EP0281484B1 - Procédé de réglage dimensionnel d'un ensemble de matriçage de découpe; ensemble de matrices - Google Patents
Procédé de réglage dimensionnel d'un ensemble de matriçage de découpe; ensemble de matrices Download PDFInfo
- Publication number
- EP0281484B1 EP0281484B1 EP88400533A EP88400533A EP0281484B1 EP 0281484 B1 EP0281484 B1 EP 0281484B1 EP 88400533 A EP88400533 A EP 88400533A EP 88400533 A EP88400533 A EP 88400533A EP 0281484 B1 EP0281484 B1 EP 0281484B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaping
- die
- members
- driving
- blank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 41
- 238000004806 packaging method and process Methods 0.000 claims abstract description 13
- 238000004519 manufacturing process Methods 0.000 claims abstract description 5
- 238000007493 shaping process Methods 0.000 claims description 117
- 238000006073 displacement reaction Methods 0.000 claims description 75
- 239000000470 constituent Substances 0.000 claims description 26
- 230000002457 bidirectional effect Effects 0.000 claims description 15
- 238000000605 extraction Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 11
- 230000008602 contraction Effects 0.000 claims description 8
- 230000005540 biological transmission Effects 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 5
- 239000003292 glue Substances 0.000 claims description 5
- 238000004891 communication Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 2
- 238000003860 storage Methods 0.000 claims description 2
- 241001484259 Lacuna Species 0.000 claims 1
- 241001676573 Minium Species 0.000 claims 1
- 239000011248 coating agent Substances 0.000 claims 1
- 238000000576 coating method Methods 0.000 claims 1
- 230000003993 interaction Effects 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 6
- 230000008859 change Effects 0.000 abstract description 4
- 230000000903 blocking effect Effects 0.000 description 34
- 239000011159 matrix material Substances 0.000 description 33
- 230000033001 locomotion Effects 0.000 description 21
- 238000005520 cutting process Methods 0.000 description 11
- 238000005242 forging Methods 0.000 description 11
- 238000004026 adhesive bonding Methods 0.000 description 8
- 210000002105 tongue Anatomy 0.000 description 6
- 230000006870 function Effects 0.000 description 4
- 230000000295 complement effect Effects 0.000 description 3
- 230000004323 axial length Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0024—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed having all side walls attached to the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
Definitions
- the invention relates to a method of dimensional adjustment of a die-stamping assembly, intended for the production of packaging trays, a matrixing assembly for the implementation of this method and a method and a die-stamping machine comprising such a together.
- a die-cutting device applicable in particular to a packaging machine such as a tray-stacker comprises a punch and a die cooperating with each other; means for the approximation and the reciprocal relative spacing of the punch and of the die as a whole between two extreme positions, namely an inactive position where they are separated from one another and a stamping position proper where they are associated with each other; and means for extracting and evacuating the stamped cuts.
- This method and this die-stamping device are more specifically intended for a packaging machine comprising means for supplying blanks, means for extracting a blank to be stamped from these supply means; means for transferring this cut to the stamping device, means extraction of the stamped cutout from the stamping device and evacuation to another station, in particular for filling with contents to be packaged.
- stamping methods and device well known to date are generally designed to operate with a single format (format and / or dimension) of cuts generally made of cardboard, comprising fold lines and complementary or juxtaposed parts intended to be secured in particular. by gluing (legs, flaps, etc ).
- the most well-known packaging machines associated with such matrixing devices are generally themselves with a single cutting format. Consequently, the change of cutting format is either impossible, or is carried out by completely and purely and simply changing the punch and the die, or is carried out manually which is long, tedious, imprecise, costly, etc.
- Document US 3,218,940 describes a machine for shaping a carton which comprises such a die-stamping device, manually adjustable, to be suitable for cardboard cuts of different formats.
- the punch and the die of the stamping device are each made in several separate parts, movable but lockable with respect to each other in both longitudinal and transverse directions, the means for guiding and driving these parts ensuring these displacements and blockages.
- these displacements and blockages are manual and, moreover, separate and distinct for the punch and the die, which does not allow, in practice, numerous adjustments, rapid, easy and reproducible.
- the first object of the invention is therefore to solve the problems posed by the adjustment of a matrixing assembly, each matrixing member of which is in several adjustable and lockable parts. More specifically, the object of the invention is to provide automatic, rapid, precise and reproducible adjustment. The second main object of the invention is to implement such an adjustment in the case of packaging.
- the invention firstly proposes a method of dimensional adjustment of a stamping assembly comprising two stamping members: punch and die, each in several distinct parts of relative positions adjustable and lockable by lateral configuration displacements, the two matrixing members being movable relative to each other, as a whole, by axial interlocking-dislodging movements, the two matrixing members being located on the one hand, each separately, either at blocked state, either in the unlocked state and, on the other hand, together, either in the nested state, or in the dislocated state, with a view to dimensionally adapting the stamping assembly to a die cut format and bring it into a waiting situation from which the die-forging of the cut is made possible by the subsequent cooperation of the two die-forging bodies, this waiting situation being such that the two orga the stamping nes are dislocated, blocked and with lateral stamping spacings between their reciprocal constituent parts adapted to the thickness of the die-cut to be stamped, in which the two stamping members are first brought to the unlocked
- the invention proposes a set of die-forging cutouts, comprising two die-stamping members: punch and die, each in several distinct parts of relative positions adjustable and lockable by lateral configuration displacements thanks to lateral drive means and blocking, the two matrixing members being movable relative to each other, as a whole, by axial interlocking movements by means of axial drive and blocking means, the two matrixing members being , on the one hand, each separately, either in the locked state, or in the unlocked state and, on the other hand, together, either in the nested state or in the unblocked state, in order to adapt dimensionally the matrixing assembly, which may be in particular in a waiting situation in which the matrixing members are disengaged, blocked and with lateral matrixing spacings between their constituent parts.
- the lateral means of drive and blocking of the two forging members are partially common to the two forging members and comprise, on the one hand, positive bidirectional drive means with possible blocking in any position, associated with and acting directly on one of the two matrixing members _ the driving member _ and, on the other hand, unidirectional elastic means with possible locking in any position associated with and acting directly on the other matrixing member _ the driven member _ so that when the means elastic unidirectional are unlocked, firstly, these means act on the driven member to urge it in contact with the driving member, the two matrixing members being nested, and, secondly, the bidirectional drive means indirectly drive the 'organ driven through the driving adjustment member.
- the invention finally proposes, on the one hand, a die-stamping process and, on the other hand, a stamping machine implementing this adjustment process and this stamping assembly, intended more specifically for packaging.
- One of the technical provisions ensuring the automaticity, the speed, the precision and the reproducibility of the adjustment of the matrixing assembly is the implementation of mechanized adjustment means, which can therefore be controlled, acting directly on only one of the two matrixing members for moving it _ said driving member _ which in turn ensures the displacement of the other matrixing member _ said driven member _.
- elastic means act on the driven member to urge on contact with the driving member.
- the adjustment is made when the two matrixing members are nested one inside the other.
- the driving member is the matrix which can thus envelop the punch subjected elastically in the direction of expansion to compressed air jacks.
- Driving threaded rods ensure the lateral displacements of the configuration of the matrix and allow the position of the latter to be identified.
- an initial step of setting the two matrixing members to a zero point corresponding to an extreme format, in particular a minimal format.
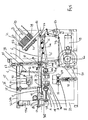
- the invention relates to a method of dimensional adjustment of a matrixing assembly 1 of cutouts D intended in particular for the production of packaging trays. It also relates to the matrixing assembly 1 for the implementation of this adjustment method. Finally, it relates to a method and a stamping machine comprising such a stamping assembly 1.
- the stamping assembly 1 comprises, in a manner known per se, two stamping members, namely a punch 2 and a die 3, each in several distinct parts of relative positions adjustable and lockable by lateral displacements of configuration thanks to lateral means drive and blocking 4.
- the two matrixing members 2, 3 are movable relative to each other, in their together by axial displacements of drive and blocking by means of axial drive and blocking means 5.
- the two matrixing members 2, 3 are located on the one hand, each separately, either in the blocked state, or in the unlocked state and, on the other hand, together, either in the nested state, or in the dislocated state.
- Such a matrixing assembly 1 can be dimensionally adapted to a given format of die-cutting to be stamped and can be in particular in a waiting situation in which the matrixing members 2, 3 are disengaged, blocked and with lateral matrixing spacings between their reciprocal constituent parts and in a stamping position in which the stamping members 2, 3 are fitted from the waiting situation and cooperate for the effective stamping of a cut placed between them.
- a method of dimensional adjustment of such a matrix assembly 1 is such that, in a manner known per se, the two matrix members 2, 3 are first brought to the unlocked state, then the lateral displacements of configuration are carried out appropriate, finally bringing the two matrixing members 2, 3 in the locked state.
- Such a die-forging assembly 1 can be incorporated into a die-stamping machine, intended in particular for producing packaging trays, comprising, in addition to the die-stamping assembly 1, means for feeding the cuts 6, means forming a stop longitudinal 7, associated with the supply means 6 and capable of blocking the cutout D to be stamped in the suitable position for its stamping by the stamping assembly 1; and, extraction and evacuation means 8 of a stamped cutout D.
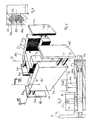
- the cutouts D used are not in themselves the subject of the invention. They are in particular in the form of originally flat blanks, of cardboard or equivalent, comprising (FIG. 4) fold lines 9 and complementary or juxtaposed parts intended to be joined together in particular by gluing to maintain volume. Thanks to the stamping, such cutouts D are set in volume, keep the volume which is given to them and can then receive contents to be packaged.
- the cutout D originally has a generally rectangular, planar shape, comprising a central bottom 10, and on each of its sides forming fold line 9 a flap intended to be placed perpendicular to the bottom 10 and upwards once the cut has been placed in volume. These flaps are therefore two longitudinal flaps 11 and two transverse flaps 12.
- Two opposite flaps for example the transverse flaps 12, are extended at each of their extreme edges forming a fold line 9 by a short tongue 13 intended to be glued, once the cutout D shaped, on the adjoining longitudinal flap 11 on its internal face, with lines of glue 14.
- Such a cut D can be multiformat, the bottom 10 having a rectangular shape or more or less square or flattened in elevation and absolute and relative dimensions (relative to each other) more or less variable.
- the same matrixing assembly 1 can be applied, after adjustment, to different cutouts D either of the same general shape but of different dimensions, or even of different shapes.
- the invention is applied to cutouts D having the same general shape (for example rectangular) and only the dimensions of which change.
- cutouts D having a generally rectangular or square shape, that is to say included in an envelope of generally parallelepiped shape once set in volume, the dimensions which are modified being the length and the width of the bottom 10 and the height of the cut D once stamped, that is to say the width of the flaps 11, 12.
- cutouts D are well known to those skilled in the art in the technical field of packaging and, for this reason, need not be described further.
- the general structures of a stamping assembly and of a stamping machine comprising such a stamping assembly as just described are well known to those skilled in the art in the technical field considered and , for this reason need not be described further.
- the description therefore mainly relates to the essential means of the invention aimed at ensuring automatic, rapid, precise and renewable adjustment of the stamping assembly 1 so as to be able to flexibly and automatically stamp cuts of different formats.
- a stamping method and machine carrying a stamping assembly 1, according to the invention, are generally such that the stamps to be stamped are brought to the unit, linearly, one after the other, the stamps D being placed horizontally, up to '' in a forging position in which a die to be stamped remains stationary to be stamped by the stamping assembly 1, the punch 2 cooperating with the die 3. More precisely, the blank D to be stamped is brought just above the die 3 while the punch 2 is spread vertically vertically above the die 3, the axis 15 of the stamping assembly 1 being vertical. Then, the die 3 remaining fixed, as a whole, the punch 2 is slid vertically and down along the axis 15 to come into contact with the blank D to be stamped and conform it by cooperating with the die 3. Then , once this stamping has been carried out, the punch 2 is dissociated from the die 3 and the stamped cutout can be released from the stamping assembly 1 in order to be evacuated, thanks to the extraction and evacuation means 8.
- Such a matrixing is generally carried out for series of several homogeneous cuts D, that is to say of the same format. In this case, there is no need, between each cutting, to carry out the dimensional adjustment of the matrixing assembly 1.
- the dimensional adjustment of the stamping assembly 1 is then carried out as described.
- the dimensional adjustment of the stamping assembly 1 being automatic, rapid, precise and reproducible, it is possible to conceive of a completely flexible stamping, the cutouts D for stamping arriving at the unit according to formats different from each other.
- the punch 2 is in the form of a rigid piece (but deformable) comprising a plurality of projecting angles juxtaposed horizontally.
- the matrix 3 also constitutes a rigid but deformable part comprising the same plurality of re-entrant angles.
- the salient angles of the punch 2 cooperate with the reentrant angles of the die 3, that is to say that the salient angles are placed inside the reentrant angles being separated laterally from a lateral swaging spacing dependent on the thickness of the cut D to be stamped.
- the punch 2 and the die 3 are each in several distinct parts, these parts constituting in particular, each, all or part of a respectively salient or reentrant angle. These constituent parts of the punch 2 or of the die 3 are of adjustable relative position, for the punch 2 and the die 3 respectively, so as to allow, as indicated, the dimensional adjustment of the stamping assembly 1.
- the blocking of the parts constituting the punch 2 or the die 3, in any desired relative adjustment position makes it possible to give the punch 2 and the die 3 the rigidity necessary for its operation.
- the relative displacements of the constituent parts of the punch 2 or of the die 3, respectively are called lateral configuration displacements. Indeed, these displacements are carried out in the lateral directions of the punch 2 or of the matrix 3 (that is to say in the direction of the contraction or in the direction of the expansion with respect to the axis 15) and they aim to modify the configuration of the punch 2 or of the matrix 3 to give it an appropriate dimension.
- the punch 2 and the die 3 are movable relative to each other as a whole, in a given configuration, along the axis 15 by axial interlocking-disengagement movements.
- the die 3 remains fixed and only the punch 2 is movable to slide along the axis 15.
- matrixing member is used to designate either the punch 2 or the matrix 3.
- each stamping member 2, 3 may be in a certain relative position corresponding to a certain configuration of the stamping member then forming a rigid assembly suitable for stamping.
- This state in which the constituent parts of each matrixing member 2, 3 are blocked in their relative displacement is called blocked state.
- This state in which the constituent parts of each matrixing member 2, 3 are blocked in their relative displacement is called blocked state.
- to allow the configuration of a matrixing member 2, 3 to be changed by lateral configuration displacements such movements are authorized by unlocking these constituent parts of each matrixing member.
- the stamping takes place in the locked state and the unlocked state is only a temporary state allowing the dimensional adjustment of the stamping members 2, 3.
- the two stamping members 2, 3 being structurally distinct, one of them can be in the blocked (or unlocked) state while the other is in the blocked or unlocked state.
- the matrixing members 2, 3 can be, taken as a whole, in several positions relative to each other. In one of these relative positions, the punch 2 is housed in the die 3, that is to say that the punch 2 and the die 3 are then substantially in the same place along the axis 15. In this case, the matrixing assembly 1 is said to be in the nested state. This nested state corresponds to an extreme lower position of the punch 2. Conversely, when the punch 2 is spread along the axis 15 of the die 3, therefore being released outside of the die 3, the stamping assembly 1 is said to be in the dislocated state. As necessary, each matrixing member 2,3 is in the locked state or in the unlocked state, depending on whether the matrixing assembly 1 is in the nested state or in the dislocated state.
- the dimensional adjustment of the stamping assembly is carried out while the punch 2 is in the die 3, that is to say in the nested state. Consequently, the unlocked state only intervenes in the nested state. And, in certain stages of the method and while the matrixing assembly 1 is in the nested state, one or / and the other of the matrixing members 2, 3 are in the blocked state. In the nested state, the matrixing members 2, 3 can have several possible relative configurations. In one of these possible relative configurations, there are between the punch 2 and the die 3 the desired lateral swaging spacings. In this case, the stamping assembly 1 is said to be in the stamping position. As is apparent from the description, other situations are possible in the nested state, in particular that where the punch 2 and the die 3 are in contact with one another, in the absence therefore of any lateral spacing between them.
- the matrixing assembly 1 can be in a waiting situation in which the two matrixing members 2, 3 are dislocated, blocked and with the lateral matrixing spacings between their reciprocal constituent parts therefore adapted to the thickness of the die cut.
- This waiting situation (FIG. 1) is that in which the punch 2 came out of the die 3 while being axially spaced therefrom, the dimensional adjustment of the punch 2 and of the die 3 being carried out and allowing subsequent stamping for an appropriate size cutout.
- This waiting situation is generally that in which the punch 2 is at its extreme upper position.
- the direction of supply of the cutouts D to be stamped is described as longitudinal. This direction is generally horizontal.
- the horizontal direction perpendicular to the longitudinal direction is called transverse.
- the longitudinal and transverse directions therefore define a horizontal plane and, in the case considered, the two directions in which the dimensional adjustment of the swaging assembly must be carried out.
- the following steps are carried out: First, in a wedging step, the two matrixing members are brought from their disengaged state to their nested and unlocked state with their parts reciprocal constitutive in contact, by displacements of configuration and interlocking-dislocation and in a predetermined reference configuration (FIG. 10B).
- a first adjustment step (FIG. 10C) one acts positively and directly on only one of the two matrixing members 2, 3 _ qualified as a driving adjustment member _ to ensure its displacement of configuration, this driving member adjusting device acting in turn directly on the other matrixing member _ qualified as a driven adjusting member _ to ensure its configuration displacement, in synchronism, until a first matrixing member 2, 3 is dimensionally adjusted .
- the first matrixing member 2, 3 is brought to the state blocked.
- a second adjustment step (FIG. 10D) one acts positively and directly on the only second matrixing member 2, 3 to ensure its configuration displacement in the direction of the lateral spacing relative to the first matrixing member 2, 3 until the lateral matrixing spacings are reached, the second matrixing member 2, 3 then being adjusted dimensionally.
- the second matrixing member is brought to the blocked state. And there is a displacement of interlocking-disengagement of the matrixing members 2, 3 to bring them to the waiting situation.
- the adjustment method comprises a setting step making it possible to reach a "zero point" corresponding to a relative position marked with the constituent parts of the punch 2 and of the die 3, position marked from which the lateral displacements are carried out. and can be controlled.
- a first adjustment step the dimensional adjustment of a first locking member is ensured. And, for this purpose, one acts positively with a view to displacing it on only one of the two matrixing members 2, 3.
- the dimensional adjustment of the second matrixing member is ensured for the finishing 'spreading laterally from the first stamping member, previously dimensioned, to make the necessary lateral stamping spacings between them.
- the method therefore comprises a subsequent step aimed at passing the matrixing assembly 1 from its nested state to its dislocated state in particular up to the waiting situation.
- one of the matrixing members 2, 3 is used as the driving member, that is to say displaced positively while the other matrixing member is driven member, that is to say that its configuration or the relative positions of the parts which constitute it are determined by the configuration of the driving member only, without acting positively and directly on the member led. It then follows simultaneous displacements of configuration of the two matrixing members 1, 2.
- This same type of drive means by driving member and driven member is preferably implemented in the setting step.
- the following steps are carried out starting from a waiting situation corresponding to a different cutout format: a nesting-dislodging movement of the two matrixing members to bring them to the nested state since it is in this state that the adjustment is made.
- the two matrixing members are brought to the unlocked state.
- the timing setting member is the same as the setting adjusting member; the driven setting member is the same as the driven adjusting member; the first matrixing member is the same as the driven adjusting member; the second matrixing member is the same as the driving adjustment member; the reference configuration is that of a format of extreme, minimum dimension, of one and the other of the two matrixing members; the respective displacements of configuration of the setting step on the one hand and of adjustment steps on the other hand are in opposite directions; the configuration displacements of the setting step are displacements in the direction of the contraction; the configuration movements of the adjustment steps are in the direction of expansion; the matrix is the driving adjusting member; the punch is the driven adjusting member.
- the invention could be applied, in other variants such as, in particular, the wedging drive member being the driven adjustment member; the first stamping member is the driving adjustment member; the reference configuration is that of the maximum format or any other; the matrix is the driven adjusting member and the punch the driving member.
- the preferred embodiment described is such that to ensure the configuration displacement of a driven matrixing member by means of a driving matrixing member, itself in displacement of configuration and the matrixing members being nested, either the member driven is elastically biased in contact with the driving member in the same direction as that in which it is solicited as a result of the displacement of the driving member (case of the first adjustment step), or the driven member is left free (case of the setting step).
- the punch 2 is elastically urged in the direction of expansion, the punch 2 coming into contact with the die 3 and acts on the matrix 3 in the direction of expansion in order to bring the punch 2, by expansion, to the desired state.
- the configuration movement of the first or second stamping member is made during the first setting step over strokes equal to the differences between the desired final dimensions of the first stamping member and the initial dimensions of the reference configuration.
- This characteristic is such that it allows automatic adjustment and reproducibility, the reference configuration being identified and the necessary displacement strokes being known depending on the format to be produced.
- the displacement of the second matrixing member over strokes equal to the lateral matrixing spacings.
- This characteristic also allows the automaticity and the reproducibility of the adjustment, the lateral stamping spacings being known as a function of the thickness of the cut to be stamped.
- the initial dimensions of the reference configuration, the desired final dimensions of the first stamping member and the lateral stamping spacings (or the thickness of the cutout to be stored) are stored in memory. matrix) and one acts on a driving member in order to ensure its configuration displacement by identifying only the movement stroke of this driving member which allows the automation of the process.
- a matrixing method according to the invention therefore implements the adjustment method which has just been described.
- a matrixing assembly 1 is such that the lateral drive and blocking means 4 of the two matrixing members 2, 3 are partially common to the two matrixing members and comprise, on the one hand, positive bidirectional drive means with locking possible in any position 16 associated with and acting directly on one of the two matrixing members, namely the driving adjustment member and, on the other hand, unidirectional elastic means with locking possible in any position associated with and acting directly on the other matrixing member, namely the driven member.
- the unidirectional elastic means 17 are released, they act on the driven adjusting member to urge it into contact with the driving member, the two stamping members 2, 3 then being fitted.
- the bidirectional means 16 can drive the driven adjusting member through the driving adjusting member.
- the bidirectional drive means with possible blocking 16 are identified by the movement of movement of the adjusting adjustment member and this in order to be able to control this displacement, allow the obtaining of a desired dimension and ensure the reproducibility of the adjustment.
- the bidirectional drive means with possible blocking 16 comprise at least one threaded rod 18 whose pivoting in one direction or the other is ensured by at least one motor 19, a tapped hole 20 of the driving adjustment member cooperating with the threaded rod 18.
- the unidirectional elastic means with possible blocking 17 comprise at least one compressed air cylinder acting on the driven adjusting member and a compressed air supply associated with the cylinder and capable of being cut with, in particular placing outdoors.
- These unidirectional elastic means with possible blocking 17 also include a positive blocking member 22 acting on the driven member.
- This positive blocking member is a blocking head driven by a jack 23 acting on the rod 21a of the compressed air cylinder 21.
- the compressed air cylinder 21 is a single-acting cylinder in particular acting in the direction of expansion of the driven member.
- the driven member comprises at least one sheath 24 forming a rigid block, longitudinally incorporating at least one compressed air cylinder 21 which thus makes it possible to guide at least one constituent part of the driven member.
- the actuator 23 for driving the blocking member 22 is fixed transversely on the sheath 24 in line with the compressed air actuator 21, orifices 25 for supplying compressed air or venting to the cylinders 21 and 23 also being provided in the sleeve 24.
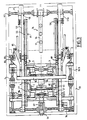
- the adjusting drive member has four separate parts 26a, 26b, 26c, 26d carried by four separate support blocks 27.
- the bidirectional drive means with blocking 16 comprise firstly a first pair of threaded rods 18a, parallel to each other, each with two threads in opposite directions to the two end parts, cooperating with suitable tapped holes 20 of the support blocks 27, this first pair of threaded rods 18a being carried by bearing blocks 28.
- the first pair of threaded rods 18a extends by example transversely by being spread outwards from the parts 26a to 26d.
- Two bearing blocks 28 may be provided, each comprising a beam 29 and bearings 30, the beam 29 extending in transverse direction. The two bearing blocks 28 are also placed transversely, laterally and towards the outside of the matrixing assembly 1.
- the bidirectional drive means with blocking 16 secondly comprise a second pair of threaded rods 18b, parallel to each other, each having two end threads in opposite directions, cooperating with suitable tapped holes 31 of the bearing blocks 28.
- the positive bidirectional drive means with blocking 16 comprise, thirdly, support bearings 32 of the second pair of threaded rods 18b carried by a frame 33 of the machine.
- the second pair of threaded rods 18b extends longitudinally away from the axis 15.
- the bidirectional drive means 16 comprise, fourthly, two motors 19a, 19b, carried by the frame 33, acting on the threaded rods 18a, 18b, respectively by means of two connecting means 34a, 34b connecting the two motors 19a, 19b with threaded rods 18a, 18b.
- the motor 19a can, for example, be carried by the frame 33 in the upper extreme position and drive by chains or equivalent 35 sprockets or pulleys or equivalent 36 carried by upper beams 37 of the frame 33.
- the sprockets or equivalent 36 can be connected by telescopic cardan shafts 38 to angle transmission boxes 39 themselves located at the end of the two rods of the first pair of threaded rods 18a.
- the motor 19b may be a brake gear motor carried by the frame 33 driving a chain 40 or equivalent, notably arranged transversely, in direct engagement with the two threaded rods of the second pair of threaded rods 18b.
- the positive half-directional drive means 16 also include, fifthly, motor control means 19a, 19b including means for locating and memorizing the number of turns or portions of turns performed by the threaded rods of the two pairs 18a, 18b so as to be able to identify the relative position of the constituent parts of the matrix 3.
- the two pairs of threaded rods 18a, 18b are arranged on the one hand longitudinally (in this case for the second pair of threaded rods 18b) and on the other hand transversely (for the first pair 18a). These threaded rods are placed towards the outside of the constituent parts of the matrix 3. Finally, these threaded rods provide between them a large clearance space in which the constituent parts of the matrix 3 are placed at the desired locations, these locations being variables depending on the dimensional setting of matrix 3.
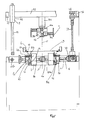
- the driven member then comprises four distinct parts 41a to 41d constituting two pairs supported by two outer sleeves 24a, by means of the rods 21a of first compressed air jacks 21. These two outer sleeves 24a are carried by a central sleeve 24b by through the rods 21a of second compressed air cylinders 21.
- the unidirectional elastic means with blocking 17 firstly comprise at least four first compressed air jacks 21 arranged in parallel, one for each part of the driven member and two in opposite directions on each outer sheath 24a.
- the unidirectional elastic means with blocking 17 comprise at least two second compressed air jacks 21 arranged parallel to each other and perpendicular to the first jacks, one for each outer sheath 24a and the two opposite on the central sheath 24b.
- first blocking cylinders 23 carried by the outer sleeves 24a and acting on the first compressed air cylinders 21 carried by these outer sleeves 24a.
- the means 17 also comprise, fourthly, two second blocking cylinders 23 carried by the central sleeve 24b and acting on the second compressed air cylinders 21 carried by this central sleeve 24b.
- the means 17 comprise, in the fifth place, the compressed air supply or ventilation openings 25 on the two outer sleeves and the central sleeve 24a, 24b for supplying the jacks 21, 23, in communication, consequently , with on the one hand the first and second compressed air cylinders 21 and, on the other hand, with the first and second locking cylinders 23, on one side, these orifices 25 being in communication, on the other side, with cut-off compressed air supplies.
- Compressed air supplies can be shut off with shutdown the open air of the jack chambers 21, 23 so that the jack rods are then free.
- each first or second compressed air cylinder 21 is double, the two cylinders making it up being in close proximity to one another and there is associated with them a single blocking cylinder 23 acting on the two cylinder rods 21a.
- This arrangement allows the actuator rods 21a to maintain the sliding of the outer sleeves 24a and of the constituent parts 41a, 41b, 41c, 41d of the driven member.
- These constituent parts 41a, 41b, 41c, 41d are, in the case where the driven member is the punch, plates extending over a certain axial length along the axis 15 and over a certain length in the lateral direction.
- the sleeves 24a, 24b are constituted by blocks of generally parallelepipedal shape for example, also extending along the axis 15.
- the double jacks constituting each first or second compressed air jack 21 are superimposed in the same vertical plane.
- the outer vertical edges 42 of the constituent parts 41a, 41b, 41c, 41d are projecting or preferably coplanar with the outer faces 43 of the adjacent outer sleeves 24a, these outer faces 43 thus being able to participate in the stamping operation.
- the blocking head 22 is tapered at its outer end of attack directed towards the rods 21a and swollen at its rear end, directed towards the jack 23 while being furnished at least externally, of a flexible and / or non-slip material.
- the matrix 3 itself can be the subject of various embodiments of detail.
- each of the parts 26a, 26b, 26c, 26d comprises a folding plate 44 of the flap of the cutout D, fixedly carried by the support block 27 and, on the other hand, a presser 45 slidably mounted on the support block 27 by means of a jack 46.
- the folding sheet 44 and the presser 45 are arranged in two planes perpendicular to each other so as to constitute a re-entrant angle of the matrix 3.
- the folding sheets 44 are arranged in plans vertical and transverse while the pressers 45 are arranged in longitudinal planes.
- the folding plates 44 are adapted to the folding of the transverse flaps 12 while the pressers 45 are adapted to the folding of the longitudinal flaps 11.
- the sliding stroke of the pressers 45 is small.
- the pressers 45 are therefore movable between two extreme positions.
- An inactive, retracted position where they are furthest from each other and an active, protruding position, where they are closest to each other.
- the inactive position, retracted is that occurring at the start of stamping and authorizes the presence of a cutout D during stamping, the flaps 11 and the tongues 13 are not yet secured by gluing.
- the pressers 45 Under these conditions, in this retracted position, the pressers 45 are in a slightly larger configuration than the final configuration of the blank to be stamped.
- the active position of the pressers corresponds exactly to that of the stamping at the exact dimensions of the cut to be stamped.
- the flaps 11 are then pressed against the tongues 13.
- the matrix 3 may also include plates 47 for pre-folding the tongues 13, placed longitudinally as well as curved sheets 48 for folding the flaps, also placed longitudinally, the plates 47 and the sheets 48 being located in the upper upper part of the matrix 3, on the side of the introduction of the punch 2, while the folding sheets 44 and the pressers 45 are located in the lower part, the folding sheets 44 however extending to the upper part of the die 3.
- the mastering sequence is known per se.
- the cutout D to be stamped being flat and horizontal, first of all we first perform a pre-folding of the tongues 13, arranged longitudinally, using the plates 47. Then, we perform the folding of the longitudinal flaps 11 thanks to the sheets 48 and, simultaneously , the transverse flaps 12 are folded thanks to the sheets 44.
- the pressers 45 are hitherto in the inactive state. Then, they are brought to the active state so that the longitudinal flaps 11 are applied to the tongues 13, the previously deposited lines of glue 14 ensuring the assembly of the assembly.
- a stamping machine includes such a stamping assembly 1.
- the means forming a longitudinal stop 7 can be moved longitudinally and can be locked in any position by means of drive and blocking means 49, these drive and blocking means 49 being controlled, depending on the format of die cut, so that it is wedged on the axis 15 of the die assembly 1.
- the drive and locking means 49 comprise for example a brake gear motor 50 carried by the frame 33, driving an endless chain or equivalent 51 engaged on a pinion 52 fixed on a threaded rod 53 mounted on a fixed nut 54 and carrying, moreover, the actual stop.
- the cut-out supply means 6 comprise two endless, continuously running, lateral and longitudinal bands 55, stretched between end drums 56 carried by two lateral and longitudinal support beams 57, themselves carried by the frame 33 transversely adjustable but lockable in any position by drive means 58 controlled as a function of the transverse format of the blank to be stamped.
- the endless belts 55 also extend downstream (relative to the direction of supply of the cutouts D) vertically in line with the die-forging assembly 1, transversely outside of it, in a plane slightly above the die 2.
- the endless bands 55 allow the relative sliding on themselves, of the cutout D in the forging position, cutout which is blocked by the means forming a stop 7 while being urged towards them by the endless bands 55 in motion.
- a gear motor 59 placed in particular in the lower position of the frame 33 drives a main shaft, in particular transverse 60, which drives, by appropriate connecting means 55a such as endless chains or belts the drums 56 therefore the endless belts 55.
- the drive means 58 comprise transverse threaded rods, comprising threads of opposite directions 61 carried by bearings 62 of the frame, driven in one direction or the other, to from a geared motor 63, also carried by the frame 33, via chain or equivalent 64.
- the cut supply means 6 also include at least one stop 65 for positive drive of the cutouts D.
- These tabs 65 are placed between the endless belts 55, upstream. They are driven in synchronism with the endless belts 55 by drive means 66 connected to the geared motor 59 as well as to the shaft 60 by a transmission 67 for part common to the connection means 55a.
- the tabs 65 allow the cutouts D to be driven by pushing them by their upstream (or rear) transverse edge.
- the tabs 65 have the effect of preventing the inadvertent sliding of a die cut to be stamped on the endless belts 55.
- a cleat 65 slides downstream as far as the middle part of the endless bands 55 and a support roller 68 ensuring a positive drive of the die to be stamped, driven in synchronism with the endless band placed opposite by drive and / or transmission and / or connection means, associated with means 55a and 67.
- the roller 68 has the effect of taking charge of the positive drive of a cut when the cleat 65 has disappeared in its extreme downstream position. It follows that the movement of the blank D in synchronism with the endless belts 55 is ensured which allows the location of the precise position of the blank D in motion. Near the roller 68 are placed means for detecting the cut to be stamped passing in line with the roller 68 such as a photoelectric cell.
- gluing means 69 for the lateral and longitudinal flaps 11 of the blank to be stamped.
- These gluing means 69 are controlled from an encoder 70 depending on the drive of the strips. endless 55 or support roller 68.
- the encoder 70 takes the form of a roller associated in particular with one of the end drums of the endless belts 55.
- This arrangement has the effect that according to a particularly longitudinal format of a die-cut to which corresponds a certain sizing program, the sizing means 69 are implemented precisely as a function of the position itself controlled of the cut on the endless belts 55.
- the gluing program consists in determining the lengths of the lines of glue 14 and their position on the longitudinal flaps 11.
- the cutting feed means 6 comprise at least one store 71 of cutouts stacked at right and above the endless belts 55, upstream, with lower extraction opening 72, with loading opening superior 73.
- the magazine 71 is suitable for receiving cutouts of different formats.
- the magazine 71 is associated with means 74 for extracting the blank present in the extraction opening 72, such as suction cups 75 with controlled operation and displacement, in particular carried by an arm 76 mounted to pivot about a transverse axis. 77 pivotally driven from the gear motor 59 and the shaft 60 by a transmission 78.
- the cross member 79 and the side members 80 are of a length capable of allowing the storage of cutouts according to the maximum format and the minimum format as well as any intermediate format.
- the die 3 is, as a whole, of general fixed position, slightly below the horizontal plane of the endless bands 55, while the punch 2 is mounted to slide vertically along the axis 15 above the matrix 3 being driven by the axial drive and blocking means 5.
- Such axial drive and blocking means 5 may comprise one or more vertical guides 81 on which are sliders 82 forming consoles and supporting a door beam punch 83, horizontal and transverse to which is rigidly fixed a punch holder 84, vertical and axial with axis 15, terminated at its lower part by the central sheath 24b.
- the slider 82 is driven vertically upwards or downwards, according to an appropriate kinematics, in particular from the geared motor 59 or the shaft 60 by means of an appropriate transmission 85.
- the extraction and evacuation means 8 firstly comprise temporary blocking members 86 of a die cut cut in the matrix active at the time of stamping, namely during pressing by the pressers 45 as well as when sliding the punch 2 vertically upward to disengage it from the die 3 after stamping, so that the stamped cutout remains temporarily in the die 3 in a fixed, predetermined and constant position without being driven by the punch 2 in motion.
- temporary blocking members 86 are, for example, suction cups carried by the pressers 45, associated with an appropriate vacuum supply.
- the extraction and evacuation means 8 comprise, secondly, gripping members 87, mobile, placed below the die 3, capable of coming to grip and transport a die cut from below, on the bottom 10, when the temporary blocking members 86 have become inactive, in order to transfer the stamped cutout to a conveyor 88.
- the gripping members 87 are for example suction cups associated with a vacuum supply carried by support means 89 ensure their movement in particular axially along the axis 15, connected by a transmission 90 to the gear motor 59 or to the 'shaft 60 or any other suitable motor.
- the conveyor 88 is for example a conveyor placed transversely below the matrix 3.
- the adjustment process which generally uses a programmable controller for controlling the adjustments of the various components and components of the machine, including the die-forging assembly 1, as a function of the dimensional characteristics of the cuts to be made.
- the appropriate magazine 71 must be adapted or selected, and likewise, the transverse spacing of the strips 55 must be adapted.
- the spacing of the endless belts 55 is achieved by the drive means 58.
- a cutout is extracted from the magazine 71 through the lower extraction opening 72 thanks to the suction cups 75 driven by the arm 76.
- the cutout to be stamped is deposited on endless belts 55 whose transverse spacing has therefore been previously adjusted.
- the endless bands 55 combined with the stopper 65 drive the die-cutting to the roller 68.
- the roller 68 clamps the die-cutting on the endless belt 55 so as to ensure its positive synchronous movement with the endless bands 55 and, as explained, the location of the cut. Thanks to the program and the data of the programmable controller, the gluing of the longitudinal flaps 11 is carried out by the gluing means 69 when the cut-out to be stamped is scrolled. In parallel, the longitudinal stop 7 has been adjusted and the punch 2 is in the waiting situation. The blank to be punched therefore arrives between the die 3 and the punch 2 in the exact stamping position determined by the longitudinal stop 7. It is then possible, thanks to the gear motor 59, to move the punch 2 vertically downward in the die 3 this which ensures the mastering of the cut.
- the suction cups 86 are implemented, with the pressers 45.
- the punch 2 can be released while, simultaneously, the suction cups 87 can come to grip the die cut and bring it on the conveyor 88.
- the following operations are carried out, in the absence of any cutout between the punch 2 and the die 3: There is a nesting / dislodging movement of the punch 2 and of the die 3 to bring them in the nested state.
- the punch 2 and the die 3 are brought to the unlocked state.
Landscapes
- Making Paper Articles (AREA)
- Forging (AREA)
- Punching Or Piercing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88400533T ATE63499T1 (de) | 1987-03-06 | 1988-03-07 | Verfahren zur regelung des ausmasses eines matrizensets fuer zuschnitte; matrizenset. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8703087A FR2611584A1 (fr) | 1987-03-06 | 1987-03-06 | Procede de matricage de decoupes, destinees notamment a la realisation de barquettes de conditionnement ou similaire, dispositif de matricage pour la mise en oeuvre du procede et machine de conditionnement comportant un tel dispositif |
| FR8703087 | 1987-03-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0281484A1 EP0281484A1 (fr) | 1988-09-07 |
| EP0281484B1 true EP0281484B1 (fr) | 1991-05-15 |
Family
ID=9348692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88400533A Expired - Lifetime EP0281484B1 (fr) | 1987-03-06 | 1988-03-07 | Procédé de réglage dimensionnel d'un ensemble de matriçage de découpe; ensemble de matrices |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4988331A (ja) |
| EP (1) | EP0281484B1 (ja) |
| JP (1) | JPH01503219A (ja) |
| AT (1) | ATE63499T1 (ja) |
| DE (1) | DE3862775D1 (ja) |
| FR (1) | FR2611584A1 (ja) |
| WO (1) | WO1988006519A1 (ja) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5273513A (en) * | 1988-11-30 | 1993-12-28 | Sprinter System Ab | Automatic setting apparatus in box or carton blank erection machines |
| US5194065A (en) * | 1991-12-13 | 1993-03-16 | Elopak Systems A.G. | Carton squaring mechanism |
| ES2066669B1 (es) * | 1992-07-16 | 1995-10-16 | Boix Maquinaria Sa | Mejoras introducidas en moldes para la formacion de cajas de carton. |
| FR2696127B1 (fr) * | 1992-09-29 | 1994-12-30 | Secs Sa | Dispositif de fabrication de barquettes en carton de formats variables utilisables notamment pour le conditionnement de produits en palettes, particulièrement de produits alimentaires. |
| ES2088816B1 (es) * | 1993-08-02 | 1998-08-01 | Transmet Sa | "nuevo cabezal formador de cajas de carton abiertas" |
| US5656006A (en) * | 1995-01-13 | 1997-08-12 | Swf Machinery, Inc. | Method and apparatus for forming a work object |
| US5876319A (en) * | 1995-06-07 | 1999-03-02 | Delaware Capital Formation, Inc. | Container forming method and apparatus |
| US6309335B1 (en) | 1999-11-10 | 2001-10-30 | Delaware Capital Formation | Vertically displaced hopper for bliss machines |
| ES2177470B1 (es) * | 2001-05-18 | 2004-09-01 | Tecnicart Aplicacions Tecniques Del Cartro, S.L. | Maquina para la fabricacion de cajas de carton. |
| US6609355B2 (en) * | 2001-10-15 | 2003-08-26 | International Paper Company | Adjustable carton stop |
| DE10244103B4 (de) * | 2002-09-23 | 2007-05-24 | Uhlmann Pac-Systeme Gmbh & Co. Kg | Vorrichtung für die Entnahme von Zuschnitten aus einem Magazin, deren Formung zu jeweils einem nach oben geöffneten Karton und deren Übergabe in ein Transportsystem |
| US8177699B1 (en) * | 2002-11-26 | 2012-05-15 | Smurfit-Stone Container Corporation | Tray forming apparatus |
| US7470226B1 (en) | 2002-11-26 | 2008-12-30 | R & L Manufacturing | Apparatus and method for forming a container having an enhanced corner support structure |
| DE10318873B4 (de) * | 2003-04-25 | 2007-11-15 | Ligmatech Automationssysteme Gmbh | Verfahren zum Bilden einer Faltschachtel |
| NZ532352A (en) * | 2004-04-16 | 2007-05-31 | Amcor Packaging New Zealand Lt | Container and assembly thereof |
| US8820618B2 (en) | 2008-05-07 | 2014-09-02 | Rock-Tenn Shared Services, Llc | Reinforced polygonal containers and blanks for making the same |
| US9764524B2 (en) | 2008-05-07 | 2017-09-19 | Westrock Shared Services, Llc | Reinforced polygonal containers and blanks for making the same |
| US8827142B2 (en) | 2008-05-07 | 2014-09-09 | Rock-Tenn Shared Services, Llc | Reinforced polygonal containers and blanks of sheet material for making the same |
| US8105223B2 (en) | 2008-05-07 | 2012-01-31 | Smurfit-Stone Container Enterprises, Inc. | Machine and method for forming reinforced polygonal containers from blanks |
| US8579778B2 (en) * | 2010-05-14 | 2013-11-12 | Rock-Tenn Shared Services, Llc | Machine and method for forming reinforced polygonal containers from blanks |
| US8323165B2 (en) * | 2009-09-14 | 2012-12-04 | Thiele Technologies, Inc. | Method for forming a container |
| US9409367B2 (en) * | 2010-10-26 | 2016-08-09 | Westrock Shared Services, Llc | Machine for forming multiple types of containers |
| PL2450180T3 (pl) * | 2010-11-05 | 2014-02-28 | Tavil Indebe S A U | Urządzenie do formowania wieloformatowych pudełek |
| DE102011004004A1 (de) * | 2011-02-11 | 2012-08-16 | Robert Bosch Gmbh | Einrichtung zum Formen einnes Flachzuschnitts zu einem Behälter |
| DE102011007488A1 (de) * | 2011-04-15 | 2012-10-18 | Robert Bosch Gmbh | Formateinstellvorrichtung |
| US9469432B2 (en) | 2014-11-04 | 2016-10-18 | Westrock Shared Services, Llc | Reinforced containers and blanks for making the same |
| WO2016203343A1 (en) * | 2015-06-15 | 2016-12-22 | Panotec S.R.L. | Machine for automatically manufacturing customized packaging items |
| US10913231B2 (en) | 2018-10-10 | 2021-02-09 | International Paper Company | Machine for forming containers |
| US11292629B2 (en) * | 2019-04-17 | 2022-04-05 | Delkor Systems, Inc. | Adaptable tooling methods, system and apparatuses |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE292080C (ja) * | 1900-01-01 | |||
| US1386292A (en) * | 1919-09-26 | 1921-08-02 | Stokes & Smith Co | Corner cutting and bending machine |
| US2641973A (en) * | 1945-09-15 | 1953-06-16 | Henry Russell Davis Jr | Machine for making paper boxes |
| US2798416A (en) * | 1954-04-19 | 1957-07-09 | Ernest C Clement | Box making die |
| US3053151A (en) * | 1959-06-18 | 1962-09-11 | Steiger A G Lithographie | Device for folding paper board blanks |
| US3046849A (en) * | 1961-05-15 | 1962-07-31 | Continental Folding Paper Box | Box forming machines |
| US3357700A (en) * | 1963-06-21 | 1967-12-12 | Fmc Corp | Blank feeder with adjustable stack holder |
| US3218940A (en) * | 1963-09-26 | 1965-11-23 | Pearson Co R A | Carton setting up machine |
| FR2029300A5 (ja) * | 1969-01-24 | 1970-10-16 | Savoye | |
| DE1935243A1 (de) * | 1969-07-11 | 1971-01-14 | Rheinmetall Gmbh | Kartonaufrichtmaschine |
| US3832926A (en) * | 1973-10-29 | 1974-09-03 | Koppers Co Inc | Apparatus for accurate die-cutting |
| US4052933A (en) * | 1974-11-25 | 1977-10-11 | International Paper Company | Tray forming method |
| US4033242A (en) * | 1975-09-26 | 1977-07-05 | Rice Packaging, Inc. | Carton forming machine |
| US4345905A (en) * | 1977-10-31 | 1982-08-24 | Moen Lenard E | Making of containers with tri-laminated end walls |
| US4581005A (en) * | 1983-06-01 | 1986-04-08 | Moen Lenard E | Manufacture of boxes with integrally reinforced walls |
| DE3339924A1 (de) * | 1983-11-04 | 1985-05-15 | Robert Bosch Gmbh, 7000 Stuttgart | Verpackungsmaschine |
| IT1185814B (it) * | 1985-06-21 | 1987-11-18 | Chierese Cartotecnica | Gruppo formatore per macchine automatiche per la formatura di scatole a partire da semilavorati appiattiti |
-
1987
- 1987-03-06 FR FR8703087A patent/FR2611584A1/fr not_active Withdrawn
-
1988
- 1988-03-07 EP EP88400533A patent/EP0281484B1/fr not_active Expired - Lifetime
- 1988-03-07 JP JP63502570A patent/JPH01503219A/ja active Pending
- 1988-03-07 AT AT88400533T patent/ATE63499T1/de not_active IP Right Cessation
- 1988-03-07 WO PCT/FR1988/000132 patent/WO1988006519A1/fr unknown
- 1988-03-07 US US07/274,054 patent/US4988331A/en not_active Expired - Fee Related
- 1988-03-07 DE DE8888400533T patent/DE3862775D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ATE63499T1 (de) | 1991-06-15 |
| FR2611584A1 (fr) | 1988-09-09 |
| DE3862775D1 (de) | 1991-06-20 |
| JPH01503219A (ja) | 1989-11-02 |
| EP0281484A1 (fr) | 1988-09-07 |
| WO1988006519A1 (fr) | 1988-09-07 |
| US4988331A (en) | 1991-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0281484B1 (fr) | Procédé de réglage dimensionnel d'un ensemble de matriçage de découpe; ensemble de matrices | |
| EP2094479B1 (fr) | Machine de façonnage d'ebauches de caisses en carton | |
| EP1731277A1 (fr) | Station de transformation pour une machine de production d'emballages | |
| EP0248700B1 (fr) | Machine d'encaissage pour caisses américaines | |
| EP2089280A1 (fr) | Installation d'emballage et de conditionnement | |
| FR2518073A1 (fr) | Appareil pour entrainer des feuilles successivement a partir d'une pile | |
| FR2610908A1 (fr) | Procede et dispositif pour stocker et distribuer, a l'unite, des decoupes, plus specialement destinees a l'emballage | |
| FR2907369A1 (fr) | Procede et installation pour la confection d'une caisse composite | |
| CH633761A5 (fr) | Dispositif pour empiler des objets plats, notamment des decoupes de boites pliantes. | |
| FR2744537A1 (fr) | Appareil et procede d'empilement et de finition de feuilles | |
| CH373688A (fr) | Procédé pour insérer une ébauche de séparation pliable entre des rangées de récipients à emballer et machine pour la mise en oeuvre de ce procédé | |
| EP0244308B1 (fr) | Machine de réception et d'empilage de flans découpés | |
| FR2566377A1 (fr) | Machine de traitement et d'insertion de composants electroniques et procede pour approvisionner et transferer des composants electroniques | |
| EP3526025A1 (fr) | Dispositif et procede d'extraction d'une boite depuis un mandrin | |
| EP0537125B1 (fr) | Dispositif d'accumulation et de comptage d'objets en papier | |
| EP3526024B1 (fr) | Procédé et dispositif de mise en forme d'un flan autour d'un mandrin | |
| FR2474918A1 (fr) | Procede et installation de fabrication sequentielle d'une succession d'articles a partir de tole | |
| FR2542153A1 (fr) | Dispositif et procede de transfert de composants electroniques pour machine d'insertion dans des circuits imprimes | |
| EP3820265B1 (fr) | Procédé et dispositif de découpe d'un composant électronique radial | |
| FR2646398A1 (fr) | Perfectionnements apportes a une machine autorisant la mise en forme de plateaux d'emballage pour le conditionnement et l'expedition de fruits et/ou legumes | |
| FR2636550A1 (fr) | Appareil et procede d'avance de feuilles dans des directions multiples | |
| EP1305158B1 (fr) | Procede et machine pour la realisation de croisillons destines au compartimentage de boites | |
| EP0010528B1 (fr) | Appareil pour le prélèvement et l'alimentation de listels métalliques conformés en V | |
| FR2616747A1 (fr) | Machine automatique de preformage, de remplissage et de fermeture de coffrets livres plies a plat et coffret mis en oeuvre sur une telle machine | |
| EP3261817B1 (fr) | Dispositif de thermoformage de récipients a blocs de moules translatifs et procédé |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881025 |
|
| 17Q | First examination report despatched |
Effective date: 19900704 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19910515 Ref country code: SE Effective date: 19910515 Ref country code: GB Effective date: 19910515 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19910515 Ref country code: AT Effective date: 19910515 Ref country code: NL Effective date: 19910515 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19910515 |
|
| REF | Corresponds to: |
Ref document number: 63499 Country of ref document: AT Date of ref document: 19910615 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3862775 Country of ref document: DE Date of ref document: 19910620 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19920331 Ref country code: BE Effective date: 19920331 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920331 Ref country code: LI Effective date: 19920331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920430 Year of fee payment: 5 |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: VEGA AUTOMATION Effective date: 19920331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920930 Year of fee payment: 5 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19931130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19931201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |