EP0343103A1 - Verfahren und Vorrichtung zum Kühlen eines Gegenstandes - Google Patents
Verfahren und Vorrichtung zum Kühlen eines Gegenstandes Download PDFInfo
- Publication number
- EP0343103A1 EP0343103A1 EP89810325A EP89810325A EP0343103A1 EP 0343103 A1 EP0343103 A1 EP 0343103A1 EP 89810325 A EP89810325 A EP 89810325A EP 89810325 A EP89810325 A EP 89810325A EP 0343103 A1 EP0343103 A1 EP 0343103A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- gas
- cooling
- liquid
- guiding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000001816 cooling Methods 0.000 title claims abstract description 21
- 239000007788 liquid Substances 0.000 claims abstract description 11
- 239000003595 mist Substances 0.000 claims abstract description 9
- 239000000203 mixture Substances 0.000 claims abstract description 5
- 239000007921 spray Substances 0.000 claims abstract description 4
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 3
- 229910052751 metal Inorganic materials 0.000 claims abstract description 3
- 239000002184 metal Substances 0.000 claims abstract description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 10
- 239000002826 coolant Substances 0.000 claims description 5
- 238000001704 evaporation Methods 0.000 claims description 4
- 230000008020 evaporation Effects 0.000 claims description 4
- 230000000694 effects Effects 0.000 claims description 3
- 238000005507 spraying Methods 0.000 claims description 2
- 230000001133 acceleration Effects 0.000 abstract description 2
- 239000004411 aluminium Substances 0.000 abstract 1
- 230000013011 mating Effects 0.000 abstract 1
- 239000002245 particle Substances 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 16
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
- B22D11/1246—Nozzles; Spray heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/02—Spray pistols; Apparatus for discharge
- B05B7/08—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point
- B05B7/0807—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets
- B05B7/0861—Spray pistols; Apparatus for discharge with separate outlet orifices, e.g. to form parallel jets, i.e. the axis of the jets being parallel, to form intersecting jets, i.e. the axis of the jets converging but not necessarily intersecting at a point to form intersecting jets with one single jet constituted by a liquid or a mixture containing a liquid and several gas jets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
Definitions
- the invention relates to a method for cooling an object by spraying a gas / liquid mixture in the form of a mist onto the surface of the object by means of at least one nozzle and a device for carrying out the method.
- Atomized air / water mixtures have the advantage of a lower explosion risk compared to the pure application of water when cooling continuous cast ingots, since the water mist hitting the surface can be adjusted in such a way that it practically completely evaporates.
- Venturi nozzles of this type have the disadvantage that the amount of air required to form the water mist is extraordinarily large.
- the cooling intensity on the surface exposed to the water mist is very different locally, since the surface area lying in the nozzle axis is cooled much more than edge areas.
- the inventor has set himself the goal of creating a method and a device of the type mentioned at the outset with which the cooling effect can be improved while reducing the gas flow rate.
- the object is achieved by a method in which a liquid jet sprays through the nozzle opening to form a spray mist with a droplet size of ⁇ 100 ⁇ m and, after exiting the nozzle, accelerates and directs the droplets with gas jets at an angle between 0 and 90 ° to the nozzle axis becomes.
- the gas flow rate can be reduced by a multiple compared to a jet mixing process based on the Venturi nozzle.
- the atomization of the liquid jet according to the invention and the acceleration of the droplets after the nozzle opening result in a uniform distribution of the cooling intensity over the surface of the liquid mist on the surface of the object to be cooled.
- the intensity of the gas jets is regulated independently of one another. This makes it possible to change the direction of the conically atomized liquid jet formed after the nozzle opening over a wide range. With a given arrangement of nozzles, this enables the cooling of the object to be cooled to be fine-tuned.
- Coolant Any coolant can be used as the cooling liquid, water being preferred in most cases.
- Air can be used as the gas, but other gases such as nitrogen or argon can also be used.
- the method is particularly suitable for cooling conventionally or electromagnetically cast strands as well as rolled and pressed products made of metal, in particular aluminum.
- the method is also suitable for cooling hot surfaces with complete evaporation of the coolant, the cooling intensities preferably being between 500 and 3000 W / m2 ° K.
- the object to be cooled e.g. press profiles, rolling belts, rotating rolling cylinders
- the cooling effect taking place with complete evaporation of the coolant and the heat transfer coefficient of the object to be cooled according to a predetermined desired curve follows.
- the device according to the invention is characterized by a liquid-carrying nozzle and gas guide channels arranged in the area of the nozzle opening at an angle between 0 and 90 ° to the nozzle axis.
- two gas guide channels arranged symmetrically and concentrically to the nozzle axis are provided, which can be acted upon independently of one another by gas of different pressure.
- gas jet arrangements with three or more gas guide channels are also possible, which are preferably also arranged symmetrically and concentrically to the nozzle axis.
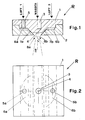
- a device R for cooling an object consists of a part 1 which has a water-carrying nozzle 3 with a nozzle opening 4 and which is penetrated by two diametrically opposite bores 5a, b for gas guidance.
- the supply lines for water and air are shown schematically.
- the part 1 is fitted into a counterpart 2 with the formation of cavities 6a, b in the form of ring segments and adjoining gas guide channels 7a, b.
- the gas guide channels 7a, b form an angle ⁇ of, for example, 45 ° with the nozzle axis x.
- the direction of the conical water jet 9 can be changed over a wide range.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Continuous Casting (AREA)
- Details Of Measuring And Other Instruments (AREA)
- Devices That Are Associated With Refrigeration Equipment (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
- Gloves (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Extrusion Of Metal (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Kühlen eines Gegenstandes durch Aufsprühen eines Gas/Flüssigkeit-Gemisches in der Form eines Nebels auf die Oberfläche des Gegenstandes mittels wenigstens einer Düse sowie eine Vorrichtung zur Durchführung des Verfahrens.
- Verdüste Luft/Wasser-Gemische haben im Vergleich zur reinen Wasserbeaufschlagung bei der Kühlung von Stranggussbarren den Vorteil einer geringeren Explosionsgefahr, da der auf die Oberfläche auftreffende Wassernebel derart eingestellt werden kann, dass er praktisch vollständig verdampft.
- Bekannte Düsensysteme beruhen auf dem Prinzip des Venturirohrs, wo die Bildung des Luft/Wasser-Gemisches bereits innerhalb der Düse erfolgt. Derartige Venturidüsen haben den Nachteil, dass die benötigte Luftmenge zur Bildung des Wassernebels ausserordentlich gross ist. Hinzu kommt, dass die Kühlintensität an der mit dem Wassernebel beaufschlagten Fläche lokal sehr unterschiedlich ist, da der in der Düsenachse liegende Flächenbereich gegenüber Randbereichen viel stärker gekühlt wird.
- Angesichts dieser Gegebenheiten hat sich der Erfinder das Ziel gesetzt, ein Verfahren und eine Vorrichtung der eingangs erwähnten Art zu schaffen, mit welchem die Kühlwirkung unter gleichzeitiger Verminderung der Gasdurchflussmenge verbessert werden kann.
- Erfindungsgemäss wird die Aufgabe durch ein Verfahren gelöst, bei welchem ein Flüssigkeitsstrahl durch die Düsenöffnung zu einem Sprühnebel mit Tröpfchengrösse<100µm verdüst und nach dem Austritt aus der Düse zur Beschleunigung und Richtungslenkung der Tröpfchen mit Gasstrahlen in einem Winkel zwischen 0 und 90° zur Düsenachse beaufschlagt wird. Durch die erfindungsgemässe Verfahrensweise kann die Gasdurchflussmenge gegenüber einem Strahlmischverfahren auf der Grundlage der Venturidüse um ein mehrfaches gesenkt werden. Ueberraschenderweise hat sich zudem gezeigt, dass sich durch das erfindungsgemässe Verdüsen des Flüssigkeitsstrahls und die Beschleunigung der Tröpfchen nach der Düsenöffnung eine über die Auftreffläche des Flüssigkeitsnebels auf der Oberfläche des zu kühlenden Gegenstandes gleichmässige Verteilung der Kühlintensität ergibt.
- Bei einer bevorzugten Durchführung des Verfahrens wird die Intensität der Gasstrahlen unabhängig voneinander geregelt. Dadurch wird es möglich, die Richtung des nach der Düsenöffnung gebildeten, kegelförmig verdüsten Flüssigkeitsstrahls in weiten Bereichen zu verändern. Dies ermöglicht bei einer gegebenen Anordnung von Düsen eine Feineinstellung der Kühlung am zu kühlenden Gegenstand.
- Als Kühlflüssigkeit kann ein beliebiges Kühlmittel verwendet werden, wobei in den meisten Fällen Wasser bevorzugt wird.
- Als Gas bietet sich die Verwendung von Luft an, jedoch können auch andere Gase wie Stickstoff oder Argon eingesetzt werden.
- Das Verfahren eignet sich insbesondere zum Kühlen von konventionell oder elektromagnetisch gegossenen Strängen sowie Walz- und Pressprodukten aus Metall, insbesondere Aluminium.
- Bei Pressprofilen mit Querschnittsdimensionen unterschiedlicher Dicke ist eine Anpassung der Kühlintensität zur Vermeidung von nachträglichen Richtoperationen besonders wünschenswert. Mit einer vorgängig berechneten Anordnung mehrerer Düsen und der anschliessenden Feinregulierung der Kühlintensität durch unterschiedlich starke Einstellung der Gasstrahlen kann eine verzugsfreie Herstellung von Pressprofilen erzielt werden.
- Das Verfahren eignet sich auch zum Kühlen heisser Oberflächen mit vollständiger Verdampfung des Kühlmittels, wobei die Kühlintensitäten bevorzugt zwischen 500 und 3000 W/m²°K liegen.
- Eine weitere Anwendungsmöglichkeit des erfindungsgemässen Verfahrens wird darin gesehen, dass der zu kühlende Gegenstand (z.B. Pressprofile, Walzbänder, umlaufende Walzzylinder) an einem feststehenden Düsensystem vorbeigeführt wird, wobei die Kühlwirkung mit vollständiger Verdampfung des Kühlmittels erfolgt und die Wärmeübergangszahl des zu kühlenden Gegenstandes einer vorgegebenen Sollkurve folgt.
- Die erfindungsgemässe Vorrichtung ist gekennzeichnet durch eine flüssigkeitsführende Düse und im Bereich der Düsenöffnung in einem Winkel zwischen 0 und 90° zur Düsenachse angeordnete Gasführungskanäle.
- Im einfachsten Fall sind zwei symmetrisch und konzentrisch zur Düsenachse angeordnete Gasführungskanäle vorgesehen, die unabhängig voneinander mit Gas unterschiedlichen Druckes beaufschlagt werden können. Selbstverständlich sind auch andere Gasstrahlanordnungen mit drei oder mehr Gasführungskanälen möglich, die vorzugsweise ebenfalls symmetrisch und konzentrisch zur Düsenachse angeordnet sind.
- Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Betrachtung eines bevorzugten Ausführungsbeispiels sowie anhand der Zeichnung; diese zeigt in
- Fig.1 einen schematisierten Querschnitt durch eine erfindungsgemässe Vorrichtung;
- Fig.2 eine Draufsicht auf die Vorrichtung von Fig.1.
- Eine Vorrichtung R zum Kühlen eines Gegenstandes besteht aus einem eine wasserführende Düse 3 mit Düsenöffnung 4 aufweisenden Teil 1, welches mit zwei einander diametral gegenüberliegenden Bohrungen 5a,b zur Gasführung durchsetzt ist. In der Zeichnung sind die Zuführungsleitungen für Wasser und Luft schematisch angegeben. Das Teil 1 ist unter Bildung von ringsegmentförmigen Hohlräumen 6a,b und daran anschliessenden Gasführungskanälen 7a,b in ein Gegenstück 2 eingepasst. Die Gasführungskanäle 7a,b schliessen mit der Düsenachse x einen Winkel α von beispielsweise 45° ein.
- Durch unterschiedliche Druckbeaufschlagung der Bohrungen 5a,b kann die Richtung des kegelförmig verdüsten Wasserstrahls 9 in einem weiten Bereich verändert werden.
Claims (10)
dadurch gekennzeichnet,
dass ein Flüssigkeitsstrahl durch die Düsenöffnung zu einem Sprühnebel mit Tröpfchengrösse<100µm verdüst und nach seinem Austritt aus der Düse zur Beschleunigung und Richtungslenkung der Tröpfchen mit Gasstrahlen in einem Winkel (α) zwischen 0 und 90° zur Düsenachse (x) beaufschlagt wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89810325T ATE82171T1 (de) | 1988-05-19 | 1989-05-01 | Verfahren und vorrichtung zum kuehlen eines gegenstandes. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH191088 | 1988-05-19 | ||
| CH1910/88 | 1988-05-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0343103A1 true EP0343103A1 (de) | 1989-11-23 |
| EP0343103B1 EP0343103B1 (de) | 1992-11-11 |
Family
ID=4221457
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89810325A Expired - Lifetime EP0343103B1 (de) | 1988-05-19 | 1989-05-01 | Verfahren und Vorrichtung zum Kühlen eines Gegenstandes |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4934445A (de) |
| EP (1) | EP0343103B1 (de) |
| JP (1) | JP2647198B2 (de) |
| AT (1) | ATE82171T1 (de) |
| AU (1) | AU619293B2 (de) |
| CA (1) | CA1316969C (de) |
| DE (1) | DE58902656D1 (de) |
| IS (1) | IS1566B (de) |
| NO (1) | NO174614C (de) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450935A2 (de) * | 1990-04-03 | 1991-10-09 | Spraying Systems Co. | Vollkegelzerstäuberdüse mit äusserer Luftzerstäubung |
| EP0578607A1 (de) * | 1992-06-19 | 1994-01-12 | Alusuisse-Lonza Services Ag | Sprayanlage zum Kühlen von Profilen |
| EP0663241A1 (de) * | 1993-12-17 | 1995-07-19 | PAUL RITZAU PARI-WERK GmbH | Zerstäuberdüse |
| WO1995034224A1 (en) * | 1994-06-14 | 1995-12-21 | General Mills, Inc. | Drum coating: apparatus and methods |
| EP0695590A1 (de) | 1994-07-20 | 1996-02-07 | Alusuisse-Lonza Services AG | Verfahren und Vorrichtung zum Kühlen von warmgewalzten Platten und Bändern aus Metall |
| EP0839589A1 (de) * | 1996-11-04 | 1998-05-06 | Alusuisse Technology & Management AG | Verfahren zur Herstellung eines Metallprofilstranges |
| EP0839918A1 (de) | 1996-11-01 | 1998-05-06 | Alusuisse Technology & Management AG | Verfahren und Vorrichtung zum Kühlen eines Gegenstandes |
| NL1010262C2 (nl) * | 1998-10-07 | 2000-04-10 | Hoogovens Corporate Services B | Werkwijze en inrichting voor het gieten van vloeibaar aluminium of aluminiumlegeringen tot blokken. |
| DE10207584A1 (de) * | 2002-02-22 | 2003-09-11 | Vits Maschb Gmbh I Ins | Verfahren zum Abkühlen von Bändern oder Platten aus Metall und Kühlvorrichtung |
| WO2007087893A1 (de) * | 2006-01-11 | 2007-08-09 | Sms Demag Ag | Verfahren und vorrichtung zum stranggiessen |
| EP2226400A1 (de) | 2009-03-02 | 2010-09-08 | CMI Thermline Services | Verfahren zur Kühlung eines umlaufenden Metallbands in einem Kühlabschnitt einer kontinuierlichen Wärmebehandlungsanlage, und Anlage zur Durchführung dieses Verfahrens |
| WO2011004061A1 (en) * | 2009-06-18 | 2011-01-13 | Beneq Oy | Method and apparatus for cooling material by atomised spray |
| DE102014108471A1 (de) * | 2014-06-17 | 2015-12-17 | Brp-Engineering Gmbh | Verfahren und Vorrichtung zum Abschrecken von Werkstücken |
| WO2023148771A1 (en) | 2022-02-03 | 2023-08-10 | Hindalco Industries Limited | Apparatus for cooling of hot rolled sheet coils |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5065943A (en) * | 1990-09-06 | 1991-11-19 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
| US5169071A (en) * | 1990-09-06 | 1992-12-08 | Nordson Corporation | Nozzle cap for an adhesive dispenser |
| US5800867A (en) * | 1992-08-13 | 1998-09-01 | Nordson Corporation | Deflection control of liquid or powder stream during dispensing |
| US6264767B1 (en) | 1995-06-07 | 2001-07-24 | Ipsco Enterprises Inc. | Method of producing martensite-or bainite-rich steel using steckel mill and controlled cooling |
| BR9710223A (pt) * | 1996-07-08 | 2000-01-18 | Spraychip Systems | Dispositivo de atomização auxiliado por gás. |
| CA2332933C (en) | 1998-07-10 | 2007-11-06 | Ipsco Inc. | Method and apparatus for producing martensite- or bainite-rich steel using steckel mill and controlled cooling |
| TR200200033T2 (tr) * | 1999-08-07 | 2002-04-22 | Henkel Kommanditgesellschaft Auf Aktien | İki fazlı yeni bir soğutucu-yağlayıcı sistem kullanan metal şekillendirme işlemi. |
| JP2002275603A (ja) * | 2001-03-16 | 2002-09-25 | Kobe Steel Ltd | 熱処理型アルミニウム合金押出材のプレス焼入れ方法及びプレス焼入れ用冷却装置 |
| UA89895C2 (ru) * | 2006-01-11 | 2010-03-10 | Смс Зімаг Акцієнгезелльшафт | Способ и устройство непрерывного литья |
| DE102008064083A1 (de) * | 2008-12-19 | 2010-06-24 | Messer Group Gmbh | Vorrichtung und Verfahren zum Kühlen von Oberflächen |
| KR101034747B1 (ko) * | 2009-05-29 | 2011-05-17 | 삼성에스디아이 주식회사 | 믹싱 장치 |
| CN103590019A (zh) * | 2013-10-31 | 2014-02-19 | 沈阳拓荆科技有限公司 | 一种立体与平面分区方式的多气体独立通道的喷淋方法 |
| RU2614861C2 (ru) * | 2014-01-13 | 2017-03-29 | Общество С Ограниченной Ответственностью Научно-Производственное Предприятие "Томская Электронная Компания" | Способ и устройство для термической обработки стального изделия |
| DE102016102093B3 (de) | 2016-02-05 | 2017-06-14 | Bwg Bergwerk- Und Walzwerk-Maschinenbau Gmbh | Durchlaufkühlvorrichtung und Verfahren zum Abkühlen eines Metallbandes |
| US10900098B2 (en) | 2017-07-04 | 2021-01-26 | Daido Steel Co., Ltd. | Thermal treatment furnace |
| DE102017119462A1 (de) * | 2017-08-25 | 2019-02-28 | Gelupas Gmbh | Ausgabevorrichtung zum Versprühen eines sprühfähigen Fluides oder Pulvers |
| DE102018115879A1 (de) | 2018-06-29 | 2020-01-23 | Uwe Richter | Verfahren und Vorrichtung zur konturnahen Temperierung schalenförmiger Formwerkzeuge |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3302399A (en) * | 1964-11-13 | 1967-02-07 | Westinghouse Electric Corp | Hollow conical fuel spray nozzle for pressurized combustion apparatus |
| US3693352A (en) * | 1970-09-22 | 1972-09-26 | Demag Ag | Method and apparatus for cooling wide continuous metal castings, particularly steel castings |
| FR2256790A1 (en) * | 1974-01-04 | 1975-08-01 | Fives Cail Babcock | Cooling plant for continuously cast ingots - comprising rows of air and water jets to produce water spray |
| US4531675A (en) * | 1983-10-25 | 1985-07-30 | Accuspray, Inc. | Spray nozzle |
| GB2163674A (en) * | 1984-08-31 | 1986-03-05 | Spraying Systems Co | Air atomizing spray nozzle |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3675852A (en) * | 1970-09-28 | 1972-07-11 | Nikex Nehezipari Kulkere | Outer nozzle for the cutting head of a flame cutter |
| DE2444613B1 (de) * | 1974-09-16 | 1976-01-29 | Mannesmann Ag | Verfahren zum aufspruehen eines kuehlmittels beim stranggiessen von stahl- brammen, sowie vorrichtung zur durchfuehrung des verfahrens |
| DE2751013C3 (de) * | 1977-11-15 | 1981-07-09 | Kleinewefers Gmbh, 4150 Krefeld | Kühleinrichtung |
| JPS5719144A (en) * | 1980-07-10 | 1982-02-01 | Nippon Steel Corp | Conveying method for high-temperature ingot |
| DE3239042A1 (de) * | 1982-10-22 | 1984-04-26 | SMS Schloemann-Siemag AG, 4000 Düsseldorf | Vorrichtung zum aufspruehen eines treib- und kuehlmittelgemisches auf eine stahlbramme |
| JPS59130664A (ja) * | 1983-01-14 | 1984-07-27 | Nippon Steel Corp | 連続鋳造鋳片用冷却装置 |
| JPS60145980U (ja) * | 1984-03-09 | 1985-09-27 | トヨタ自動車株式会社 | 水噴霧冷却装置 |
| JPS60197275A (ja) * | 1984-03-19 | 1985-10-05 | Toyota Motor Corp | 水噴霧冷却方法 |
-
1989
- 1989-05-01 EP EP89810325A patent/EP0343103B1/de not_active Expired - Lifetime
- 1989-05-01 DE DE8989810325T patent/DE58902656D1/de not_active Expired - Lifetime
- 1989-05-01 AT AT89810325T patent/ATE82171T1/de not_active IP Right Cessation
- 1989-05-08 US US07/349,318 patent/US4934445A/en not_active Expired - Lifetime
- 1989-05-08 IS IS3467A patent/IS1566B/is unknown
- 1989-05-11 CA CA000599405A patent/CA1316969C/en not_active Expired - Lifetime
- 1989-05-16 NO NO891950A patent/NO174614C/no not_active IP Right Cessation
- 1989-05-19 JP JP1126530A patent/JP2647198B2/ja not_active Expired - Fee Related
- 1989-05-19 AU AU35029/89A patent/AU619293B2/en not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3302399A (en) * | 1964-11-13 | 1967-02-07 | Westinghouse Electric Corp | Hollow conical fuel spray nozzle for pressurized combustion apparatus |
| US3693352A (en) * | 1970-09-22 | 1972-09-26 | Demag Ag | Method and apparatus for cooling wide continuous metal castings, particularly steel castings |
| FR2256790A1 (en) * | 1974-01-04 | 1975-08-01 | Fives Cail Babcock | Cooling plant for continuously cast ingots - comprising rows of air and water jets to produce water spray |
| US4531675A (en) * | 1983-10-25 | 1985-07-30 | Accuspray, Inc. | Spray nozzle |
| GB2163674A (en) * | 1984-08-31 | 1986-03-05 | Spraying Systems Co | Air atomizing spray nozzle |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, Band 8, Nr. 258 (M-340), 27. November 1984, Seite 68 M 340; & JP-A-59 130 664 (SHIN NIPPON SEITETSU K.K.) 27-07-1984 * |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0450935A2 (de) * | 1990-04-03 | 1991-10-09 | Spraying Systems Co. | Vollkegelzerstäuberdüse mit äusserer Luftzerstäubung |
| EP0450935A3 (en) * | 1990-04-03 | 1992-02-26 | Spraying Systems Co. | Full cone spray nozzle with external air atomization |
| EP0578607A1 (de) * | 1992-06-19 | 1994-01-12 | Alusuisse-Lonza Services Ag | Sprayanlage zum Kühlen von Profilen |
| US5382306A (en) * | 1992-06-19 | 1995-01-17 | Alusuisse-Lonza Services Ltd. | Spray unit for cooling extruded sections |
| CH686072A5 (de) * | 1992-06-19 | 1995-12-29 | Alusuisse Lonza Services Ag | Sprayanlage zum Kuhlen von Profilen. |
| EP0663241A1 (de) * | 1993-12-17 | 1995-07-19 | PAUL RITZAU PARI-WERK GmbH | Zerstäuberdüse |
| US5740966A (en) * | 1993-12-17 | 1998-04-21 | Paul Ritzau Pari-Werk Gmbh | Nebulizer nozzle |
| WO1995034224A1 (en) * | 1994-06-14 | 1995-12-21 | General Mills, Inc. | Drum coating: apparatus and methods |
| EP0695590A1 (de) | 1994-07-20 | 1996-02-07 | Alusuisse-Lonza Services AG | Verfahren und Vorrichtung zum Kühlen von warmgewalzten Platten und Bändern aus Metall |
| US5902543A (en) * | 1996-11-01 | 1999-05-11 | Alusuisse Technology & Management Ltd. | Process and device for cooling an article |
| EP0839918A1 (de) | 1996-11-01 | 1998-05-06 | Alusuisse Technology & Management AG | Verfahren und Vorrichtung zum Kühlen eines Gegenstandes |
| AU722395B2 (en) * | 1996-11-01 | 2000-08-03 | Alusuisse Technology & Management Ltd. | Process and device for cooling an article |
| WO1998019803A1 (de) * | 1996-11-04 | 1998-05-14 | Alusuisse Technology & Management Ag | Verfahren zur herstellung eines metallprofilstranges |
| EP0839589A1 (de) * | 1996-11-04 | 1998-05-06 | Alusuisse Technology & Management AG | Verfahren zur Herstellung eines Metallprofilstranges |
| US6360576B1 (en) | 1996-11-04 | 2002-03-26 | Alusuisse Technology & Management Ag | Process for extruding a metal section |
| NL1010262C2 (nl) * | 1998-10-07 | 2000-04-10 | Hoogovens Corporate Services B | Werkwijze en inrichting voor het gieten van vloeibaar aluminium of aluminiumlegeringen tot blokken. |
| DE10207584A1 (de) * | 2002-02-22 | 2003-09-11 | Vits Maschb Gmbh I Ins | Verfahren zum Abkühlen von Bändern oder Platten aus Metall und Kühlvorrichtung |
| WO2007087893A1 (de) * | 2006-01-11 | 2007-08-09 | Sms Demag Ag | Verfahren und vorrichtung zum stranggiessen |
| US8522858B2 (en) | 2006-01-11 | 2013-09-03 | Sms Siemag Aktiengesellschaft | Method and apparatus for continuous casting |
| US8596335B2 (en) | 2006-01-11 | 2013-12-03 | Sms Siemag Aktiengesellschaft | Method and apparatus for continuous casting |
| EP2226400A1 (de) | 2009-03-02 | 2010-09-08 | CMI Thermline Services | Verfahren zur Kühlung eines umlaufenden Metallbands in einem Kühlabschnitt einer kontinuierlichen Wärmebehandlungsanlage, und Anlage zur Durchführung dieses Verfahrens |
| US8490416B2 (en) | 2009-03-02 | 2013-07-23 | Cmi Sa | Method of cooling a metal strip traveling through a cooling section of a continuous heat treatment line, and an installation for implementing said method |
| WO2011004061A1 (en) * | 2009-06-18 | 2011-01-13 | Beneq Oy | Method and apparatus for cooling material by atomised spray |
| DE102014108471A1 (de) * | 2014-06-17 | 2015-12-17 | Brp-Engineering Gmbh | Verfahren und Vorrichtung zum Abschrecken von Werkstücken |
| WO2023148771A1 (en) | 2022-02-03 | 2023-08-10 | Hindalco Industries Limited | Apparatus for cooling of hot rolled sheet coils |
Also Published As
| Publication number | Publication date |
|---|---|
| IS3467A7 (is) | 1989-11-20 |
| DE58902656D1 (de) | 1992-12-17 |
| NO891950D0 (no) | 1989-05-16 |
| NO174614B (no) | 1994-02-28 |
| IS1566B (is) | 1994-12-13 |
| AU3502989A (en) | 1989-11-23 |
| NO174614C (no) | 1994-06-08 |
| JP2647198B2 (ja) | 1997-08-27 |
| JPH0225671A (ja) | 1990-01-29 |
| NO891950L (no) | 1989-11-20 |
| US4934445A (en) | 1990-06-19 |
| AU619293B2 (en) | 1992-01-23 |
| CA1316969C (en) | 1993-04-27 |
| ATE82171T1 (de) | 1992-11-15 |
| EP0343103B1 (de) | 1992-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0343103B1 (de) | Verfahren und Vorrichtung zum Kühlen eines Gegenstandes | |
| DE2939951C2 (de) | ||
| DE4437933C2 (de) | Vorrichtung zum Reinigen eines Werkstückes mit abrasivem CO¶2¶-Schnee | |
| DE2040610A1 (de) | Verfahren und Vorrichtung zum Kuehlen von Stahlgegenstaenden | |
| DE3901674A1 (de) | Vorrichtung und methode zum verspruehen von fluessigen materialien | |
| DE2130421B2 (de) | Verfahren zur Herstellung eines Verbu ndmetallstreif ens | |
| AT409235B (de) | Verfahren und vorrichtung zur herstellung von metallpulver | |
| CH617105A5 (en) | Process for coating a face of a workpiece by means of a jet of heated gas and molten material, and an application of the process. | |
| EP0608286B1 (de) | Warmwalzverfahren und warmwalzwerk für metallband | |
| EP0429394A1 (de) | Kühlen von gegossenen Strängen | |
| DE2254491A1 (de) | Verfahren zum beschichten von oberflaechen an werkstuecken durch aufspritzen von schichtstoffen, vorzugsweise durch plasmaspritzen sowie anordnung zur durchfuehrung des verfahrens | |
| DE19758111C2 (de) | Verfahren und Vorrichtung zur Herstellung feiner Pulver durch Zerstäubung von Schmelzen mit Gasen | |
| DE2053947C3 (de) | Verfahren und Vorrichtung zur Erzeugung von Kühlmittelstrahlen für die Abkühlung von Metallgießsträngen | |
| DE3883256T2 (de) | Vorrichtung und verfahren zur atomisierung von flüssigkeiten, insbesondere geschmolzenen metallen. | |
| DE3420376C2 (de) | Verfahren zum Kühlen von formgeschweißten Werkstückoberflächen vor und/oder nach dem Schweißpunkt mittels eines Wasser-Luft-Gemisches und Vorrichtung zur Durchführung des Verfahrens | |
| DE3417229C2 (de) | ||
| DE4208208C2 (de) | Verfahren und Vorrichtung zur Verminderung der Zunderbildung beim Warmumformen von Metall, insbesondere von Stahl | |
| DE2951818A1 (de) | Verfahren zur fortlaufenden kuehlbehandlung von metallischen werkstuecken, insbesondere blechen | |
| DE2705642A1 (de) | Spritzkopf mit reguliermoeglichkeit des spritzstrahles fuer das airless-verfahren und das airless-luft-kombinationsverfahren | |
| WO2005123311A1 (de) | Verfahren and vorrichtung zum zerstäuben von flüssigkeitsfilmen | |
| DE2818720C2 (de) | Verfahren und Vorrichtung zur Herstellung von Metallpulver | |
| DE2260868A1 (de) | Verfahren und vorrichtung zur herstellung von metallpulvern | |
| DE2419684C3 (de) | Verfahren und Vorrichtung zum Kühlen beim Stranggießen von Metall | |
| DE4430856C2 (de) | Verfahren zur Reduzierung und Steuerung der Oberflächenverzunderung beim Warmwalzen von Flachprodukten, insbesondere Warmbändern | |
| DE2456682C3 (de) | Verfahren zum Zerstäuben eines Metallstrahls |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI NL |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALUSUISSE-LONZA SERVICES AG |
|
| 17P | Request for examination filed |
Effective date: 19900226 |
|
| 17Q | First examination report despatched |
Effective date: 19900822 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 82171 Country of ref document: AT Date of ref document: 19921115 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 58902656 Country of ref document: DE Date of ref document: 19921217 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080530 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080421 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080624 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080524 Year of fee payment: 20 Ref country code: DE Payment date: 20080630 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080528 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20080529 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20090430 |
|
| BE20 | Be: patent expired |
Owner name: *ALUSUISSE-LONZA SERVICES A.G. Effective date: 20090501 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20090501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20090501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20090430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20080519 Year of fee payment: 20 |