EP0316247B1 - Maschine zur selbsttätigen Abgabe von Schalen - Google Patents
Maschine zur selbsttätigen Abgabe von Schalen Download PDFInfo
- Publication number
- EP0316247B1 EP0316247B1 EP88420377A EP88420377A EP0316247B1 EP 0316247 B1 EP0316247 B1 EP 0316247B1 EP 88420377 A EP88420377 A EP 88420377A EP 88420377 A EP88420377 A EP 88420377A EP 0316247 B1 EP0316247 B1 EP 0316247B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- magazine
- trays
- tray
- machine according
- loader
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/44—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation from supply magazines
Definitions
- the invention relates to the technical sector of handling, more particularly the handling of flat shaped materials.
- the packaging chain includes other items such as: packaging, labeling, and others ...
- the empty trays are placed on the transfer belt manually.
- the empty trays being nested one inside the other according to stacks of different heights, the operator grasps a tray in the stack and places it on the mat, this operation being repeated throughout the working time of the operation. It is understood that such a method is painful and permanently requires a person.
- the rate is necessarily reduced, and above all, it cannot be regular and constant throughout the operator's intervention, which prohibits or greatly disrupts the automation of other stations.
- Some conveyors are equipped with automatic tray dispensers, but these are an integral part of the whole machine and can therefore only be used for specific applications.
- the assembly thus formed is very expensive, the dispenser being further limited in terms of capacity and type of trays to be used.
- the trays must be placed manually in the dispenser.
- Patent GB-A-979,689 teaches another solution for the automatic setting of trays, but which is limited to a single type of tray taking into account the complexity of the means of implementation. This is also the case of Patent FR-A-2,450,767 where the trays are of a particular type, with imprints for housing the products.
- the invention has set itself the aim of remedying, in a simple, efficient and rational manner, the abovementioned drawbacks, by producing an automatic machine for dispensing trays, constituting a completely independent assembly in the packaging chain, by being able to s '' adapt to any type of conveyor and to receive all types of trays, whatever their dimensions.
- the problems which the invention proposes to solve are, on the one hand, to ensure the unitary grip of the tray from a stack in a safe and effective manner, taking into account the nature of the material constituting these trays in avoiding any risk of unexpected departure of several trays and, on the other hand, ensuring the automatic feeding of trays to the machine.
- the machine of the type comprising that, suitably mounted on a support frame, at least one store shaped and arranged with means to allow the positioning and the maintenance in superposition of a plurality of trays above a means of transport and evacuation under which is mounted, in alignment with the store, at least one member capable of physically grasping a container and positioning it on said means of transport and evacuation; next to the store is mounted a charger arranged to receive several stacks of trays arranged in juxtaposition, is remarkable in that the end tray, located under the stack to be gripped by the gripping member cooperates with retaining means constituted by bands, with capacity for elastic deformation while being able to move apart when said tray is pulled in the direction of the bottom, of the fingers, able to cooperate exclusively with the edges of the tray located above said tray end, being subject to means for being controlled in synchronism with said gripping member.
- the problem posed of the automatic picking of the trays and of their automatic loading in the store is solved in that the fingers are engaged in free sliding in the thickness of the support element of the retaining members, the rear part of the fingers being fixed in a plate secured to the control means.
- the problem posed of grasping a tray is solved in that the member is constituted by a jack whose head is equipped with at least one suction cup subject to a control means to create a vacuum at will and create or not a depression.
- the cylinder body is mounted with lateral displacement capacity on guide rods in order to position the suction cup very substantially in the middle part of the bottom of the tray, the assembly of the cylinder and its head being inclined in the same angular orientation as that of the store.
- the magazine and the member are subject to means capable of ensuring the adjustment of the distance between the gripping head of said member, and the bottom of the tray placed in the lower part of the magazine.
- the means of transport and evacuation is composed of several toric bands mounted in grooves formed on the periphery of drive rollers slaved to a control motor, the cylinder head passing between said bands.
- the ends of the motor roller carry two arms between which is mounted free in rotation a roller coupled to said roller by O-rings to be positively driven in rotation, said support arms being mounted with angular adjustment capacity to vary the height of the roller .
- the problem posed of temporarily maintaining the stacks of trays waiting in the charger is solved in that at the end of the charger on the side of the store, are mounted retaining means capable of cooperating with in particular the edges of the stack end trays to ensure its temporary retention back from the stack engaged in the store, said means being constituted by orientable flaps subject to control means to be angularly opened in order to release the end stack of the charger when the upper part of the stack engaged in the magazine arrived at a level lower than the feed conveyor.
- the control means is constituted, for each flap, by a jack whose rod is arranged to rotate a vertical axis integral with said flap, each of the axes being mounted on a part of the loader at the store.
- the jacks are controlled by a sensor capable of detecting the level of the stack of trays contained in the magazine, the closing of said flaps being timed.
- the feed conveyor at the bottom of the loader is equipped with members capable of subjecting the stacks of trays contained in said loader to a combined movement of reciprocating movement in height and in translation towards the store.
- the feed conveyor at the bottom of the charger is equipped with means capable of moving all the stacks in the direction of the store and, concomitantly with the installation of a new stack in the store, to temporarily release all of the other batteries in said store.
- the latter solution is particularly advantageous and avoids any contact between the battery which has just been positioned in the magazine and the next battery of the charger ready to be transferred to said magazine, which allows, under these conditions, a secure positioning and efficient stack of trays in the store.
- the machine comprises a magazine (1) shaped for allow the positioning and maintenance in superposition, of a plurality of trays (2) above a means of transport and evacuation (3).
- a member (4) capable of physically gripping a tray and positioning it on said means of transport (3).
- the magazine (1) comprises parallel lateral guides (1a) and (1b) mounted at adjustable spacing relative to a bottom wall (1c), each being equipped with vertical support rods (1d) cooperating with the edge of the trays .
- At the base of these guides (1a) and (1b) are mounted elastic retaining means (5) shaped to cooperate with part of the bottom of the tray and ensure its retention while being able to move apart when said tray is pulled towards the bottom by the member (4), and return to the closed position as soon as the tray is seized.
- the entire magazine (1) is inclined at the rear to allow positioning by gravity of all the trays pressing against the bottom plate (1c).
- the spacing adjustment of the guides (1a) and (1b) receiving the support rods (1d) is carried out by any known and appropriate means.
- these guides are engaged, two by two in slots (1c1) established in the bottom plate (1c) to cooperate by means of socket (6) with a threaded axis (7) maneuverable by a crank (8 ) Or other.
- the ends of the axis (7) cooperating with the sockets are each threaded in an opposite pitch to allow, according to the direction of rotation of said axis, the approximation or separation of the guides (1a) and (1b).
- the elastic means for retaining (5) the trays are constituted by tongues having elastic deformation capacities. These tongues are fixed on support elements (5a) independent or integral with the guides (1a) and (1b), at the base of the vertical support rods (1d). In the event that the elements support (5a) are independent, they are mounted, in the same way as the guides, with the ability to adjust the spacing.
- the elastic retaining means (5) are mounted fingers (21) capable of cooperating with the edges of the tray located above the tray to be gripped. These fingers (21) are engaged in free sliding, at each end, in the thickness of the support elements (5a) of the retaining tabs (5).
- the rear part of the fingers (21) is fixed, in an adjustable manner, in a plate (22) fixed to the rod (23a) of a control cylinder (23).
- the cylinder body (23) is integral with the support elements (5a) by means of a squared tab (24).
- the control of the jack (23) is established in synchronism with that of the jack (4), to ensure the next operating cycle.
- the fingers (21) are retracted back to allow the positioning of the lower tray in abutment on said tongues (FIG. 11).
- the member (4) consists of a pneumatic cylinder, the rod of which receives a head (4a) equipped with at least one suction cup (4b) subject to a control means to create a vacuum at will and create or not a vacuum.
- the cylinder body is further mounted with lateral displacement capacity on guide rods in order to position the head (4a), in particular the suction cup (4b) very substantially in the middle part of the bottom of the tray, according to its dimensions.
- the cylinder body can be slaved to an operating screw (9) to be moved along the rods.
- the entire cylinder is oriented at the same angle as the magazine (1) so that the active part of the suction cup (4b) is arranged perpendicular to the bottom of the trays.
- the bottom plate (1c) is slidably mounted along a support frame (1e) receiving the operating screw (10).
- the uprights (1e1) of the frame (1e) have lights for the passage of the control axis (7) of the lateral guides (1a) and (1b).
- This height adjustment makes it possible to use any depth of trays in order to correctly position the suction cup (4b) relative to the bottom of the tray.
- a reverse design can be provided, that is to say making the whole of the member (4) adjustable relative to the store.
- the means of transport and evacuation is composed of several toric bands (3a) mounted in grooves formed on the periphery of drive rollers (3b) - (3c) slaved to a pneumatic control motor (3d).
- the head (4a) of the jack (4) passes between the bands (3a).
- the ends of the roller (3c) carry two arms (11) between which another roller (3e) is mounted for free rotation.
- This roller (3e) preferably of smaller diameter than that of the roller (3c)
- the support arms (11) are mounted with angular adjustment capacity with respect to the drive roller, to vary the height of the roller (3c) accordingly.
- All of the main components of the device as defined are suitably mounted on a support frame (12) advantageously fitted with rolling members, to allow easy movement of the device with a view to its positioning, for example opposite from another workstation.
- the machine as described above is equipped with a loader capable of ensuring the automatic supply of trays to the store.
- the charger designated as a whole by (13) is placed opposite the magazine (1) on the side of the vertical holding rods (1d).
- the bottom (13a) of the loader receiving the folded trays is oriented perpendicular to the magazine (1), so that said bottom (13a) is angularly oriented at an angle ( ⁇ ), towards said magazine along a slope descending.
- the bottom (13a) is constituted by two parallel bars (13b) between which are mounted a plurality of rollers (14) for ensuring the permanent descent by gravity of the stacks of trays (2) towards the store.
- the rollers (14) can optionally be motorized.
- Lateral flanges (13c) are established vertically with respect to the bottom (13a) of the charger to ensure the height maintenance of the stacks of trays. These flanges which may have different variant embodiments, are subject to means for being adjustable in spacing according to the dimensions of trays.
- the bottom of the loader (13) constitutes, in a known manner, a feed conveyor.
- the whole of this charger can for example be mounted on a support frame (15) integral with the magazine.
- the axis of the loader is arranged according to the axis of the magazine, so that the stacks of the prepositioned trays in said magazine (13) are in correspondence with the stack arranged in the magazine, to engage between the vertical rods of the guide (3d).
- the stack of trays located at the end of the charger, on the side of the magazine (1) is not in direct contact with the stack positioned in said magazine.
- two vertical adjustable flaps (16) are mounted at the end of the loader capable of cooperating with in particular the edges of the stack of trays to ensure its temporary maintenance, set back from the stack engaged in the magazine (1).
- These flaps are subject to control means (17) to be angularly oriented in order to release the stack when the upper end of the stack engaged in the magazine has arrived at a level lower than the feed conveyor (13a) of the loader. .
- control means (17) is constituted for each flap by a pneumatic cylinder whose rod (17a) has at the end a yoke (17b) cooperating with a sole integral with a vertical axis (18) receiving the corresponding section.
- Each of the axes (18) is mounted to rotate freely in bearings (19) which, for example, have the amounts of the flanges (13c) of the loader.
- These jacks (17) are slaved to a photoelectric cell for example or other sensor member capable of detecting the level of the stack of trays contained in the store (1).
- the closing of the flaps is timed, according to a determined time corresponding to the placement of the stack of trays in the store.
- the charger assembly (13) as described can be mounted on a support frame with capacity for adjustment in translation relative to the magazine (1) to vary the spacing between the front end of said charger and said magazine depending on the dimensions of trays.
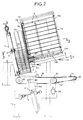
- the bottom (13a) of said charger is equipped with a member capable of giving said batteries a combined movement of reciprocating movement in height and travel towards the store.
- the bottom (13a) is composed of two rows of rollers (14) between which are fixed, in a parallel manner, two angle irons (25).
- each iron (25) The vertical wings of each iron (25) are provided, at each of their ends, with elements (26) acting as a ramp.
- each element (26) comprises a transverse axis (26a) on which is articulated a tab (26b) positioned angularly to ensure the desired ramp effect.
- This tab is locked angularly in one direction with the ability to pivot in the other.
- the free end of the tab is very substantially at the level of the horizontal wing of the irons (25).
- the rod (29a) of the jack (29) is connected by a plate (29b) to the U-shaped iron (28).
- This plate (29b) passes between the vertical wings (25a) of the angles (25) while being mounted to slide in a light (13a1) of the bottom (13a) of the charger.
- the jack (29) is controlled in an alternating translational movement.
- the control of this cylinder is triggered by the height detection sensor of the stack of trays contained in the store and which controls the opening of the flaps.
- the actuator (29) of the U (28) is slaved to a time delay and continues for a short time time, after closing the flaps, to move said U (28), which has the effect of nested in each other the different trays.
- the feed conveyor at the bottom of said loader is equipped with means capable of moving the 'all the batteries towards said store and, concomitantly to temporarily release all the other batteries of said store.
- the feed conveyor consists of an inclined ramp mounted to slide guided between two flanges and being subject to a control jack for its movement in translation.
- the rod of this jack is coupled to a freewheel system whose drive shaft carries at the end, a pinion which meshes with a rack integral with a fixed part of the loader.
- the freewheel system is coupled by a set of belts to a transfer belt which has the inclined ramp. This results in the following operation.
- the flaps (16) are controlled in the open position and the jack controls in translation the entire ramp to bring a stack of trays against the store.
- the pinion which cooperates with the rack during the displacement of the ramp, does not cause the set of belts of the transfer belt, taking into account the freewheel system which, in this sense, is in the disengaged position.
- the jack is controlled in the opposite direction so that the freewheel-pinion-rack system drives the set of belts in a direction opposite to that of the feeding of the trays, which has the effect of temporarily separating all of the other batteries from the one just introduced into the store.
- the different trays nested one inside the other, are arranged in superposition in the magazine (1) by being centered between the vertical rods (1d) and held in height by the elastic tongues (5).
- An action on the jack (4) has the effect of physically gripping a tray by means of its suction cup head (4b) which cooperates with the bottom of the lower tray.
- the stack is very slightly raised to ensure safe and efficient gripping of said tray.
- the tray thus seized is directed under the effect of lowering the head of the jack, on the means of transport (3).
- a proximity sensor detects the presence of the tray and cuts the power to the cylinder and the suction effect of the suction cup, so that the tray is perfectly positioned flat on the strips (3a) of the means of transport.
- the conveyor belt (3) being supplied continuously, or intermittently, the tray is evacuated to another work station.
- the angular adjustment of the arms (11) makes it possible to very precisely adjust the end roller (3e) of the means of transport (3) at this other work station.
- the cell detects this state and gives the control order to the jacks (17) for the opening of the flaps (16).
- the most forward stack is released and automatically centers itself between the vertical rods (3d) of the magazine, interlocking with the remaining stack in said magazine.
- the flaps crossed by the stack of trays the latter are closed by the jacks (17) taking into account the time delay.
- provision may be made to equip the same machine with several magazines and loaders, arranged in juxtaposition and each shaped according to the principle described.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- De-Stacking Of Articles (AREA)
Claims (12)
- Maschine zur automatischen Ausgabe von Schalen mit mindestens einem zweckdienlich an einem Halterahmen montierten Magazin (1), das ausgeführt und mit Mitteln eingerichtet ist zur Ermöglichung des Positionierens und Festhaltens einer Mehrzahl von Schalen in übereinanderliegender Anordnung oberhalb eines Transport- und Abfuhrmittels (3), unter dem mit dem Magazin fluchtend mindestens ein zum physischen Greifen und Positionieren einer Schale auf dem genannten Transport- und Abfuhrmittel befähigtes Organ (4) montiert ist; dem Magazin gegenüber ist eine zur Aufnahme mehrerer nebeneinander angeordneter Schalenstapel eingerichtete Ladevorrichtung (13) montiert; dadurch gekennzeichnet, daß die äußerste, zwecks ihres Ergreifens durch das Greiforgan (4) unter dem Stapel befindliche Schale mit Rückhaltemitteln (5) bestehend aus elastisch verformbaren Bändern zusammenwirkt, die ausweichen können, wenn die genannte Schale nach unten gezogen wird, wobei zum ausschließlichen Zusammenwirken mit den Rändern der über der genannten äußersten Schale liegenden Schale befähigte Finger (21) Mitteln (23) zugeordnet sind, die zur ihrer Steuerung in Gleichzeitigkeit mit dem genannten Greiforgan dienen.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß die Finger (21) frei gleitend in der Dickenabmessung des Halteelements (5a) der Rückhalteorgane (5) eingefügt sind, wobei der hintere Teil der Finger in einer dem Steuermittel (23) zugeordneten Platte (22) befestigt ist.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß das Organ (4) aus einem Zylinder besteht, dessen Kopf mit mindestens einem, einem Steuermittel zugeordneten Saugnapf (4b) ausgestattet ist, um nach Belieben ein Vakuum herzustellen und einen oder keinen Unterdruck zu erzeugen.
- Maschine nach Anspruch 3, dadurch gekennzeichnet, daß das Gehäuse des Zylinders an Führungsstangen seitlich bewegbar montiert ist, um den Saugnapf (4b) annähernd im mittleren Teil des Schalenbodens zu positionieren, wobei die Einheit gebildet aus dem Zylinder und seinem Kopf nach der gleichen Winkelausrichtung geneigt ist wie das Magazin.
- Maschine nach Anspruch 4, dadurch gekennzeichnet, daß das Magazin (1) und das Organ (4) Mitteln zugeordnet sind, die zur Einstellung des Abstandes zwischen dem Greifkopf (4b) des genannten Organs und dem Boden der im unteren Teil des Magazins (1) angordneten Schale befähigt sind.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß das Transport- und Abfuhrmittel (3) aus mehreren torischen Bändern (3a) besteht, die in Kehlen montiert sind, welche am Umfang von einem Antriebsmotor (3d) zugeordneten Antriebsrollen (3b, 3c) gebildet sind, wobei der Kopf des Zylinders zwischen den genannten Bändern durchtritt.
- Maschine nach Anspruch 6, dadurch gekennzeichnet, daß die Enden der Treibrolle (3c) zwei Arme (11) tragen, zwischen denen frei drehend eine zum Zweck ihres positiven Drehantriebs mit der genannten Rolle (3c) durch torische Bänder (3f) gekoppelte Rolle (3e) montiert ist, wobei die genannten Haltearme (11) winklig einstellbar montiert sind, um die Rolle (3e) in der Höhe zu verstellen.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß am Ende der Ladevorrichtung seitens des Magazins Rückhaltemittel (16) montiert sind, die insbesondere fähig sind zum Zusammenwirken mit den Kanten des äußersten Schalenstapels, um ihr zeitweiliges Festhalten in zurückgesetzter Stellung bezüglich des im Magazin eingefügten Stapels zu gewährleisten, wobei die genannten Mittel (16) aus schwenkbaren Klappen bestehen, die Steuermittel (17) zugeordnet sind zwecks ihrer winkligen Öffnung zum Zweck der Freigabe des äußersten Stapels der Ladevorrichtung, wenn die Höhe des oberen Teils des im Magazin eingefügten Stapels niedriger geworden ist als der Beschickungsförderer (13a).
- Maschine nach Anspruch 8, dadurch gekennzeichnet, daß des Steuermittel (17) für jede Klappe aus einem Zylinder besteht, dessen Stange (17a) fur den drehenden Antrieb einer vertikalen, mit der genannten Klappe fest verbundenen Achse (18) eingerichtet ist, wobei jede der Achsen an einem Teil der Ladevorrichtung im Bereich des Magazins montiert ist.
- Maschine nach Anspruch 9, dadurch gekennzeichnet, daß die Zylinder (17) einem zur Erkennung der Stapelhöhe der im Magazin befindlichen Schalen befähigten Sensor zugeordnet sind, wobei das Schließen der genannten Klappen zeitlich verzögert ist.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß der Förderer (13a) zur Beschickung des hintersten Teils der Ladevorrichtung mit Organen (27, 28) ausgestattet ist, die fähig sind, die in der genannten Ladevorrichtung enthaltenen Schalenstapel einer aus abwechselnder Verstellung in Richtung der Höhe und Verschiebung in Richtung des Magazins kombinierten Bewegung zu unterwerfen.
- Maschine nach Anspruch 1, dadurch gekennzeichnet, daß der Förderer zur Beschickung des hintersten Teils der genannten Ladevorrichtung mit Mitteln ausgestattet ist, die fähig sind zur Verschiebung der Gesamtheit der Stapel in Richtung des genannten Magazins und, begleitend zur Einbringung eines neuen Stapels in das Magazin, zur zeitweiligen Fernhaltung der Gesamtheit der übrigen Stapel vom Magazin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88420377T ATE87563T1 (de) | 1987-11-09 | 1988-11-09 | Maschine zur selbsttaetigen abgabe von schalen. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8715808 | 1987-11-09 | ||
| FR8715808A FR2622868B1 (fr) | 1987-11-09 | 1987-11-09 | Machine pour la distribution automatique de barquette |
| FR8717357A FR2624095B2 (fr) | 1987-11-09 | 1987-12-02 | Machine pour la distribution automatique de barquettes |
| FR8717357 | 1987-12-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0316247A2 EP0316247A2 (de) | 1989-05-17 |
| EP0316247A3 EP0316247A3 (en) | 1989-08-16 |
| EP0316247B1 true EP0316247B1 (de) | 1993-03-31 |
Family
ID=26226337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88420377A Expired - Lifetime EP0316247B1 (de) | 1987-11-09 | 1988-11-09 | Maschine zur selbsttätigen Abgabe von Schalen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0316247B1 (de) |
| DE (1) | DE3879878D1 (de) |
| FR (1) | FR2624095B2 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2721735B1 (fr) * | 1994-06-27 | 1996-08-30 | Cfm Electronique Sarl | Distributeur automatique de plateaux et procédé de distribution mis en Óoeuvre. |
| ITBO20120594A1 (it) * | 2012-10-31 | 2014-05-01 | Ima Ind Srl | Apparato e metodo per alimentare capsule vuote ad una macchina confezionatrice |
| EP2799350A1 (de) | 2013-05-03 | 2014-11-05 | ES-Plastic GmbH | Entstapler |
| FR3087190B1 (fr) * | 2018-10-11 | 2021-07-16 | Nca Packm | Magasin depileur de contenants |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3938697A (en) * | 1974-09-27 | 1976-02-17 | Phillips Petroleum Company | Magazine feeder for circular elements |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3091362A (en) * | 1960-07-25 | 1963-05-28 | Diamond National Corp | Molded pulp article denesting machine |
| GB976689A (en) * | 1963-05-27 | 1964-12-02 | Ekco Containers Inc | Apparatus for separating and depositing nested containers |
| US3258155A (en) * | 1963-08-20 | 1966-06-28 | Diamond Int Corp | Denesting apparatus |
| US3865281A (en) * | 1970-05-18 | 1975-02-11 | Owens Illinois Inc | Apparatus for filling containers |
| GB1465496A (en) * | 1973-12-06 | 1977-02-23 | Ici Ltd | Coated films |
| FR2421107A1 (fr) * | 1978-03-31 | 1979-10-26 | Schjeldahl Gilmore | Appareil de distribution de recipients |
| GB2023107B (en) * | 1978-04-21 | 1982-07-14 | Molins Ltd | Stacking groups of fiat articles |
| DE3619519C1 (de) * | 1986-06-10 | 1987-07-23 | Hamba Maschf | Becherfuellwerk fuer Nahrungs- und Genussmittel,insbesondere fuer Molkereiprodukte |
-
1987
- 1987-12-02 FR FR8717357A patent/FR2624095B2/fr not_active Expired - Lifetime
-
1988
- 1988-11-09 EP EP88420377A patent/EP0316247B1/de not_active Expired - Lifetime
- 1988-11-09 DE DE8888420377T patent/DE3879878D1/de not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3938697A (en) * | 1974-09-27 | 1976-02-17 | Phillips Petroleum Company | Magazine feeder for circular elements |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2624095B2 (fr) | 1992-04-24 |
| FR2624095A2 (fr) | 1989-06-09 |
| DE3879878D1 (de) | 1993-05-06 |
| EP0316247A3 (en) | 1989-08-16 |
| EP0316247A2 (de) | 1989-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0423664B1 (de) | Magazin zum Lagern und Zuführen von flachen abzustapelnden Gegenständen | |
| EP2094479B1 (de) | Maschine zum formen von zuschnitten von pappkartons | |
| EP0530426A1 (de) | Greif- und Übertragungszange | |
| CH639045A5 (fr) | Dispositif pour introduire des paquets de feuilles dans une machine les travaillant. | |
| WO2013001203A1 (fr) | Procede et machine d'encaissage de produits, avec intercalaire(s) | |
| CA2461695C (fr) | Dispositif de transfert pour convoyeur lineaire | |
| EP0373091A1 (de) | Vorrichtung und Verfahren zur Massenbeschickung einer Maschine zum Aufrichten und Aufreihen von Behältern, welche gekuppelt ist an eine Flaschenfüllstrasse | |
| CH620170A5 (de) | ||
| EP0359671B1 (de) | Vorrichtung zum Abheben und Stapeln oder Abbauen eines Stapels von Glasscheiben | |
| EP0316247B1 (de) | Maschine zur selbsttätigen Abgabe von Schalen | |
| EP0188987B1 (de) | Palettiervorrichtung, insbesondere für Säcke | |
| EP0205390B1 (de) | Verfahren und Vorrichtung zum Laden und Entladen von in horizontalen Schichten angeordneten Artikeln in oder aus Behältern | |
| EP3738910B1 (de) | Produktbegleitvorrichtung, verpackungsanlage und entleerungsverfahren | |
| FR2505214A1 (fr) | Dispositif pour acheminer des piles de bandes de tole en vue d'alimenter une presse a estamper automatique | |
| FR2721299A1 (fr) | Dispositif de remplissage automatique d'un bac de collecte d'objets plats en pile. | |
| EP0559553B1 (de) | System zum Handhaben von Gegenständen, insbesondere für selbsttätige Postsortiermaschine | |
| EP0093645B1 (de) | Vorrichtung zum automatischen Verpacken von Artikeln in liegender Stellung in Kartons | |
| FR2673612A1 (fr) | Dispositif pour le depilage et la distribution automatique de barquettes. | |
| FR2587311A1 (fr) | Procede et installation de manutention automatique et stockage temporaire de paquets empiles de produits semi-finis en feuilles. | |
| FR2736904A1 (fr) | Procede et dispositif de saisie et de transfert d'objets empiles | |
| EP0480822A1 (de) | Vorrichtung zur schnellen Verteilung von plattenförmigen Werkstücken in Becherförders | |
| FR2622868A1 (fr) | Machine pour la distribution automatique de barquette | |
| FR2609458A1 (fr) | Machine de depilage et de convoyage automatiques de pieces, telles que par exemple des flans de tole | |
| FR2623472A1 (fr) | Chaine de palettisation automatique d'emballages en piles | |
| FR2609428A1 (fr) | Dispositif d'alimentation d'une presse a partir de deux piles de flans de tole |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900207 |
|
| 17Q | First examination report despatched |
Effective date: 19910726 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19930331 Ref country code: AT Effective date: 19930331 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19930331 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930331 Ref country code: DE Effective date: 19930331 Ref country code: SE Effective date: 19930331 Ref country code: GB Effective date: 19930331 |
|
| REF | Corresponds to: |
Ref document number: 87563 Country of ref document: AT Date of ref document: 19930415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3879878 Country of ref document: DE Date of ref document: 19930506 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19930331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19931130 Ref country code: LI Effective date: 19931130 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19931130 Ref country code: CH Effective date: 19931130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: EMSENS ANTOINE S.A.R.L. Effective date: 19931130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940729 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20061017 Year of fee payment: 19 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080601 |