EP0352533B1 - Dispositif pour le transport de bandes de tôles, notamment de bandes de tôles en acier spécial, dans des fourneaux en ligne pour effectuer un recuit et un décapage - Google Patents
Dispositif pour le transport de bandes de tôles, notamment de bandes de tôles en acier spécial, dans des fourneaux en ligne pour effectuer un recuit et un décapage Download PDFInfo
- Publication number
- EP0352533B1 EP0352533B1 EP89112561A EP89112561A EP0352533B1 EP 0352533 B1 EP0352533 B1 EP 0352533B1 EP 89112561 A EP89112561 A EP 89112561A EP 89112561 A EP89112561 A EP 89112561A EP 0352533 B1 EP0352533 B1 EP 0352533B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transport roller
- transport
- support rollers
- rollers
- chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/02—Skids or tracks for heavy objects
- F27D3/026—Skids or tracks for heavy objects transport or conveyor rolls for furnaces; roller rails
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/562—Details
- C21D9/563—Rolls; Drums; Roll arrangements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/28—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity for treating continuous lengths of work
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D9/00—Cooling of furnaces or of charges therein
Definitions
- the invention relates to a device for transporting sheet metal strip, in particular stainless steel strip, in sagging furnaces of annealing and pickling lines, with at least one driven and possibly cooled transport roller arranged in the sagging furnace, which has a jacket made of a heat-resistant material.
- the strip is drawn through one or more successive annealing furnaces.
- the conveyor rollers for the belt are usually arranged outside the furnaces to protect them thermally.
- driven and water-cooled special steel rollers are also used inside a furnace in order to reduce losses through the furnace openings.
- the object of the invention is to reduce the belt downtime for changing the transport rollers, a second spare roller installed in the oven being saved.
- the changing device usually has two roller support beds arranged one behind the other so that the new transport roller can be placed on the changed device before the old roller is removed. This significantly speeds up the changing process.
- the new transport roller is brought up and brought into such a position that the supporting rollers can again assume their supporting function. Centering the transport roller relative to the support rollers can in a simple manner, for. B. with centering discs or the like.
- the transport roller can possibly be cooled using a gaseous or liquid medium.
- the support rollers must be water-cooled.
- the support rollers can be moved along a guideway with the aid of actuators, the roller ends being guided in scenes.
- the greatest mutual distance between the support rollers should be greater than the diameter of the transport roller, so that the transport roller can be passed through when changing between the support rollers.
- the cooling of the support rollers and the transport roller is improved if the chamber is provided with cooling boxes on the inside.
- the bottom of the chamber can also be cooled and, for this purpose, can be formed by movable, in particular pivotably mounted, insulated or water-cooled base plates.
- the base plates are swung open so that there is free access to the chamber for the changing device.
- the changing device preferably has two up and down movable beds for the transport rollers to be replaced.
- the support rollers with the transport roller must be automatically lowered into the waiting position, the rollers being driven further in order to avoid deformation of the transport roller due to local overheating and damage due to friction between the belt and roller.
- the sheet metal strip lies on the top of the chamber casing.
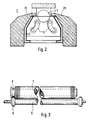
- a sheet metal strip 1 is guided through a sagging furnace 2 and lies on at least one driven transport roller 3.
- the transport roller 3 usually consists of a hollow core 4, which can be cooled, and a jacket 5 made of heat-resistant material.
- the transport roller 3 is bearing-free on two driven supported by water-cooled support rollers 6, 7 and is thereby driven indirectly.
- the support rollers 6, 7 on the one hand and the transport roller on the other hand have centering disks 8 and 9 for axial centering.
- the support rollers 6, 7 can be moved along a guide path, which is shown in FIG. 2, with actuators (not shown). The ends of the support rollers 6, 7 are guided in scenes 10, which have a circular arc shape in the embodiment shown. With the help of the actuators, the support rollers 6, 7 can be brought into different positions, namely in a working position, which is shown in Fig. 1 with solid lines, further in a waiting position, which is shown in Fig. 1 with dash-dotted lines, and finally in a changing position, which is shown in FIG. 1 again with solid lines and in which the mutual distance of the support rollers 6, 7 is greater than the diameter of the transport roller 3rd
- the transport roller 3 and the support rollers 6, 7 are accommodated in a chamber 11 which has a passage gap 12 for the transport roller 3 on its upper side.
- the inside of the chamber 11 is provided with cooling boxes 13 through which cooling water flows in the usual way.
- the bottom of the chamber 11 is formed by two pivotably mounted and insulated or water-cooled bottom plates 14, 15 on the chamber sides.
- the pivot bearings 16 of the base plates 14, 15 are arranged so that the pivoted-open base plates 14, 15 shown in broken lines in FIG. 1 allow free access to the chamber 11.
- a transport path is located below the chamber 11 17 for a changing device 18 with two beds 19 that can be moved up and down for the transport rollers 3 to be replaced.
- the changing device 18 is first brought into the working position. Then the new transport roller is placed on the outer bed of the changing device with the help of the indoor crane. Then the sheet metal strip 1 is stopped. The support rollers 6, 7 with the transport roller 3 are brought from the working position to the waiting position. The sheet metal strip 1 lies on the upper side of the chamber jacket 20.
- the base plates 14, 15 are pivoted into the dashed position and the bed 19 of the changing device 18 is raised into the chamber 11 until it grips under the transport roller 3.
- the support rollers 6, 7 are moved into the lower changing position, in which their mutual distance is greater than the diameter of the transport roller 3.
- the changing device 18 is automatically moved forwards or backwards by the transport roller 3 lying on the bed 19 out of the chamber 11 to remove.
- the new transport roller is brought into its assembly position at the same time. The processes described above now take place in the reverse order.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
Claims (9)
- Dispositif pour le transport de bandes de tôle, notamment des bandes en acier spécial, dans des fourneaux en ligne pour effectuer un recuit et un décapage, comportant au moins un galet transporteur disposé dans le fourneau, entraîné et éventuellement refroidi qui présente une enveloppe en une matière résistante à la chaleur, caractérisé en ce que le galet de transport (3) prend appui librement sur deux galets d'appui (6, 7) et est, de ce fait, indirectement entrainé, en ce que le galet de transport (3) et les galets d'appui (6, 7) sont logés dans une chambre (11) refroidie qui présente sur son côté supérieur une fente de passage (12) pour le galet transporteur (3), et en ce que les galets d'appui (6, 7) sont disposés de façon mobile pour remplacer le galet transporteur de manière à ce que le galet transporteur (3) à remplacer puisse être pris en charge par un dispositif de remplacement (18) pouvant être introduit dans la chambre (11).
- Dispositif selon la revendication 1, caractérisé en ce que le galet transporteur (3) se compose d'un noyau creux (4) éventuellement refroidi par un fluide liquide ou gazeux, dont l'enveloppe est en une matière(5) résistante à la chaleur.
- Dispositif selon la revendication 1 ou 2, caractérisé en ce que les galets d'appui (6, 7) sont refroidis à l'eau.
- Dispositif selon l'une des revendications 1 à 3, caractérisé en ce que les galets d'appui (6, 7) peuvent être déplacés au moyen de servomoteurs le long d'une glissière de guidage (10).
- Dispositif selon l'une des revendications 1 à 4, caractérisé en ce que l'écart maximal entre les galets d'appui (6, 7) est supérieur au diamètre du galet transporteur(3).
- Dispositif selon l'une des revendications 1 à 5, caractérisé en ce que le côté intérieur de la chambre (11) est muni de bouillottes de refroidissement (13).
- Dispositif selon l'une des revendications 1 à 6, caractérisé en ce que le fond de la chambre (11) est formé par des plaques de fond (14, 15) mobiles, isolées ou refroidies à l'eau.
- Dispositif selon la revendication 7, caractérisé en ce que les plaques de fond (14, 15) sont montées de manière pivotante.
- Dispositif selon l'une des revendications 1 à 8, caractérisé en ce que le dispositif de remplacement (18) présente deux bancs (19) pouvant être déplacés vers le haut et vers le bas pour les galets transporteurs (3) à remplacer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89112561T ATE104364T1 (de) | 1988-07-23 | 1989-07-10 | Vorrichtung fuer den transport von blechband, insbesondere edelstahlband, in durchhaengeoefen von glueh- und beizlinien. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8809428U DE8809428U1 (de) | 1988-07-23 | 1988-07-23 | Vorrichtung für den Transport von Blechband, insbesondere Edelstahlband, in Durchhängeöfen von Glüh- und Beizlinien |
| DE8809428U | 1988-07-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0352533A2 EP0352533A2 (fr) | 1990-01-31 |
| EP0352533A3 EP0352533A3 (fr) | 1991-01-16 |
| EP0352533B1 true EP0352533B1 (fr) | 1994-04-13 |
Family
ID=6826239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89112561A Expired - Lifetime EP0352533B1 (fr) | 1988-07-23 | 1989-07-10 | Dispositif pour le transport de bandes de tôles, notamment de bandes de tôles en acier spécial, dans des fourneaux en ligne pour effectuer un recuit et un décapage |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0352533B1 (fr) |
| AT (1) | ATE104364T1 (fr) |
| DE (2) | DE8809428U1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017004944A1 (de) | 2017-05-23 | 2018-11-29 | Vdeh-Betriebsforschungsinstitut Gmbh | Ofenrolle für einen Wärmebehandlungsprozess eines Werkstücks, Verfahren zum Herstellen derselben, Transporteinrichtung für einen Ofen, Thermoprozessanlage und Verwendung einer Ofenrolle in einer Thermoprozessanlage mit einem Ofen |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE544060C (de) * | 1927-04-26 | 1932-02-13 | Schloemann Akt Ges | Rollgang fuer Blechgluehoefen |
| US1927634A (en) * | 1929-02-19 | 1933-09-19 | Frank A Fahrenwald | Furnace |
| US3540705A (en) * | 1969-02-10 | 1970-11-17 | Bloom Eng Co Inc | Exteriorly cooled furnace roller assembly |
| US4013403A (en) * | 1975-12-08 | 1977-03-22 | Pullman Incorporated | Support means for a roller hearth in a kiln |
| US4049372A (en) * | 1976-05-04 | 1977-09-20 | Allegheny Ludlum Industries, Inc. | Apparatus for supporting and removing a work supporting roll |
| GB1559672A (en) * | 1976-10-13 | 1980-01-23 | Davy Loewy Ltd | Roller tables for furnaces |
| DE3004805C2 (de) * | 1980-02-09 | 1981-12-10 | Sundwiger Eisenhütte Maschinenfabrik Grah & Co, 5870 Hemer | Verfahren und Vorrichtung zum Auswechseln von Tragrollen in Rollenherd-Durchlaufglühöfen |
| DE3230115A1 (de) * | 1982-08-13 | 1984-02-16 | Ruhrgas Ag, 4300 Essen | Verfahren zum auswechseln der rollen eines durchlauf-rollenherdofens sowie ofen zum durchfuehren des verfahrens |
-
1988
- 1988-07-23 DE DE8809428U patent/DE8809428U1/de not_active Expired
-
1989
- 1989-07-10 DE DE58907438T patent/DE58907438D1/de not_active Expired - Fee Related
- 1989-07-10 AT AT89112561T patent/ATE104364T1/de not_active IP Right Cessation
- 1989-07-10 EP EP89112561A patent/EP0352533B1/fr not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE8809428U1 (de) | 1988-09-08 |
| DE58907438D1 (de) | 1994-05-19 |
| EP0352533A2 (fr) | 1990-01-31 |
| ATE104364T1 (de) | 1994-04-15 |
| EP0352533A3 (fr) | 1991-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2605668B2 (de) | Durchlaufofen zum Erwärmen von Glasscheiben | |
| DE3201417C2 (de) | Massive Walze aus Metall zum Transport von heißem Material | |
| EP1909981A1 (fr) | Procede et chaine de production pour produire des bandes metalliques a base de cuivre ou d'alliage de cuivre | |
| DE3839954A1 (de) | Anlage zur herstellung von warmgewalztem stahlband | |
| DE1906788A1 (de) | Vorrichtung zur induktiven Erwaermung von sich bewegenden Metallbrammen | |
| EP0236666A2 (fr) | Procédé de réchauffage de produits semi-finis provenant d'installations de coulée continue ou d'installations de formage en vue de leur chargement dans des installations de formage ou de finissage | |
| EP0352533B1 (fr) | Dispositif pour le transport de bandes de tôles, notamment de bandes de tôles en acier spécial, dans des fourneaux en ligne pour effectuer un recuit et un décapage | |
| DE3401792C3 (de) | Vorrichtung zur Abstützung des in kontinuierlich arbeitenden Wärmebehandlungsöfen behandelten Materials | |
| DE69408332T2 (de) | Seitenführungen für Bandmaterial | |
| DE69410916T2 (de) | Ofen zum Heizen oder Warmhalten von Bramen | |
| EP0101931A1 (fr) | Procédé pour le changement des rouleaux dans un four à rouleaux à passage continu ainsi que four pour l'accomplissement de ce procédé | |
| EP0319808B1 (fr) | Appareil pour la coulée continue de bande | |
| DE69809312T2 (de) | Einrichtung zur Ersetzung einer Bandträgerrolle in einem Wärmebehandlungsofen | |
| DE69919423T2 (de) | Haspelofen | |
| EP0989364B1 (fr) | Elément de grille et procédé de refroidissement de ce dernier | |
| DE69906386T2 (de) | Vorrichtung zum führen eines bandes mit einer drehbaren konstruktion zum wechseln von stützrollen mit kühlungsvorrichtungen | |
| EP0919296B1 (fr) | Adaption des trains de laminage chauds pour laminer des bandes minces | |
| EP0493360A1 (fr) | Installation de coulée continue pour brames suivie d'un laminoir | |
| DE20001001U1 (de) | Walzenwechselvorrichtung | |
| DE2005901B2 (de) | Fördervorrichtung für Industrieöfen | |
| DE3830027C2 (fr) | ||
| EP0575820A1 (fr) | Installation pour la fabrication de bandes d'acier laminées à chaud | |
| DE3222940C1 (de) | Vorrichtung zur Erwärmung von Stangen bzw. Knüppeln | |
| EP0062795A1 (fr) | Installation pour le transport de feuilles de verre à l'état chaud et/ou de feuilles de verre à chauffer | |
| DE2351785C3 (de) | Vorrichtung zur Abkühlung von Drahtbunden |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RHK1 | Main classification (correction) |
Ipc: C21D 9/675 |
|
| 17P | Request for examination filed |
Effective date: 19910423 |
|
| 17Q | First examination report despatched |
Effective date: 19930621 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: NL Effective date: 19940413 Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: FR Effective date: 19940413 Ref country code: GB Effective date: 19940413 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 Ref country code: BE Effective date: 19940413 |
|
| REF | Corresponds to: |
Ref document number: 104364 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58907438 Country of ref document: DE Date of ref document: 19940519 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19940710 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19940731 Ref country code: LI Effective date: 19940731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940731 |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19940413 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990910 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |