EP0433235A1 - Procédé de fabrication de lignes de déchirage au ruban de déchirage et au couvercles déchirables ainsi que procédé de fabrication d'une rupture de commencement au ruban de déchirage et boîte ainsi obtenue - Google Patents
Procédé de fabrication de lignes de déchirage au ruban de déchirage et au couvercles déchirables ainsi que procédé de fabrication d'une rupture de commencement au ruban de déchirage et boîte ainsi obtenue Download PDFInfo
- Publication number
- EP0433235A1 EP0433235A1 EP90810962A EP90810962A EP0433235A1 EP 0433235 A1 EP0433235 A1 EP 0433235A1 EP 90810962 A EP90810962 A EP 90810962A EP 90810962 A EP90810962 A EP 90810962A EP 0433235 A1 EP0433235 A1 EP 0433235A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- tear
- sheet metal
- metal blank
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
- B21D51/386—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs on the side-wall of containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/383—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures scoring lines, tear strips or pulling tabs
Definitions
- the invention relates to a method for producing a weakening line on a can according to the preamble of patent claim 1.
- the present invention furthermore relates to a method for producing a starting break point on a tear strip according to patent claim 2.
- the invention further relates to a method for producing the weakening lines Tear strips and tear-open lid on a can according to the preamble of claim 7.
- the invention further relates to a method for producing a weakening line for forming a tear-open opening on the lid of cans according to the preamble of claim 12.
- Tin cans made of metal, especially tinplate, for canned meat, e.g. Corned beef often have, at a short distance from the lid, a tear strip encircling the jacket, consisting of two or more parallel lines of weakness, with a tear tab slightly protruding from the can jacket and arranged for attaching an opener.
- the pull tab can be welded onto the jacket of the can or be part of the same.
- a slotted key is usually used to open the can, by means of which the protruding tear-open tab can be rolled up and the tear-open strip located underneath the tab can be removed from the can jacket.
- a so-called start scratch or start breaking point must be attached transversely to the circumferential weakening lines, which breaks open as soon as a shear force acts on the starting breaking point through the tab rolled onto a key.
- the lines of weakness that form a tear strip attached to the can body and locally weaken the body are embossed on the brook blecti cut by means of a roller, on the periphery of which a V-shaped rib with a flank angle of approximately 70 ° -80 ° is attached .
- the rib compresses the sheet more or less.
- the rib acts like a knife and cuts through the surface coating of tin or a plastic varnish that protects the sheet. Weak lines produced in this way form the starting point for corrosion. If the line of weakness comes to rest inside the can, discolouration or contamination of the contents can occur. Both are undesirable.
- the two known sharp-edged lines of weakness make it possible, on the one hand, to break open the tear strip with little force and, on the other hand, to detach the strip from the jacket.
- a can with such a tear-off strip is to be expanded in a shaping machine, for example to obtain a conical, rectangular, barrel-shaped or conical shape, as is customary for cans for corned beef or beer,
- cracks often appear on the lines of weakness, particularly on the scratches during stretching, because the radial tensile force is sufficient to tear open the can jacket at the predetermined breaking point, which is weakened by the attachment of the predetermined breaking point.
- the circumferential weakening line is also applied in the manner described above by means of a sharp-edged embossing line. It has been shown that covers made of tinplate are not suitable for opening by means of a weakening line produced in a known manner, since the force to be applied is too great for pushing in and pulling off. For this reason, tear-open covers are practically exclusively made of aluminum. This has the disadvantage that, on the one hand, they are more expensive than tinplate lids and, on the other hand, cause almost insoluble problems when recycling the tinplate can, since it is not possible to mechanically separate the rolled-up aluminum lid edge remaining on the tinplate casing from the tinplate hull.
- the invention seeks to remedy this.
- the invention as characterized in claim 1, achieves the object of creating a method for producing weakening lines for the formation of a tear strip and / or a starting breaking point on a wholly or partially circumferential tear strip or on a cover, which the when expanding or Widening or deforming the can jacket during the sterilization of the contents, which withstands the forces acting on them without damage and nevertheless enables the can to be opened with little effort and safely.
- the weakening line with the method according to the invention in such a way that no damage to the surface coating can occur and the tensile forces occurring when the sheet metal jacket is stretched or expanded also stress the weakening lines to such a small extent that they cannot be broken open during the expansion process .
- an expansion zone which absorbs the greatest part of the tensile forces when the can is widened, the actual breaking point on the tear strip produced in the manner according to the invention can be relieved of tensile stresses.
- the use of the new weakening line enables such a high degree of weakening that tinplate lids can also be used without breaking the weakening line in the immediate vicinity when they are rolled onto the can body.
- the cylindrical fuselage 13 has at least two circumferential weakening lines 15 in the area of the tear-open tongue 11, along which the fuselage 13 can be separated.
- the lines of weakness 15 end, as can be seen in FIG. 2, preferably a few millimeters in front of the weld seam 3.
- the inventive fuselage 13 consists of an initially flat rectangular sheet metal blank 17 (development in FIG. 2), in which the tongue 11 on the edge 19 has been punched out.
- a tear strip 21 is formed between the two lines of weakness 15.
- a tear-open tongue 11 subsequently welded onto the tear strip 21 can also be provided.
- a starting breaking point 23 is attached, which serves to break open the tear strip 21 by turning the key 25 by shearing when the container 1 is opened with a slotted key 25 and to enable the latter to be rolled up (FIG. 6).
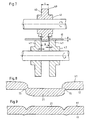
- the method for producing the weakening line which forms the starting breaking point 23 is first explained. During the punching out of the sheet metal blank 17 or in a subsequent operation, the sheet 17 is pulled down with a lowerable punch 27 into an area x from the plane designated h1 in FIG. 3 with respect to the horizontal by an amount a.
- the sheet 17 is supported on the left side of the punch 27 on a die 29.
- a tool offset d which is of the order of 0.25 times the thickness b of the sheet 17.
- Both the punch 27 and the die 29 are rounded off at the opposite edges 31, 33.
- the radius at the edges 31, 33, which prevents a notch effect, is at least 0.03 to 0.1 mm, depending on the thickness b of the sheet 17.
- a counterpressure plate 35 running synchronously with the punch 27 can be provided.
- a press-on back-pressure plate 37 for clamping the sheet 17 over the fixed die 29 can also be arranged.
- the step-shaped weakening line is preferably generated at the location of the future starting break point before the tear-open tongue 11 is punched out, so that no material is pulled out of the tear-open tongue 11 during the pulling process and the attachment of the tear-open tongue 11 cannot be bent (see FIG. 2).
- the starting breaking point 23 is formed when the punch 27 is moved down, the sheet 17 is drawn over the edges 31 and 33 and undergoes a tapering by approx. 40-60% and a hardening in the expansion area x.
- the expansion range x lies at an angle of approx. 70-80 ° to the surface h1. All edges of the sheet 17 in the region of the deformation have radii which prevent notch effects during further processing.
- the starting breaking point 23 After the starting breaking point 23 has been attached to the still flat sheet metal blank 17, it is deformed in a known manner on a round device on a welding machine by means of a plurality of rollers to form a cylindrical body 13 and the two edges 19, 20, which overlap by a small amount, for example 0.5 or 1 mm, after the rounding, are welded to one another by the seam 3.
- the starting break point 23 initially formed in a step-like manner is deformed in such a way that the sheet metal regions adjoining the start break point 23 again come to lie approximately in the original plane h 1 and preferably directly next to the weld seam 3.
- the area x then has a wavy shape (FIG. 4).
- the two lines of weakness 15 on the fuselage 13 are produced in the passage by means of two parallel driven rollers 41 and 43, on which circumferential ribs 45 and 47 are attached.
- a rib 45 having a rectangular contour is attached, the width c of which essentially corresponds to the width of the strip to be produced 21 and the edges 49 of which come into contact with the sheet 17 are rounded.
- the ribs 47 forming the matrices are formed in pairs and mirror images and are arranged at a distance e. The distance e is greater than the width c of the rib 45.
- the resulting dislocations f of the two circumferential ribs 45 and 47 depend on the thickness b of the sheet 17 and lie in the.
- the depth of penetration of the rib 45 forming the punch between the ribs 47 forming the die is of the order of the thickness b of the sheet 17.
- the two rollers 43 are preferably designed to be axially displaceable in order to adapt the offset f to the sheet thickness b and sheet quality used in each case can.
- the center distance of the rollers 41 and 43 is also adjustable in order to be able to adjust the depth of penetration of the rib 45 between the two ribs 47.
- the area of the tear strip 21 is offset in a step-like manner approximately by the amount of the sheet thickness b parallel to the sheet surface h1.
- the inclined areas along the tear strip 21 have been stretched by the deformation and have been tapered and hardened as in the creation of the starting breaking point 23. All transitions are provided with radii, which are harmless with regard to the notch effect.
- the sheet metal blanks 17 provided in the manner described with a tear strip 21 can be processed directly in a welding machine.
- the tear strip 21 which is offset from the sheet surface h1 after the production is wholly or partly rolled back into the sheet surface h1.
- the two stretched areas, which form the weakening lines 15, have a V-shaped shape after the reshaping and show completely rounded edges (FIG. 9), comparable to the formation of the starting breaking point 23 according to FIG. 5.
- a weakening line 61 running along the fold edge 50 between the cover 5 and the casing 13, which enables the central part of the cover 5 or part thereof to be broken and removed without tools, can be generated.
- the circumferential, step-shaped weakening line 61 can be produced by a circular punch 71 and a die 73 with a corresponding circular opening.
- a weakening line 61 produced in this way has a cross section as shown in FIGS. 11 and 12.
- the height k of the step preferably corresponds to approximately 0.5 to 1.5 times the thickness s of the sheet metal from which the cover 5 is made.
- the area x of the step has been both thinned and hardened by the deep-drawing process.
- the weakening line 61 can be left in steps or can be formed into a cross section as shown in FIG. 9 by subsequently rolling the cover 5.
- the course of the line of weakness 61 can be adapted to the cross-sectional shape of the lid 5 or to the intended use (partial opening, drinking opening, etc.).
- a tab 53 with a rivet 56, a cup rivet drawn from the cover plate (not shown) or by welding is attached to the cover in a known manner, the shorter lever section 55 of which has a puncturing nose 57 directed against the surface of the cover 5 , which locally breaks the line of weakness 61 when the longer lever section 59 is lifted and thus subsequently enables a complete or partial removal of the cover 5 or cover part along the line of weakness 61.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH4444/89 | 1989-12-11 | ||
| CH444489 | 1989-12-11 | ||
| CH777/90 | 1990-03-08 | ||
| CH77790 | 1990-03-08 | ||
| CH279590 | 1990-08-28 | ||
| CH2795/90 | 1990-08-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0433235A1 true EP0433235A1 (fr) | 1991-06-19 |
Family
ID=27172406
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90810962A Withdrawn EP0433235A1 (fr) | 1989-12-11 | 1990-12-07 | Procédé de fabrication de lignes de déchirage au ruban de déchirage et au couvercles déchirables ainsi que procédé de fabrication d'une rupture de commencement au ruban de déchirage et boîte ainsi obtenue |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0433235A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0811441A1 (fr) * | 1995-02-22 | 1997-12-10 | Nippon Steel Corporation | Couvercle de boite metallique a ouverture facile amelioree et procede de fabrication de ce couvercle |
| WO2003053800A1 (fr) * | 2001-12-19 | 2003-07-03 | Rexam Beverage Can Company | Element d'extremite de type canette pour contenant |
| DE102019117286A1 (de) * | 2019-06-27 | 2020-12-31 | Zumtobel Lighting Gmbh | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2159325A (en) * | 1935-09-30 | 1939-05-23 | Guardian Safety Seal Company | Method of rendering sheet metal and sheet metal articles readily severable |
| US2361401A (en) * | 1941-06-11 | 1944-10-31 | American Can Co | Scoring machine |
| US3362569A (en) * | 1964-08-24 | 1968-01-09 | Joseph A. Geiger | Container closures with breakable openings |
| FR2269454A1 (fr) * | 1974-05-02 | 1975-11-28 | Keiji Taniuchi | |
| CH657824A5 (de) * | 1986-01-10 | 1986-09-30 | Elpatronic Ag | Aufreissbares dosenteil. |
| EP0243303A1 (fr) * | 1986-04-12 | 1987-10-28 | Siegfried Frei | Méthode de fabrication d'un joint soudé |
-
1990
- 1990-12-07 EP EP90810962A patent/EP0433235A1/fr not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2159325A (en) * | 1935-09-30 | 1939-05-23 | Guardian Safety Seal Company | Method of rendering sheet metal and sheet metal articles readily severable |
| US2361401A (en) * | 1941-06-11 | 1944-10-31 | American Can Co | Scoring machine |
| US3362569A (en) * | 1964-08-24 | 1968-01-09 | Joseph A. Geiger | Container closures with breakable openings |
| FR2269454A1 (fr) * | 1974-05-02 | 1975-11-28 | Keiji Taniuchi | |
| CH657824A5 (de) * | 1986-01-10 | 1986-09-30 | Elpatronic Ag | Aufreissbares dosenteil. |
| EP0243303A1 (fr) * | 1986-04-12 | 1987-10-28 | Siegfried Frei | Méthode de fabrication d'un joint soudé |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0811441A1 (fr) * | 1995-02-22 | 1997-12-10 | Nippon Steel Corporation | Couvercle de boite metallique a ouverture facile amelioree et procede de fabrication de ce couvercle |
| EP0811441A4 (fr) * | 1995-02-22 | 1998-12-02 | Nippon Steel Corp | Couvercle de boite metallique a ouverture facile amelioree et procede de fabrication de ce couvercle |
| WO2003053800A1 (fr) * | 2001-12-19 | 2003-07-03 | Rexam Beverage Can Company | Element d'extremite de type canette pour contenant |
| US6715629B2 (en) | 2001-12-19 | 2004-04-06 | Rexam Beverage Can Company | Can end for a container |
| DE102019117286A1 (de) * | 2019-06-27 | 2020-12-31 | Zumtobel Lighting Gmbh | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
| AT17339U1 (de) * | 2019-06-27 | 2021-12-15 | Zumtobel Lighting Gmbh At | Verfahren zur Erzeugung eines geschwächten Materialabschnitts in einem Bauteil |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2257580C3 (de) | Verfahren zur Herstellung eines leicht zu öffnenden Behälterdeckels aus Blech | |
| EP0808676B1 (fr) | Procédé de fabrication d'un couvercle de boíte à ouverture facile et couvercle de boíte à ouverture facile | |
| EP0007487B1 (fr) | Boîte scellée et élément de fermeture préformé ainsi que procédé et dispositifs pour leur fabrication | |
| DE2525047A1 (de) | Leicht zu oeffnender behaelterteil und verfahren und vorrichtung zu dessen herstellung | |
| DE68908830T2 (de) | Leicht zu öffnende Flaschenkapsel aus Aluminiumfolie sowie Verfahren zu ihrer Herstellung. | |
| DE2113235C3 (de) | Verfahren und Vorrichtung zum Formen eines integralen Hohlniets an einem Blechteil | |
| DE2341077A1 (de) | Mit dem finger zu oeffnender behaelterverschluss, sowie verfahren und vorrichtung zur ausbildung eines solchen verschlusses | |
| DE8237299U1 (de) | Dichte Packung | |
| DD143739A5 (de) | Verfahren und vorrichtung zur herstellung eines leicht zu oeffnenden behaelterverschlussteiles | |
| DE2705934C2 (de) | Abreißbarer Verschluß und Verfahren zur Herstellung des letzteren | |
| DE2509494C3 (de) | Verfahren zur Erzeugung eines Abreifiteiles in einem Stahlblech | |
| DE2839822A1 (de) | Betrugssichere verschlusskappe und geraet zu deren herstellung | |
| DE60133635T2 (de) | Verfahren zur Herstellung eines leicht zu öffnenden Deckels für Behälter | |
| EP0675773B1 (fr) | Procédé et appareil pour le traitement ultérieur d'un couvercle de fermeture en tôle | |
| EP0433235A1 (fr) | Procédé de fabrication de lignes de déchirage au ruban de déchirage et au couvercles déchirables ainsi que procédé de fabrication d'une rupture de commencement au ruban de déchirage et boîte ainsi obtenue | |
| DE3515812C2 (fr) | ||
| DE3704895C2 (fr) | ||
| EP0882649B1 (fr) | Procédé d'assemblage d'un corps de récipient et d'un couvercle | |
| EP0167855B1 (fr) | Corps de boîte pouvant être déchiré | |
| DE19716901C2 (de) | Verfahren zur Herstellung eines Verschlussringes mit einem umlaufenden Gewindekragen zum Aufsetzen eines Twist-off-Deckels und mit einem Bördelrand zum Aufbringen des Verschlußringes auf den Rand eines Gebindes | |
| AT389659B (de) | Verfahren zum herstellen eines mit einem eindrueckbaren oeffnungslappen versehenen dosendeckels aus blech | |
| DE3516390A1 (de) | Aufreissbares dosenteil | |
| DE2509493C3 (de) | Verfahren und Vorrichtung zur Erzeugung eines Abreißteiles in einem Blech | |
| DE924322C (de) | Vorrichtung zum Verschliessen von Blechbuechsen | |
| DE19714982C2 (de) | Verfahren zur Herstellung eines Verschlußringes mit einer umlaufenden Siegelfläche zum Aufsiegeln einer Verschlußmembran und einem Bördelrand zum Aufbringen des Verschlußringes auf den Rand eines Gebindes sowie nach dem Verfahren hergestellter Ring |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK FR GB LI |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19911220 |