EP0316247B1 - Machine for the automatic delivery of trays - Google Patents
Machine for the automatic delivery of trays Download PDFInfo
- Publication number
- EP0316247B1 EP0316247B1 EP88420377A EP88420377A EP0316247B1 EP 0316247 B1 EP0316247 B1 EP 0316247B1 EP 88420377 A EP88420377 A EP 88420377A EP 88420377 A EP88420377 A EP 88420377A EP 0316247 B1 EP0316247 B1 EP 0316247B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- magazine
- trays
- tray
- machine according
- loader
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/44—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation from supply magazines
Definitions
- the invention relates to the technical sector of handling, more particularly the handling of flat shaped materials.
- the packaging chain includes other items such as: packaging, labeling, and others ...
- the empty trays are placed on the transfer belt manually.
- the empty trays being nested one inside the other according to stacks of different heights, the operator grasps a tray in the stack and places it on the mat, this operation being repeated throughout the working time of the operation. It is understood that such a method is painful and permanently requires a person.
- the rate is necessarily reduced, and above all, it cannot be regular and constant throughout the operator's intervention, which prohibits or greatly disrupts the automation of other stations.
- Some conveyors are equipped with automatic tray dispensers, but these are an integral part of the whole machine and can therefore only be used for specific applications.
- the assembly thus formed is very expensive, the dispenser being further limited in terms of capacity and type of trays to be used.
- the trays must be placed manually in the dispenser.
- Patent GB-A-979,689 teaches another solution for the automatic setting of trays, but which is limited to a single type of tray taking into account the complexity of the means of implementation. This is also the case of Patent FR-A-2,450,767 where the trays are of a particular type, with imprints for housing the products.
- the invention has set itself the aim of remedying, in a simple, efficient and rational manner, the abovementioned drawbacks, by producing an automatic machine for dispensing trays, constituting a completely independent assembly in the packaging chain, by being able to s '' adapt to any type of conveyor and to receive all types of trays, whatever their dimensions.
- the problems which the invention proposes to solve are, on the one hand, to ensure the unitary grip of the tray from a stack in a safe and effective manner, taking into account the nature of the material constituting these trays in avoiding any risk of unexpected departure of several trays and, on the other hand, ensuring the automatic feeding of trays to the machine.
- the machine of the type comprising that, suitably mounted on a support frame, at least one store shaped and arranged with means to allow the positioning and the maintenance in superposition of a plurality of trays above a means of transport and evacuation under which is mounted, in alignment with the store, at least one member capable of physically grasping a container and positioning it on said means of transport and evacuation; next to the store is mounted a charger arranged to receive several stacks of trays arranged in juxtaposition, is remarkable in that the end tray, located under the stack to be gripped by the gripping member cooperates with retaining means constituted by bands, with capacity for elastic deformation while being able to move apart when said tray is pulled in the direction of the bottom, of the fingers, able to cooperate exclusively with the edges of the tray located above said tray end, being subject to means for being controlled in synchronism with said gripping member.
- the problem posed of the automatic picking of the trays and of their automatic loading in the store is solved in that the fingers are engaged in free sliding in the thickness of the support element of the retaining members, the rear part of the fingers being fixed in a plate secured to the control means.
- the problem posed of grasping a tray is solved in that the member is constituted by a jack whose head is equipped with at least one suction cup subject to a control means to create a vacuum at will and create or not a depression.
- the cylinder body is mounted with lateral displacement capacity on guide rods in order to position the suction cup very substantially in the middle part of the bottom of the tray, the assembly of the cylinder and its head being inclined in the same angular orientation as that of the store.
- the magazine and the member are subject to means capable of ensuring the adjustment of the distance between the gripping head of said member, and the bottom of the tray placed in the lower part of the magazine.
- the means of transport and evacuation is composed of several toric bands mounted in grooves formed on the periphery of drive rollers slaved to a control motor, the cylinder head passing between said bands.
- the ends of the motor roller carry two arms between which is mounted free in rotation a roller coupled to said roller by O-rings to be positively driven in rotation, said support arms being mounted with angular adjustment capacity to vary the height of the roller .
- the problem posed of temporarily maintaining the stacks of trays waiting in the charger is solved in that at the end of the charger on the side of the store, are mounted retaining means capable of cooperating with in particular the edges of the stack end trays to ensure its temporary retention back from the stack engaged in the store, said means being constituted by orientable flaps subject to control means to be angularly opened in order to release the end stack of the charger when the upper part of the stack engaged in the magazine arrived at a level lower than the feed conveyor.
- the control means is constituted, for each flap, by a jack whose rod is arranged to rotate a vertical axis integral with said flap, each of the axes being mounted on a part of the loader at the store.
- the jacks are controlled by a sensor capable of detecting the level of the stack of trays contained in the magazine, the closing of said flaps being timed.
- the feed conveyor at the bottom of the loader is equipped with members capable of subjecting the stacks of trays contained in said loader to a combined movement of reciprocating movement in height and in translation towards the store.
- the feed conveyor at the bottom of the charger is equipped with means capable of moving all the stacks in the direction of the store and, concomitantly with the installation of a new stack in the store, to temporarily release all of the other batteries in said store.
- the latter solution is particularly advantageous and avoids any contact between the battery which has just been positioned in the magazine and the next battery of the charger ready to be transferred to said magazine, which allows, under these conditions, a secure positioning and efficient stack of trays in the store.
- the machine comprises a magazine (1) shaped for allow the positioning and maintenance in superposition, of a plurality of trays (2) above a means of transport and evacuation (3).
- a member (4) capable of physically gripping a tray and positioning it on said means of transport (3).
- the magazine (1) comprises parallel lateral guides (1a) and (1b) mounted at adjustable spacing relative to a bottom wall (1c), each being equipped with vertical support rods (1d) cooperating with the edge of the trays .
- At the base of these guides (1a) and (1b) are mounted elastic retaining means (5) shaped to cooperate with part of the bottom of the tray and ensure its retention while being able to move apart when said tray is pulled towards the bottom by the member (4), and return to the closed position as soon as the tray is seized.
- the entire magazine (1) is inclined at the rear to allow positioning by gravity of all the trays pressing against the bottom plate (1c).
- the spacing adjustment of the guides (1a) and (1b) receiving the support rods (1d) is carried out by any known and appropriate means.
- these guides are engaged, two by two in slots (1c1) established in the bottom plate (1c) to cooperate by means of socket (6) with a threaded axis (7) maneuverable by a crank (8 ) Or other.
- the ends of the axis (7) cooperating with the sockets are each threaded in an opposite pitch to allow, according to the direction of rotation of said axis, the approximation or separation of the guides (1a) and (1b).
- the elastic means for retaining (5) the trays are constituted by tongues having elastic deformation capacities. These tongues are fixed on support elements (5a) independent or integral with the guides (1a) and (1b), at the base of the vertical support rods (1d). In the event that the elements support (5a) are independent, they are mounted, in the same way as the guides, with the ability to adjust the spacing.
- the elastic retaining means (5) are mounted fingers (21) capable of cooperating with the edges of the tray located above the tray to be gripped. These fingers (21) are engaged in free sliding, at each end, in the thickness of the support elements (5a) of the retaining tabs (5).
- the rear part of the fingers (21) is fixed, in an adjustable manner, in a plate (22) fixed to the rod (23a) of a control cylinder (23).
- the cylinder body (23) is integral with the support elements (5a) by means of a squared tab (24).
- the control of the jack (23) is established in synchronism with that of the jack (4), to ensure the next operating cycle.
- the fingers (21) are retracted back to allow the positioning of the lower tray in abutment on said tongues (FIG. 11).
- the member (4) consists of a pneumatic cylinder, the rod of which receives a head (4a) equipped with at least one suction cup (4b) subject to a control means to create a vacuum at will and create or not a vacuum.
- the cylinder body is further mounted with lateral displacement capacity on guide rods in order to position the head (4a), in particular the suction cup (4b) very substantially in the middle part of the bottom of the tray, according to its dimensions.
- the cylinder body can be slaved to an operating screw (9) to be moved along the rods.
- the entire cylinder is oriented at the same angle as the magazine (1) so that the active part of the suction cup (4b) is arranged perpendicular to the bottom of the trays.
- the bottom plate (1c) is slidably mounted along a support frame (1e) receiving the operating screw (10).
- the uprights (1e1) of the frame (1e) have lights for the passage of the control axis (7) of the lateral guides (1a) and (1b).
- This height adjustment makes it possible to use any depth of trays in order to correctly position the suction cup (4b) relative to the bottom of the tray.
- a reverse design can be provided, that is to say making the whole of the member (4) adjustable relative to the store.
- the means of transport and evacuation is composed of several toric bands (3a) mounted in grooves formed on the periphery of drive rollers (3b) - (3c) slaved to a pneumatic control motor (3d).
- the head (4a) of the jack (4) passes between the bands (3a).
- the ends of the roller (3c) carry two arms (11) between which another roller (3e) is mounted for free rotation.
- This roller (3e) preferably of smaller diameter than that of the roller (3c)
- the support arms (11) are mounted with angular adjustment capacity with respect to the drive roller, to vary the height of the roller (3c) accordingly.
- All of the main components of the device as defined are suitably mounted on a support frame (12) advantageously fitted with rolling members, to allow easy movement of the device with a view to its positioning, for example opposite from another workstation.
- the machine as described above is equipped with a loader capable of ensuring the automatic supply of trays to the store.
- the charger designated as a whole by (13) is placed opposite the magazine (1) on the side of the vertical holding rods (1d).
- the bottom (13a) of the loader receiving the folded trays is oriented perpendicular to the magazine (1), so that said bottom (13a) is angularly oriented at an angle ( ⁇ ), towards said magazine along a slope descending.
- the bottom (13a) is constituted by two parallel bars (13b) between which are mounted a plurality of rollers (14) for ensuring the permanent descent by gravity of the stacks of trays (2) towards the store.
- the rollers (14) can optionally be motorized.
- Lateral flanges (13c) are established vertically with respect to the bottom (13a) of the charger to ensure the height maintenance of the stacks of trays. These flanges which may have different variant embodiments, are subject to means for being adjustable in spacing according to the dimensions of trays.
- the bottom of the loader (13) constitutes, in a known manner, a feed conveyor.
- the whole of this charger can for example be mounted on a support frame (15) integral with the magazine.
- the axis of the loader is arranged according to the axis of the magazine, so that the stacks of the prepositioned trays in said magazine (13) are in correspondence with the stack arranged in the magazine, to engage between the vertical rods of the guide (3d).
- the stack of trays located at the end of the charger, on the side of the magazine (1) is not in direct contact with the stack positioned in said magazine.
- two vertical adjustable flaps (16) are mounted at the end of the loader capable of cooperating with in particular the edges of the stack of trays to ensure its temporary maintenance, set back from the stack engaged in the magazine (1).
- These flaps are subject to control means (17) to be angularly oriented in order to release the stack when the upper end of the stack engaged in the magazine has arrived at a level lower than the feed conveyor (13a) of the loader. .
- control means (17) is constituted for each flap by a pneumatic cylinder whose rod (17a) has at the end a yoke (17b) cooperating with a sole integral with a vertical axis (18) receiving the corresponding section.
- Each of the axes (18) is mounted to rotate freely in bearings (19) which, for example, have the amounts of the flanges (13c) of the loader.
- These jacks (17) are slaved to a photoelectric cell for example or other sensor member capable of detecting the level of the stack of trays contained in the store (1).
- the closing of the flaps is timed, according to a determined time corresponding to the placement of the stack of trays in the store.
- the charger assembly (13) as described can be mounted on a support frame with capacity for adjustment in translation relative to the magazine (1) to vary the spacing between the front end of said charger and said magazine depending on the dimensions of trays.
- the bottom (13a) of said charger is equipped with a member capable of giving said batteries a combined movement of reciprocating movement in height and travel towards the store.
- the bottom (13a) is composed of two rows of rollers (14) between which are fixed, in a parallel manner, two angle irons (25).
- each iron (25) The vertical wings of each iron (25) are provided, at each of their ends, with elements (26) acting as a ramp.
- each element (26) comprises a transverse axis (26a) on which is articulated a tab (26b) positioned angularly to ensure the desired ramp effect.
- This tab is locked angularly in one direction with the ability to pivot in the other.
- the free end of the tab is very substantially at the level of the horizontal wing of the irons (25).
- the rod (29a) of the jack (29) is connected by a plate (29b) to the U-shaped iron (28).
- This plate (29b) passes between the vertical wings (25a) of the angles (25) while being mounted to slide in a light (13a1) of the bottom (13a) of the charger.
- the jack (29) is controlled in an alternating translational movement.
- the control of this cylinder is triggered by the height detection sensor of the stack of trays contained in the store and which controls the opening of the flaps.
- the actuator (29) of the U (28) is slaved to a time delay and continues for a short time time, after closing the flaps, to move said U (28), which has the effect of nested in each other the different trays.
- the feed conveyor at the bottom of said loader is equipped with means capable of moving the 'all the batteries towards said store and, concomitantly to temporarily release all the other batteries of said store.
- the feed conveyor consists of an inclined ramp mounted to slide guided between two flanges and being subject to a control jack for its movement in translation.
- the rod of this jack is coupled to a freewheel system whose drive shaft carries at the end, a pinion which meshes with a rack integral with a fixed part of the loader.
- the freewheel system is coupled by a set of belts to a transfer belt which has the inclined ramp. This results in the following operation.
- the flaps (16) are controlled in the open position and the jack controls in translation the entire ramp to bring a stack of trays against the store.
- the pinion which cooperates with the rack during the displacement of the ramp, does not cause the set of belts of the transfer belt, taking into account the freewheel system which, in this sense, is in the disengaged position.
- the jack is controlled in the opposite direction so that the freewheel-pinion-rack system drives the set of belts in a direction opposite to that of the feeding of the trays, which has the effect of temporarily separating all of the other batteries from the one just introduced into the store.
- the different trays nested one inside the other, are arranged in superposition in the magazine (1) by being centered between the vertical rods (1d) and held in height by the elastic tongues (5).
- An action on the jack (4) has the effect of physically gripping a tray by means of its suction cup head (4b) which cooperates with the bottom of the lower tray.
- the stack is very slightly raised to ensure safe and efficient gripping of said tray.
- the tray thus seized is directed under the effect of lowering the head of the jack, on the means of transport (3).
- a proximity sensor detects the presence of the tray and cuts the power to the cylinder and the suction effect of the suction cup, so that the tray is perfectly positioned flat on the strips (3a) of the means of transport.
- the conveyor belt (3) being supplied continuously, or intermittently, the tray is evacuated to another work station.
- the angular adjustment of the arms (11) makes it possible to very precisely adjust the end roller (3e) of the means of transport (3) at this other work station.
- the cell detects this state and gives the control order to the jacks (17) for the opening of the flaps (16).
- the most forward stack is released and automatically centers itself between the vertical rods (3d) of the magazine, interlocking with the remaining stack in said magazine.
- the flaps crossed by the stack of trays the latter are closed by the jacks (17) taking into account the time delay.
- provision may be made to equip the same machine with several magazines and loaders, arranged in juxtaposition and each shaped according to the principle described.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Stacking Of Articles And Auxiliary Devices (AREA)
- De-Stacking Of Articles (AREA)
Description
L'invention se rattache au secteur technique de la manutention, plus particulièrement de la manipulation des matériaux de forme plate.The invention relates to the technical sector of handling, more particularly the handling of flat shaped materials.
Il est connu d'utiliser, notamment pour le conditionnement des produits alimentaires, des barquettes en matériau léger. Généralement, ces barquettes sont disposées successivement sur un tapis de transfer où elles sont garnies, manuellement ou automatiquement, avec le produit désiré. En aval de cette phase de remplissage, la châine de conditionnement comprend d'autres postes tels que : emballage, étiquetage, et autres...It is known to use, in particular for the packaging of food products, trays made of light material. Generally, these trays are arranged successively on a transfer mat where they are filled, manually or automatically, with the desired product. Downstream of this filling phase, the packaging chain includes other items such as: packaging, labeling, and others ...
Dans la plupart des cas, la mise en place des barquettes vides sur le tapis de transfert s'effectue manuellement. Les barquettes vides étant emboîtées les unes dans les autres selon des piles de différentes hauteurs, l'opérateur saisit une barquette dans la pile et la pose sur le tapis, cette opération étant répétée pendant toute la durée du temps de travail de l'opération. On conçoit qu'une telle méthode est pénible et nécessite en permanence une personne. En outre, la cadence est nécessairement réduite, et surtout, elle ne peut être régulière et constante tout au long de l'intervention de l'opérateur, ce qui interdit ou perturbe fortement l'automatisation des autres postes.In most cases, the empty trays are placed on the transfer belt manually. The empty trays being nested one inside the other according to stacks of different heights, the operator grasps a tray in the stack and places it on the mat, this operation being repeated throughout the working time of the operation. It is understood that such a method is painful and permanently requires a person. In addition, the rate is necessarily reduced, and above all, it cannot be regular and constant throughout the operator's intervention, which prohibits or greatly disrupts the automation of other stations.
Certains convoyeurs sont équipés de distributeurs automatiques de barquettes, mais ces derniers font partie intégrante de l'ensemble de la machine et ne peuvent donc être utilisés que pour des applications spécifiques. De plus, l'ensemble ainsi constitué est d'un coût très élevé, le distributeur étant en outre limité au point de vue capacité et type de barquettes à utiliser. En outre, les barquettes doivent être disposées manuellement dans le distributeur.Some conveyors are equipped with automatic tray dispensers, but these are an integral part of the whole machine and can therefore only be used for specific applications. In addition, the assembly thus formed is very expensive, the dispenser being further limited in terms of capacity and type of trays to be used. In addition, the trays must be placed manually in the dispenser.
Pour remédier à ces inconvénients, on a proposé des appareils indépendants permettant de distribuer automatiquement, d'une manière unitaire, des barquettes. Cependant, les appareils connus ne donnent pas entièrement satisfaction et les résultats obtenus sont difficilement exploitables industriellement.To overcome these drawbacks, we have proposed independent devices for automatically dispensing, in a unitary manner, trays. However, the known devices are not entirely satisfactory and the results obtained are difficult to use industrially.
Par exemple, dans le Brevet US-A-3.091.363, la barquette est déformée transversalement pour échapper une plaque support, et être disposée ensuite sur un convoyeur. On conçoit que cette déformation transversale nécessite une barquette spéciale et limite considérablement son application.For example, in US-A-3,091,363, the tray is deformed transversely to escape a support plate, and then be placed on a conveyor. It is understood that this transverse deformation requires a special tray and considerably limits its application.
Le Brevet GB-A-979.689 enseigne une autre solution pour la prise automatique des barquettes, mais qui est limitée à un seul type de barquette compte tenu de la complexité des moyens de mise en oeuvre. C'est le cas également du Brevet FR-A-2.450.767 où les barquettes sont d'un type particulier, avec des empreintes pour le logement des produits.Patent GB-A-979,689 teaches another solution for the automatic setting of trays, but which is limited to a single type of tray taking into account the complexity of the means of implementation. This is also the case of Patent FR-A-2,450,767 where the trays are of a particular type, with imprints for housing the products.
En outre, il apparaît que dans aucun des appareils connus, des moyens ne sont prévus pour assurer l'alimentation automatique en barquettes en vue de leur distribution. De tels appareils sont donc limités en capacité ou bien nécessitent la présence d'une personne en vue de leur alimentation.In addition, it appears that in none of the known devices, means are provided for ensuring the automatic supply of trays for their distribution. Such devices are therefore limited in capacity or else require the presence of a person for the purpose of feeding them.
On peut citer encore, le brevet FR-A-2.421.107 qui décrit une machine pour la distribution automatique d'objets semblables à des barquettes équipée d'un chargeur pour la distribution de ces barquettes. Toutefois, ce chargeur ne peut pas recevoir plusieurs piles de barquettes.Mention may also be made of patent FR-A-2,421,107 which describes a machine for the automatic distribution of objects similar to trays equipped with a loader for the distribution of these trays. However, this charger cannot receive more than one stack of trays.
L'invention s'est fixée pour but de remédier, de manière simple, efficace et rationnelle, aux inconvénients précités, en réalisant une machine de distribution automatique de barquettes, constituant un ensemble totalement indépendant dans la chaîne de conditionnement, en étant aptes à s'adapter à n'importe quel type de convoyeur et à recevoir tout les types de barquettes, quelles que soient leurs dimensions.The invention has set itself the aim of remedying, in a simple, efficient and rational manner, the abovementioned drawbacks, by producing an automatic machine for dispensing trays, constituting a completely independent assembly in the packaging chain, by being able to s '' adapt to any type of conveyor and to receive all types of trays, whatever their dimensions.
Les problèmes que se propose de résoudre l'invention sont, d'une part, d'assurer la prise unitaire de la barquette à partir d'une pile de manière sûre et efficace, compte-tenu de la nature du matériau constituant ces barquettes en évitant tout risque de départ inopiné de plusieurs barquettes et, d'autre part, assurer l'alimentation automatique en barquettes de la machine.The problems which the invention proposes to solve are, on the one hand, to ensure the unitary grip of the tray from a stack in a safe and effective manner, taking into account the nature of the material constituting these trays in avoiding any risk of unexpected departure of several trays and, on the other hand, ensuring the automatic feeding of trays to the machine.
Selon l'invention, pour résoudre ces problèmes, la machine du type de celle comprenant, convenablement montés sur un bâti support, au moins un magasin conformé et agencé avec des moyens pour permettre le positionnement et le maintien en superposition d'une pluralité de barquettes au dessus d'un moyen de transport et d'évacuation sous lequel est monté, en alignement avec le magasin, au moins un organe apte à saisir physiquement une barquette et à la positionner sur ledit moyen de transport et d'évacuation ; en regard du magasin est monté un chargeur agencé pour recevoir plusieurs piles de barquettes disposées en juxtaposition, est remarquable en ce que la barquette d'extrémité, située sous la pile pour être saisie par l'organe préhenseur coopère avec des moyens de retenu constitué par des bandes, avec capacité de déformation élastique en étant aptes à s'écarter lorsque ladite barquette est tirée en direction du bas, des doigts, aptes à coopérer exclusivement avec les bords de la barquette située au dessus de ladite barquette d'extrémité, étant assujettis à des moyens pour être commandés en synchronisme avec ledit organe préhenseur.According to the invention, to solve these problems, the machine of the type comprising that, suitably mounted on a support frame, at least one store shaped and arranged with means to allow the positioning and the maintenance in superposition of a plurality of trays above a means of transport and evacuation under which is mounted, in alignment with the store, at least one member capable of physically grasping a container and positioning it on said means of transport and evacuation; next to the store is mounted a charger arranged to receive several stacks of trays arranged in juxtaposition, is remarkable in that the end tray, located under the stack to be gripped by the gripping member cooperates with retaining means constituted by bands, with capacity for elastic deformation while being able to move apart when said tray is pulled in the direction of the bottom, of the fingers, able to cooperate exclusively with the edges of the tray located above said tray end, being subject to means for being controlled in synchronism with said gripping member.
Avantageusement, le problème posé de la prise automatique des barquettes et de leur chargement automatique dans le magasin est résolu en ce que les doigts sont engagés à libre coulissement dans l'épaisseur de l'élément support des organes de retenue, la partie arrière des doigts étant fixée dans une plaque assujettie au moyen de commande.Advantageously, the problem posed of the automatic picking of the trays and of their automatic loading in the store is solved in that the fingers are engaged in free sliding in the thickness of the support element of the retaining members, the rear part of the fingers being fixed in a plate secured to the control means.
Le problème posé de saisir une barquette est résolu en ce que l'organe est constitué par un vérin dont la tête est équipée d'au moins une ventouse assujettie à un moyen de commande pour faire à volonté le vide et créer ou non une dépression.The problem posed of grasping a tray is solved in that the member is constituted by a jack whose head is equipped with at least one suction cup subject to a control means to create a vacuum at will and create or not a depression.
Le corps du vérin est monté avec capacité de déplacement latéral sur des tiges de guidage afin de positionner la ventouse très sensiblement dans la partie médiane du fond de la barquette, l'ensemble du vérin et de sa tête étant incliné selon la même orientation angulaire que celle du magasin.The cylinder body is mounted with lateral displacement capacity on guide rods in order to position the suction cup very substantially in the middle part of the bottom of the tray, the assembly of the cylinder and its head being inclined in the same angular orientation as that of the store.
Le magasin et l'organe sont assujettis à des moyens aptes à assurer le réglage de la distance entre la tête de préhension dudit organe, et le fond de la barquette disposée en partie basse du magasin.The magazine and the member are subject to means capable of ensuring the adjustment of the distance between the gripping head of said member, and the bottom of the tray placed in the lower part of the magazine.
Pour résoudre le problème posé du transport et de l'évacuation des barquettes saisies, le moyen de transport et d'évacuation est composé de plusieurs bandes toriques montées dans des gorges formées sur la périphérie de rouleaux d'entraînement asservis à un moteur de commande, la tête du vérin passant entre lesdites bandes.To solve the problem of transport and the evacuation of trays seized, the means of transport and evacuation is composed of several toric bands mounted in grooves formed on the periphery of drive rollers slaved to a control motor, the cylinder head passing between said bands.
Les extrémités du rouleau-moteur portent deux bras entre lesquels est monté libre en rotation un rouleau accouplé audit rouleau par des bandes toriques pour être entraîné positivement en rotation, lesdits bras-support étant montés avec capacité de réglage angulaire pour faire varier en hauteur le rouleau.The ends of the motor roller carry two arms between which is mounted free in rotation a roller coupled to said roller by O-rings to be positively driven in rotation, said support arms being mounted with angular adjustment capacity to vary the height of the roller .
Le problème posé d'assurer le maintien temporaire des piles de barquettes en attente dans le chargeur, est résolu en ce qu'en bout du chargeur du côté du magasin, sont montés des moyens de retenue aptes à coopérer avec notamment les arêtes de la pile de barquettes d'extrémité pour assurer son maintien temporaire en retrait de la pile engagée dans le magasin, lesdits moyens étant constitués par des volets orientables assujettis à des moyens de commande pour être ouverts angulairement en vue de libérer la pile d'extrémité du chargeur lorsque la partie supérieure de la pile engagée dans le magasin est arrivée à un niveau inférieur au convoyeur d'alimentation.The problem posed of temporarily maintaining the stacks of trays waiting in the charger, is solved in that at the end of the charger on the side of the store, are mounted retaining means capable of cooperating with in particular the edges of the stack end trays to ensure its temporary retention back from the stack engaged in the store, said means being constituted by orientable flaps subject to control means to be angularly opened in order to release the end stack of the charger when the upper part of the stack engaged in the magazine arrived at a level lower than the feed conveyor.
Le moyen de commande est constitué, pour chaque volet, par un vérin dont la tige est agencée pour entraîner en rotation un axe vertical solidaire dudit volet, chacun des axes étant monté sur une partie du chargeur au niveau du magasin.The control means is constituted, for each flap, by a jack whose rod is arranged to rotate a vertical axis integral with said flap, each of the axes being mounted on a part of the loader at the store.
Les vérins sont asservis à un capteur apte à détecter le niveau de la pile de barquettes contenues dans le magasin, la fermeture desdits volets étant temporisée.The jacks are controlled by a sensor capable of detecting the level of the stack of trays contained in the magazine, the closing of said flaps being timed.
Le problème du chargement automatique des barquettes dans le magasin est avantageusement résolu par l'une des caractéristiques ci-après.The problem of automatic loading of trays into the store is advantageously solved by one of the characteristics below.
Selon une première caractéristique, le convoyeur d'alimentation du fond du chargeur, est équipé d'organes aptes à soumettre les piles de barquettes contenues dans ledit chargeur, à un mouvement combiné de déplacement alternatif en hauteur et en translation en direction du magasin.According to a first characteristic, the feed conveyor at the bottom of the loader is equipped with members capable of subjecting the stacks of trays contained in said loader to a combined movement of reciprocating movement in height and in translation towards the store.
Suivant une autre caractéristique, le convoyeur d'alimentation du fond du chargeur est équipé de moyens aptes à déplacer l'ensemble des piles en direction du magasin et, concomitamment à la mise en place d' une nouvelle pile dans le magasin, à dégager temporairement l'ensemble des autres piles dudit magasin.According to another characteristic, the feed conveyor at the bottom of the charger is equipped with means capable of moving all the stacks in the direction of the store and, concomitantly with the installation of a new stack in the store, to temporarily release all of the other batteries in said store.
Cette dernière solution s'avère particulièrement avantageuse et évite tout contact entre la pile qui vient d'être positionée dans le magasin et la prochaine pile du chargeur prête à être transférée dans ledit magasin, ce qui permet, dans ces conditions, un positionnement sûr et efficace de la pile de barquettes dans la magasin.The latter solution is particularly advantageous and avoids any contact between the battery which has just been positioned in the magazine and the next battery of the charger ready to be transferred to said magazine, which allows, under these conditions, a secure positioning and efficient stack of trays in the store.
L'invention est exposée ci-après plus en détail à l'aide des dessins annexés dans lesquels :
- La figure 1 est une perspective de la machine, le chargeur n'étant pas représenté.
- La figure 2 est une vue en coupe longitudinale de la machine avec le chargeur.
- La figure 3 est une vue en coupe considèrés selon la ligne 3-3 de la figure 2.
- Les figures 4 et 5 montrent respectivement la retenue et la prise des barquettes dans le magasin.
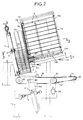
- Les figures 6, 7 et 8 sont des vues schématiques de fonctionnement de la machine, le chargeur n'étant pas représenté.
- Les figures 9, 10 et 11 montrent la prise d'une barquette.
- La figure 12 est une vue en perspective montrant les moyens de retenue des barquettes au moment de leur prise.
- La figure 13 est une vue en perspective montrant les principaux éléments de l'organe de déplacement des piles de barquettes dans le chargeur.
- La figure 14 est une vue en coupe transversale du fond du chargeur.
- La figure 15 est une vue en coupe longitudinale. considérèe selon la ligne 15-15 de la figure 14. On a illustré en traits mixtes la position haute de l'organe de déplacement.
- Figure 1 is a perspective of the machine, the charger is not shown.
- Figure 2 is a longitudinal sectional view of the machine with the loader.
- Figure 3 is a sectional view taken along line 3-3 of Figure 2.
- Figures 4 and 5 respectively show the retention and taking of the trays in the store.
- Figures 6, 7 and 8 are schematic views of operation of the machine, the loader not being shown.
- Figures 9, 10 and 11 show the grip of a tray.
- FIG. 12 is a perspective view showing the means for retaining the trays when they are taken.
- FIG. 13 is a perspective view showing the main elements of the device for moving the stacks of trays in the loader.
- Figure 14 is a cross-sectional view of the bottom of the charger.
- Figure 15 is a longitudinal sectional view. considered along line 15-15 of Figure 14. Illustrated in phantom is the high position of the displacement member.
Afin de rendre plus concret l'objet de l'invention, on le décrit maintenant d'une manière non limitative en se référant aux exemples de réalisation des figures des dessins.In order to make the object of the invention more concrete, it is now described in a nonlimiting manner with reference to the exemplary embodiments of the figures of the drawings.
La machine comprend un magasin (1) conformé pour permettre le positionnement et le maintien en superposition, d'une pluralité de barquettes (2) au-dessus d'un moyen de transport et d'évacuation (3). Sous le moyen de transport et d'évacuation (3) et en alignement avec le magasin (1), est monté un organe (4) apte à saisir physiquement une barquette et à la positionner sur ledit moyen de transport (3).The machine comprises a magazine (1) shaped for allow the positioning and maintenance in superposition, of a plurality of trays (2) above a means of transport and evacuation (3). Under the transport and evacuation means (3) and in alignment with the magazine (1), is mounted a member (4) capable of physically gripping a tray and positioning it on said means of transport (3).
Le magasin (1) comprend des guides latéraux paralléles (1a) et (1b) montés à écartement réglable par rapport à une paroi de fond (1c) en étant équipés chacun de tiges verticales d'appui (1d) coopérant avec le bord des barquettes. A la base de ces guides (1a) et (1b) sont montés des moyens élastiques de retenue (5) conformés pour coopérer avec une partie du fond de la barquette et assurer sa retenue tout en étant aptes à s'écarter lorsque ladite barquette est tirée en direction du bas par l'organe (4), et revenir en position de fermeture aussitôt la barquette saisie. L'ensemble du magasin (1) est incliné en arière pour permettre le positionnement par gravité de l'ensemble des barquettes en appui contre la plaque de fond (1c).The magazine (1) comprises parallel lateral guides (1a) and (1b) mounted at adjustable spacing relative to a bottom wall (1c), each being equipped with vertical support rods (1d) cooperating with the edge of the trays . At the base of these guides (1a) and (1b) are mounted elastic retaining means (5) shaped to cooperate with part of the bottom of the tray and ensure its retention while being able to move apart when said tray is pulled towards the bottom by the member (4), and return to the closed position as soon as the tray is seized. The entire magazine (1) is inclined at the rear to allow positioning by gravity of all the trays pressing against the bottom plate (1c).
Le règlage en écartement des guides (1a) et (1b) recevant les tiges d'appui (1d) s'effectue par tout moyen connu et approprié. Par exemple, ces guides sont engagés, deux à deux dans des lumières (1c1) établies dans la plaque de fond (1c) pour coopérer par l'intermédiaire de douille (6) avec un axe fileté (7) manoeuvrable par une manivelle (8) ou autre. D'une manière connue, les extrémités de l'axe (7) coopérant avec les douilles, sont filetées chacune selon un pas opposé pour permettre, selon le sens de rotation dudit axe, le rapprochement ou l'éloignement des guides (1a) et (1b).The spacing adjustment of the guides (1a) and (1b) receiving the support rods (1d) is carried out by any known and appropriate means. For example, these guides are engaged, two by two in slots (1c1) established in the bottom plate (1c) to cooperate by means of socket (6) with a threaded axis (7) maneuverable by a crank (8 ) Or other. In a known manner, the ends of the axis (7) cooperating with the sockets, are each threaded in an opposite pitch to allow, according to the direction of rotation of said axis, the approximation or separation of the guides (1a) and (1b).
Dans une première forme de réalisation, les moyens élastiques de retenue (5) des barquettes, sont constitués par des languettes ayant des capacités de déformation élastique. Ces languettes sont fixées sur des éléments supports (5a) indépendants ou solidaires des guides (1a) et (1b), à la base des tiges verticales d'appui (1d). Dans le cas où les éléments support (5a) sont indépendants, ils sont montés, de la même façon que les guides, avec capacité de règlage en écartement.In a first embodiment, the elastic means for retaining (5) the trays, are constituted by tongues having elastic deformation capacities. These tongues are fixed on support elements (5a) independent or integral with the guides (1a) and (1b), at the base of the vertical support rods (1d). In the event that the elements support (5a) are independent, they are mounted, in the same way as the guides, with the ability to adjust the spacing.
Pour éviter tout risque de départ inopiné de plusieurs barquettes, au niveau des moyens élastiques de retenue (5) sont montés des doigts (21) aptes à coopérer avec les bords de la barquette située au-dessus de la barquette devant être saisie. Ces doits (21) sont engagés à libre coulissement, à chaque extrémité, dans l'épaisseur des éléments supports (5a) des languettes de retenue (5). La partie arrière des doigts (21) est fixée, d'une manière règlable, dans une plaque (22) assujettie à la tige (23a) d'un vérin de commande (23). Dans l'exemple illustré figures 9 à 12, le corps du vérin (23) est solidaire des éléments support (5a) au moyen d'une patte équerrée (24).To avoid any risk of unexpected departure of several trays, at the elastic retaining means (5) are mounted fingers (21) capable of cooperating with the edges of the tray located above the tray to be gripped. These fingers (21) are engaged in free sliding, at each end, in the thickness of the support elements (5a) of the retaining tabs (5). The rear part of the fingers (21) is fixed, in an adjustable manner, in a plate (22) fixed to the rod (23a) of a control cylinder (23). In the example illustrated in Figures 9 to 12, the cylinder body (23) is integral with the support elements (5a) by means of a squared tab (24).
La commande du vérin (23) est établie en synchronisme avec celle du vérin (4), pour assurer le cycle de fonctionnement suivant.The control of the jack (23) is established in synchronism with that of the jack (4), to ensure the next operating cycle.
Dès que le vérin (4) est commandé pour saisir par la ou les ventouses (4b) une barquette, les doigts (21) sont déplacés en translation par le vérin (23), pour venir se positionner sous le rebord de la barquette située au-dessus de celle devant être saisie (figure 9).As soon as the jack (4) is commanded to grasp by the suction cup (s) (4b) a tray, the fingers (21) are moved in translation by the jack (23), to come to be positioned under the rim of the tray located at - above that to be entered (Figure 9).
Lorsque la ventouse (4b) coopère avec le fond de la barquette inférieure, celle-ci est très légèrement déplacés en hauteur à l'encontre des doigts (21) assurant ainsi une préhension sûrs et efficace. Il apparait donc que les autres barquetes de la pile ne sont pas sollicilées évitant en conséquence tout départ inopiné d'une autre barquette (figure 10).When the suction cup (4b) cooperates with the bottom of the lower tray, the latter is very slightly displaced in height against the fingers (21) thus ensuring a safe and effective grip. It therefore appears that the other trays in the stack are not stressed, thereby avoiding any unexpected departure from another tray (FIG. 10).
Une fois la barquette saisie et dégagée des languettes (5), les doigts (21) sont escamotés en arrière pour permettre le positionnement de la barquette inférieure en appui sur lesdites languettes (figure 11).Once the tray has been grasped and released from the tongues (5), the fingers (21) are retracted back to allow the positioning of the lower tray in abutment on said tongues (FIG. 11).
L'organe (4) est constitué par un vérin pneumatique dont la tige reçoit une tête (4a) équipée d'au moins une ventouse (4b) assujettie à un moyen de commande pour faire à volonté le vide et créer ou non une dépression. Le corps du vérin est en outre monté avec capacité de déplacement latéral sur des tiges de guidage afin de positionner la tête (4a), notamment 1a ventouse (4b) très sensiblement dans la partie médiane du fond de la barquette, selon ses dimensions. Par exemple, le corps du vérin peut être asservi à une vis de manoeuvre (9) pour être déplacé le long des tiges. L'ensemble du verin est orienté selon la même angulation que le magasin (1) pour que la partie active de la ventouse (4b) soit disposée perpendiculairement au fond des barquettes.The member (4) consists of a pneumatic cylinder, the rod of which receives a head (4a) equipped with at least one suction cup (4b) subject to a control means to create a vacuum at will and create or not a vacuum. The cylinder body is further mounted with lateral displacement capacity on guide rods in order to position the head (4a), in particular the suction cup (4b) very substantially in the middle part of the bottom of the tray, according to its dimensions. For example, the cylinder body can be slaved to an operating screw (9) to be moved along the rods. The entire cylinder is oriented at the same angle as the magazine (1) so that the active part of the suction cup (4b) is arranged perpendicular to the bottom of the trays.
On prévoit de rendre réglable en hauteur l'ensemble du magasin (1) par rapport à la tête (4a) du vérin au moyen par exemple d'une vis de manoeuvre (10) reliée à la plaque de fond (1c). Dans ce case, la plaque de fond (1c) est montée coulisante le long d'un cadre support (1e) recevant la vis de manoeuvre (10). Les montants (1e1) du cadre (1e) présentent des lumières pour le passage de l'axe de commande (7) des guides latéraux (1a) et (1b). Ce réglage en hauteur permet d'utiliser n'importe quelle profondeur de barquettes afin de positionner correctement 1a ventouse (4b) par rapport au fond de la barquette. Bien évidemment, une conception inverse peut être prévue, c'est-à-dire rendre réglable l'ensemble de l'organe (4) par rapport au magasin.Provision is made to make the entire magazine (1) adjustable in height relative to the head (4a) of the jack by means, for example, of an operating screw (10) connected to the bottom plate (1c). In this case, the bottom plate (1c) is slidably mounted along a support frame (1e) receiving the operating screw (10). The uprights (1e1) of the frame (1e) have lights for the passage of the control axis (7) of the lateral guides (1a) and (1b). This height adjustment makes it possible to use any depth of trays in order to correctly position the suction cup (4b) relative to the bottom of the tray. Obviously, a reverse design can be provided, that is to say making the whole of the member (4) adjustable relative to the store.
Le moyen de transport et d'évacuation est composé de plusieurs bandes toriques (3a) montées dans des gorges formées sur la périphérie de rouleaux d'entraînement (3b) - (3c) asservis à un moteur pneumatique de commande (3d). La tête (4a) du vérin (4) passe entre les bandes (3a).The means of transport and evacuation is composed of several toric bands (3a) mounted in grooves formed on the periphery of drive rollers (3b) - (3c) slaved to a pneumatic control motor (3d). The head (4a) of the jack (4) passes between the bands (3a).
Les extrémités du rouleau (3c) portent deux bras (11) entre lesquels est monté libre en rotation un autre rouleau (3e). Ce rouleau (3e) de préférence de diamètre inférieur à celui du rouleau (3c), est accouplé au rouleau moteur (3c) au moyen de bandes toriques (3f) pour être entraîné positivement en rotation. Les bras support (11) sont montés avec capacité de réglage angulaire par rapport au rouleau moteur, pour faire varier en conséquence la hauteur du rouleau (3c).The ends of the roller (3c) carry two arms (11) between which another roller (3e) is mounted for free rotation. This roller (3e), preferably of smaller diameter than that of the roller (3c), is coupled to the drive roller (3c) by means of O-bands (3f) to be positively driven in rotation. The support arms (11) are mounted with angular adjustment capacity with respect to the drive roller, to vary the height of the roller (3c) accordingly.
L'ensemble des principaux organes de l'appareil tel que défini est convenablement monté sur un châssis support (12) avantageusement équipé d'organes de roulement, pour permettre le déplacement aisé de l'appareil en vue de son positionnement, par exemple en regard d'un autre poste de travail. D'une manière importante, la machine telle que décrite ci-avant, est équipée d'un chargeur apte à assurer l'alimentation automatique en barquettes du magasin.All of the main components of the device as defined are suitably mounted on a support frame (12) advantageously fitted with rolling members, to allow easy movement of the device with a view to its positioning, for example opposite from another workstation. Importantly, the machine as described above, is equipped with a loader capable of ensuring the automatic supply of trays to the store.
Dans la forme de réalisation ilustrée figures 2 et 3, le chargeur désigné dans son ensemble par (13) est diposé en regard du magasin (1) du côté des tiges verticales de maintien (1d). Le fond (13a) du chargeur recevant les barquettes pliées, est orienté d'un manière perpendiculaire au magasin (1), de sorte que ledit fond (13a) est orienté angulairement selon un angle (α), en direction dudit magasin selon une pente descendante.In the embodiment illustrated in FIGS. 2 and 3, the charger designated as a whole by (13) is placed opposite the magazine (1) on the side of the vertical holding rods (1d). The bottom (13a) of the loader receiving the folded trays, is oriented perpendicular to the magazine (1), so that said bottom (13a) is angularly oriented at an angle (α), towards said magazine along a slope descending.
Le fond (13a) est consituté par deux fers parallèles (13b) entre lesquels sont montés fous une pluralité de rouleaux (14) pour assurer la descente permanente par gravité des piles de barquettes (2) en direction du magasin. Les rouleaux (14) peuvent éventuellement être motorisés. Des flasques latéraux (13c) sont établis verticalement par rapport au fond (13a) du chargeur pour assurer le maintien en hauteur des piles de barquettes. Ces flasques susceptibles de présenter différentes variantes de réalisation, sont assujettis à des moyens pour être réglables en écartement selon les dimensions de barquettes.The bottom (13a) is constituted by two parallel bars (13b) between which are mounted a plurality of rollers (14) for ensuring the permanent descent by gravity of the stacks of trays (2) towards the store. The rollers (14) can optionally be motorized. Lateral flanges (13c) are established vertically with respect to the bottom (13a) of the charger to ensure the height maintenance of the stacks of trays. These flanges which may have different variant embodiments, are subject to means for being adjustable in spacing according to the dimensions of trays.
Il apparaît donc que le fond du chargeur (13) constitue, d'une manière connue, un convoyeur d'alimentation. L'ensemble de ce chargeur peut par exemple être monté sur un cadre support (15) solidaire du magasin.It therefore appears that the bottom of the loader (13) constitutes, in a known manner, a feed conveyor. The whole of this charger can for example be mounted on a support frame (15) integral with the magazine.
Comme indiqué, l'axe du chargeur est disposé selon l'axe du magasin, pour que les piles des barquettes prépositionnées dans ledit chargeur (13) soient en correspondance avec la pile disposée dans le magasin, pour venir s'engager entre les tiges verticales du guidage (3d). D'une manière importante, il est nécessaire que la pile des barquettes situées à l'extrémité du chargeur, du côté du magasin (1), ne soit pas en contact directement avec la pile positionnée dans ledit magasin.As indicated, the axis of the loader is arranged according to the axis of the magazine, so that the stacks of the prepositioned trays in said magazine (13) are in correspondence with the stack arranged in the magazine, to engage between the vertical rods of the guide (3d). Importantly, it is necessary that the stack of trays located at the end of the charger, on the side of the magazine (1), is not in direct contact with the stack positioned in said magazine.
Dans ce but, en bout du chargeur, sont montés deux volets verticaux orientables (16) aptes à coopérer avec notamment les arêtes de la pile des barquettes pour assurer son maintien temporaire, en retrait de la pile engagée dans le magasin (1). Ces volets sont assujettis à des moyens de commande (17) pour être orientés angulairement en vue de libérer la pile lorsque l'extrémité supérieure de la pile engagée dans le magasin est arrivée à un niveau inférieur au convoyeur d'alimentation (13a) du chargeur.For this purpose, at the end of the loader, two vertical adjustable flaps (16) are mounted capable of cooperating with in particular the edges of the stack of trays to ensure its temporary maintenance, set back from the stack engaged in the magazine (1). These flaps are subject to control means (17) to be angularly oriented in order to release the stack when the upper end of the stack engaged in the magazine has arrived at a level lower than the feed conveyor (13a) of the loader. .
D'une manière préférée, le moyen de commande (17) est constitué pour chaque volet par un vérin pneumatique dont la tige (17a) présente en bout une chape (17b) coopérant avec une semelle solidaire d'une axe vertical (18) recevant le volet correspondant. Chacun des axes (18) est monté libre en rotation dans des paliers (19) que présentent par exemple les montants des flasques (13c) du chargeur. Ces vérins (17) sont asservis à une cellle photoélectrique par exemple ou autre organe capteur apte à détecter le niveau de la pile de barquettes contenue dans le magasin (1). En outre, la fermeture des volets est temporisée, selon un temps déterminé correspondant à la mise en place de la pile de barquettes dans le magasin.In a preferred manner, the control means (17) is constituted for each flap by a pneumatic cylinder whose rod (17a) has at the end a yoke (17b) cooperating with a sole integral with a vertical axis (18) receiving the corresponding section. Each of the axes (18) is mounted to rotate freely in bearings (19) which, for example, have the amounts of the flanges (13c) of the loader. These jacks (17) are slaved to a photoelectric cell for example or other sensor member capable of detecting the level of the stack of trays contained in the store (1). In addition, the closing of the flaps is timed, according to a determined time corresponding to the placement of the stack of trays in the store.
On prévoit de disposer sous le convoyeur d'alimentation (13a) du chargeur, une plaque montée coulissante (20), dont l'extrémité est très légèrement recourbée pour faciliter la mise en place et le positionnement de la pile de barquettes entre les tiges du magasin. A noter qu'en position de fermeture des volets (16), ces dernières sont très légèrement en retrait eu égard aux rouleaux d'extrémité (13b1) du convoyeur.It is planned to have under the feed conveyor (13a) of the loader, a sliding mounted plate (20), the end of which is very slightly curved to facilitate the positioning and positioning of the stack of trays between the rods of the store. Note that in the closed position of the flaps (16), the latter are very slightly behind with respect to the end rollers (13b1) of the conveyor.
L'ensemble du chargeur (13) tel que décrit peut être monté sur un cadre support avec capacité de réglage en translation par rapport au magasin (1) pour faire varier l'écartement entre l'extrémité avant dudit chargeur et ledit magasin en fonction des dimensions des barquettes.The charger assembly (13) as described can be mounted on a support frame with capacity for adjustment in translation relative to the magazine (1) to vary the spacing between the front end of said charger and said magazine depending on the dimensions of trays.
Pour positionner et engager toujours parfaitement les piles de barquettes contenues dans le chargeur (13) dans le magasin (1), le fond (13a) dudit chargeur est équipé d'un organe apte à conférer auxdites piles un mouvement combiné de déplacement alternatif en hauteur et de translation en direction du magasin.To position and always engage the trays of trays contained in the magazine (13) perfectly in the magazine (1), the bottom (13a) of said charger is equipped with a member capable of giving said batteries a combined movement of reciprocating movement in height and travel towards the store.
Dans ce but, le fond (13a) est composé de deux rangées de rouleaux (14) entre lesquelles sont fixés, d'une manière parallèle, deux fers cornières (25).For this purpose, the bottom (13a) is composed of two rows of rollers (14) between which are fixed, in a parallel manner, two angle irons (25).
Les ailes verticales de chaque fer (25) sont munies, à chacune de leur extrémité, d'éléments (26) faisant office de rampe.The vertical wings of each iron (25) are provided, at each of their ends, with elements (26) acting as a ramp.
Plus particulièrement, chaque élément (26) comprend un axe transversal (26a) sur lequel est articulée une patte (26b) positionnée angulairement pour assurer l'effet de rampe recherchée. Cette patte est bloquée angulairement dans un sens avec capacité de pivotement dans l'autre. L'extrémité libre de la patte est très sensiblement au niveau de l'aile horizontale des fers (25).More particularly, each element (26) comprises a transverse axis (26a) on which is articulated a tab (26b) positioned angularly to ensure the desired ramp effect. This tab is locked angularly in one direction with the ability to pivot in the other. The free end of the tab is very substantially at the level of the horizontal wing of the irons (25).
Ces deux fers (25) sont coifffés par un profile en U (28) assujetti à un moyen de commande sous forme d'un vérin (29), pour être déplacé en translation. Les ailes verticales (28a) du U (28) sont équipées intérieurement d'organes de roulement (30) aptes à coopérer avec les rampes (26). En position basse du U (28) correspondant à une position des organes de roulement au niveau des ailes horizontales (25b) des cornières (25), la face supérieure (28b) dudit U est située très légèrement en-dessous du plan horizontal défini par les rouleaux (14). Cette face supérieure (28b) présente un revêtement antifriction (31).These two irons (25) are coifffés by a U-shaped profile (28) subject to a control means in the form of a cylinder (29), to be moved in translation. The vertical wings (28a) of the U (28) are internally equipped with rolling members (30) capable of cooperating with the ramps (26). In the lower position of the U (28) corresponding to a position of the rolling members at the level of the horizontal wings (25b) of the angles (25), the upper face (28b) of the said U is situated very slightly below the horizontal plane defined by the rollers (14). This upper face (28b) has an anti-friction coating (31).
La tige (29a) du vérin (29) est reliée par une plaque (29b) au fer profilé en U (28). Cette plaque (29b) passe entre les ailes verticale (25a) des cornières (25) en étant montée à coulissement dans une lumière (13a1) du fond (13a) du chargeur. Le vérin (29) est commandé selon un mouvement alternatif de translation. En outre, la commande de ce vérin est déclenchée par le capteur de détection de la hauteur de la pile de barquettes contenues dans le magasin et qui commande l'ouverture des volets.The rod (29a) of the jack (29) is connected by a plate (29b) to the U-shaped iron (28). This plate (29b) passes between the vertical wings (25a) of the angles (25) while being mounted to slide in a light (13a1) of the bottom (13a) of the charger. The jack (29) is controlled in an alternating translational movement. In addition, the control of this cylinder is triggered by the height detection sensor of the stack of trays contained in the store and which controls the opening of the flaps.
Il apparaît donc que le fer en U (28), sous l'effet de commande du vérin (29), est simultanément déplacé en translation en direction du magasin (1) et déplacé en hauteur sous l'effet de rampe des éléments (26) coopérant avec les organes de roulement (30). A ce niveau, la face supérieure (28b) du U (29), déborde des rouleaux (14). Lorsque les organes de roulement (30) échappent la rampe (26b), le U (28) est rabaissé puis ramené en arière par le retour de la tige (29a) du vérin (29). Les organes de roulement (30) coopèrent avec l'aile horizontale du fer cornière (27) en escamotant temporairement la patte (26b) des éléments de rampe (26). Le profilé en U décrit donc sensiblement un cycle carré.It therefore appears that the U-shaped iron (28), under the actuating effect of the jack (29), is simultaneously displaced in translation towards the magazine (1) and displaced in height under the ramp effect of the elements (26 ) cooperating with the rolling members (30). At this level, the upper face (28b) of the U (29) projects from the rollers (14). When the rolling members (30) escape the ramp (26b), the U (28) is lowered and then brought back by the return of the rod (29a) of the jack (29). The rolling members (30) cooperate with the horizontal wing of the angle iron (27) by temporarily retracting the tab (26b) of the ramp elements (26). The U-shaped profile therefore essentially describes a square cycle.
Il en résulte donc, lorsque la cellule détecte que la pile contenue dans le magasin arrive à un niveau inférieur à celui du convoyeur (13a), l'ordre est donné aux vérins de commande pour l' ouverture des volets et au vérin (29) de commande du U (28). Par gravité et sous l'effet du déplacement indiqué précédemment du profilé en U, les piles contenues dans le chargeur (13) sont dirigées en direction du magasin (1), la pile la plus en avant étant libérée par les volets, vient automatiquement se centrer dans ledit magasin. Les volets sont ensuite refermés.It therefore results therefrom, when the cell detects that the stack contained in the magazine arrives at a level lower than that of the conveyor (13a), the order is given to the control jacks for opening the flaps and to the jack (29). control unit (28). By gravity and under the effect of the movement indicated above of the U-shaped profile, the batteries contained in the charger (13) are directed towards the magazine (1), the most forward battery being released by the flaps, comes automatically center in said store. The shutters are then closed.
A noter que le vérin (29) de commande du U (28) est asservi à une temporisation et continue pendant un court laps de temps, après fermeture des volets, à déplacer ledit U (28), ce qui a pour effet de bien imbriquer les unes dans les autres les différentes barquettes.Note that the actuator (29) of the U (28) is slaved to a time delay and continues for a short time time, after closing the flaps, to move said U (28), which has the effect of nested in each other the different trays.
Toujours en ayant pour objectif d'assurer un positionnement sûr et efficace des piles de barquettes contenues dans le chargeur (13), dans le magasin (1), le convoyeur d'alimentation du fond dudit chargeur, est équipé de moyens aptes à déplacer l'ensemble des piles en direction dudit magasin et, d'un manière concomitante à dégager temporairement l'ensemble des autres piles dudit magasin.Still having the objective of ensuring a safe and efficient positioning of the stacks of trays contained in the loader (13), in the magazine (1), the feed conveyor at the bottom of said loader is equipped with means capable of moving the 'all the batteries towards said store and, concomitantly to temporarily release all the other batteries of said store.
Par exemple, le convoyeur d'alimentation est constitué par une rampe inclinée montée à coulissement guidé entre deux flasques et en étant assujettie à un vérin de commande pou son déplacement en translation. La tige de ce vérin est accouplée à un système à roue libre dont l'arbre d'entraînement porte en bout, un pignon qui engrène avec une crémaillère solidaire d'une partie fixe du chargeur. Le système à roue libre est accouplé par un jeu de courroies à un tapis de transfer que présente la rampe inclinée. Il en résulte le fonctionnement suivant.For example, the feed conveyor consists of an inclined ramp mounted to slide guided between two flanges and being subject to a control jack for its movement in translation. The rod of this jack is coupled to a freewheel system whose drive shaft carries at the end, a pinion which meshes with a rack integral with a fixed part of the loader. The freewheel system is coupled by a set of belts to a transfer belt which has the inclined ramp. This results in the following operation.
Comme indiqué précédemment lorsque la cellule détecte que la pile contenue dans le magasin arrive à un niveau inférieur à celui du convoyeur, les volets (16) sont commandés en position d'ouverture et le vérin commande en translation l'ensemble de la rampe pour amener une pile de barquettes contre le magasin. A noter que le pignon qui coopère avec la crémaillère lors du déplacement de la rampe, n'entraîne pas le jeu de courroies du tapis de transfer, compte tenu du système à roue libre qui, dans ce sens, est en position débrayée.As previously indicated when the cell detects that the stack contained in the magazine arrives at a level lower than that of the conveyor, the flaps (16) are controlled in the open position and the jack controls in translation the entire ramp to bring a stack of trays against the store. Note that the pinion which cooperates with the rack during the displacement of the ramp, does not cause the set of belts of the transfer belt, taking into account the freewheel system which, in this sense, is in the disengaged position.
Dès que les volets (16) sont commandés en position de fermeture, le vérin est commandé en sens inverse de sorte que le système roue libre-pignon-crémaillère entraîne le jeu de courroies dans un sens opposé à celui de l'alimentation des barquettes, ce qui a pour effet de séparer temporairement l'ensemble des autres piles de celle qui vient d'être introduite dans le magasin.As soon as the flaps (16) are controlled in the closed position, the jack is controlled in the opposite direction so that the freewheel-pinion-rack system drives the set of belts in a direction opposite to that of the feeding of the trays, which has the effect of temporarily separating all of the other batteries from the one just introduced into the store.
Le fonctionnement de la machine est le suivant :The operation of the machine is as follows:
Les différentes barquettes imbriquées les unes dans les autres, sont disposées en superposition dans le magasin (1) en étant centrées entre les tiges verticales (1d) et maintenues en hauteur par les languettes élastiques (5). Une action sur le vérin (4) a pour effet de venir saisir physiquement une barquette au moyen de sa tête à ventouse (4b) qui coopère avec le fond de la barquette inférieure. Au moment de la prise de la barquette, la pile est très légèrement soulevée pour assurer une préhension sure et efficace de ladite barquette.The different trays nested one inside the other, are arranged in superposition in the magazine (1) by being centered between the vertical rods (1d) and held in height by the elastic tongues (5). An action on the jack (4) has the effect of physically gripping a tray by means of its suction cup head (4b) which cooperates with the bottom of the lower tray. When the tray is set, the stack is very slightly raised to ensure safe and efficient gripping of said tray.
La barquette ainsi saisie est dirigée sous l'effet de descente de la tête du vérin, sur le moyen de transport (3). A ce niveau, un capteur de proximité détecte la présente de la barquette et coupe l'alimentation du vérin et l'effet d'aspiration de la ventouse, de sorte que la barquette se trouve parfaitement positionnée à plat sur les bandes (3a) du moyen de transport. Le tapis de transport (3) étant alimenté en permanence, ou par intermittence, la barquette est évacuée vers un autre poste de travail. Comme indiqué, le réglage angulaire des bras (11) permet d'ajuster très précisément le rouleau d'extrémité (3e) du moyen de transport (3) au niveau de cet autre poste de travail.The tray thus seized is directed under the effect of lowering the head of the jack, on the means of transport (3). At this level, a proximity sensor detects the presence of the tray and cuts the power to the cylinder and the suction effect of the suction cup, so that the tray is perfectly positioned flat on the strips (3a) of the means of transport. The conveyor belt (3) being supplied continuously, or intermittently, the tray is evacuated to another work station. As indicated, the angular adjustment of the arms (11) makes it possible to very precisely adjust the end roller (3e) of the means of transport (3) at this other work station.
Lorsque la pile de barquettes arrive à un niveau inférieur à celui du convoyeur (13a), la cellule détecte cet état et donne l'ordre de commande aux vérins (17) pour l'ouverture des volets (16). La pile la plus en avant est libérée et vient automatiquement se centrer entre les tiges verticales (3d) du magasin en s'imbriquant avec la pile restante dans ledit magasin. Aussitôt, les volets franchis par la pile de barquettes, ces derniers sont refermés par les vérins (17) compte tenu de la temporisation.When the stack of trays reaches a level lower than that of the conveyor (13a), the cell detects this state and gives the control order to the jacks (17) for the opening of the flaps (16). The most forward stack is released and automatically centers itself between the vertical rods (3d) of the magazine, interlocking with the remaining stack in said magazine. Immediately, the flaps crossed by the stack of trays, the latter are closed by the jacks (17) taking into account the time delay.
Pour certains applications, on peut prévoir d'équiper une même machine de plusieurs magasins et chargeurs, disposés en juxtaposition et conformés chacun selon le principe décrit.For certain applications, provision may be made to equip the same machine with several magazines and loaders, arranged in juxtaposition and each shaped according to the principle described.
Les avantages ressortent bien de la description.The advantages are apparent from the description.
Claims (12)
- Machine to automatically dispense trays comprising suitably mounted on a support frame , at least one magazine (1), designed and fitted with means to allow for the positioning and holding in superimposition of a plurality of trays above transport and discharge means (3) under which is mounted, in alignment with the magazine, at least one component (4) likely to physically take up a tray and position it on the said transport and discharge means, a loader (13) is mounted opposite the magazine, designed to take several piles of trays arranged one next to the other, wherein the end tray, under the pile to be taken up by the gripping component (4) cooperates with retaining means (5) made up of belts, capable of elastic deformation whilst likely to be separated when the said tray is pulled downwards, fingers (21), likely to exclusively cooperate with the edges of the tray above the said end tray, being associated to means (23) so as to be controlled in synchronism with the said gripping component.
- Machine according to claim 1, wherein the fingers (21) are engaged in a free sliding manner, into the thickness of the support component (5a) of retaining components (5), the rear part of the fingers being fixed into a plate (22) associated to control means (23).
- Machine according to claim 1, wherein component (4) is make up of a cylinder the head of which is fitted with at least one suction cap (4b) associated to control means to provide, at will, vacuum and create depression if required.
- Machine according claim 3, wherein the body of the cylinder is mounted, capable of lateral movement, on guide rods with a view to positioning the suction cap (4b) very substantially in the median part of the bottom of the tray, the whole cylinder and its head being tilted in the same angular orientation to that of the magazine.
- Machine according to claim 4, wherein the magazine (1) and component (4) are associated to means likely to provide adjustment of the distance between the gripping head (4b) of the said component and the bottom of the tray arranged at the bottom part of the magazine (1).
- Machine according to claim 1, wherein the transport and discharge means (3) is comprised of several round section belts (3a) mounted in grooves formed on the periphery of drive rollers (3b-3c) controlled by a drive motor (3d), the head of the cylinder passing between the said belts.
- Machine according to claim 6, wherein the ends of the drive roller (3c) support two arms (11) between which a roller (3e) is mounted by freely rotating, coupled to the said roller (3c) by round section belts (3f) so as to be positively rotated, the said support arm (11) being mounted, capable of angular adjustment so as to vary the roller (3e) in height.
- Machine according to claim 1, wherein the end of the loader, the magazine end, has retaining means (16) mounted, likely to namely cooperate with the edges of the end pile of trays so as to temporarily keep it back from the pile inserted into the magazine, the said means (16) being made up of orientable flaps associated to control means (17) so as to be angularly opened with a view to freeing the end pile of the loader when the top part of the pile inserted into the magazine has arrived at a level which is lower than the feed conveyor (13a).
- Machine according to claim 8, wherein the control means (17) is made up, for each flap, of a cylinder, the rod (17a) of which is designed to rotate a vertical shaft (18) integral to the said flap, each shaft being mounted on part of the loader at the level of the magazine.
- Machine according to claim 9, wherein the cylinders (17) are controlled by a sensor likely to detect the level of the pile of trays contained in the magazine, the closing of the said flaps being dwelled.
- Machine according to claim 1, wherein the feed conveyor (13a) of the bottom of the loader, is equipped with components (27-28) likely to provide the piles of trays contained in the said loader, with a combined up and down movement and translation movement towards the magazine.
- Machine according to claim 1, wherein the feed conveyor of the bottom of the said loader is equipped with means likely to move all the piles towards the said magazine and, in a concomitant manner, position a new pile into the magazine and temporarily release all the other piles of the said magazine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88420377T ATE87563T1 (en) | 1987-11-09 | 1988-11-09 | MACHINE FOR AUTOMATIC DISPENSING OF TRAYS. |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8715808 | 1987-11-09 | ||
| FR8715808A FR2622868B1 (en) | 1987-11-09 | 1987-11-09 | MACHINE FOR AUTOMATIC TRAY DISPENSING |
| FR8717357A FR2624095B2 (en) | 1987-11-09 | 1987-12-02 | MACHINE FOR AUTOMATIC DISPENSING OF TRAYS |
| FR8717357 | 1987-12-02 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0316247A2 EP0316247A2 (en) | 1989-05-17 |
| EP0316247A3 EP0316247A3 (en) | 1989-08-16 |
| EP0316247B1 true EP0316247B1 (en) | 1993-03-31 |
Family
ID=26226337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88420377A Expired - Lifetime EP0316247B1 (en) | 1987-11-09 | 1988-11-09 | Machine for the automatic delivery of trays |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0316247B1 (en) |
| DE (1) | DE3879878D1 (en) |
| FR (1) | FR2624095B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2721735B1 (en) * | 1994-06-27 | 1996-08-30 | Cfm Electronique Sarl | Automatic tray distributor and distribution method implemented. |
| ITBO20120594A1 (en) * | 2012-10-31 | 2014-05-01 | Ima Ind Srl | APPARATUS AND METHOD FOR FEEDING EMPTY CAPSULES WITH A PACKAGING MACHINE |
| EP2799350A1 (en) | 2013-05-03 | 2014-11-05 | ES-Plastic GmbH | Destacker |
| FR3087190B1 (en) * | 2018-10-11 | 2021-07-16 | Nca Packm | CONTAINER UNPILING STORE |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3938697A (en) * | 1974-09-27 | 1976-02-17 | Phillips Petroleum Company | Magazine feeder for circular elements |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3091362A (en) * | 1960-07-25 | 1963-05-28 | Diamond National Corp | Molded pulp article denesting machine |
| GB976689A (en) * | 1963-05-27 | 1964-12-02 | Ekco Containers Inc | Apparatus for separating and depositing nested containers |
| US3258155A (en) * | 1963-08-20 | 1966-06-28 | Diamond Int Corp | Denesting apparatus |
| US3865281A (en) * | 1970-05-18 | 1975-02-11 | Owens Illinois Inc | Apparatus for filling containers |
| GB1465496A (en) * | 1973-12-06 | 1977-02-23 | Ici Ltd | Coated films |
| FR2421107A1 (en) * | 1978-03-31 | 1979-10-26 | Schjeldahl Gilmore | Carton dispensing system removing containers from stack - removes bottom container to feed it to horizontal conveyor |
| GB2023107B (en) * | 1978-04-21 | 1982-07-14 | Molins Ltd | Stacking groups of fiat articles |
| DE3619519C1 (en) * | 1986-06-10 | 1987-07-23 | Hamba Maschf | Cup filler for food and beverages, especially for dairy products |
-
1987
- 1987-12-02 FR FR8717357A patent/FR2624095B2/en not_active Expired - Lifetime
-
1988
- 1988-11-09 EP EP88420377A patent/EP0316247B1/en not_active Expired - Lifetime
- 1988-11-09 DE DE8888420377T patent/DE3879878D1/en not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3938697A (en) * | 1974-09-27 | 1976-02-17 | Phillips Petroleum Company | Magazine feeder for circular elements |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2624095B2 (en) | 1992-04-24 |
| FR2624095A2 (en) | 1989-06-09 |
| DE3879878D1 (en) | 1993-05-06 |
| EP0316247A3 (en) | 1989-08-16 |
| EP0316247A2 (en) | 1989-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0423664B1 (en) | Magazine for storing and feeding of flat stackable articles | |
| EP2094479B1 (en) | Machine for shaping blanks of cardboard boxes | |
| EP0530426A1 (en) | Grasping and transfer gripper | |
| CH639045A5 (en) | DEVICE FOR INSERTING SHEET PACKETS INTO A WORKING MACHINE. | |
| WO2013001203A1 (en) | Method and machine for packing products, having separator(s) | |
| CA2461695C (en) | Transfer device for linear conveyor | |
| EP0373091A1 (en) | Device for and method of bulk-feeding a machine for raising and aligning containers coupled to a bottling line | |
| CH620170A5 (en) | ||
| EP0359671B1 (en) | Equipment for raising and stacking or unstacking glass panes | |
| EP0316247B1 (en) | Machine for the automatic delivery of trays | |
| EP0188987B1 (en) | Palettizer, in particular for bag parcels | |
| EP0205390B1 (en) | Method and installation for loading containers with articles arranged in horizontal layers, and for unloading them | |
| EP3738910B1 (en) | Product assistance device, packaging installation and draining method | |
| FR2505214A1 (en) | DEVICE FOR CONDUCTING PACKS OF STRIPES OF TOOL TO FEED AN AUTOMATIC STAMPING PRESS | |
| FR2721299A1 (en) | Automatic tray filler for stacked envelopes | |
| EP0559553B1 (en) | Method for treating objects, particularly for automatic mail sorting machine | |
| EP0093645B1 (en) | Device for the automatic packaging of a crate with objects in a lying position | |
| FR2673612A1 (en) | Device for destacking and automatic dispensing of trays | |
| FR2587311A1 (en) | Method and installation for automatic handling and temporary storage of stacked packets of semi-finished sheet products | |
| FR2736904A1 (en) | Grabbing and transporting of bowl shaped objects stacked in pile - has holding first object in pile by disc, grabbing object with sucker to extract from pile, disengaging holder and advancing object, second holder engaging front edge of following object | |
| EP0480822A1 (en) | Device for a quick distribution of plate-like objects in a bucket conveyor | |
| FR2622868A1 (en) | Machine for automatically dispensing trays | |
| FR2609458A1 (en) | Machine for automatic de-stacking and conveying of components, such as, for example, sheet-metal blanks | |
| FR2623472A1 (en) | Chain for automatic palletisation of stacked packages | |
| FR2609428A1 (en) | Device for feeding a press from two stacks of metal-sheet blanks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900207 |
|
| 17Q | First examination report despatched |
Effective date: 19910726 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19930331 Ref country code: AT Effective date: 19930331 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19930331 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19930331 Ref country code: DE Effective date: 19930331 Ref country code: SE Effective date: 19930331 Ref country code: GB Effective date: 19930331 |
|
| REF | Corresponds to: |
Ref document number: 87563 Country of ref document: AT Date of ref document: 19930415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3879878 Country of ref document: DE Date of ref document: 19930506 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19930331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19931130 Ref country code: LI Effective date: 19931130 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19931130 Ref country code: CH Effective date: 19931130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: EMSENS ANTOINE S.A.R.L. Effective date: 19931130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940729 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20061017 Year of fee payment: 19 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080601 |