EP0429865A1 - Zuführvorrichtung für elektrische Steckverbinder zu einer Kontaktiereinrichtung zur Herstellung von Kabelzweigen - Google Patents
Zuführvorrichtung für elektrische Steckverbinder zu einer Kontaktiereinrichtung zur Herstellung von Kabelzweigen Download PDFInfo
- Publication number
- EP0429865A1 EP0429865A1 EP90120695A EP90120695A EP0429865A1 EP 0429865 A1 EP0429865 A1 EP 0429865A1 EP 90120695 A EP90120695 A EP 90120695A EP 90120695 A EP90120695 A EP 90120695A EP 0429865 A1 EP0429865 A1 EP 0429865A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rails
- feed
- turntable
- electrical
- connectors
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/055—Crimping apparatus or processes with contact member feeding mechanism
Definitions
- the invention relates to a device for supplying different electrical connectors to a contacting device, in which, for the manufacture of multiple branches of electrical cables for producing electrical cable connections, the cables are contacted at both ends with electrical connectors, the device consisting of two mutually parallel Feed rails to the contacting device for the corresponding electrical plug connectors, the two feed rails being assigned feed devices for the electrical plug connectors from a storage magazine as well as a linear transport device for the transport of the electrical plug connectors along the feed rails towards the contacting device.
- electrical connectors are fed to a corresponding contacting station, which makes contact with the electrical connectors at the two ends of the electrical cables of the cable branch.
- the cable branches depending on their intended use, often have different electrical connectors at the two ends, ie connectors which have a different profile and / or a different number of poles.
- a known device for feeding different electrical connectors to a contacting device provides two mutually parallel feed rails to the contacting device for the electrical connectors. Each of these two feed rails is assigned feed devices for the different electrical plug connectors, these feed devices giving up the electrical plug connector required in each case to the corresponding feed rail.
- a linear transport device for example in the form of a slide, the electrical plug connectors which are fed to the feed rails can then be supplied in packets to the contacting device, in which the electrical contact is then made.
- a problem with such a feed device for the electrical connectors is that the cable branches with the most varied connector combinations often have to be contacted. For example, it can happen that a certain electrical connector of a certain profile and with a certain number of poles is required once on one side and another time on the other side of the contacting device. For this purpose, it has hitherto been necessary to carry out corresponding retrofitting work for the feed devices so that the respectively desired plug connector of the corresponding feed rail can be abandoned. However, this changeover is associated with great effort.
- the object of the invention is to further develop the known feed device in such a way that the different electrical plug connectors can optionally be fed to one or the other side of the contacting device without retrofitting work.
- the two feed rails are assigned a changing device for the electrical plug connector following the feed devices, by means of which the electrical plug connector can be transported from one feed rail to the other.
- a feed device designed according to this technical teaching has the advantage that the different electrical plug connectors can be fed to one or the other side of the contacting device for contacting at the corresponding cable branch end in a technically simple manner, without the need for conversion work in the area of the plug connector feeds.
- the feed devices for the various electrical connectors can be permanently assigned to either one or the other feed rail. If a plug connector is then required which has been placed on one feed rail, but is required on the other side of the contacting device and therefore had to be put on the other feed rail, then only the exchange device according to the invention is actuated, which opens the corresponding plug connector from the one feed rail the other transported. In this way it is very easy to implement a wide variety of connector combinations on the cable branches.
- this consists of a round turntable, the vertical axis of rotation of which lies in the middle between the two feed rails and which has rails with corresponding profiling on both sides of the axis of rotation with the two feed rails.
- the two rails on the turntable are each assigned a fixing device for fixing the electrical plug connectors located in the rails when the turntable rotates. This has the advantage that when the turntable is turned, the electrical plug connectors located in the rails cannot slip.
- the fixing device preferably consists in each case of a comb which can be displaced transversely to the respective rail, the prongs of which engage in the fixing position in corresponding recesses in the electrical plug connectors.
- a fixing device designed according to this technical teaching thus serves not only to secure the electrical plug-in connectors within the rails when the turntable is rotating, but also the comb, with its prongs, spaced apart the electrical plug-in connectors with the predetermined grid dimension.
- the feed device according to the invention is used to process electrical connectors with the same profile but different numbers of poles.
- the two guide rails and the two rails on the turntable have identical profiles. Following the rails of the turntable, the original guide rails can then continue downwards, which then, after a possible change of side of the plug connectors, feed them to the contacting device.
- the electrical connector binder also have two different profiles and possibly different numbers of poles.
- the two guide rails and the two rails on the turntable have a correspondingly different profile and the electrical connectors with the same profiles can each be fed to the one guide rail, the turntable being followed by two support plates which can be displaced tangentially to the circumference of the turntable are, which each have two rails on their top with profiles corresponding to the two guide rails and rails on the turntable.
- the cable branches with a wide variety of connectors can be contacted on both sides.
- the turntable is rotated into such a starting position in which the guide rails and rails which are aligned with one another match in their respective profiles.
- the carrier plates with their rails are adjusted accordingly so that the rail of the pair of rails is aligned with the rail of the turntable which has the same profile. In this basic position, there is therefore no intention to change the electrical connector from one side to the other. However, if a change of sides is necessary, the corresponding connector is first pushed onto the corresponding rail of the turntable and then rotated by 180 °, so that the electrical connector is in the correct position on the other side. The carrier plate is then correspondingly displaced so that the corresponding rail of the rail pair corresponds to the rail of the turntable.
- the device initially consists of two mutually parallel feed rails 1a, 1b, each of which has a U-shaped profile, but which differ from one another. At the end, each of the two feed rails 1a, 1b is assigned a transport device 2a, 2b in the form of slides.
- Each of the two feed rails 1a, 1b is also assigned a feed device 3a, 3b for electrical connectors 4a, 4b.
- the feed device 3a is intended to feed the electrical connector 4a to the feed rail 1a, all of which have the same profile but have different numbers of poles.
- This type of electrical connector 4a with a very specific profile is indicated in Fig. 1 above, this profile of the electrical connector 4a corresponds to the U-shaped profile of the feed rails 1a in such a way that the corresponding electrical connectors 4a can be received by this feed rail 1a .
- the different numbers of poles are indicated by the different widths of the electrical plug connectors 4a.
- the electrical connectors 4a are stored on coils 5a and are removed by means of a transport adhesive tape and fed to the feed rail 1a by means of the feed device 3a.
- electrical connectors 4b which are fed from coils 5b to the lower feed rail 1b will.
- These electrical connectors 4b also have the same profile and differ only in the number of poles.
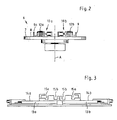
- the feed rails 1a, 1b are followed by a changing device 6 for the differently profiled electrical connectors 4a, 4b from one side to the other in the form of a round turntable 7.
- This turntable 7 can be rotated about a vertical axis of rotation A, is never indicated in FIG. 2.
- the turntable 7 On the upper side 8, the turntable 7 has two rails 9a, 9b which run parallel to one another in accordance with the spacing of the feed rails 1a, 1b and are aligned with these feed rails 1a, 1b and form their continuation. Therefore, the rail 9a never has a corresponding profiling on the feed rail 1a, while the rail 9b is profiled like the feed rail 1b.
- Each of these two rails 9a, 9b is assigned a fixing device 10a, 10b for the electrical connectors 4a, 4b accommodated therein.
- This fixing device 10a, 10b each consists of a comb 11a, 11b, which can be displaced pneumatically, for example by means of a cylinder-piston unit, the prongs 12a, 12b of which grip laterally over the rails 9a, 9b.
- the turntable 7 is followed by two carrier plates 13a, 13b. These can be displaced tangentially to the turntable 7, for example by means of a pneumatically operated piston-cylinder unit, as indicated by the double arrows.
- a pair of rails is arranged, namely a rail 15a, which has the same profile as the feed rail 1a and the rail 9a of the turntable 7, and also a rail 15b, which has the same profile like the feed rails 1b and rail 9b of the turntable 7.
- a contacting device 16 is arranged downstream of the carrier plates 13a, 13b, by means of which the electrical plug connectors 4a, 4b are contacted at the ends of the cables for the production of cable branches.
- the device works as follows:
- the upper rail section and the lower rail section each have the same profile, i.e. the turntable 7 is in a rotational position such that the rail 9a forms the continuation of the feed rail 1a.
- the rail 15a of the carrier plate 13a forms the continuation of the rail 9a. The same applies to the lower rail track.
- the electrical connectors 4a on one side of the contacting device 16 and the electrical connectors 4b on the other side of the contacting device 16 are fed by the electrical connectors 4a, 4b being fed to the corresponding feed rails 1a, 1b and by means of the transport device 2a, 2b to the contacting device 16 can be pushed through.
- the cable branch has at one end only electrical connectors of a very specific type, that is to say connectors with a specific profile. However, different numbers of poles can be provided.
- the electrical connector 4a is to be fed to the other side of the contacting device 16, that is to say the side which is assigned to the feed rail 1b, the following is done.
- the corresponding electrical connector 4a is fed to the feed rail 1a. It is pushed onto the rail 9a of the turntable 7 by means of the transport device 2a. If necessary, several such electrical connectors 4a of this type can be pushed onto the rail 9a.
- the fixing device 10a is then actuated by the tines 12a of the comb 11a engaging in corresponding recesses in the electrical connectors 4a, which on the one hand results in the fixing of these electrical connectors 4a within the rail 9a and on the other hand positions the electrical connectors 4a with a certain pitch .
- the turntable 7 is then rotated through 180 °, so that the electrical connectors 4a now come to lie in the correct position in the drawing below.
- the lower carrier plate 13b is displaced in such a way that its rail 15a forms the continuation of the rail 9a of the turntable 7, so that the electrical plug connectors 4a can then be fed to the contacting device 16 by means of the transport device 2b.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Manufacturing Of Electrical Connectors (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19893939774 DE3939774C1 (fi) | 1989-12-01 | 1989-12-01 | |
| DE3939774 | 1989-12-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0429865A1 true EP0429865A1 (de) | 1991-06-05 |
Family
ID=6394600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90120695A Withdrawn EP0429865A1 (de) | 1989-12-01 | 1990-10-29 | Zuführvorrichtung für elektrische Steckverbinder zu einer Kontaktiereinrichtung zur Herstellung von Kabelzweigen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0429865A1 (fi) |
| DE (1) | DE3939774C1 (fi) |
| FI (1) | FI905688A (fi) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29517601U1 (de) * | 1995-11-07 | 1996-01-04 | Stocko Metallwarenfabriken Henkels Und Sohn Gmbh & Co, 42327 Wuppertal | Artikelpositionierer |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1141590B (de) * | 1959-10-08 | 1962-12-20 | Haver & Boecker | Mehrwegfoerdereinrichtung fuer Stueckgueter |
| FR1558345A (fi) * | 1967-10-23 | 1969-02-28 | ||
| WO1985003022A1 (en) * | 1984-01-06 | 1985-07-18 | Charles Nicoll | Method and apparatus for assembling electrical connectors |
| EP0182528A2 (en) * | 1984-11-22 | 1986-05-28 | Molex Incorporated | Apparatus for assembling terminated wires into connectors to form electrical harnesses |
-
1989
- 1989-12-01 DE DE19893939774 patent/DE3939774C1/de not_active Expired - Lifetime
-
1990
- 1990-10-29 EP EP90120695A patent/EP0429865A1/de not_active Withdrawn
- 1990-11-16 FI FI905688A patent/FI905688A/fi not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1141590B (de) * | 1959-10-08 | 1962-12-20 | Haver & Boecker | Mehrwegfoerdereinrichtung fuer Stueckgueter |
| FR1558345A (fi) * | 1967-10-23 | 1969-02-28 | ||
| WO1985003022A1 (en) * | 1984-01-06 | 1985-07-18 | Charles Nicoll | Method and apparatus for assembling electrical connectors |
| EP0182528A2 (en) * | 1984-11-22 | 1986-05-28 | Molex Incorporated | Apparatus for assembling terminated wires into connectors to form electrical harnesses |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3939774C1 (fi) | 1991-02-07 |
| FI905688A (fi) | 1991-06-02 |
| FI905688A0 (fi) | 1990-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3838706C2 (de) | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE2704540C2 (fi) | ||
| DE69712414T2 (de) | Verfahren und Anordung zum schnellen Anschliessen zweier elektrischen Käbel | |
| DE102018114875A1 (de) | Vorrichtung und Verfahren zur Herstellung eines mit Wicklungen versehenen Maschinenelements für eine elektrische Maschine | |
| DE3887406T2 (de) | Verfahren und Vorrichtung zum maschinellen Krimpen eines Verbindungsteiles mit den Enden meherer leitenden Drähte. | |
| DE1465239A1 (de) | Handwerkzeug zum Aufpressen von elektrischen Verbindungsklemmen auf elektrische Leiter | |
| DE1590003C3 (de) | Gerät zum Andrücken einer elektrischen Verbindungsklemme an einen Leitungsdraht | |
| EP0426798B1 (de) | Vorrichtung zum handhaben von objekten und anwendung der vorrichtung | |
| EP1162633B1 (de) | Verfahren und Vorrichtung zur Herstellung von Drilleitern | |
| EP0419524B1 (de) | Verfahren und vorrichtung zur kabelbaum-herstellung | |
| DE3933942C2 (fi) | ||
| EP0540879B1 (de) | Gurtförmig miteinander verkettete Aderendhülsen und Vorrichtung zu ihrem Transport | |
| DE3939774C1 (fi) | ||
| DE1219563B (de) | Vielfach-Umschalter | |
| DE3937029C1 (en) | Crimping machine attaching contact parts to cable ends - has pivotable part with projections engaging recesses spaced along chain of contact parts | |
| DE29910180U1 (de) | Betätigungswerkzeug | |
| DE69025694T2 (de) | Ein Verbinder für elektrische Kabel und ein Werkzeug für den Zusammenbau des Verbinders | |
| DE69412731T2 (de) | Verbindungsvorrichtung für elektrische Leiter für Abzweig- oder Anschlussklemmen | |
| DE69112934T2 (de) | Verfahren und Vorrichtung zur Verarbeitung von mehreren Drahtanschlüssen. | |
| DD142983A5 (de) | Vorrichtung zum verbinden von leitern mit vielpoligen steckkontakten | |
| DE3600082C2 (fi) | ||
| DE69104066T2 (de) | Vorrichtung und verfahren zur automatischen herstellung von elektrischen kabelbäumen. | |
| DE4300919C1 (de) | Vorrichtung zur Einstellung eines Rastabstandes | |
| EP0067147A1 (de) | Verfahren zum Mischen von Lamellen, insbesondere von Parkettlamellen | |
| DE19609326A1 (de) | Vorrichtung zur automatischen Herstellung von wenigstens einseitig mit Kabelendstücken versehenen Kabeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE DE ES FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910419 |
|
| 17Q | First examination report despatched |
Effective date: 19920901 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19930825 |