnaces; Other furnaces in which the charge is held completely isolated
- F27B5/06—Details, accessories, or equipment peculiar to furnaces of these types
- F27B5/16—Arrangements of air or gas supply devices
- F27B2005/166—Means to circulate the atmosphere
- F27B2005/167—Means to circulate the atmosphere the atmosphere being recirculated through the treatment chamber by a turbine
Definitions
- DE-PS 28 39 807 a generic vacuum oven is described. It consists of a cylindrical pressure housing in which there is a thermally insulated treatment chamber with heating devices.
- the workpieces are arranged on a batch carrier in the usable space of the treatment chamber and heated to the austenitizing temperature either under vacuum or with the simultaneous circulation of a working gas.
- the working gas is circulated by means of a fan which is arranged outside the treatment chamber and which sucks the gas out of the treatment chamber and blows it back into the treatment chamber under pressure via a gas distribution space and gas supply pipes emanating therefrom.
- the gas supply pipes are arranged parallel to the main axis of the treatment chamber and surround the work space with the workpieces. In the area of the usable space, the gas supply pipes have nozzle bores for blowing the workpieces with the working gas.
- the intake port of the fan is separated from the treatment chamber and connected to the heat exchanger located outside the treatment chamber.
- gas outlet openings are opened in the thermally insulated walls of the treatment chamber, so that the working gas can now emerge from the treatment chamber and, after passing through the heat exchanger, can be blown back into the treatment chamber by the blower as cooling gas.
- Such generic vacuum furnaces are used in particular for the hardening of tools and components of all kinds made of different types of steel. They are also suitable for other heat treatments such as Annealing and soldering can be used.
- the quality of the heat treatment essentially depends on the type of cooling process. While cooling the workpieces in the gas flow, the greatest possible homogeneity, i.e. the lowest possible temperature difference between the workpieces can be achieved. In particular with large usable space dimensions, this is no longer guaranteed by the known types of blowing.
- the properties of the heat-treated parts depend to a greater or lesser extent on their positioning in the work space. In addition, an influence of the component shapes and sizes on the treatment result can be determined.
- a high uniformity of the cooling process for all workpieces in a batch is achieved in that the workpieces can be blown radially and axially simultaneously during the cooling phase.
- the direction of the axial blowing can be changed several times during a cooling process by correspondingly alternately opening and closing the two closure elements for the gas outflow openings.
- the pipes in the area of the usable space are made of heating conductor material and connected to external power sources.
- the heating pipes are galvanically separated from the other pipeline parts by ceramic insulating pieces.
- the problem of adapting the cooling conditions to different workpiece shapes and sizes is solved in a simple manner with the vacuum furnace according to the invention in that the ratio of the axial to radial volume flow is set to any value even during the heat treatment by only partially opening and closing the gas outflow openings of the supply pipes can be.
- This is advantageously made possible in that the closure elements for the two gas outflow openings of a supply pipe are formed by two pieces of pipe sliding in the supply pipe, which are connected to one another by a rigid linkage.
- the two gas outflow openings of a supply pipe can be opened and closed alternately by axially displacing the closure arrangement between two end positions.
- the axial blowing takes place from the gas guide space through the central gas outlet opening of the intermediate floor.
- cooling phase 2 the workpieces are blown axially in the opposite direction, the working gas then being sucked out of the usable space through the central gas passage opening in the intermediate floor.
- the intermediate floor ensures optimal gas flow in the usable space, which ensures excellent temperature homogeneity during the entire cooling process.
- such a closure arrangement enables the continuous adjustment of the axial volume flows during operation and also the simultaneous closing of both gas outflow openings in order to completely switch off the axial blowing.
- the adjustment of the closure arrangements is advantageously carried out with adjustment devices that can move the tubes axially.
- the closure elements for the two gas outflow openings of a supply pipe are formed by a closing pipe sliding in the supply pipe, which has two openings corresponding to the gas outflow openings and which contains an axial elongated hole between these openings in the region of the nozzle bores of the supply pipe, the width of which corresponds to the diameter of the holes.
- This closing tube is oriented in the gas supply tube so that the elongated hole clears the nozzle bores.
- the two gas outflow openings of the gas supply pipes can be opened and closed alternately by axial displacement with this closing pipe.
- the volume flow of the axial blowing can also be adjusted in this case while the furnace is in operation by correspondingly displacing the closing tube.
- the openings of the closing tubes corresponding to the gas outflow openings are preferably enlarged tangentially in one direction by the width of the elongated hole.
- the radial volume flow can be regulated down from its maximum value to zero.
- the adjustment of the closing tubes is advantageously carried out with adjusting devices which can both move the tubes axially and can also rotate about their longitudinal axis by an angle which corresponds to the radial opening angle of the nozzle bores.
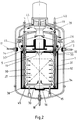
- Figure 1 shows the longitudinal section through a vacuum furnace according to the invention in a vertical position. In other embodiments, horizontal configurations are also possible.
- the vacuum furnace (1) consists of a pressure cylinder (2), which is closed at the top and bottom by dished ends.
- the lower dished end also serves as a door (3) and can be lowered to charge the furnace.
- the furnace (1) contains a treatment chamber (5), a fan (19) with a gas distribution space (21) arranged above the chamber and a heat exchanger (26) between the upper edge of the treatment chamber (5) and the gas distribution space (21) for cooling the working gas during the cooling process.
- the furnace also has various sliding bushings (17, 18, 40) in the furnace wall for the actuation of shutters and slides to control the gas flows.
- the main axis of the treatment chamber coincides with the longitudinal axis (4) of the furnace.
- the treatment chamber (5) is formed by side walls (6), base plate (9) and cover plate (7), which are all made of high-temperature resistant and thermally insulating material.
- the chamber (5) contains a space (27) which can be used for the heat treatment of the workpieces and which is delimited by imaginary shells (28) and end faces (29) which are arranged parallel or perpendicular to the main axis (4) of the treatment chamber (5) are.
- an intermediate floor (10) according to the invention with a central gas passage opening (11) is drawn into the chamber above the useful space (27) perpendicular to the main axis of the chamber.
- the intermediate floor (10) separates a gas guiding space (12) from the treatment chamber.
- the cover plate (7) of the treatment chamber is also the cover plate of the gas guide space (12) and has a central suction opening (8) which can be connected to the suction nozzle (20) of the fan (19) by means of a slide arrangement (22).
- These gas outlet openings can be closed by flaps (14, 16). In the open state, these gas outlet openings create a connection from the gas guide space (12) to the heat exchanger (26), as shown in FIG. 2, or, as shown in FIG. 3, from the useful space (27) around the treatment chamber to the heat exchanger.
- the slide arrangement (22) in the suction opening (8) of the cover plate (7) of the treatment chamber, as described in DE-PS 39 10 234, consists of two coaxial cylinders (23, 24) and has two switch positions I and II.
- position I the inner cylinder (23) - as already described - is connected to the suction nozzle (20) of the blower (19), while in position II, as shown in FIGS. 2 and 3, against a baffle plate (25) which is located in the gas guiding space (12) separated from the treatment chamber (5).
- the blower (19) presses the working gas extracted from the treatment chamber (5) into the gas distribution space (21) and from there into gas supply pipes (31) which extend parallel to the main axis (4) into the treatment chamber (5) and between the outer surface (28) of the useful space (27) and the side walls (6) of the chamber (5) up to close to the base plate (9).
- the gas supply pipes (31) surround the usable space in a regular arrangement.
- the gas supply pipes (31) are provided with radially inwardly directed nozzle bores (32) in the area of the lateral surface (28) of the work space (27) for the radial blowing of the workpieces arranged in the work space on a batch carrier (30).
- the gas supply pipes in the area of the usable space are simultaneously designed as a heater.
- the gas supply pipes (31) in this part of the treatment chamber are made of heating conductor material and are electrically insulated from the remaining parts of the supply pipes below the intermediate floor by ceramic pipe pieces (33).
- the axial blowing of the workpieces is achieved according to the invention by two additional radial gas outflow openings (34, 35) in each gas feed pipe (31).
- the outflow openings are located above and below the end faces of the usable space.
- the upper outflow openings (35) are arranged above the intermediate floor (10) in the gas guide space (12), while the lower gas outflow openings (34) of the supply pipes are located at the level of the batch carrier (30).
- the workpieces in the usable space (27) can be alternately blown axially.
- the upper and lower outflow openings are alternately opened and closed by closure elements (36, 37).
- the working gas emerging from the outflow openings initially flows radially inward above or below the respectively adjacent end face of the usable space and is then deflected by the pressure gradient prevailing to the opposite end face of the usable space and blows axially on the adjacent end face.
- the batch carrier (30) does not hinder the axial blowing of the lower end face, it is made of radial spokes and is permeable to gas.
- the closure arrangement for the outflow openings (34, 35) consists of two pipe pieces (36, 37) sliding in the supply pipes, which are rigidly connected to one another by a rod (38).
- the rigid connection (38) of the two pipe sections is extended into the gas distribution space (21), where the closure arrangements of all gas supply pipes are connected to one another by a common frame (39).
- Sliding devices (40) for opening and closing the gas outflow openings act on this frame (39).
- FIG. 4a shows the arrangement of the nozzle bores (32) and gas outflow openings (34, 35) along a gas supply pipe (31).
- Figures 4b) to 4d) show a section through the feed pipe (31) with the closure arrangement consisting of the two pipe pieces (36,37) and the connecting rod (38) in three different positions.
- the length of the two pipe pieces is selected to be twice the diameter of the gas outflow openings (34, 35) and their distance corresponds to the distance between the outflow openings, reduced by their diameter.
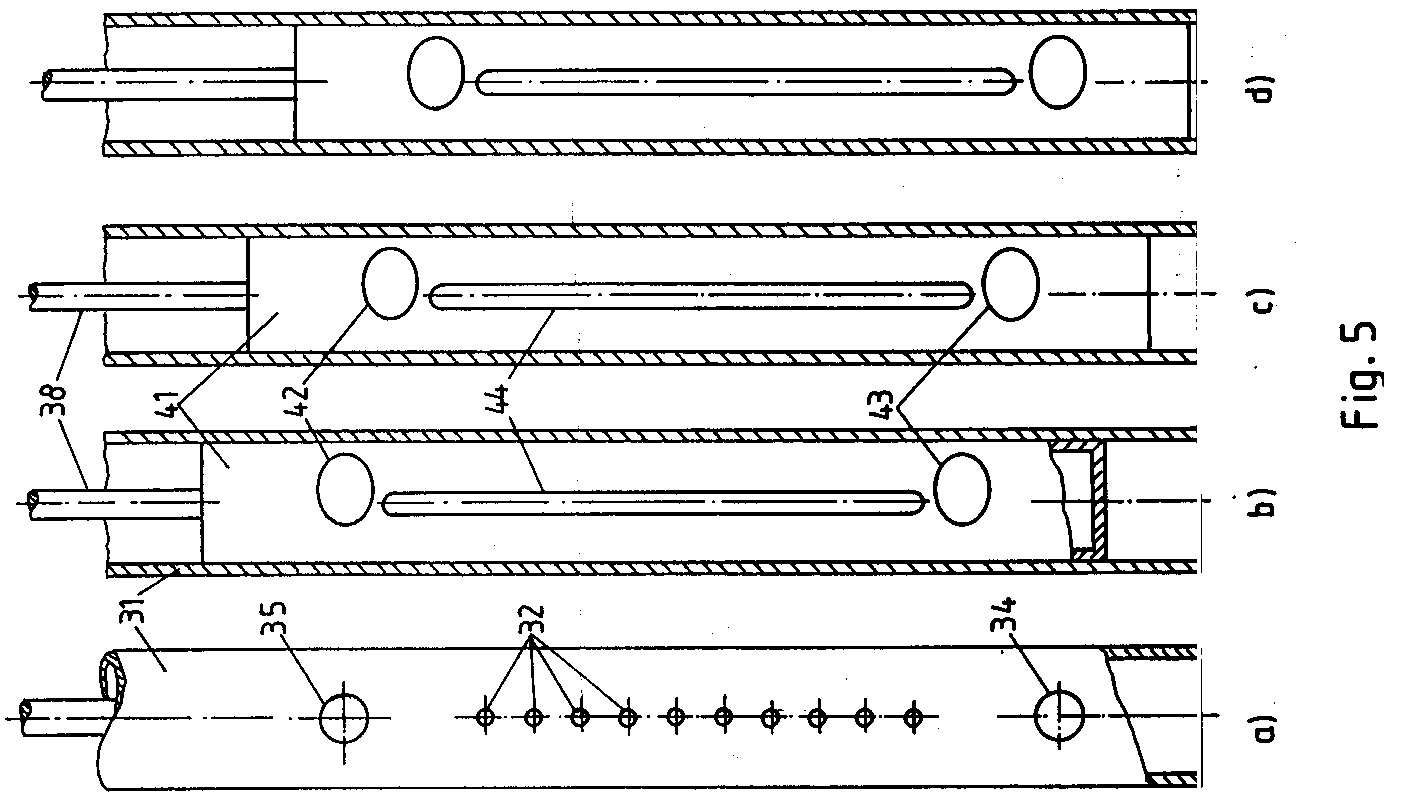
- Table 1 upper outflow opening (35) Nozzle bores (32) lower outflow opening (34) Position b open open closed Position c closed open closed Position d closed open open open
- the volume flow emerging from the gas outflow openings can be set to the required values by appropriate intermediate positions.
- the two separate pipe sections (36, 37) are replaced by a single, long closing pipe (41).
- the closing tube has openings (42, 43) for opening and closing the gas outflow openings (34, 35) of the supply tube (31), the distance from one another of which is twice the diameter of the gas outflow openings (34, 35) smaller than the distance between the gas outflow openings.
- the closing tube (41) between the two openings (42, 43) has an axial elongated hole (44), the width of which corresponds to the diameter of the nozzle bores and the length of which corresponds to the distance from the outermost ones Nozzle holes plus the diameter of a nozzle hole and twice the diameter of the gas outflow openings.
- FIG. 5 shows a gas supply pipe (31) and an associated closing pipe (41) in the working positions corresponding to FIG. 4, to which table 1 also applies.
- the openings (42, 43) of the closing tube are enlarged tangentially by the width of the elongated hole (44).
- the nozzle bores (32) can thus be closed without influencing the gas outflow openings.
- the heat treatment of the workpieces takes place in three phases in the vacuum furnace according to the invention, namely heating phase, cooling phase 1 and cooling phase 2.
- the door (3) together with the batch carrier (30) and base plate (9) of the treatment chamber (5) is lowered and the batch carrier is loaded with the workpieces.
- the oven After closing the oven door, the oven is evacuated to approx. 1 Pa and then flooded with nitrogen. Then the heating phase begins.
- the suction nozzle (20) of the blower (19) is connected to the treatment chamber (5) as shown in FIG. 1, ie the slide arrangement (22) is in switch position I. All gas outlet openings (13, 15) of the treatment chamber closed, as well as the upper gas outflow openings (35) in the gas guide space (12).
- the fan (19) circulates the working gas heated by the heating pipes via the gas distribution space (21), gas supply pipes (31), usable space (27) and gas guide space (12) in the furnace under a pressure of 0.2-0.3 MPa.
- the flow arrows (45) in FIG. 1 illustrate the path of the working gas during heating. After a heating time of approx. 1 hour, the austenitizing temperature of the workpieces is reached and cooling can be started.
- the suction connection (20) of the fan is connected to the heat exchanger (26) as shown in FIGS. 2 and 3, i.e. the slide arrangement (22) is in switch position II and thus closes the suction opening (8) in the cover plate (7) of the treatment chamber.
- cooling phase 1 When the workpieces cool down, the system alternates between cooling phase 1 and cooling phase 2.
- cooling phase 2 As shown in FIG. 2, the gas outlet openings (13) of the gas guide space are opened and the upper gas outlet openings (35) of the gas supply pipes (31) as well as the gas outlet opening (15) in the base plate (9) are closed.
- the workpieces are now blown under a pressure of 0.6-1 MPa radially and simultaneously axially from the bottom gas outflow openings (34) from bottom to top.
- the working gas leaves the treatment chamber (5) through the central gas passage opening (11) of the intermediate floor (10) according to the invention and through the gas outlet openings (13) of the gas guide space (12) and is cooled as it flows past the heat exchanger (26) before it is blown by the blower (19 ) is sucked in and pressed again into the treatment chamber (see flow arrows (45) in FIG. 2).
- cooling phase 1 As shown in FIG. 3, the gas outlet openings (13) of the gas guide space (12) and the lower gas outlet openings (34) of the supply pipes (31) are closed, while the upper gas outlet openings (35) of the supply pipes as well as the gas outlet opening (15 ) are open in the base plate (9) of the treatment chamber.
- the workpieces are blown radially and at the same time axially from the upper gas outflow openings from top to bottom (see flow arrows (45) in FIG. 3).
- the entire cooling process takes between 30 and 60 minutes depending on the size of the vacuum furnace and the type of workpiece. During this time, switching between cooling phase 1 and cooling phase 2 takes place several times.
- the switching frequency is 1 / min. It has an upper limit of 2-3 rpm due to the inertia of the gas masses to be switched.
- the decisive factor for excellent temperature homogeneity for all workpieces in the usable space during the entire cooling process is the simultaneous radial and reversible axial blowing of the workpieces in the vacuum furnace according to the invention.
- the gas flow in the treatment chamber is optimized by the intermediate floor according to the invention.
- the optimal volume flow ratio between axial and radial blowing for many workpiece shapes and sizes lies between the values 20:80 to 80:20.
- the optimum ratio for the respective workpiece type can be set during the cooling process by only partially opening the gas outflow openings.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Furnace Details (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Muffle Furnaces And Rotary Kilns (AREA)
Abstract
Description
- Die Erfindung betrifft einen Vakuumofen zur Wärmebehandlung metallischer Werkstücke
- . in einer mit Heizeinrichtungen ausgerüsteten Behandlungskammer, die thermisch isolierte Wände mit verschließbaren Gasaustrittsöffnungen besitzt und einen Nutzraum mit Mantel- und Stirnflächen enthält, der von parallel zur Hauptachse der Kammer ausgerichteten Gaszuführungsrohren umgeben ist, die im Bereich der Mantelflächen des Nutzraumes radial nach innen gerichtete Düsenbohrungen aufweisen,
- . mit einem außerhalb der Behandlungskammer angeordneten Gebläse und einem Wärmetauscher, wobei die Druckseite des Gebläses über einen Gasverteilungsraum mit den Gaszuführungsrohren und der Ansaugstutzen des Gebläses während der Heizphase direkt mit der Behandlungskammer und während der Kühlphase mit dem Wärmetauscher verbunden sind.
- In der DE-PS 28 39 807 wird ein gattungsgemäßer Vakuumofen beschrieben. Er besteht aus einem zylindrischen Druckgehäuse, in dem sich eine thermisch isolierte Behandlungskammer mit Heizeinrichtungen befindet.
- Zur Wärmebehandlung werden die Werkstücke im Nutzraum der Behandlungskammer auf einem Chargenträger angeordnet und entweder unter Vakuum oder unter gleichzeitiger Umwälzung eines Arbeitsgases auf die Austenitisierungstemperatur aufgeheizt. Die Umwälzung des Arbeitsgases erfolgt dabei mittels eines außerhalb der Behandlungskammer angeordneten Gebläses, das das Gas aus der Behandlungskammer absaugt und über einen Gasverteilungsraum und davon ausgehende Gaszuführungsrohre unter Druck in die Behandlungskammer zurückbläst. Die Gaszuführungsrohre sind parallel zur Hauptachse der Behandlungskammer angeordnet und umgeben den Nutzraum mit den Werkstücken. Im Bereich des Nutzraumes weisen die Gaszuführungsrohre Düsenbohrungen zur Beblasung der Werkstücke mit dem Arbeitsgas auf.
- Zur Kühlung oder Abschreckung der Werkstücke wird der Ansaugstutzen des Gebläses von der Behandlungskammer abgetrennt und mit dem außerhalb der Behandlungskammer liegenden Wärmetauscher verbunden. Gleichzeitig werden Gasaustrittsöffnungen in den thermisch isolierten Wänden der Behandlungskammer freigegeben, so daß das Arbeitsgas jetzt aus der Behandlungskammer austreten und nach Passieren des Wärmetauschers vom Gebläse als Kühlgas wieder in die Behandlungskammer geblasen werden kann.
- Alternativ zu der in der DE-PS 28 39 807 beschriebenen radialen Beblasung sind auch einseitig axiale Beblasungen, einseitig axiale Beblasungen kombiniert mit radialer Beblasung (DE-PS 32 08 574) und allseitige Beblasungen der Werkstücke bekannt.
- Solche gattungsgemäßen Vakuumöfen werden insbesondere für das Härten von Werkzeugen und Bauteilen aller Art aus verschiedenen Stahlsorten benutzt. Sie sind auch für andere Wärmebehandlungen wie z.B. Glühen und Löten einsetzbar.
- Die Qualität der Wärmebehandlung hängt im wesentlichen von der Art des Kühlvorganges ab. Während der Kühlung der Werkstücke im Gasstrom muß eine größtmögliche Homogenität, d.h. eine möglichst geringe Temperaturdifferenz der Werkstücke untereinander, erreicht werden. Insbesondere bei großen Nutzraumabmessungen ist dies durch die bekannten Arten der Beblasung nicht mehr gewährleistet. Die Eigenschaften der wärmebehandelten Teile hängen mehr oder weniger stark von ihrer Positionierung im Nutzraum ab. Außerdem ist ein Einfluß der Bauteilformen und -größen auf das Behandlungsergebnis feststellbar.
- Es ist deshalb die Aufgabe der vorliegenden Erfindung durch verbesserte Gasführung während des Abkühlprozesses die Gleichmäßigkeit des Behandlungsergebnisses für alle Teile einer Charge zu zu erhöhen und eine optimale Anpassung der Kühlung an unterschiedliche Bauteilformen und -größen zu ermöglichen.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst,
- . daß in der Behandlungskammer senkrecht zur Hauptachse ein Zwischenboden mit zentraler Gasdurchtrittsöffnung eingezogen ist, der von der Behandlungskammer einen dem Gebläse und Gasverteilungsraum zugewandten Gasleitraum abtrennt,
- . daß jedes Gaszuführungsrohr zwei zusätzliche radial nach innen gerichtete Gasauströmöffnungen aufweist, von denen eine im Bereich des Gasleitraumes und die zweite an dem dem Gasverteilungsraum abgewandten Ende des Gaszuführungsrohres außerhalb des Bereiches der Nutzraum-Mantelflächen angebracht ist,
- . daß die beiden zusätzlichen Gasausströmöffnungen eines Gaszuführungsrohres durch Verschlußelemente geöffnet und geschlossen werden können,
- . und daß die verschließbaren Gasaustrittsöffnungen sowohl in den Seitenwänden des Gasleitraumes als auch in der dem Gasverteilungsraum abgewandten Wand der Behandlungskammer angebracht sind.
- In diesem erfindungsgemäßen Vakuumofen wird eine hohe Gleichmäßigkeit des Abkühlvorganges für alle Werkstücke einer Charge dadurch erzielt, daß die Werkstücke während der Kühlphase gleichzeitig radial und axial beblasen werden können. Dabei kann durch entsprechendes wechselweises Öffnen und Schließen der zwei Verschlußelemente für die Gasausströmöffnungen die Richtung der axialen Beblasung mehrmals während eines Kühlvorganges geändert werden.
- Besonders vorteilhaft erweist es sich für den erfindungsgemäßen Vakuumofen, wenn die Gaszuführungsrohre entsprechend der DE-PS 37 36 502 als Heizelemente ausgebildet werden.
- Dazu werden die Rohre im Bereich des Nutzraumes aus Heizleitermaterial gefertigt und an externe Stromquellen angeschlossen. Die Heizrohre werden durch keramische Isolierstücke von den übrigen Rohrleitungsteilen galvanisch getrennt.
- Das Problem der Anpassung der Kühlbedingungen an unterschiedliche Werkstückformen und -größen wird mit dem erfindungsgemäßen Vakuumofen in einfacher Weise dadurch gelöst, daß das Verhältnis des axialen zu radialem Volumenstrom auch noch während der Wärmebehandlung durch nur teilweises Öffnen und Schließen der Gasausströmöffnungen der Zuführungsrohre auf beliebige Werte eingestellt werden kann. Das wird vorteilhafterweise dadurch ermöglicht, daß die Verschlußelemente für die beiden Gasausströmöffnungen eines Zuführungsrohres gebildet werden durch zwei im Zuführungsrohr gleitende Rohrstücke, die durch ein starres Gestänge miteinander verbunden sind.
- Bei geeigneter Wahl der Länge der Rohrstücke und ihres Abstands voneinander können die beiden Gasausströmöffnungen eines Zuführungsrohres wechselweise durch axiale Verschiebung der Verschlußanordnung zwischen zwei Endpositionen geöffnet und geschlossen werden. Dadurch ist es möglich, die Richtung der axialen Beblasung zu ändern. Je nach Richtung der axialen Beblasung gibt es zwei verschiedene Kühlphasen. In Kühlphase 1 erfolgt die axiale Beblasung vom Gasleitraum her durch die zentrale Gasaustrittsöffnung des Zwischenbodens hindurch. In Kühlphase 2 erfolgt die axiale Beblasung der Werkstücke in umgekehrter Richtung, wobei das Arbeitsgas dann durch die zentrale Gasdurchtrittsöffnung des Zwischenbodens aus dem Nutzraum abgesaugt wird. Der Zwischenboden sorgt in diesem Fall für eine optimale Gasströmung im Nutzraum, wodurch eine hervorragende Homogenität der Temperatur während des gesamten Kühlvorganges erreicht wird.
- Darüberhinaus ermöglicht eine solche Verschlußanordnung bei geeigneter Dimensionierung von Rohrstücklängen und Abstand die kontinuierliche Verstellung der axialen Volumenströme während des Betriebes und auch das gleichzeitige Verschließen beider Gasausströmöffnungen zur völligen Abschaltung der axialen Beblasung.
- Die Verstellung der Verschlußanordnungen erfolgt vorteilhafterweise mit Verstelleinrichtungen, die die Rohre axial verschieben können.
- Besonders günstig ist es, das an dem dem Gasverteilungsraum abgewandten Ende der Verschlußanordnung befindliche Rohrstück axial zu verschließen. Die Gaszuführungsrohre können dann an ihrem Ende offen bleiben. Durch diese Maßnahme übt das in die Zuführungsrohre gepreßte Arbeitsgas ständig eine axiale Kraft auf die Verschlußanordnungen und ihre Verstelleinrichtungen aus. Es ist möglich, die Verstelleinrichtungen so anzuordnen, daß diese axiale Kraft als Zugkraft wirksam wird. Die Verstelleinrichtungen können dann mit den Verschlußanordnungen durch einfache Seile oder Ketten verbunden werden. Gleiches gilt für die Verbindung der beiden Rohrstücke einer Verschlußanordnung untereinander. Eine knicksteife Auslegung dieser Verbindungen bis zu Arbeitstemperaturen von 1200o C ist in diesem Fall nicht mehr notwendig.
- In einer weiteren Ausführungsform des erfindungsgemäßen Vakuumofens werden die Verschlußelemente für die beiden Gasausströmöffnungen eines Zuführungsrohres gebildet durch ein im Zuführungsrohr gleitendes Schließrohr, das zwei zu den Gasausströmöffnungen korrespondierende Öffnungen aufweist und das zwischen diesen Öffnungen im Bereich der Düsenbohrungen des Zuführungsrohres ein axiales Langloch enthält, dessen Breite dem Durchmesser der Bohrungen entspricht.
- Dieses Schließrohr wird im Gaszuführungsrohr so orientiert, daß das Langloch die Düsenbohrungen freigibt.
- Wie bei der zuvor besprochenen Verschlußanordnung aus zwei Rohrstücken und einer Verbindungsstange können mit diesem Schließrohr die beiden Gasausströmöffnungen der Gaszuführungsrohre durch axiale Verschiebung wechselweise geöffnet und geschlossen werden.
- Der Volumenstrom der axialen Beblasung läßt sich auch in diesem Fall noch während des Betriebes des Ofens durch entsprechende Verschiebung des Schließrohres einstellen. Darüberhinaus ist es mit dem Schließrohr auch möglich, den radialen Volumenstrom zu verändern. Zu diesem Zweck sind vorzugsweise die zu den Gasausströmöffnungen korrespondierenden Öffnungen der Schließrohre in einer Richtung tangential um die Breite des Langloches vergrößert.
- Somit kann durch Drehung des Schließrohres um seine Achse der radiale Volumenstrom von seinem Maximalwert bis auf Null heruntergeregelt werden.
- Die Verstellung der Schließrohre erfolgt vorteilhafterweise mit Verstelleinrichtungen, die die Rohre sowohl axial verschieben als auch um ihre Längsachse um einen Winkel verdrehen können, der dem radialen Öffnungswinkel der Düsenbohrungen entspricht.
- Auch bei diesen Schließrohren ist es günstig, sie an ihrem dem Gasverteilungsraum abgewandten Ende zu verschließen.
- Die Erfindung wird im folgenden an Hand der Zeichnungen an einem Ausführungsbeispiel näher erläutert:
Es zeigen - Fig. 1:
- Längsschnitt durch einen erfindungsgemäßen Vakuumofen während der Heizphase.
- Fig. 2:
- Längsschnitt des Vakuumofens während Kühlphase 2.
- Fig. 3:
- Längsschnitt des Vakuumofens während Kühlphase 1.
- Fig. 4:
- Gaszuführungsrohr und Verschlußanordnung in verschiedenen Stellungen.
- Fig. 5:
- Gaszuführungsrohr und Schließrohr in verschiedenen Stellungen.
- Figur 1 zeigt den Längsschnitt durch einen erfindungsgemäßen Vakuumofen in vertikaler Aufstellung. In anderen Ausführungsformen sind auch horizontale Aufstellungen möglich.
- Der Vakuumofen (1) besteht aus einem Druckzylinder (2), der oben und unten durch Klöpperböden verschlossen ist. Der untere Klöpperboden dient gleichzeitig als Tür (3) und kann zur Chargierung des Ofens abgesenkt werden.
- Der Ofen (1) enthält eine Behandlungskammer (5), ein oberhalb der Kammer angeordnetes Gebläse (19) mit Gasverteilungsraum (21) und einen Wärmetauscher (26) zwischen der Oberkante der Behandlungskammer (5) und dem Gasverteilungsraum (21) zur Kühlung des Arbeitsgases während des Kühlvorganges. Der Ofen weist weiterhin diverse Schiebedurchführungen (17,18,40) in der Ofenwandung für die Betätigung von Verschlußklappen und Schiebern zur Steuerung der Gasströme auf. Die Hauptachse der Behandlungskammer fällt mit der Längsachse (4) des Ofens zusammen.
- Die Behandlungskammer (5) wird von Seitenwänden (6), Bodenplatte (9) und Deckplatte (7) gebildet, die alle aus hochtemperaturbeständigem und thermisch isolierendem Material bestehen. Die Kammer (5) enthält einen für die Wärmebehandlung der Werkstücke nutzbaren Raum (27), der von gedachten Mantel (28)-und Stirnflächen (29) begrenzt wird, die parallel bzw. senkrecht zur Hauptachse (4) der Behandlungskammer (5) angeordnet sind.
- Zur Optimierung der Strömungsverhältnisse in der Behandlungskammer (5) ist in die Kammer oberhalb des Nutzraumes (27) ein erfindungsgemäßer Zwischenboden (10) mit einer zentralen Gasdurchtrittsöffnung (11) senkrecht zur Hauptachse der Kammer eingezogen. Der Zwischenboden (10) trennt von der Behandlungskammer einen Gasleitraum (12) ab. Die Deckplatte (7) der Behandlungskammer ist auch gleichzeitig Deckplatte des Gasleitraumes (12) und besitzt eine zentrale Absaugöffnung (8), die mittels einer Schieberanordnung (22) an den Absaugstutzen (20) des Gebläses (19) angeschlossen werden kann. In den Seitenwänden (6) der Behandlungskammer befinden sich erfindungsgemäß oberhalb des Zwischenbodens 4 Gasaustrittsöffnungen (13) und in der Bodenplatte eine zentral angeordnete Austrittsöffnung (15). Diese Gasaustrittsöffnungen können durch Klappen (14,16) verschlossen werden. Im geöffneten Zustand schaffen diese Gasaustrittsöffnungen wie in Figur 2 dargestellt eine Verbindung vom Gasleitraum (12) zum Wärmetauscher (26), bzw. wie in Figur 3 dargestellt vom Nutzraum (27) um die Behandlungskammer herum zum Wärmetauscher.
- Die Schieberanordnung (22) in der Absaugöffnung (8) der Deckplatte (7) der Behandlungskammer besteht, wie in DE-PS 39 10 234 beschrieben, aus zwei koaxialen Zylindern (23,24) und weist zwei Schaltstellungen I und II auf. In Stellung I ist der innere Zylinder (23) - wie schon beschrieben - mit dem Absaugstutzen (20) des Gebläses (19) verbunden, während er in Stellung II, wie in Fig. 2 und 3 gezeigt, gegen eine Prallplatte (25) gefahren ist, die sich in dem von der Behandlungskammer (5) abgetrennten Gasleitraum (12) befindet.
- In dieser Schaltstellung der Schieberanordnung (22) ist somit die Absaugöffnung (8) in der Deckplatte (7) verschlossen und gleichzeitig der Absaugstutzen (20) des Gebläses mit dem zwischen Behandlungskammer (5) und Gasverteilungsraum (21) angeordneten Wärmetauscher (26) verbunden.
- In Stellung I der Schieberanordnung preßt das Gebläse (19) das aus der Behandlungskammer (5) abgesaugte Arbeitsgas in den Gasverteilungsraum (21) und von dort in Gaszuführungsrohre (31), die parallel zur Hauptachse (4) in die Behandlungskammer (5) hineinreichen und zwischen der Mantelfläche (28) des Nutzraumes (27) und den Seitenwänden (6) der Kammer (5) bis nahe an die Bodenplatte (9) herangeführt sind. Die Gaszuführungsrohre (31) umgeben den Nutzraum in einer regelmäßigen Anordnung.
- Zur radialen Beblasung der im Nutzraum auf einem Chargenträger (30) angeordneten Werkstücke sind die Gaszuführungsrohre (31) im Bereich der Mantelfläche (28) des Nutzraumes (27) mit radial nach innen gerichteten Düsenbohrungen (32) versehen.
- In der vorliegenden Ausführungsform der Erfindung sind die Gaszuführungsrohre im Bereich des Nutzraumes gleichzeitig als Heizer ausgebildet. Dazu sind die Gaszuführungsrohre (31) in diesem Teil der Behandlungskammer aus Heizleitermaterial gefertigt und elektrisch gegenüber den restlichen Teilen der Zuführungsrohre unterhalb des Zwischenbodens durch Keramik-Rohrstücke (33) isoliert.
- Die axiale Beblasung der Werkstücke wird erfindungsgemäß durch jeweils zwei zusätzliche radiale Gasausströmöffnungen (34,35) in jedem Gaszuführungsrohr (31) realisiert. Die Ausströmöffnungen liegen jeweils ober- und unterhalb der Stirnflächen des Nutzraumes. Die oberen Ausströmöffnungen (35) sind dabei noch oberhalb des Zwischenbodens (10) im Gasleitraum (12) angeordnet, während die unteren Gasausströmöffnungen (34) der Zuführungsrohre auf Höhe des Chargenträgers (30) angebracht sind.
- Mit den beschriebenen Gasausströmöffnungen (34,35) können die Werkstücke im Nutzraum (27) abwechselnd axial beblasen werden. Hierzu werden die oberen und unteren Ausströmöffnungen wechselweise durch Verschlußelemente (36,37) geöffnet und geschlossen. Das aus den Ausströmöffnungen austretende Arbeitsgas strömt zunächst ober- bzw. unterhalb der jeweils benachbarten Stirnfläche des Nutzraumes radial nach innen und wird dann von dem zur gegenüberliegenden Stirnfläche des Nutzraumes herrschenden Druckgefälle umgelenkt und bebläst die benachbarte Stirnfläche axial.
- Damit der Chargenträger (30) die axiale Beblasung der unteren Stirnfläche nicht behindert, ist er gasdurchlässig aus radialen Speichen aufgebaut.
- Die Verschlußanordnung für die Ausströmöffungen (34,35) bestehen in dem vorliegenden Beispiel des erfindungsgemäßen Vakuumofens aus zwei in den Zuführungsrohren gleitenden Rohrstücken (36,37), die durch eine Stange (38) starr miteinander verbunden sind.
- Die starre Verbindung (38) der beiden Rohrstücke ist bis in den Gasverteilungsraum (21) hinein verlängert, wo die Verschlußanordnungen aller Gaszuführungsrohre durch einen gemeinsamen Rahmen (39) miteinander verbunden sind. An diesem Rahmen (39) greifen Verchiebeeinrichtungen (40) zum Öffnen und Schließen der Gasausströmöffnungen an.
- Fig. 4a) zeigt die Anordnung der Düsenbohrungen (32) und Gasausströmöffnungen (34,35) längs eines Gaszuführungsrohres (31). Die Figuren 4b) bis 4d) zeigen einen Schnitt durch das Zuführungsrohr (31) mit der Verschlußanordnung bestehend aus den beiden Rohrstücken (36,37) und der Verbindungsstange (38) in drei verschiedenen Stellungen.
- Die Länge der beiden Rohrstücke ist in dem vorliegenden Beispiel gleich dem doppelten Durchmesser der Gasausströmöffnungen (34,35) gewählt und ihr Abstand entspricht dem Abstand der Ausströmöffnungen vermindert um deren Durchmesser.
- Aus der folgenden Tabelle können die zu den drei Stellungen b, c und d) der Schließanordnung gehörigen Schließzustände der Öffnungen des Gaszuführungsrohres entnommen werden.
Tabelle 1 obere Ausströmöffnung (35) Düsenbohrungen (32) untere Ausströmöffnung (34) Stellung b offen offen geschlossen Stellung c geschlossen offen geschlossen Stellung d geschlossen offen offen - Durch entsprechende Zwischenstellungen kann der aus den Gasausströmöffnungen austretende Volumenstrom auf benötigte Werte eingestellt werden.
- In einer anderen Ausführungsform des erfindungsgemäßen Vakuumofens sind die beiden separaten Rohrstücke (36,37) durch ein einziges, langes Schließrohr (41) ersetzt. Das Schließrohr besitzt zum Öffnen und Schließen der Gasausströmöffnungen (34,35) des Zuführungsrohres (31) Öffnungen (42,43), deren Abstand voneinander um das Doppelte des Durchmessers der Gasausströmöffnungen (34,35) kleiner als der Abstand der Gasausströmöffnungen ist. Zur Freigabe der Düsenbohrungen (32) des Zuführungsrohres (31) weist das Schließrohr (41) zwischen den beiden Öffnungen (42,43) ein axiales Langloch (44) auf, dessen Breite dem Durchmesser der Düsenbohrungen entspricht und dessen Länge gleich dem Abstand der äußersten Düsenbohrungen zuzüglich des Durchmessers einer Düsenbohrung und des doppelten Durchmessers der Gasausströmöffnungen ist.
- Figur 5 zeigt ein Gaszuführungsrohr (31) und ein dazugehöriges Schließrohr (41) in den zu Figur 4 entsprechenden Arbeitsstellungen, für die auch Tabelle 1 gilt.
- Zur Regelung des radialen Volumenstromes sind die Öffnungen (42,43) des Schließrohres tangential um die Breite des Langloches (44) vergrößert. Durch axiale Drehung des Schließrohres können somit die Düsenbohrungen (32) ohne Beeinflussung der Gasausströmöffnungen verschlossen werden.
- Die Wärmebehandlung der Werkstücke läuft in dem erfindungsgemäßen Vakuumofen in drei Phasen ab, nämlich Heizphase, Kühlphase 1 und Kühlphase 2.
- Zur Chargierung des Ofens wird die Tür (3) mitsamt Chargenträger (30) und Bodenplatte (9) der Behandlungskammer (5) abgesenkt und der Chargenträger mit den Werkstücken beladen.
- Nach Schließen der Ofentür wird der Ofen auf ca. 1 Pa evakuiert und anschließend mit Stickstoff geflutet. Danach beginnt die Heizphase.
- Während der Heizphase ist der Absaugstutzen (20) des Gebläses (19) wie in Fig. 1 dargestellt mit der Behandlungskammer (5) verbunden, d.h. die Schieberanordnung (22) befindet sich in Schaltstellung I. Alle Gasaustrittsöffnungen (13,15) der Behandlungskammer sind geschlossen, ebenso wie die oberen Gasausströmöffnungen (35) im Gasleitraum (12).
- Das Gebläse (19) wälzt das von den Heizrohren erhitzte Arbeitsgas über Gasverteilungsraum (21), Gaszuführungsrohre (31), Nutzraum (27) und Gasleitraum (12) im Ofen unter einem Druck von 0,2-0,3 MPa um. Die Strömungspfeile (45) in Figur 1 verdeutlichen den Weg des Arbeitsgases beim Heizen. Nach ca. 1 Stunde Heizzeit ist die Austenitisierungstemperatur der Werkstücke erreicht und die Kühlung kann eingeleitet werden.
- Beim Kühlvorgang ist der Absaugstutzen (20) des Gebläses wie in den Figuren 2 und 3 gezeigt mit dem Wärmetauscher (26) verbunden, d.h. die Schieberanordnung (22) befindet sich in Schaltstellung II und verschließt damit die Absaugöffnung (8) in der Deckplatte (7) der Behandlungskammer.
- Beim Abkühlen der Werkstücke wird abwechselnd zwischen Kühlphase 1 und Kühlphase 2 hin- und hergeschaltet. Während Kühlphase 2 sind, wie in Figur 2 gezeigt, die Gasaustrittsöffnungen (13) des Gasleitraumes geöffnet und die oberen Gasausströmöffnungen (35) der Gaszuführungsrohre (31) ebenso wie die Gasaustrittsöffnung (15) in der Bodenplatte (9) geschlossen.
- Die Beblasung der Werkstücke unter einem Druck von 0,6-1 MPa erfolgt jetzt radial und gleichzeitig axial aus den unteren Gasausströmöffnungen (34) von unten nach oben.
- Das Arbeitsgas verläßt die Behandlungskammer (5) durch die zentrale Gasdurchtrittsöffnung (11) des erfindungsgemäßen Zwischenbodens (10) und durch die Gasaustrittsöffnungen (13) des Gasleitraumes (12) und wird beim Vorbeiströmen am Wärmetauscher (26) gekühlt, bevor es vom Gebläse (19) angesaugt und erneut in die Behandlungskammer gepreßt wird (siehe Strömungspfeile (45) in Figur 2).
- Während Kühlphase 1 sind, wie in Figur 3 gezeigt , die Gasaustrittsöffnungen (13) des Gasleitraumes (12) sowie die unteren Gasausströmöffnungen (34) der Zuführungsrohre (31) geschlossen, während die oberen Gasausströmöffnungen (35) der Zuführungsrohre ebenso wie die Gasaustrittsöffnung (15) in der Bodenplatte (9) der Behandlungskammer geöffnet sind. Die Werkstücke werden in dieser Kühlphase radial und gleichzeitig axial aus den oberen Gasausströmöffnungen von oben nach unten beblasen (siehe Strömungspfeile (45) in Figur 3).
- Der gesamte Kühlvorgang dauert je nach Größe des Vakuumofens und je nach Werkstückart zwischen 30 und 60 Minuten. Während dieser Zeit wird mehrfach zwischen Kühlphase 1 und Kühlphase 2 hin- und hergeschaltet. Die Umschaltfrequenz liegt bei 1/min. Sie ist nach oben auf Werte von 2-3/min wegen der Trägheit der zu schaltenden Gasmassen begrenzt.
- Ausschlaggebend für eine hervorragende Homogenität der Temperatur für alle Werkstücke im Nutzraum während des gesamten Kühlvorganges ist in dem erfindungsgemäßen Vakuumofen die gleichzeitige radiale und reversierbare axiale Beblasung der Werkstücke.
- Durch den erfindungsgemäßen Zwischenboden wird die Gasströmung in der Behandlungskammer optimiert.
- Versuche haben ergeben, daß das optimale Volumenstromverhältnis zwischen axialer und radialer Beblasung für viele Werkstückformen und -größen zwischen den Werten 20:80 bis 80:20 liegt. Das für die jeweilige Werkstückart optimale Verhältnis kann erfindungsgemäß noch während des Kühlvorganges durch nur teilweises Öffnen der Gasausströmöffnungen eingestellt werden.
-
- 1
- : Vakuumofen
- 2
- : Druckgehäuse
- 3
- : Klöpperboden, Ofentür
- 4
- : Längsachse des Ofens,Hauptachse der Behandlungskammer
- 5
- : Behandlungskammer
- 6
- : Seitenwand
- 7
- : Deckplatte
- 8
- : Absaugöffnung
- 9
- : Bodenplatte
- 10
- : Zwischenboden
- 11
- : zentrale Gasdurchtrittsöffnung
- 12
- : Gasleitraum
- 13
- : Gasaustrittsöffnung
- 14
- : Verschlußklappe
- 15
- : Gasaustrittsöffnung
- 16
- : Verschlußklappe
- 17,18
- : Verschiebeeinrichtung
- 19
- : Gebläse
- 20
- : Ansaugstutzen
- 21
- : Gasverteilungsraum
- 22
- : Schieber
- 23
- : inneres Rohr
- 24
- : äußeres Rohr
- 25
- : Prallplatte
- 26
- : Wärmetauscher
- 27
- : Nutzraum
- 28
- : Mantelfläche
- 29
- : Stirnflächen
- 30
- : Chargenträger
- 31
- : Gaszuführungsrohr
- 32
- : Düsenbohrung
- 33
- : Isolierstück
- 34,35
- : Gasausströmöffnung
- 36,37
- : Rohrstück
- 38
- : Gestänge
- 39
- : Rahmen
- 40
- : Verschiebeeinrichtung
- 41
- : Schließrohr
- 42,43
- : Öffnungen
- 44
- : Langloch
- 45
- : Strömungspfeile
Claims (9)
- Vakuumofen (1) zur Wärmebehandlung metallischer Werkstücke. in einer mit Heizeinrichtungen ausgerüsteten Behandlungskammer (5), die thermisch isolierte Wände (6,7,9) mit verschließbaren Gasaustrittsöffnungen (13,15) besitzt und einen Nutzraum (27) mit Mantel- und Stirnflächen (28,29) enthält, der von parallel zur Hauptachse der Kammer ausgerichteten Gaszuführungsrohren (31) umgeben ist, die im Bereich der Mantelflächen (28) des Nutzraumes radial nach innen gerichtete Düsenbohrungen (32) aufweisen,. mit einem außerhalb der Behandlungskammer (5) angeordneten Gebläse (19) und einem Wärmetauscher (26), wobei die Druckseite des Gebläses über einen Gasverteilungsraum (21) mit den Gaszuführungsrohren (31) und der Ansaugstutzen (20) des Gebläses während der Heizphase direkt mit der Behandlungskammer (5) und während der Kühlphase mit dem Wärmetauscher (26) verbunden sind,dadurch gekennzeichnet,. daß in der Behandlungskammer (5) senkrecht zur Hauptachse (4) ein Zwischenboden (10) mit zentraler Gasdurchtrittsöffnung (11) eingezogen ist, der von der Behandlungskammer (5) einen dem Gebläse (19) und Gasverteilungsraum (21) zugewandten Gasleitraum (12) abtrennt,. daß jedes Gaszuführungsrohr (31) zwei zusätzliche radial nach innen gerichtete Gasausströmöffnungen aufweist, von denen eine Öffnung (35) im Bereich des Gasleitraumes (12) und die zweite (34) an dem dem Gasverteilungsraum (12) abgewandten Ende des Gaszuführungsrohres außerhalb des Bereiches der Nutzraum-Mantelflächen (28) angebracht ist,. daß die beiden zusätzlichen Gasausströmöffnungen (34,35) eines Gaszuführungsrohres durch Verschlußelemente (36,37) geöffnet und geschlossen werden können,. und daß die verschließbaren Gasaustrittsöffnungen (13,15) sowohl in den Seitenwänden (6) des Gasleitraumes (12) als auch in der dem Gasverteilungsraum (21) abgewandten Wand (9) der Behandlungskammer (5) angebracht sind.
- Vakuumofen nach Anspruch 1,
dadurch gekennzeichnet,
daß die Gaszuführungsrohre (31) gleichzeitig als Heizelemente ausbebildet sind. - Vakuumofen nach den Ansprüchen 1 oder 2,
dadurch gekennzeichnet,
daß die Verschlußelemente für die beiden Gasausströmöffnungen (34,35) eines Zuführungsrohres (31) gebildet werden durch zwei im Zuführungsrohr gleitende Rohrstücke (36,37), die durch ein starres Gestänge miteinander verbunden sind. - Vakuumofen nach Anspruch 3,
dadurch gekennzeichnet,
daß die miteinander verbundenen Rohrstücke (36,37) mit Verstelleinrichtungen versehen sind, die die Rohrstücke axial verschieben können. - Vakuumofen nach Anspruch 4,
dadurch gekennzeichnet,
daß das an dem dem Gasverteilungsraum (21) abgewandten Ende des Zuführungsrohres (31) befindliche Rohrstücke (36) axial verschlossen ist. - Vakuumofen nach Ansprüchen 1 oder 2,
dadurch gekennzeichnet,
daß die Verschlußelemente für die beiden Gasausströmöffnungen (34,35) eines Zuführungsrohres (31) gebildet werden durch ein im Zuführungsrohr (31) gleitendes Schließrohr (41), das zwei zu den Gasausströmöffnungen (34,35) korrespondierende Öffnungen (42,43) aufweist und das zwischen diesen Öffnungen im Bereich der Düsenbohrungen (32) des Zuführungsrohres (31) ein axiales Langloch (44) enthält, dessen Breite dem Durchmesser der Bohrungen (32) entspricht. - Vakuumofen nach Anspruch 6,
dadurch gekennzeichnet,
daß die zu den Gasausströmöffnungen (34,35) korrespondierenden Öffnungen (42,43) der Schließrohre (41) in einer Richtung tangential um die Breite des Langlochs (44) vergrößert sind. - Vakuumofen nach Anspruch 7,
dadurch gekennzeichnet,
daß die Schließrohre (41) mit Verstelleinrichtungen versehen sind, die die Rohre sowohl axial verschieben als auch um ihre Längsachse um einen Winkel verdrehen können, der dem radialen Öffnungswinkel der Düsenbohrungen (32) entspricht. - Vakuumofen nach Anspruch 8,
dadurch gekennzeichnet,
daß die Schließrohre (41) an dem dem Gasverteilungsraum (21) abgewandten Ende verschlossen sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4034085A DE4034085C1 (de) | 1990-10-26 | 1990-10-26 | |
| DE4034085 | 1990-10-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0483596A1 true EP0483596A1 (de) | 1992-05-06 |
| EP0483596B1 EP0483596B1 (de) | 1994-09-14 |
Family
ID=6417107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91117616A Expired - Lifetime EP0483596B1 (de) | 1990-10-26 | 1991-10-16 | Vakuumofen zur Wärmebehandlung metallischer Werkstücke |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0483596B1 (de) |
| AT (1) | ATE111589T1 (de) |
| CZ (1) | CZ282179B6 (de) |
| DE (2) | DE4034085C1 (de) |
| YU (1) | YU169091A (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2695716A1 (fr) * | 1992-03-05 | 1994-03-18 | Ridehammer Gmbh Co Kg | Tube de chauffage pour four industriel, four industriel et procédé de chauffage du four. |
| WO2019138134A1 (de) * | 2018-01-15 | 2019-07-18 | Ebner Industrieofenbau Gmbh | Konvektionsofen |
| WO2021078520A1 (fr) * | 2019-10-24 | 2021-04-29 | Ecm Technologies | Cellule de trempe sous gaz |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2689225A1 (fr) * | 1992-03-25 | 1993-10-01 | Stein Heurtey Physitherm | Four pour traitement sous vide ou sous atmosphère gazeuse et pour trempe sous pression. |
| DE102005045783A1 (de) * | 2005-09-23 | 2007-03-29 | Sistem Teknik Endustriyel Elektronik Sistemler Sanayi Ve Ticaret Ltd. Sirketi | Einkammer-Vakuumofen mit Wasserstoffabschreckung |
| DE102007029038A1 (de) * | 2007-06-21 | 2009-01-02 | Eliog-Kelvitherm Industrieofenbau Gmbh | Vakuumofen zur Wärmebehandlung von metallischen Werkstücken und Verfahren zu dessen Betrieb |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2436350A1 (fr) * | 1978-09-13 | 1980-04-11 | Degussa | Four a vide avec dispositif de refroidissement au gaz |
| DE3736502C1 (de) * | 1987-10-28 | 1988-06-09 | Degussa | Vakuumofen zur Waermebehandlung metallischer Werkstuecke |
| DE3910234C1 (de) * | 1989-03-30 | 1990-04-12 | Degussa Ag, 6000 Frankfurt, De |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3208574A1 (de) * | 1982-03-10 | 1983-09-22 | Schmetz Industrieofenbau und Vakuum-Hartlöttechnik KG, 5750 Menden | "vakuum-schachtofen" |
-
1990
- 1990-10-26 DE DE4034085A patent/DE4034085C1/de not_active Expired - Lifetime
-
1991
- 1991-10-16 DE DE59102927T patent/DE59102927D1/de not_active Expired - Lifetime
- 1991-10-16 AT AT91117616T patent/ATE111589T1/de not_active IP Right Cessation
- 1991-10-16 EP EP91117616A patent/EP0483596B1/de not_active Expired - Lifetime
- 1991-10-23 YU YU169091A patent/YU169091A/sh unknown
- 1991-10-25 CZ CS913249A patent/CZ282179B6/cs not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2436350A1 (fr) * | 1978-09-13 | 1980-04-11 | Degussa | Four a vide avec dispositif de refroidissement au gaz |
| DE3736502C1 (de) * | 1987-10-28 | 1988-06-09 | Degussa | Vakuumofen zur Waermebehandlung metallischer Werkstuecke |
| DE3910234C1 (de) * | 1989-03-30 | 1990-04-12 | Degussa Ag, 6000 Frankfurt, De |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2695716A1 (fr) * | 1992-03-05 | 1994-03-18 | Ridehammer Gmbh Co Kg | Tube de chauffage pour four industriel, four industriel et procédé de chauffage du four. |
| ES2065840A2 (es) * | 1992-03-05 | 1995-02-16 | Riedhammer Gmbh Co Kg | Tubo de calefaccion para el calentamiento electrico de un horno industrial, horno industrial y procedimiento para el calentamiento de dicho horno. |
| WO2019138134A1 (de) * | 2018-01-15 | 2019-07-18 | Ebner Industrieofenbau Gmbh | Konvektionsofen |
| US11598580B2 (en) | 2018-01-15 | 2023-03-07 | Ebner Industrieofenbau Gmbh | Convection furnace |
| WO2021078520A1 (fr) * | 2019-10-24 | 2021-04-29 | Ecm Technologies | Cellule de trempe sous gaz |
| FR3102547A1 (fr) * | 2019-10-24 | 2021-04-30 | Ecm Technologies | Cellule de trempe sous gaz |
| CN114599803A (zh) * | 2019-10-24 | 2022-06-07 | 依西埃姆科技公司 | 气体淬火单元 |
| US20220364192A1 (en) * | 2019-10-24 | 2022-11-17 | Ecm Technologies | Gas quenching cell |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0483596B1 (de) | 1994-09-14 |
| YU169091A (sh) | 1994-11-15 |
| DE4034085C1 (de) | 1991-11-14 |
| CS324991A3 (en) | 1992-05-13 |
| ATE111589T1 (de) | 1994-09-15 |
| DE59102927D1 (de) | 1994-10-20 |
| CZ282179B6 (cs) | 1997-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3405244C1 (de) | Industrieofen,insbesondere Mehrkammer-Vakuumofen zur Waermebehandlung von Chargen metallischer Werkstuecke | |
| EP0422353B1 (de) | Ofen zur partiellen Wärmebehandlung von Werkzeugen | |
| DE3028773C2 (de) | Autoklavenofen mit mechanischer Zirkulation | |
| DD283455A5 (de) | Vakuumofen zur waermebehandlung metallischer werkstuecke | |
| DE2722065C2 (de) | Ofen zum isostatischen Warmpressen | |
| DE69100056T2 (de) | Druckbehaelter fuer isostatisches pressen mit einer vorrichtung zur schnellkuehlung. | |
| DE112016000997T5 (de) | Mehrkammer-Wärmebehandlungsvorrichtung | |
| EP3397782B1 (de) | Vorrichtung zur behandlung von metallischen werkstücken mit kühlgas | |
| EP0483596B1 (de) | Vakuumofen zur Wärmebehandlung metallischer Werkstücke | |
| DE3224203A1 (de) | Hoochtemperatur-tiegelschmelzofen | |
| EP0163906B1 (de) | Verfahren und Vakuumofen zur Wärmebehandlung einer Charge | |
| DE3042708C2 (de) | Tunnelofen mit zwei parallelen Kanälen | |
| EP2330325A2 (de) | Retortenofen zur Wärmebehandlung von metallischen Werkstücken | |
| EP1154024A1 (de) | Verfahren und Vorrichtung zur Wärmebehandlung metallischer Werkstücke | |
| DE3224971A1 (de) | Vakuum-schachtofen | |
| DE19628383A1 (de) | Ofen zur Wärmebehandlung von Chargen metallischer Werkstücke | |
| DE69509097T2 (de) | Emallierofen für fadenförmige Materialen | |
| DE4007123C2 (de) | ||
| DE3209245A1 (de) | Drehherdofen | |
| DE3130064C2 (de) | Backofen | |
| DE202008011194U1 (de) | Retortenofen zur Wärmebehandlung von metallischen Werkstücken | |
| EP0355361A2 (de) | Verfahren zum Grafitieren von Rohlingen aus Kohlenstoff zu Graphitelektroden | |
| DE2113543C3 (de) | Rohrofen zur Herstellung einer Diffusionsbindung beim Drucksintern | |
| DE2628605C3 (de) | Einkammer-Anlaßofen | |
| DE60107188T2 (de) | Gasabzugs- und Kühlungsanordnung für einen Elektrolichtbogenofen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19911016 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19940104 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940914 Ref country code: BE Effective date: 19940914 Ref country code: DK Effective date: 19940914 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940914 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940914 |
|
| REF | Corresponds to: |
Ref document number: 111589 Country of ref document: AT Date of ref document: 19940915 Kind code of ref document: T |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19941016 |
|
| REF | Corresponds to: |
Ref document number: 59102927 Country of ref document: DE Date of ref document: 19941020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941031 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941031 Ref country code: CH Effective date: 19941031 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19941207 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91117616.2 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960920 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960923 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19971031 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91117616.2 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091026 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20091022 Year of fee payment: 19 Ref country code: IT Payment date: 20091029 Year of fee payment: 19 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20101016 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59102927 Country of ref document: DE Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |