EP0258731A2 - Verfahren zum Kunststoffbeschichten und nach dem Verfahren hergestellte Beschichtung - Google Patents
Verfahren zum Kunststoffbeschichten und nach dem Verfahren hergestellte Beschichtung Download PDFInfo
- Publication number
- EP0258731A2 EP0258731A2 EP87111928A EP87111928A EP0258731A2 EP 0258731 A2 EP0258731 A2 EP 0258731A2 EP 87111928 A EP87111928 A EP 87111928A EP 87111928 A EP87111928 A EP 87111928A EP 0258731 A2 EP0258731 A2 EP 0258731A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- base
- partial
- layers
- melting point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 40
- 238000000034 method Methods 0.000 title claims abstract description 27
- 229920003002 synthetic resin Polymers 0.000 title 1
- 239000000057 synthetic resin Substances 0.000 title 1
- 239000011248 coating agent Substances 0.000 claims abstract description 25
- 239000000843 powder Substances 0.000 claims abstract description 14
- 239000000463 material Substances 0.000 claims description 46
- 238000002844 melting Methods 0.000 claims description 41
- 230000008018 melting Effects 0.000 claims description 41
- 229920001577 copolymer Polymers 0.000 claims description 24
- 239000000155 melt Substances 0.000 claims description 13
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 9
- 239000004033 plastic Substances 0.000 claims description 9
- 229920003023 plastic Polymers 0.000 claims description 9
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 claims description 8
- 239000005977 Ethylene Substances 0.000 claims description 7
- 239000000178 monomer Substances 0.000 claims description 7
- 238000005245 sintering Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 230000007423 decrease Effects 0.000 claims description 4
- 239000000654 additive Substances 0.000 claims description 2
- 239000006223 plastic coating Substances 0.000 claims description 2
- 229920002313 fluoropolymer Polymers 0.000 abstract description 14
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical group FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 14
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical compound FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 13
- -1 polytetrafluoroethylene Polymers 0.000 description 11
- 125000004432 carbon atom Chemical group C* 0.000 description 8
- 239000000758 substrate Substances 0.000 description 7
- BZPCMSSQHRAJCC-UHFFFAOYSA-N 1,2,3,3,4,4,5,5,5-nonafluoro-1-(1,2,3,3,4,4,5,5,5-nonafluoropent-1-enoxy)pent-1-ene Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)=C(F)OC(F)=C(F)C(F)(F)C(F)(F)C(F)(F)F BZPCMSSQHRAJCC-UHFFFAOYSA-N 0.000 description 5
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 4
- 229910052731 fluorine Inorganic materials 0.000 description 4
- 239000011737 fluorine Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229920006296 quaterpolymer Polymers 0.000 description 4
- 238000005488 sandblasting Methods 0.000 description 4
- 229920001897 terpolymer Polymers 0.000 description 4
- KHXKESCWFMPTFT-UHFFFAOYSA-N 1,1,1,2,2,3,3-heptafluoro-3-(1,2,2-trifluoroethenoxy)propane Chemical compound FC(F)=C(F)OC(F)(F)C(F)(F)C(F)(F)F KHXKESCWFMPTFT-UHFFFAOYSA-N 0.000 description 3
- 150000001336 alkenes Chemical class 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 3
- 230000035699 permeability Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- VHSCQANAKTXZTG-UHFFFAOYSA-N 1,1,1-trifluoro-2-(trifluoromethyl)pent-4-en-2-ol Chemical compound FC(F)(F)C(C(F)(F)F)(O)CC=C VHSCQANAKTXZTG-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010285 flame spraying Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 229960000834 vinyl ether Drugs 0.000 description 2
- 125000000391 vinyl group Chemical class [H]C([*])=C([H])[H] 0.000 description 2
- QMIWYOZFFSLIAK-UHFFFAOYSA-N 3,3,3-trifluoro-2-(trifluoromethyl)prop-1-ene Chemical group FC(F)(F)C(=C)C(F)(F)F QMIWYOZFFSLIAK-UHFFFAOYSA-N 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000012986 chain transfer agent Substances 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical class [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 235000013861 fat-free Nutrition 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- WCYWZMWISLQXQU-UHFFFAOYSA-N methyl Chemical compound [CH3] WCYWZMWISLQXQU-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 1
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 229910052573 porcelain Inorganic materials 0.000 description 1
- 239000012758 reinforcing additive Substances 0.000 description 1
- DCKVNWZUADLDEH-UHFFFAOYSA-N sec-butyl acetate Chemical compound CCC(C)OC(C)=O DCKVNWZUADLDEH-UHFFFAOYSA-N 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/08—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface
- B05D5/083—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers
- B05D5/086—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an anti-friction or anti-adhesive surface involving the use of fluoropolymers having an anchoring layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/04—Processes for applying liquids or other fluent materials performed by spraying involving the use of an electrostatic field
- B05D1/06—Applying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/08—Flame spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2202/00—Metallic substrate
Definitions
- the invention relates to a method for plastic coating, in particular powder coating, and to a coating produced by the method.
- fluoroplastics have a permeability to gases, liquids and solutions, which is very pronounced with many fluoroplastics.
- This permeability which is very disadvantageous for use as a coating material, decreases rapidly with increasing layer thickness and becomes practically meaningless for thicker layers. For this reason, relatively high layer thicknesses are sought when coating with fluoroplastics, if an attack on the substrate is to be prevented in the case of aggressive gases, liquids or solutions.
- the layers cannot be made as thick as desired, since the material-specific properties of the plastics, in particular the fluoroplastics, have to be taken into account; in addition, thicker layers are associated with considerable additional costs. Electrostatic application of the fluoroplastics has proven successful in powder coatings, although the plastic has an insulating effect from a certain layer thickness and is only melted. The difficulties arise with powder coatings because the fluoroplastic follows the gravitational laws during sintering, ie in its melting phase, from a certain thickness of the layer and flows away from the base material. To counteract this, it is necessary to rotate the parts to be coated when the fluoroplastic layers are melted in the furnace.
- the invention has for its object to provide a method with which any thickness, permeability-related influences preventing coatings can be applied or produced.
- this object is achieved in terms of the process in that, when a subsequent layer is applied, the fluidity of the previously applied layer is kept below the runoff limit.
- This can be achieved, for example, by varying the processing temperature, which is kept below the limit causing the gravitational outflow for the preceding layer during the application of the subsequent layer.
- each top layer built up on a base layer consists of at least two partial layers and, starting from the base layer, the melting temperature of the layer material decreases from layer to layer and its fluidity increases, but is at least the same.
- the invention is therefore based on the idea that when the subsequent layer is applied by powder coating, the fluidity, i.e. to reduce the flow behavior in the melt, the preceding layer or the preceding layers to such an extent that their gravitational drainage is not possible. Consequently, materials with such different flow properties can be used for the base layer and the top layers that the previous layer does not flow off even if the same processing temperature is used above the melting point of the materials, which could then be the same for all materials.
- fluorine thermoplastics that can be processed from the melt be used for the base layer and the cover layers such that the material of the respective top cover layer is at least 10 ° C. has a lower melting point and a higher fluidity compared to the fluorothermoplastic of the layer underneath.
- the processing temperature of the last sub-layer of the respective upper layer can be below the melting point of the material of the layer below it, so that even with relatively small differences in processing temperatures of, for example, little more than 10 ° C., fusing and film formation with the following Layer is reached.
- the fluidity of the respective upper layer can then be higher or approximately equal to that of the lower layer at a given processing temperature. This makes it possible to choose a sufficiently large difference in processing temperatures, even with materials with approximately the same fluidity, so that the melting point when the second sub-layer of the upper layer is applied is sufficiently far below the melting point of the layer underneath and there is no outflow .
- Ceramic or metallic intermediate layers can thus be applied before the application of the base layer, for example by flame spraying or by electrochemical means or by application sprinkle and sinter powder.
- An improvement in adhesion can also be achieved, for example, by adhesion-promoting intermediate layers made of chromates or phosphates, furthermore by etching the substrate with acids or by electrochemical means.
- a conventional primer layer composed of a fluorothermoplastic, preferably that of the base layer, and an adhesion promoter, such as, for example, lithium polysilicate or chromic acid and / or phosphoric acid, can be applied to the substrate from a dispersion, dried and optionally baked before the base layer is built up .
- an adhesion promoter such as, for example, lithium polysilicate or chromic acid and / or phosphoric acid
- all temperature-resistant pigments can be added to the powder coating material.
- mechanical reinforcing additives or additives that increase hardness and abrasion resistance can also be used, ie added, for example carbon fibers, glass fibers or glass balls.
- a two-stage structure can be built up to a thickness of the coating which is almost double that of the known coatings and thus considerably improve the laying time.
- even complicated structures can be thickly coated without additional effort; in addition, the coating is vacuum-resistant even at high temperatures, while the adhesive separates from linings.
- Fluoroplastics or such fluoropolymers are suitable as fluoroplastics, from which the required powder coating materials of different flow properties can be selected at a given processing temperature. which behave predominantly thermoplastic, insofar as they can be processed from the melt, that is to say can be shaped by conventional molding processes for thermoplastics, such as, for example, calendering, injection molding or extrusion, and which can also form a closed film from the melt.
- Such fluorothermoplastics that can be processed from the melt have a melt viscosity of usually less than 1. 106 Pa s and differ in this from polytetrafluoroethylene and its modified variants, which has such a high melt viscosity that processing from the melt is not possible.
- Fluorothermoplastics that can be processed from the melt can be, for example, homopolymers, such as, for example, polyvinylidene fluoride, polyvinyl fluoride or preferably polychlorotrifluoroethylene.
- the materials required for powder coating can be copolymers, especially those which, in addition to TFE or CTFE, also contain at least one further ethylenically unsaturated monomer in sufficient quantity to ensure processability from the melt.
- suitable pairs can also be selected in large numbers for application as a base and top layer with a lower and higher fluidity at a given processing temperature or with a higher and a lower melting point.
- These can be fluorothermoplastics, which are composed of different types of comonomers, whereby - without being limited to this - the following pairs, for example, can form the base and cover layers:
- fluorothermoplastics which have the same comonomer units, but in different molar proportions, as a result of which a different melting point or different fluidity is also set.
- these are ter- and quaterpolymers of the TFE / E or CTFE / E type with contents of 20 to 60 mol% of TFE or CTFE and 40 to 60 mol% of E, in which the proportion of the third (or optionally the third and fourth) comonomers can be varied in a range from 0.5 to 30 mol%.
- terpolymers can be obtained which have the qualitative composition TFE / E / HFP, but which have melting points of, for example, 200 ° C., 240 ° C. and 270 ° C. by changing the HFP content; these materials can be combined by powder coating in the production of two-layer or three-layer systems according to the invention, a copolymer with a lower melting point being applied to the preceding layer.
- Such combinations of ter- and quaterpolymers of the TFE / E and CTFE / E types with different contents of third and optionally fourth comonomers represent a preferred embodiment of the invention.
- fluorothermoplastics of the same composition and melting point, but of different molecular weight and fluidity can also be used in the process according to the invention, the layer closer to the substrate having the higher molecular weight and thus the lower fluidity.
- fluorothermoplastics of the same composition but different molecular weights are selected, with each material having a melting point and a lower molecular weight that is at least 10 ° C. lower in the direction of the uppermost cover layer, starting from the base layer.
- a metallic component to be coated e.g. a sheet metal, a connecting element such as a bolt or a screw, described in more detail, wherein pretreatment according to a) means in particular annealing, then sandblasting or flame spraying and the subsequent preheating of the metallic part.
- the metal surface is made completely free of grease; the metallic materials to be coated are then only touched with cotton gloves.
- Sandblasting can be done with a corundum, whereby the blasting agent should be pure; alternatively, the surface can be flame sprayed.
- the surface of the base material can be improved by working with sleeping paper, since any existing material tips will be sanded off.
- Preheating the workpiece supports the intimate connection of the workpiece with the first partial layer of the base layer applied to the hot workpiece in accordance with b).
- the coating material can, for example, be applied electrostatically with a powder gun or by melting. The sintering of the first sub-layer according to c) should take about 45 minutes.
- the thickness of each sub-layer being able to correspond to the total thickness divided by the number of stages, until the final.
- Layer thickness sintered for about 45 minutes after each partial layer.
- the first partial layer of the top layer having a lower melting point is applied to the base layer and fused to the base layer at a temperature above the melting temperature of the base layer.
- the gradual application of the top layer according to f) corresponds to the steps described under d) for applying the base layer, but with the difference that the partial layers of the top layer are melted at a temperature below the melting temperature of the base layer.
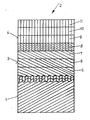
- a coating for a metallic component of the closer The surface of a base material 1, which is completely fat-free by annealing and brought to a roughness depth of 5 to 10 ⁇ m by sandblasting, is protected by a coating 2, which consists of a base layer 3 and a cover layer 4 located thereon.
- Both the base layer and the top layer 3, 4 have been applied in several partial layers, a copolymer being used for the base layer in the example shown, which consists of tetrafluoroethylene, ethylene and hexafluoropropylene and has a melting point of 267 ° C .; a copolymer is used for the top layer, which also consists of tetrafluoroethylene, ethylene and hexafluoropropylene, but has a melting point of 200 ° C.
- the base layer 3 is composed of three sub-layers 5 to 7 and the cover layer 4 of four sub-layers 8 to 11.
- the thickness of the three-stage is Base layer 3 a total of 750 ⁇ m, ie each sub-layer 5 to 7 is 250 ⁇ m thick, while the cover layer 4 with a thickness of 1000 ⁇ m is composed of four sub-layers 8 to 11 of 250 ⁇ m each.
- the loss of a possible fourth sub-layer of the base layer 3 has been accepted in order to almost double the total thickness of the coating 2 compared to known coatings by replacing a fourth sub-layer of the base layer 3 with the first sub-layer 8 of the cover layer 4 made of a material with an opposite Base layer 3 occurs lower melting point and increasing, at least approximately the same fluidity. It is then possible to prevent the inevitable gravitational flow of the coating material following a fourth sub-layer of the base layer 3, because when the sub-layers 9 to 11 are fused, the temperature is below the melting temperature of the base layer 3 and thus prevents a melt flow of the base layer 3 becomes.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Kunststoffbeschichten, insbesondere Pulverbeschichten, sowie eine nach dem Verfahren hergestellte Beschichtung.
- Beim Oberflächenschutz hochtemperaturbeständiger Oberflächen, wie insbesondere aus metallischen Werkstoffen, gibt es vielfältige Beschichtungen mit mehrschichtigen Überzügen, die die Lebensdauer des Grundwerkstoffs in aggressiver Umgebung erheblich erhöhen; bekannte Beschichtungen bieten sowohl einen Schutz vor Korrosion als auch chemischem Angriff. Hierbei zeichnen sich vor allem Fluorkunststoff-Beschichtungen aus, da sie einen hervorragenden Schutz gegen Chemikalien bieten und weder von starken Säuren noch von Lösungsmitteln angegriffen werden. Neben den anerkannten mechanischen Eigenschaften, wie hohe Abriebfestigkeit und gute Elastizität, lassen sich die Fluorkunststoffe wegen ihrer thermischen Eigenschaften auch bei Dauertemperatur-Beanspruchungen bis 260°C ohne weiteres verwenden.
- Fluorkunststoffe besitzen jedoch, wie andere Kunststoffe auch, eine Permeabilität für Gase, Flüssigkeiten und Lösungen, die bei vielen Fluorkunststoffen sehr ausgeprägt ist. Diese Permeabilität, die für den Einsatz als Beschichtungsmaterial sehr nachteilig ist, nimmt aber mit zunehmender Schichtdicke rasch ab und wird bei dickeren Schichten praktisch bedeutungslos. Daher werden bei der Beschichtung mit Fluorkunststoffen relativ hohe Schichtdicken angestrebt, wenn im Falle aggressiver Gase, Flüssigkeiten oder Lösungen ein Angriff auf das Substrat verhindert werden soll.
- Des weiteren kommt es zu einer Dampfdiffusion, d.h., gasförmige Moleküle durchdringen die Kunststoffschicht und greifen den Grundwerkstoff an. Auch in diesem Fall wird das Problem durch eine dickere Kunststoffschicht gelöst.
- Allerdings lassen sich die Schichten nicht beliebig dick ausführen, da den materialspezifischen Eigenschaften der Kunststoffe, insbesondere der Fluorkunststoffe Rechnung getragen werden muß; außerdem sind dickere Schichten mit erheblichen Mehrkosten verbunden. Bewährt hat sich nämlich bei Pulverbeschichtungen das elektrostatische Auftragen der Fluorkunststoffe, wobei der Kunststoff allerdings ab einer gewissen Schichtdicke isolierend wirkt und nur noch aufgeschmolzen wird. Bei Pulverbeschichtungen ergeben sich die Schwierigkeiten nämlich deshalb, weil der Fluorkunststoff beim Einsintern, d.h. in seiner Schmelzphase ab einer bestimmten Dicke der Schicht den Gravitationsgesetzen folgt und vom Grundwerkstoff abfließt. Um dem entgegenzuwirken, ist es erforderlich, die zu beschichtenden Teile beim Verschmelzen der Fluorkunststoffschichten im Ofen zu drehen.
- Eine andere Methode, un diesem Abfließen entgegenwirken und auch dickere Schichten aufbringen zu können, sind mechanische Stützen, zudem solcher Beschaffenheit - wie beispielsweise Fasern aus Kohlenstoff- eingebaut worden, daß sie außerdem das elektrostatische Aufbringen auch bei dicken Schichten ermöglichen. Trotz dieser unterstützenden Maßnahmen lassen sich bekannte Beschichtungen lediglich bis zu einer Dicke von maximal 800 bis 1500 um aufbauen. Die begrenzte Beschichtungsdicke der bekannten Beschichtungen hat sich jedoch überall dort als unzureichend herausgestellt, wo mit einer besonders aggressiven Umgebung zu rechnen ist, wie beispielsweise in chemischen Anlagen.
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zu schaffen, mit dem sich auf wirtschaftliche Weise beliebig dicke, permeabilitätsbedingte Einflüsse verhindernde Beschichtungen aufbringen bzw. herstellen lassen.
- Erfindungsgemäß wird diese Aufgabe verfahrensmäßig dadurch gelöst, daß beim Auftragen einer Folgeschicht das Fließvermögen der zuvor aufgebrachten Schicht unterhalb der Abfließgrenze gehalten wird. Das läßt sich beispielsweise durch Variation der Verarbeitungstemperatur erreichen, die während des Aufbringens der Folgeschicht unter der für die jeweils vorangehende Schicht ein gravitationsbedingtes Abfließen bewirkenden Grenze gehalten wird. Es empfiehlt sich, daß jede auf eine Grundschicht aufgebaute Deckschicht aus mindestens zwei Teilschichten besteht und ausgehend von der Grundschicht von Schicht zu Schicht nach außen die Schmelztemperatur des Schichtwerkstoffes abnimmt und dessen Fließvermögen zunimmt, zumindest aber gleich ist.
- Vorzugsweise lassen sich Fluorthermoplaste verarbeiten und vorteilhaft in der Weise auftragen, daß
- a) die Grundschicht zunächst bis zu einer Schichtdicke aufgebaut wird, die unterhalb der Abfließgrenze des Materials bei der Verarbeitungstemperatur der ersten Teilschicht der Deckschicht liegt,
- b) sodann bei einer Verarbeitungstemperatur, bei der die Grund- und die Deckschicht verschmelzen, die erste Teilschicht der Deckschicht bis zu einer zumindest noch geringfügig unterhalb der Abfließgrenze liegenden Schichtdicke aufgebaut wird,
- c) sodann zumindest eine weitere Teilschicht der Deckschicht bei einer gegenüber dem Schritt b) niedrigeren Verarbeitungstemperatur aufgebaut wird, die eine ausreichende Filmbildung und ein Verbinden mit der vorher aufgebrachten Schicht sichert und die gravitationsbedingte Abfließgrenze der Gesamtschicht nicht überschreitet.
- Die Erfindung geht von der durch Beobachtung gewonnene Erkenntnis aus, daß sich durch Pulverbeschichten aufgebrachte Kunststoffe, insbesondere Fluorthermoplaste bei gegebener Verarbeitungstemperatur, bei der das Verschmelzen zu einem geschlossenen Beschichtungsfilm erfolgt, nur bis zu einer bestimmten Grenz- Schichtdicke auftragen lassen; bei darüber hinausgehenden Schichtdicken setzt das entsprechend den Gravitationsgesetzen unvermeidliche Abfließen des Materials ein. Diese Grenz-Schichtdicke für ein gegebenes, d.h. bestimmtes Material (mit gegebenem Fließvermögen) bei einer gegebenen, d.h. bestimmten Temperatur oberhalb des Schmelzpunktes wird im folgenden als gravitationsbedingte Abfließgrenze bezeichnet. Das erfindungsgemäße Verfahren verhindert das für Pulverbeschichtungen nach dem Mehrschichtverfahren bei Erreichen der Grenz-Schichtdicke ansonsten unvermeidliche gravitationsbedingte Abfließen durch folgende Maßnahmen (soweit hier und im folgenden von Teilschichten die Rede ist, so ist darunter zu verstehen, daß die jeweilige Deckschicht und vorzugsweise auch die Grundschicht aus mindestens zwei Teilschichten gebildet wird und diese Teilschichten derselben Grund- oder Deckschicht aus dem gleichen Fluorthermoplasten mit gleichem Schmelzpunkt und/oder Fließvermögen bestehen):
- a) Auf ein Bauteil mit mindestens einer hochtemperaturbeständigen Oberfläche, wie beispielsweise aus Keramik, Porzellan oder hochtemperaturbeständigen Kunststoffen oder vorzugsweise aus Metall, wird zunächst die Grundschicht aufgebracht. Dabei wird eine Schichtdicke für die gesamte Grundschicht eingehalten, die noch unterhalb der gravitationsbedingten Abfließgrenze des Materials der Grundschicht liegt.
- b) Nun wird zunächst bei der Verarbeitungstemperatur für die Grundschicht die erste Teilschicht der (ersten) Deckschicht in einer Schichtdicke aufgetragen, daß zusammen mit der bereits vorhandenen Grundschicht die gravitationsbedingte Abfließgrenze des Materials der Grundschicht gerade noch nicht erreicht wird, wobei die Verarbeitungstemperatur ein Verschmelzen der Grundschicht mit der ersten Teilschicht bis zum festen Verbund gewährleistet. Der Fluorthermoplast der (ersten) Deckschicht weist hierbei einen niedrigeren Schmelzpunkt und/oder ein höheres Fließvermögen als das Material der Grundschicht auf.
- c) Danach werden bei einer niedrigeren Verarbeitungstemperatur die zweite und gegebenenfalls die weiteren Teilschichten der Deckschicht aufgebracht. Die Verarbeitungs temperatur muß dabei noch so hoch sein, daß ein ausreichender Schmelzfluß zur Filmbildung und zum Verbinden mit den vorher aufgebrachten Schichten gesichert ist; sie muß aber unter Beachtung des geringeren Fließvermögens der Grundschicht so niedrig gehalten werden, daß die Grundschicht die gravitationsbedingte Abfließgrenze auch zusammen mit dem nunmehr aufgebrachten Deckschichtmaterial nicht mehr überschreitet.
- d) Die beschriebenen Schritte lassen sich beim Aufbringen einer zweiten, dritten und weiteren Deckschicht entsprechend wiederholen, wobei weitere Deckschichten ebenfalls in mindestens zwei Teilschichten aufgtragen werden.
- Der Erfindung liegt somit der Gedanke zugrunde, beim Auftragen der Folgeschicht durch Pulverbeschichten das Fließvermögen, d.h. das Fließverhalten in der Schmelze, der vorangehenden Schicht oder der vorangehenden Schichten jeweils soweit herabzusetzen, daß deren gravitationsbedingtes Abfließen nicht möglich ist. Es lassen sich für die Grundschicht und die Deckschichten folglich Materialien mit so unterschiedlichem Fließvermögen einsetzen, daß ein Abfliessen der vorhergehenden Schicht selbst dann nicht eintritt, wenn bei gleicher Verarbeitungstemperatur oberhalb des Schmelzpunktes der Materialien, der dann für alle Materialien gleich sein könnte, gearbeitet wird.
- Vorzugsweise wird vorgeschlagen, daß für die Grundschicht und die Deckschichten solche aus der Schmelze verarbeitbaren Fluorthermoplaste eingesetzt werden, daß das Material der jeweils oberen Deckschicht einen um mindestens 10°C niedrigeren Schmelzpunkt und ein höheres Fließvermögen gegenüber dem Fluorthermoplasten der jeweils darunter befindlichen Schicht aufweist. In diesem Fall kann die Verarbeitungstemperatur der letzten Teilschicht der jeweils oberen Schicht unter den Schmelzpunkt des Materials der darunter befindlichen Schicht liegen, so daß auch bei relativ geringen Differenzen der Verarbeitungstemperaturen von zum Beispiel wenig mehr als 10°C ein Verschmelzen und eine Filmbildung mit der folgenden Schicht erreicht wird.
- Vorzugsweise sollten Materialien (Fluorkunststoffe) eingesetzt werden, deren Schmelzpunkt um 30 bis 150°C, vorzugsweise um 70 bis 150°C differiert; es kann dann nämlich das Fließvermögen der jeweils oberen Schicht höher oder auch annähernd gleich demjenigen der unteren Schicht bei gegebener Verarbeitungstemperatur sein. Damit ist es auch bei Materialien mit annähernd gleichem Fließvermögen möglich, eine genügend große Differenz in den Verarbeitungstemperaturen zu wählen, so daß der Schmelzpunkt beim Aufbringen der zweiten Teilschicht der jeweils oberen Schicht genügend weit unter dem Schmelzpunkt der darunter befindlichen Schicht liegt und ein Abfließen ausgeschlossen ist.
- Um die Haftung der Grundschicht am Metallsubstrat zu verbessern, können neben oder anstelle einer mechanischen Behandlung des Untergrundes, zum Beispiel durch Sandstrahlen, andere Maßnahmen getroffen werden. So lassen sich vor dem Auftragen der Grundschicht keramische oder metallische Zwischenschichten aufbringen, beispielsweise durch Flammspritzen oder auf elektrochemischem Wege oder durch Auf streuen und Sintern von Pulvern. Eine Haftungsverbesserung läßt sich beispielsweise auch durch haftungsfördernde Zwischenschichten aus Chromaten oder Phosphaten, ferner durch Anätzen des Substrats mit Säuren oder auf elektrochemischem Wege erreichen. Schließlich kann auch eine übliche Primer-Schicht aus einem Fluorthermoplasten, vorzugsweise demjenigen der Grundschicht, und einem Haftvermittler, wie beispielsweise Lithiumpolysilicat oder Chromsäure und/oder Phosphorsäure, aus einer Dispersion auf das Substrat aufgebracht, getrocknet und gegebenenfalls eingebrannt werden, bevor die Grundschicht aufgebaut wird. Weiterhin lassen sich dem Pulverbeschichtungsmaterial alle temperaturbeständigen Pigmente zusetzen. Ferner können auch eine mechanische Verstärkung bewirkende oder die Härte und Abriebfestigkeit erhöhende Zusätze verwendet, d.h. beigegeben werden, beispielsweise Kohlenstoffasern, Glasfasern oder Glaskugeln.
- Mit der erfindungsgemäßen Beschichtung läßt sich ein zweistufiger Aufbau bis zu einer gegenüber den bekannten Beschichtungen nahezu doppelten Dicke der Beschichtung aufbauen und damit die Legensdauer erheblich verbessern. Zudem lassen sich im Gegensatz zu bekannten aufgeklebten Auskleidungen selbst komplizierte Gebilde ohne zusätzlichen Aufwand dick beschichten; außerdem ist die Beschichtung auch bei hohen Temperaturen vakuumfest, während sich dem gegenüber der Kleber von Auskleidungen löst.
- Als Fluorkunststoffe, aus denen sich die benötigten Pulverbeschichtungsmaterialien unterschiedlichen Fließvermögens bei gegebener Verarbeitungstemperatur auswählen lassen, kommen Fluorthermoplaste oder solche Fluorpolymere infrage, die sich überwiegend thermoplastisch verhalten, soweit sie aus der Schmelze verarbeitbar sind, das heißt, nach üblichen Formgebungsverfahren für Thermoplaste verformt werden können, wie beispielsweise Kalandrieren, Spritzgießen oder Extrudieren, und die auch aus der Schmelze heraus einen geschlossenen Film zu bilden vermögen. Solche aus der Schmelze heraus verarbeitbare Fluorthermoplaste besitzen eine Schmelzviskosität von üblicherweise kleiner als 1 . 10⁶ Pa s und unterscheiden sich darin vom Polytetrafluorethylen und seinen modifizierten Varianten, das eine so hohe Schmelzviskosität besitzt, daß eine Verarbeitung aus der Schmelze nicht möglich ist.
- Aus der Schmelze verarbeitbare Fluorthermoplaste können zum Beispiel Homopolymere sein, wie beispielsweise Polyvinylidenfluorid, Polyvinylfluorid oder vorzugsweise Polychlortrifluorethylen. Ebenso können die für die Pulverbeschichtung erforderlichen Materialien Copolymere sein, vor allem solche, die neben TFE oder CTFE noch mindestens ein weiteres ethylenisch ungesättigtes Monomeres in ausreichender Menge enthalten, um die Verarbeitbarkeit aus der Schmelze zu gewährleisten. Solche Copolymere sind ausgewählt aus folgenden Gruppen (im folgenden werden als Abkürzungen gebraucht TFE = Tetrafluorethylen, CTFE = Chlortrifluorethylen, HFP = Hexafluorpropylen, PAVE = Perfluoralkylvinylether, E = Ethylen, VDF = Vinylidenfluorid):
- Copolymere des TFE mit
- - a) HFP oder höheren Perfluorolefinen der Formel CF₃=CF-Rf1 worin Rf1 ein perfluorierter Alkylrest mit 1 bis 10 Kohlenstoffatomen in gerader oder verzweigter Kette ist;
- - b) PAVE der Formel CF₂=CF-O-Rf2, worin Rf2 ein perfluorierter Alkylrest mit 1 bis 5 C-Atomen in gerader oder verzweigter Kette ist, bevorzugt mit Perfluorpropylvinylether;
- - c) HFP und PAVE, insbesondere HFP und Perfluorpropylvinylether (PPVE);
- - d) Ethylen, wobei solche Copolymere des Typs TFE/E vorzugsweise noch mindestens ein weiteres, häufig auch zwei weitere ethylenisch ungesättigte Comonomere enthalten können, die insbesondere aus den folgenden Gruppen ausgewählt sind:
d₁) pefluorierte Olefine der Formel CF₂=CF-Rf1, worin Rf1 ein Perfluoralkylrest mit 1 bis 10, vorzugsweise mit 1 bis 5 C-Atomen ist; bevorzugt ist vor allem HFP;
d₂) PAVE der Formel CF₂=CF-O-Rf2, worin Rf2 ein Perfluoralkylrest mit 1 bis 5 C-Atomen ist; insbesondere PPVE;
d₃) perfluorierte Vinylether der Formel
d₄) perfluoralkylsubstituierte Vinylverbindungen der Formel CH₂=CH-Rf3, worin Rf3 ein Perfluoralkylrest mit 2 bis 10, vorzugsweise 2 bis 6 C-Atomen ist;
d₅) fluorhaltige Olefine der Formel CH₂=CRf4-Rf3, worin Rf4 = F oder CF₃, und Rf3 ein Perfluoralkylrest mit 1 bis 10 C-Atomen ist;
d₆) 1,1,1-Trifluor-2-(trifluormethyl)-4-penten-2-ol


d₉) α-Olefine mit 3 bis 4 C-Atomen, vorzugsweise Isobutylen;
d₁₀) Acrylsäureester und Methacrylsäureester, vorzugsweise deren Methyl- bis Butylester;
d₁₁) VDF
und
d₁₂) CTFE.
Solche Terpolymere und Quaterpolymere, wie sie durch die Einverleibung von weiteren ethylenisch ungesättigten Monomeren in Copolymere vom Typ TFE/E gebildet werden, bestehen üblicherweise aus 55 bis 40 Mol-5% TFE, 60 bis 40 Mol-% E und 0,5 bis 10 Mol-% des Anteils an dem dritten und gegebenenfalls dem vierten Monomeren; - - e) VDF, wobei solche Copolymere vorzugsweise außer TFE und VDF noch mindestens ein weiteres ethylenisch ungesättigtes, vorzugsweise fluorhaltiges Comonomeres enthalten; insbesondere kommen dafür HFP oder PAVE in Betracht, gegebenenfalls auch Kombinationen von beiden; in diesen Copolymeren ist das TFE in Anteilen von 50 bis 80, im Falle der Ter- und Quaterpolymeren von 50 bis 65 Mol-%, das VDF in Anteilen von mehr als 20 Mol-% enthalten; eine bevorzugte Kombination ist TFE/VDF/HFP;
- - f) Chlortrifluorethylen, wobei sowohl TFE als auch CTFE der überwiegende Bestandteil sein kann.
- Copolymere des CTFE mit
- - g) ethylenisch ungesättigten, fluorhaltigen Monomeren wie insbesondere HFP, TFE und VDF, vorzugsweise Terpolymere mit zwei von diesen Comonomeren;
- - h) Ethylen, wobei solche Copolymere vorzugsweise mindestens ein weiteres, häufig auch zwei ethylenisch ungesättigte Comonomere enthalten können, die aus den gleichen Gruppen ausgewählt werden können, wie dies oben bei den unter d) genannten Copolymeren vom Typ TFE/E ausgeführt ist.
- Bezüglich der Herstellung von Copolymeren der obengenannten Art wird beispielsweise auf die folgenden US-Patentschriften verwiesen:
2 946 763, 3 132 123, 3 132 124, 4 029 868, 4 262 101, 3 624 250, 3 859 262, 3 817 951, 3 960 825, 3 847 881, 4 123 602, 2 468 054, 3 235 537, 2 513 312, 2 662 072, 3 053 818, 2 738 343, 2 752 332; ferner auf die europäischen Patentschriften 2 809 und 50 437 und die belgische Patentschrift 844 965. - Aus diesen für das erfindungsgemäße Verfahren prinzipiell geeigneten, aus der Schmelze verarbeitbaren Fluorthermoplasten lassen sich auch in großer Zahl geeignete Paare für das Aufbringen als Grund- und Deckschicht mit einem bei gegebener Verarbeitungstemperatur geringerem und höherem Fließvermögen bzw. mit einem höheren und einem niedrigeren Schmelzpunkt auswählen. Dabei kann es sich um Fluorthermoplaste handeln, die aus Comonomeren unterschiedlicher Art zusammengesetzt sind, wobei - ohne darauf beschränkt zu sein - zum Beispiel folgende Paare die Grund- und Deckschicht bilden können:

- Auch Systeme mit Grundschicht und zwei unterschiedlichen Deckschichten können in dieser Weise aufgebaut werden, wie folgende Beispiele zeigen:

- Dabei sollte zwischen Fluorthermoplasten der einzelnen Schichten vorzugsweise eine Schmelzpunktdifferenz von mindestens 30°C bestehen, das heißt, die jeweils näher am Substrat (zu beschichtende Oberfläche) befindliche Schicht weist einen um mindestens 30°C höheren Schmelzpunkt als die darüber angebrachte Schicht auf.
- Für das erfindungsgemäße Verfahren besonders geeignet - da in den einzelnen Schichten untereinander besonders gut verträglich und verbindbar - sind solche Fluorthermoplaste, die die gleichen Comonomeren-Einheiten aufweisen, jedoch in unterschiedlichen molaren Anteilen, wodurch ebenfalls ein unterschiedlicher Schmelzpunkt bzw. ein unterschiedliches Fließvermögen eingestellt wird. Insbesondere sind dies Ter- und Quaterpolymere vom Typ TFE/E oder CTFE/E mit Gehalten von 20 bis 60 Mol-% an TFE oder CTFE sowie 40 bis 60 Mol-% an E, in denen der Anteil des dritten (oder gegebenenfalls des dritten und vierten) Comonomeren in einem Bereich von 0,5 bis 30 Mol-% variiert werden kann. Solche dritte (und gegebenenfalls vierte) Comonomere sind vorzugsweise HFP, PPVE, fluorierte Olefine der obengenannten Formel CH₂=CH-Rf3 sowie 3,3,3-Trifluor-2-trifluormethylpropylen. Auf diese Weise lassen sich beispielsweise Terpolymere erhalten, die die qualitative Zusammensetzung TFE/E/HFP besitzen, jedoch durch Veränderung des HFP-Gehalts Schmelzpunkte von beispielsweise 200°C, 240°C und 270°C aufweisen; diese Materialien lassen sich beim erfindungsgemäßen Herstellen von Zweischicht- oder Dreischicht-Systemen durch Pulverbeschichten kombinieren, wobei auf die vorausgehende Schicht jeweils ein Copolymer mit niedrigerem Schmelzpunkt aufgebracht wird.
- Derartige Kombinationen von Ter- und Quaterpolymeren des Typs TFE/E und CTFE/E mit unterschiedlichen Gehalten an Dritt- und gegebenenfalls Viert-Comonomeren stellen eine bevorzugte Ausführungsform der Erfindung dar.
- Es ist auf dem Gebiet der Fluorthermoplasten auch bekannt, Copolymere mit sonst gleicher Zusammensetzung, aber mit sehr unterschiedlichem Molekulargewicht herzustellen, wobei solche Copolymere zwar einen gleichen oder etwa gleichen Schmelzpunkt besitzen können, das höhere Molekulargewicht jedoch ein geringeres, das niedrigere Molekulargewicht ein höheres Fließvermögen bei gegebener Verarbeitungstemperatur oberhalb des Schmelzpunktes bedingt. Die Einstellung unterschiedlicher Molekulargewichte erfolgt durch den bekannten Einsatz von molekulargewichtsregelnden Kettenübertragungsmitteln bei der Copolymerisation. Dabei bewirkt eine höhere Konzentration oder eine höhere Aktivität des Kettenübertragungsmittels eine zunehmende Absenkung des Molekulargewichts. So können prinzipiell auch Fluorthermoplasten von gleicher Zusammensetzung und von gleichem Schmelzpunkt, jedoch von unterschiedlichem Molekulargewicht und Fließvermögen im Rahmen des erfindungsgemäßen Verfahrens eingesetzt werden, wobei die jeweils näher am Substrat befindliche Schicht das höhere Molekulargewicht und somit das geringere Fließvermögen aufweist. Nach einer weiteren bevorzugten Ausführungsform der Erfindung werden Fluorthermoplaste gleicher Zusammensetzung, aber unterschiedlichen Molekulargewichts ausgewählt, wobei, ausgehend von der Grundschicht, in Richtung der obersten Deckschicht jedes Material einen um mindestens 10°C niedrigeren Schmelzpunkt und ein niedrigeres Molekulargewicht aufweist.
- Eine aus zwei jeweils stufenweise aufgebauten Schichten bestehende Beschichtung läßt sich vorzugsweise wie folgt aufbringen:
- a)Vorbehandeln der hochtemperaturbeständigen Oberfläche;
- b) Aufbringen der ersten Teilschicht der Grundschicht auf die heiße Oberfläche;
- c) Sintern der ersten Teilschicht bei der Einbrenntemperatur des für die Grundschicht ausgewählten Fluorthermoplasten;
- d) gegebenenfalls stufenweises Aufbringen der weiteren Teilschichten der Grundschicht, wobei die Teilschichten jeweils auf die heiße Oberfläche der vorherigen Teilschicht aufgetragen und nach dem Auftragen jeder Teilschicht bei der Einbrenntemperatur des für die Grundschicht ausgewählten Fluorthermoplasten gesintert werden;
- e) Aufbringen der ersten Teilschicht der Deckschicht, die einen niedrigeren Schmelzpunkt als die Grundschicht besitzt, auf die verschmolzene Grundschicht und Sintern mit einer Temperatur oberhalb des Schmelzpunktes der Grundschicht;
- f) stufenweises Aufbringen der weiteren Teilschichten der Deckschicht, wobei die Teilschichten jeweils auf die heiße Oberfläche der vorherigen Teilschicht aufgetragen und nach dem Auftragen jeder Teilschicht bei einer Temperatur unterhalb des Schmelzpunktes der Grundschicht gesintert werden.
- Die vorstehenden Verfahrensschritte a) bis f) werden nachfolgend für ein zu beschichtendes metallisches Bauteil, z.B. ein Blech, ein Verbindungselement wie ein Bolzen oder eine Schraube, näher beschrieben, wobei unter Vorbehandeln gemäß a) insbesondere das Ausglühen, danach folgend das Sandstrahlen oder Flammspritzen und das anschließende Vorheizen des metallischen Teils verstanden wird.
- Durch das Ausglühen bei einer Temperatur von ca. 400°C wird die Metalloberfläche völlig fettfrei gemacht; die zu beschichtenden metallischen Werkstoffe werden danach nur noch mit Baumwollhandschuhen angefaßt. Das Sandstrahlen kann mit einem Korund erfolgen, wobei das Strahlmittel rein sein sollte; alternativ kann die Oberfläche flammgespritzt werden. Die Oberfläche des Grundwerkstoffes läßt sich durch Bearbeiten mit Schliefpapier verbessern, da hierbei etwa vorhandene Materialspitzen abgeschliffen werden. Das Vorheizen des Werkstückes unterstützt das innige Verbinden des Werkstückes mit der gemäß b) auf das heiße Werkstück aufgebrachten ersten Teilschicht der Grundschicht. Das Beschichtungsmaterial läßt sich beispielsweise elektrostatisch mit einer Pulverpistole oder durch Aufschmelzen auftragen. Das Sintern der ersten Teilschicht gemäß c) sollte sich über ca. 45 Minuten erstrecken. Beim stufenweisen Aufbringen der weiteren Teilschichten der Grundschicht gemäß d), wobei die Dicke einer jeden Teilschicht der durch die Anzahl der Stufen geteilten Gesamtdicke entsprechen kann, wird bis zur endgültigen. Schichtdicke nach jeder Teilschicht für die Dauer von ca. 45 Minuten gesintert. Danach wird gemäß e) die erste Teilschicht der einen niedrigeren Schmelzpunkt besitzenden Deckschicht auf die Grundschicht aufgebracht und bei einer oberhalb der Schmelztemperatur der Grundschicht liegenden Temperatur mit der Grundschicht verschmolzen. Das stufenweise Aufbringen der Deckschicht gemäß f) entspricht den unter d) geschilderten Schritten für das Aufbringen der Grundschicht, allerdings mit dem Unterschied, daß die Teilschichten der Deckschicht mit einer unterhalb der Schmelztemperatur der Grundschicht liegenden Temperatur verschmolzen werden.
- Die Erfindung wird nachfolgend anhand eines schematisch und vergrößert dargestellten, im Rahmen der Erfindung bevorzugten Aufbaus einer Beschichtung für ein metallisches Bauteil des näheren erläutert. Die durch Ausglühen völlig fettfreie und auf eine Rauhtiefe von 5 bis 10 um durch Sandstrahlen gebrachte Oberfläche eines Grundwerkstoffes 1 ist durch eine Beschichtung 2 geschützt, die aus einer Grundschicht 3 und einer darauf befindlichen Deckschicht 4 besteht. Sowohl die Grund- als auch die Deckschicht 3, 4 ist in mehreren Teilschichten aufgetragen worden, wobei im dargestellten Beispiel für die Grundschicht ein Copolymeres verwendet wird, das aus Tetrafluorethylen,Ethyen und Hexaflourpropylen besteht und einen Schmelzpunkt von 267°C aufweist; für die Deckschicht wird ein Copolymer verwendet, das ebenfalls aus Tetrafluorethylen, Ethylen und Hexafluorpropylen besteht, aber einen Schmelzpunkt von 200°C besitzt.
- Im dargestellten Beispiel setzt sich die Grundschicht 3 aus drei Teilschichten 5 bis 7 und die Deckschicht 4 aus vier Teilschichten 8 bis 11 zusammen. Ausgehend von einer maximal möglichen Dicke für die Grund- und die Deckschicht 3, 4 von jeweils 1000 µm, beträgt die Dicke der dreistufigen Grundschicht 3 insgesamt 750 µm, d.h., jede Teilschicht 5 bis 7 ist 250 µm dick, während sich hingegen die Deckschicht 4 mit einer Dicke von 1000 µm aus vier Teilschichten 8 bis 11 von jeweils 250 µm zusammensetzt. Der Verlust einer möglichen vierten Teilschicht der Grundschicht 3 ist hingenommen worden, um die Gesamtdicke der Beschichtung 2 gegenüber bekannten Beschichtungen dadurch nahezu zu verdoppeln, indem anstelle einer vierten Teilschicht der Grundschicht 3 bereits die erste Teilschicht 8 der Deckschicht 4 aus einem Material mit einem gegenüber der Grundschicht 3 niedrigeren Schmelzpunkt und zunehmenden, zumindest annähernd gleichen Fließvermögen tritt. Es läßt sich dann nämlich das ansonsten im Anschluß an eine vierte Teilschicht der Grundschicht 3 unvermeidliche gravitationsbedingte Abfließen des Beschichtungsmaterials verhindern, weil beim Verschmelzen der Teilschichten 9 bis 11 mit einer unterhalb der Schmelztemperatur der Grundschicht 3 liegenden Temperatur gearbeitet und damit ein Schmelzfluß der Grundschicht 3 verhindert wird.
Claims (13)
a) die Grundschicht zunächst bis zu einer Schichtdicke aufgebaut wird, die unterhalb der Abfließgrenze des Materials bei der Verarbeitungstemperatur der ersten Teilschicht der Deckschicht liegt,
b) sodann bei einer Verarbeitungstemperatur, bei der die Grund- und die Deckschicht verschmelzen, die erste Teilschicht der Deckschicht bis zu einer zumindest noch geringfügig unterhalb der Abfließgrenze liegenden Schichtdicke aufgebaut wird,
c) sodann zumindest eine weitere Teilschicht der Deckschicht bei einer gegenüber dem Schritt b) niedrigeren Verarbeitungstemperatur aufgebaut wird, die eine ausreichende Filmbildung und ein Verbinden mit der vorher aufgebrachten Schicht sichert und die gravitationsbedingte Abfließgrenze der Gesamtschicht nicht überschreitet.
a) Vorbehandeln der zu beschichtenden Oberfläche;
b) Aufbringen der ersten Teilschicht der Grundschicht auf die heiße Oberfläche;
c) Sintern der ersten Teilschicht bei der Einbrenntemperatur des für die Grundschicht ausgewählten Fluorthermoplasten;
d) gegebenenfalls stufenweises Aufbringen weiterer Teilschichten der Grundschicht, wobei die Teilschichten jeweils auf die heiße Oberfläche der vorherigen Teilschicht aufgetragen und nach dem Auftragen jeder Teilschicht bei der Einbrenntemperatur des für die Grundschicht ausgewählten Fluorthermoplasten gesintert werden;
e) Aufbringen der ersten Teilschicht der Deckschicht, die einen niedrigeren Schmelzpunkt als die Grund schicht besitzt, auf die verschmolzene Grundschicht und Sintern bei einer Temperatur oberhalb des Schmelzpunktes der Grundschicht;
f) stufenweises Aufbringen der weiteren Teilschichten der Deckschicht, wobei die Teilschichten jeweils auf die heiße Oberfläche der vorherigen Teilschicht aufgetragen und nach dem Auftragen jeder Teilschicht bei einer Temperatur unterhalb des Schmelzpunktes der Grundschicht gesintert werden.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19863628670 DE3628670A1 (de) | 1986-08-23 | 1986-08-23 | Verfahren zum kunststoffbeschichten und nach dem verfahren hergestellte beschichtung |
| DE3628670 | 1986-08-23 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0258731A2 true EP0258731A2 (de) | 1988-03-09 |
| EP0258731A3 EP0258731A3 (en) | 1988-09-21 |
| EP0258731B1 EP0258731B1 (de) | 1992-04-29 |
Family
ID=6308038
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87111928A Expired - Lifetime EP0258731B1 (de) | 1986-08-23 | 1987-08-18 | Verfahren zum Kunststoffbeschichten und nach dem Verfahren hergestellte Beschichtung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4999221A (de) |
| EP (1) | EP0258731B1 (de) |
| JP (1) | JPS63100985A (de) |
| DE (1) | DE3628670A1 (de) |
| ES (1) | ES2030686T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0433926A1 (de) * | 1989-12-19 | 1991-06-26 | Whitford Corporation | Verfahren zur Pulverbeschichtung mit Fluorthermoplasten |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4127341C2 (de) * | 1991-08-19 | 2000-03-09 | Leybold Ag | Vorrichtung zum selbsttätigen Gießen, Beschichten, Lackieren, Prüfen und Sortieren von Werkstücken |
| US5674565A (en) * | 1993-06-23 | 1997-10-07 | Cambridge Industries, Inc. | Liquid thermoset sealers and sealing process for molded plastics |
| US5993906A (en) * | 1993-06-23 | 1999-11-30 | Cambridge Industries, Inc. | Edge seal process and product |
| KR19990035756A (ko) * | 1995-07-20 | 1999-05-25 | 제이.케이. 리슨 | 일체적으로 형성된 라이너를 구비한 강관 및 그의 제조방법 |
| WO1999007552A1 (fr) * | 1997-08-12 | 1999-02-18 | Daikin Industries, Ltd. | Article revetu de copolymere fluore |
| US6146709A (en) * | 1998-07-15 | 2000-11-14 | Institute Of Gas Technolgy | Method for application of protective polymer coating |
| DE19935721C2 (de) * | 1999-07-29 | 2003-08-28 | Rhenotherm Kunststoffbeschicht | Hochtemperaturbeständiger Schichtverbund |
| US6372833B1 (en) | 2000-06-30 | 2002-04-16 | Nexpress Solutions Llc | Fluorocarbon thermoplastic random copolymer composition curable at low temperatures |
| US6361829B1 (en) | 2000-06-30 | 2002-03-26 | Jiann H. Chen | Method of coating fuser member with thermoplastic containing zinc oxide and aminosiloxane |
| US6355352B1 (en) | 2000-06-30 | 2002-03-12 | Nexpress Solutions Llc | Fuser member with low-temperature-cure overcoat |
| US6444741B1 (en) | 2000-06-30 | 2002-09-03 | Nexpress Solutions Llc | Method of preparing thermoplastic random copolymer composition containing zinc oxide and aminosiloxane |
| US7048970B1 (en) | 2000-06-30 | 2006-05-23 | Eastman Kodak Company | Method of curing a fuser member overcoat at low temperatures |
| US6696158B1 (en) | 2000-06-30 | 2004-02-24 | Nexpress Solutions Llc | Fuser member with fluorocarbon thermoplastics coating |
| US6416819B1 (en) | 2000-06-30 | 2002-07-09 | Nex Press Solutions Llc | Method of preparing low-temperature-cure polymer composition |
| US6429249B1 (en) | 2000-06-30 | 2002-08-06 | Nexpress Solutions Llc | Fluorocarbon thermoplastic random copolymer composition |
| DE10159394A1 (de) * | 2001-12-04 | 2003-06-12 | Endress & Hauser Gmbh & Co Kg | Füllstandsmessgerät |
| US20070054052A1 (en) * | 2005-06-01 | 2007-03-08 | Gregory Alaimo | Fluoropolymer coating compositions for threaded fasteners |
| US8729186B2 (en) | 2009-12-18 | 2014-05-20 | Dow Global Technologies Llc | Polymerization process to make low density polyethylene |
| US9751107B2 (en) | 2012-03-21 | 2017-09-05 | Valspar Sourcing, Inc. | Two-coat single cure powder coating |
| WO2013141915A1 (en) | 2012-03-21 | 2013-09-26 | Valspar Sourcing, Inc. | Two-coat single cure powder coating |
| CN111218172B (zh) * | 2020-01-23 | 2022-07-19 | 广东省建筑科学研究院集团股份有限公司 | 一种从源头消除重金属铬和VOCs污染的复合涂层及制备方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA702044A (en) * | 1965-01-19 | J. Nagel Fritz | Coating by sequential immersion in fluidized beds | |
| US3207358A (en) * | 1961-07-27 | 1965-09-21 | Gen Electric | Water storage tanks and methods of making the same |
| FR1351238A (fr) * | 1963-03-20 | 1964-01-31 | Frittage tourbillonnaire multiple | |
| US3348995A (en) * | 1964-03-09 | 1967-10-24 | American Cast Iron Pipe Co | Method of coating metal surfaces with polyethylene utilizing a polyethylene primer and articles produced thereby |
| US3920793A (en) * | 1973-04-02 | 1975-11-18 | Du Pont | Corrosion-resistant perfluorocarbon polymer coated metal substrate and process for preparing the same |
| GB1558830A (en) * | 1975-07-04 | 1980-01-09 | Kureha Chemical Ind Co Ltd | Coating with fluoroethylene resins |
| CA1039126A (en) * | 1976-02-05 | 1978-09-26 | Canada Wire And Cable Limited | Electrostatic powder deposition on elongated substrates in plural fusible layers |
| US4196256A (en) * | 1978-08-28 | 1980-04-01 | Xerox Corporation | Long life fuser roll |
| DE3238904A1 (de) * | 1982-10-21 | 1984-04-26 | Agfa-Gevaert Ag, 5090 Leverkusen | Verfahren zur mehrfachbeschichtung von bewegten bahnen |
| DE3247512C1 (de) * | 1982-12-20 | 1987-11-12 | Mannesmann AG, 4000 Düsseldorf | Verfahren zum Beschichten von metallischen Formkoerpern mit Polyaethylen |
| DE3324726A1 (de) * | 1983-07-08 | 1985-01-17 | Bosch-Siemens Hausgeräte GmbH, 7000 Stuttgart | Verfahren zum herstellen eines mehrschichtigen ueberzuges auf einem durch pulverlackieren im elektrostatischen feld zu beschichtenden traeger |
| JPS60122079A (ja) * | 1983-12-02 | 1985-06-29 | Kansai Paint Co Ltd | 塗装方法 |
| JPS6121761A (ja) * | 1984-07-11 | 1986-01-30 | Kansai Paint Co Ltd | メタリツク仕上げ方法 |
-
1986
- 1986-08-23 DE DE19863628670 patent/DE3628670A1/de active Granted
-
1987
- 1987-08-18 ES ES198787111928T patent/ES2030686T3/es not_active Expired - Lifetime
- 1987-08-18 EP EP87111928A patent/EP0258731B1/de not_active Expired - Lifetime
- 1987-08-24 JP JP62210005A patent/JPS63100985A/ja active Pending
-
1989
- 1989-12-22 US US07/456,072 patent/US4999221A/en not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0433926A1 (de) * | 1989-12-19 | 1991-06-26 | Whitford Corporation | Verfahren zur Pulverbeschichtung mit Fluorthermoplasten |
| US5232746A (en) * | 1989-12-19 | 1993-08-03 | Hoechst Ag | Powder coating process employing fluorinated thermoplastics in admixture with potassium titanate fibers |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0258731B1 (de) | 1992-04-29 |
| EP0258731A3 (en) | 1988-09-21 |
| DE3628670A1 (de) | 1988-02-25 |
| DE3628670C2 (de) | 1989-06-01 |
| ES2030686T3 (es) | 1992-11-16 |
| US4999221A (en) | 1991-03-12 |
| JPS63100985A (ja) | 1988-05-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0258731B1 (de) | Verfahren zum Kunststoffbeschichten und nach dem Verfahren hergestellte Beschichtung | |
| DE60016644T2 (de) | Mit aufgeschmolzenen Fluoropolymeren beschichtete Polytetrafluoroethylenformkörper | |
| DE19726802C1 (de) | Wäßrige Dispersion von Fluorpolymeren unterschiedlicher Teilchengröße | |
| DE19941410B4 (de) | Beschichtung und Verfahren zu deren Herstellung | |
| EP0153645B1 (de) | Verbundwerkstoff | |
| EP0524585B1 (de) | Konzentrierte, wässrige Dispersionen von Tetrafluorethylen-Polymeren, Verfahren zu deren Herstellung und deren Verwendung | |
| DE69002084T2 (de) | Schmelzverarbeitbare TFE-Copolymere. | |
| DE69709178T2 (de) | Gefüllte fluorpolymerzusammensetzung für korrosionsbeständigkeit | |
| DE60036571T2 (de) | Rotationsbeschichtungsverfahren | |
| DE69111468T2 (de) | Dehäsives beschichtungssystem aus ptfe mit unterschiedlichen schmelzviskositäten zur erhaltung eines konzentrationsgradienten. | |
| DE102009052398B4 (de) | Beschichtung für ein Substrat und Verfahren zu dessen Herstellung | |
| DE3789524T2 (de) | Polymer-Metallverbundstoff und Verfahren zu seiner Herstellung. | |
| DE3842284A1 (de) | Gummischlauch | |
| DE69831852T2 (de) | Pulverbeschichtungen aus Polyamid und Polyvinylidenfluoridharzen | |
| DE2632838C2 (de) | Überzüge aus einem fluorhaltigen Polymerisat mit verbesserter Kratzfestigkeit und deren Verwendung | |
| DE2914618C2 (de) | Schichtwerkstoff mit auf einer Trägerschicht im Drahtexplosionsverfahren oder Kathodenzerstäubung (Sputtering) aufgebrachter Gleit- oder Reibschicht, Verfahren zu seiner Herstellung und Target zur Durchführung des Verfahrens | |
| EP0433926B1 (de) | Verfahren zur Pulverbeschichtung mit Fluorthermoplasten | |
| DE4011801A1 (de) | Verfahren zum thermischen beschichten von oberflaechen mit einem fluorpolymeren | |
| DE69608450T2 (de) | Permeationsbeständige etfe-zusammensetzung und daraus hergestellte beschichtungen | |
| DE3805766A1 (de) | Verfahren zur herstellung von pulverbeschichtungen aus fluorthermoplasten | |
| EP1242195A2 (de) | Verfahren zum herstellen einer antihaftbeschichtung, antihaftbeschichtung und verwendung einer antihaftbeschichtung | |
| EP1387896B1 (de) | Kochgeschirr mit thermisch gespritzter beschichtung und verfahren zur herstellung der beschichtung | |
| DE3324791A1 (de) | Verfahren zur beschichtung von metallischen substraten | |
| DE69030291T2 (de) | Verfahren zur herstellung von laminierten verbundwerkstoffen aus ptfe sowie die daraus hergestellten produkte | |
| DE19964627B4 (de) | Dichtung und Verfahren zu deren Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19881021 |
|
| 17Q | First examination report despatched |
Effective date: 19900328 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH ES FR GB IT LI NL |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2030686 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930715 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930719 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930722 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19930823 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19930831 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19940819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940831 Ref country code: CH Effective date: 19940831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950301 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940818 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19950428 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050818 |