EP0352650A2 - Brandsohle - Google Patents
Brandsohle Download PDFInfo
- Publication number
- EP0352650A2 EP0352650A2 EP89113406A EP89113406A EP0352650A2 EP 0352650 A2 EP0352650 A2 EP 0352650A2 EP 89113406 A EP89113406 A EP 89113406A EP 89113406 A EP89113406 A EP 89113406A EP 0352650 A2 EP0352650 A2 EP 0352650A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- insole
- cushion insert
- cushion
- insert
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B7/00—Footwear with health or hygienic arrangements
- A43B7/14—Footwear with health or hygienic arrangements with foot-supporting parts
- A43B7/1405—Footwear with health or hygienic arrangements with foot-supporting parts with pads or holes on one or more locations, or having an anatomical or curved form
- A43B7/1415—Footwear with health or hygienic arrangements with foot-supporting parts with pads or holes on one or more locations, or having an anatomical or curved form characterised by the location under the foot
- A43B7/1425—Footwear with health or hygienic arrangements with foot-supporting parts with pads or holes on one or more locations, or having an anatomical or curved form characterised by the location under the foot situated under the ball of the foot, i.e. the joint between the first metatarsal and first phalange
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/38—Built-in insoles joined to uppers during the manufacturing process, e.g. structural insoles; Insoles glued to shoes during the manufacturing process
- A43B13/40—Built-in insoles joined to uppers during the manufacturing process, e.g. structural insoles; Insoles glued to shoes during the manufacturing process with cushions
Definitions
- the invention relates to an insole in which a part, in particular the edge area, is inelastic and a second part, in particular the ball area, is elastic.
- DE-AS 10 00 716 describes that insoles of this type have already been proposed in order to eliminate foot problems. According to DE-AS 10 00 716, however, this is considered to be disadvantageous since the requirements that are to be placed on soles with non-uniformly flexible locations with regard to the orthopedic requirements were not taken into account.
- a foot pad in the form of an insole or the like is therefore proposed, in which those places where lifting of foot parts or a special foot support is advantageous from an orthopedic point of view are hard-elastic and those places where deep storage of foot parts is desired becomes soft are elastic and slightly yielding under pressure. In this publication, however, it is not described how a sole is to be designed which consists of softer material only at certain points.
- DE-AS 27 23 061 An insole is described in DE-AS 27 23 061, which has padding in the ball area, so as to bed the sensitive foot as softly as possible. While a corresponding cushion layer was previously applied to the insole and this cushion layer was then covered with an insole, DE-AS 27 23 061 further develops an insole that is split from the tip and in which an air-permeable layer is formed in the gap between the two insole layers Upholstery part is introduced, which is fixed by appropriate connection of the two insole layers in the gap.
- the object of the present invention is therefore to create an insole for a twisted air cushion shoe or boot which can be produced using conventional lasting machines.
- the insole has an opening forming the elastic region, in which a cushion insert is inserted, that the cushion insert essentially fills the opening in the insole, that the thickness of the cushion insert is slightly larger than the thickness of the insole and that the upholstery insert merges into a flat edge section which rests on the insole.
- the insole according to the invention can be mounted in a conventional manner, the upper being able to be attached using a conventional thermoplastic adhesive or teak.
- the sole can be attached to the lasting edge of the shoe upper and the insole.
- the padding of the insole is designed so that it is neither visible nor that it must be taken into account in the forefoot height of the last.
- the cushion insert projects downward from the insole. This ensures that when the sole is loaded, the foot does not sink into the opening in the insole and thereby also pulls the flat edge section into the opening. In such a case, the foot would feel the edge of the opening in the insole, which would be detrimental to the wearing behavior.
- the shoe has particularly pleasant wearing properties if the cushion insert is made of a soft, elastic, in particular air-permeable foam. Synthetic latex foam has proven to be particularly suitable.
- this soft elastic material can be exploited in a further development of the inventive concept in that the flat edge section of the cushion insert is essentially flush with the outer contour of the insole. This also saves you an additional insole.
- the flat edge portion of the cushion insert can also be easily glued to the insole and thus the cushion insert can also be securely fastened in the insole.
- the insole or the like from a press fiber. exists, under which a hard cardboard is glued in the heel area and, if necessary, a steel joint is arranged between them as additional reinforcement, it is provided that the lower surface of the cushion insert protruding from the insole is flush with the hard cardboard. This means that no compensating means need to be provided in order to be able to securely fasten the surface of the insole to the outsole.
- the insole 1 shown in Fig. 1 initially has a conventional structure and consists of conventional materials such as leather, leather slits, nonwovens made of cellulose or synthetic textile fibers or a pressed fiber material or the like.
- a hardboard under the insole 1 (Pressed cardboard) existing reinforcement 2 glued.
- a steel joint 3 can be fastened to the latter between the insole 1 and the reinforcement 2 by means of rivets 4 and 5.
- an opening 6 is punched into the insole 1, into which an elastic cushion insert 7 is inserted.
- the cushion insert 7 has a shape that fits exactly into the opening 6 and fills it.
- the surface 8 of the cushion insert 7 merges into a flat edge section 9 (FIG. 6) which has such an extent that the entire edge region 10 in the ball area 11 of the insole 1 is covered by the edge section 9 of the cushion insert 7.
- the edge section 9 of the cushion insert 7 is glued to the edge region 10 of the insole 1, the projecting part of the edge section 9 being cut off such that the edge section 9 of the cushion insert 7 is essentially flush with the outer contour of the insole 1.
- the cushion insert 7 consisting of a synthetic latex foam has a thickness which is greater than the thickness of the insole 1.
- the cushion insert 7 thus protrudes downward from the insole 1 (FIGS. 3 and 4).
- the thickness of the cushion insert 7 is expediently chosen so that the lower surface 12 of the cushion insert 7 is aligned with the reinforcement 2 made of iron cardboard.
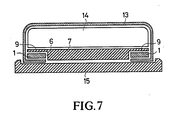
- Such an insole 1 can be processed with conventional lasting machines. This is illustrated in the schematic illustration in FIG. 7.
- a shaft 13 is connected to the insole 1 by means of a last 14 by means of a conventional overtaking and lasting machine.
- the shaft can be attached using conventional thermoplastic adhesive or teaks.
- an outsole 15 is glued to the lasting edge of the shoe upper 13 and the insole 1. This completes the shoe that is can act any gusseted shoe or boot that is to be designed as a bubble shoe or boot.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
Description
- Die Erfindung betrifft eine Brandsohle, bei der ein Teil, insbesondere der Randbereich, unelastisch und ein zweiter Teil, insbesondere der Ballenbereich, elastisch ist.
- In der DE-AS 10 00 716 ist beschrieben, daß derartige Brandsohlen bereits vorgeschlagen worden sind, um Fußbeschwerden zu beseitigen. Gemäß der DE-AS 10 00 716 wird dies jedoch als nachteilig angesehen, da die Anforderungen, die an Sohlen mit ungleichmäßig nachgiebigen Stellen in Bezug auf die orthopädischen Erfordernisse zu stellen sind, dabei nicht berücksichtigt wurden. Es wird daher eine Fußunterlage in Form einer Einlegesohle oder dgl. vorgeschlagen, bei der diejenigen Stellen, an denen nach orthopädischen Gesichtspunkten ein Anheben von Fußteilen oder ein besonderer Halt des Fußes vorteilhaft ist, hartelastisch und diejenigen Stellen, an denen eine tiefe Lagerung von Fußteilen angestrebt wird, weich elastisch und bei Druckbelastung leicht nachgebend ausgeführt sind. In dieser Druckschrift ist aber nicht beschrieben, wie eine Sohle ausgebildet sein soll, die nur an bestimmten Stellen aus weicherem Material besteht.
- In der DE-AS 27 23 061 ist eine Brandsohle beschrieben, die im Ballenbereich eine Polsterung aufweist, um so den empfindlichen Fuß möglichst weich zu betten. Während bisher auf die Brandsohle eine entsprechende Polsterschicht aufgebracht und diese Polsterschicht dann mit einer Decksohle abgedeckt wurde, bildet die DE-AS 27 23 061 eine Brandsohle weiter, die von der Spitze her gespalten ist und bei der in den Spalt zwischen den beiden Brandsohlenlagen ein luftdurchlässiges Polsterteil eingebracht ist, das durch entsprechende Verbindung der beiden Brandsohlenlagen in dem Spalt festgelegt wird. Um das Polsterteil und die durch den Spaltschnitt gebildeten beiden Brandsohlenlagen bei der fertigen Brandsohle so ausreichend festzulegen, daß beim Zwickvorgang nicht mit Schwierigkeiten zu rechnen ist und gleichzeitig eine einwandfreie Luftdurchlässigkeit der Brandsohle erreicht wird, ist vorgeschlagen, daß der Spaltschnitt an der Unterseite der Brandsohle von deren Gelenkbereich aus in Richtung auf die Spitze über ein zur Aufnahme des Polsterteils ausreichendes Maß geführt ist und in Abstand von der Brandsohlenspitze endet, und daß ein flächiges Gelenkstück vorgesehen ist, welches mit seinem vorderen Endbereich die Anfangskante des Schnittspaltes zwischen den Brandsohlenlagen überdeckt. Das Herstellungsverfahren für eine derartige Brandsohle ist relativ aufwendig. Außerdem muß die durch die Polstereinlage bedingte größere Dicke der Brandsohle bei der Leistenhöhe im Vorfuß berücksichtigt werden. Obwohl ein Schuh mit einer derartigen Brandsohle im Ballenbereich zwar gepolstert ist, ist er jedoch kein Luftpolsterschuh, da der Fuß direkt keine Verbindung zu der Polsterung hat.
- Aufgabe der vorliegenden Erfindung ist es daher, eine Brandsohle für einen gezwickten Luftpolsterschuh- oder stiefel zu schaffen, der mit herkömmlichen Zwickmaschinen hergestellt werden kann.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die Brandsohle eine den elastischen Bereich bildende Durchbrechung aufweist, in die eine Polstereinlage eingelegt ist, daß die Polstereinlage die Durchbrechung in der Brandsohle im wesentlichen ausfüllt, daß die Dicke der Polstereinlage etwas größer als die Dicke der Brandsohle ist und daß die Polstereinlage oben in einen flächigen Randabschnitt übergeht, der auf der Brandsohle aufliegt. Während bisher Luftpolsterschuhe immer nur über California- oder Mokassin-Abarbeitung oder über Polster in der Sohle oder im Schaft hergestellt wurden, läßt sich die erfindungsgemäße Brandsohle in herkömmlicher Weise montieren, wobei der Schaft mit einem üblichen Thermoplastkleber oder Teaks befestigt werden kann. Auch die Sohle läßt sich wie gehabt auf den Zwickrand des Schuhschaftes und der Brandsohle befestigen. Die Polsterung der Brandsohle ist dabei so ausgebildet, daß sie weder sichtbar ist, noch daß sie bei der Leistenhöhe im Vorfuß berücksichtigt werden muß.
- Gemäß einer bevorzugten Ausgestaltung der Erfindung steht die Polstereinlage nach unten aus der Brandsohle vor. Damit wird erreicht, daß bei einer Belastung der Sohle der Fuß nicht in die Durchbrechung in der Brandsohle einsinkt und dabei den flächigen Randabschnitt ebenfalls mit in die Durchbrechung zieht. Da der Fuß in einem solchen Fall den Rand der Durchbrechung in der Brandsohle spüren würde, wäre dies für das Tragverhalten abträglich.
- Besonders angenehme Trageigenschaften erhält der Schuh, wenn die Polstereinlage aus einem weichelastischen, insbesondere luftdurchlässigen Schaumstoff besteht. Als besonders geeignet hat sich synthetischer Latexschaum erwiesen.
- Die angenehmen Trageigenschaften dieses weichelastischen Materials lassen sich in Weiterbildung des Erfindungsgedankens noch dadurch ausnutzen, daß der flächige Randabschnitt der Polstereinlage mit der Außenkontur der Brandsohle im wesentlichen bündig abschließt. Damit erspart man sich außerdem eine zusätzliche Decksohle. Auch läßt sich der flächige Randabschnitt der Polstereinlage einfach mit der Brandsohle verkleben und damit die Polstereinlage auch sicher in der Brandsohle befestigen.
- Gemäß einer bevorzugten Ausführungsform der Erfindung, bei der die Brandsohle aus einem Preßfaserstoff o.dgl. besteht, unter die im Fersenbereich eine Hartpappe geklebt ist und ggf. als zusätzliche Verstärkung dazwischen ein Stahlgelenk angeordnet ist, ist vorgesehen, daß die aus der Brandsohle vorstehende untere Fläche der Polstereinlage mit der Hartpappe fluchtet. Damit brauchen keine Ausgleichsmittel vorgesehen zu sein, um die Oberfläche der Brandsohle sicher an der Laufsohle befestigen zu können.
- Weitere Merkmale, Vorteile und Anwendungsmöglichkeiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung eines Ausführungsbeispiels, das in der Zeichnung dargestellt ist. Dabei bilden alle beschriebenen und/oder bildlich dargestellten Merkmale für sich oder in beliebiger Kombination den Gegenstand der Erfindung, unabhängig von ihrer Zusammenfassung in den Ansprüchen oder deren Rückbeziehung.
- Es zeigen:
- Fig. 1 eine schematische Ansicht einer erfindungsgemäßen Brandsohle von unten, jedoch ohne Polstereinlage,
- Fig. 2 eine schematische Ansicht der in Fig. 1 gezeigten Brandsohle von oben mit einer eingesetzten Polstereinlage und
- Fig. 3 einen Schnitt entlang der Längsachse der in Fig. 2 gezeigten Brandsohle.
- Fig. 4 eine Ansicht auf eine erfindungsgemäße Brandsohle entsprechend der Darstellung in Fig. 3,
- Fig. 5 eine Ansicht von unten auf eine Polstereinlage,
- Fig. 6 einen Schnitt durch die in Fig. 5 gezeigte Polstereinlage entlang der Linie VI-VI und
- Fig. 7 in schematischer Darstellung einen Querschnitt durch einen Schuh mit einer erfindungsgemäßen Brandsohle.
- Die in Fig. 1 dargestellte Brandsohle 1 weist zunächst einen üblichen Aufbau auf und besteht aus herkömmlichen Materialien wie Leder, Lederspalte, Vliese aus Cellulose oder synthetischen Textilfasern oder einem Preßfaserstoff o. dgl. Im hinteren Bereich der Schuhsohle ist unter die Brandsohle 1 eine aus Hartpappe (Preßpappe) bestehende Verstärkung 2 geklebt. Als zusätzliche Verstärkung kann ein Stahlgelenk 3 mittels Nieten 4 und 5 zwischen der Brandsohle 1 und der Verstärkung 2 an der letzteren befestigt sein.
- Im Bereich des Vorfußes ist eine Durchbrechung 6 in die Brandsohle 1 gestanzt, in die eine elastische Polstereinlage 7 eingelegt wird.
- Wie den Figuren zu entnehmen ist, weist die Polstereinlage 7 eine Form auf, die genau in die Durchbrechung 6 paßt und diese ausfüllt. Die Oberfläche 8 der Polstereinlage 7 geht in einen flächigen Randabschnitt 9 (Fig. 6) über, der eine solche Ausdehnung hat, daß der gesamte Randbereich 10 im Ballenbereich 11 der Brandsohle 1 von dem Randabschnitt 9 der Polstereinlage 7 überdeckt wird. Der Randabschnitt 9 der Polstereinlage 7 wird auf dem Randbereich 10 der Brandsohle 1 festgeklebt, wobei der überstehende Teil des Randabschnittes 9 so abgeschnitten wird, daß der Randabschnitt 9 der Polstereinlage 7 mit der Außenkontur der Brandsohle 1 im wesentlichen bündig abschließt.
- Die aus einem synthetischen Latexschaum bestehende Polstereinlage 7 weist eine Dicke auf, die größer ist als die Dicke der Brandsohle 1. Damit steht die Polstereinlage 7 nach unten aus der Brandsohle 1 hervor (Fig. 3 und 4). Die Dicke der Polstereinlage 7 wird dabei zweckmäßigerweise so gewählt, daß die untere Fläche 12 der Polstereinlage 7 mit der aus Eisenpappe bestehenden Verstärkung 2 fluchtet.
- Eine solche Brandsohle 1 läßt sich mit herkömmlichen Zwickmaschinen verarbeiten. Dies ist in der schematischen Darstellung der Fig. 7 veranschaulicht. Dabei wird ein Schaft 13 über einen Leisten 14 mittels einer herkömmlichen Überhol- und Zwickmaschine mit der Brandsohle 1 verbunden. Die Befestigung des Schaftes kann mittels üblicher Thermoplastkleber oder Teaks erfolgen. Danach wird auf den Zwickrand des Schuhschaftes 13 und der Brandsohle 1 eine Laufsohle 15 geklebt. Damit ist der Schuh fertig, bei dem es sich um einen beliebigen gezwickten Schuh oder Stiefel handeln kann, der als Luftpolsterschuh- oder stiefel ausgebildet sein soll.
-
- 1 Brandsohle
- 2 Verstärkung
- 3 Stahlgelenk
- 4 Niet
- 5 Niet
- 6 Durchbrechung
- 7 Polstereinlage
- 8 Oberfläche von 7
- 9 Randabschnitt von 7
- 10 Randbereich von 1
- 11 Ballenbereich
- 12 untere Fläche von 7
- 13 Schuhschaft
- 14 Leisten
- 15 Laufsohle
Claims (7)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8809477U DE8809477U1 (de) | 1988-07-25 | 1988-07-25 | |
| DE8809477U | 1988-07-25 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0352650A2 true EP0352650A2 (de) | 1990-01-31 |
| EP0352650A3 EP0352650A3 (de) | 1991-05-29 |
Family
ID=6826277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19890113406 Withdrawn EP0352650A3 (de) | 1988-07-25 | 1989-07-21 | Brandsohle |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0352650A3 (de) |
| DE (1) | DE8809477U1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT398157B (de) * | 1990-11-21 | 1994-10-25 | M & C Oswald Gmbh | Schuh mit einer mehrschichtigen brandsohle, brandsohle für einen solchen schuh und verfahren zur herstellung einer brandsohle |
| DE102014015920A1 (de) | 2014-10-16 | 2016-04-21 | Tanja Bastek | Brandsohle |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4118311A1 (de) * | 1991-06-04 | 1992-12-10 | Stefan Lederer | Schuh |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2055574A (en) * | 1933-11-17 | 1936-09-29 | Josef Muller | Insole |
| US2405443A (en) * | 1945-01-25 | 1946-08-06 | Frank S Mees | Platform sole |
| EP0274179A2 (de) * | 1987-01-08 | 1988-07-13 | CJC (UK) Limited | Herstellung von Einlegesohlen |
-
1988
- 1988-07-25 DE DE8809477U patent/DE8809477U1/de not_active Expired
-
1989
- 1989-07-21 EP EP19890113406 patent/EP0352650A3/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2055574A (en) * | 1933-11-17 | 1936-09-29 | Josef Muller | Insole |
| US2405443A (en) * | 1945-01-25 | 1946-08-06 | Frank S Mees | Platform sole |
| EP0274179A2 (de) * | 1987-01-08 | 1988-07-13 | CJC (UK) Limited | Herstellung von Einlegesohlen |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT398157B (de) * | 1990-11-21 | 1994-10-25 | M & C Oswald Gmbh | Schuh mit einer mehrschichtigen brandsohle, brandsohle für einen solchen schuh und verfahren zur herstellung einer brandsohle |
| EP0574392B1 (de) * | 1990-11-21 | 1997-01-22 | ALPHA Beteiligungs- und Verwaltungsgesellschaft m.b.H. | Schuh und brandsohle |
| DE102014015920A1 (de) | 2014-10-16 | 2016-04-21 | Tanja Bastek | Brandsohle |
Also Published As
| Publication number | Publication date |
|---|---|
| DE8809477U1 (de) | 1988-09-15 |
| EP0352650A3 (de) | 1991-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3220025A1 (de) | Sohle | |
| DD294627B5 (de) | Sportschuh mit elastischer Einlage im Absatz | |
| DE2164921A1 (de) | Sportschuh, insbesondere Ski-Schuh | |
| DE3245964A1 (de) | Sportschuh mit fersendaempfung | |
| DE2159526B2 (de) | Schischuh aus kunststoff | |
| DE2623723A1 (de) | Fusschutz aus kunststoff | |
| DE69921566T2 (de) | Brandsohle für Sportschuhe | |
| DE7902981U1 (de) | Schuh, insbesondere für die ersten Schritte eines Kindes | |
| AT398157B (de) | Schuh mit einer mehrschichtigen brandsohle, brandsohle für einen solchen schuh und verfahren zur herstellung einer brandsohle | |
| EP0707803B1 (de) | Verfahren zur Herstellung einer Einlage in Schuhe | |
| DE7803394U1 (de) | ||
| EP0352650A2 (de) | Brandsohle | |
| EP0044549A1 (de) | Formsohle mit durchtrittssicherer Einlage | |
| DE6926864U (de) | Zusammengesetzte schuhsohle | |
| EP0080456B1 (de) | Schuhsohle, sowie Form und Verfahren zur Herstellung derselben | |
| EP0893112A1 (de) | Orthopädisches Stützteil | |
| DE3144646A1 (de) | Schuetzende zwischensohle fuer schuhwerk | |
| DE2630389A1 (de) | Verfahren zum herstellen von verleisteten, mit verstaerkungseinlagen versehenen sicherheitsschuhen sowie ein erzeugnis zur verwendung bei der herstellung solcher schuhe | |
| DE1906421U (de) | Strassenschuh. | |
| DE1918537B2 (de) | Brandsohle und Verfahren zu ihrer Herstellung | |
| DE1685713A1 (de) | Schuh,insbesondere Kinderschuh und Werkzeug zum Herstellen einer Laufsohle fuer einen solchen Schuh | |
| DE4228582A1 (de) | Einlegesohle für Schuhe | |
| DE3733411C2 (de) | ||
| DE2222413A1 (de) | Brandsohle | |
| DE1485658C3 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19920201 |