EP0249221A2 - Verfahren zum Aufbau einer fertig kontaktierten Piezobaugruppe für Tintenschreibköpfe - Google Patents
Verfahren zum Aufbau einer fertig kontaktierten Piezobaugruppe für Tintenschreibköpfe Download PDFInfo
- Publication number
- EP0249221A2 EP0249221A2 EP87108401A EP87108401A EP0249221A2 EP 0249221 A2 EP0249221 A2 EP 0249221A2 EP 87108401 A EP87108401 A EP 87108401A EP 87108401 A EP87108401 A EP 87108401A EP 0249221 A2 EP0249221 A2 EP 0249221A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal layer
- piezo
- layer
- areas
- holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/1429—Structure of print heads with piezoelectric elements of tubular type
Definitions
- the invention relates to a method for constructing a fully contacted piezo module for ink writing heads.
- piezotubes which are assigned to the individual ink channels running inside the writing head.
- Each piezo tube which comprises an ink channel over part of its length, can be controlled individually.
- the piezotubes are to be provided with an inner and an outer contact layer, which must be easily accessible from the outside.
- To construct such a write head it is known to combine the piezotubes provided with an inner and an outer contact layer together with the ink channels assigned to them in one assembly (DE-OS 3 234 408).
- a problem here is not only the complex production, which requires a considerable amount of manual work, but also the contacting of the piezo tubes.
- the object of the invention is to provide a method with which the inner and the outer contact layer on the piezoceramic drive element of an assembly is applied with little effort, at the same time the contacting for individual control of the individual drive elements is improved and with which a considerably lower effort before a largely automatic production of a fully contacted assembly is guaranteed.
- the electrodes of the drive elements are produced together with the conductor tracks and the contact connections in a single, easily controllable process. Furthermore, in the case of a piezo module produced by the method according to the invention, the electrode of the drive elements only extend in the area between the holding parts. This significantly reduces the risk of cracking, since the piezoceramic in the area of the fastening in the holding parts is not or only insignificantly stressed. In addition, the thickness of the individual layers can be set extremely precisely even with very small layer thicknesses, which is of great importance for the increase and the constancy of the electrical and mechanical properties of the drive elements working as converter elements.
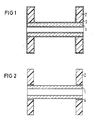
- the piezoceramic drive element is designed in the form of a so-called piezotube 1. Together with the holder 2, in the receiving openings of which the piezo tube 1 can be inserted, this forms the piezo module.
- the gap-free fastening can be done by covering the entire piezo module 1, 2 with a metallizable insulating layer 3, as shown in FIG. 1.
- a metallizable material 4 with adhesive properties, as shown in FIG. 2.
- This method is particularly suitable if the holder 2 consists of an insulating, metallizable plastic. In both cases, not only is a mechanically secure attachment ensured, but it is also ensured that the gap between the piezo tube 1 and the holder 2 is filled completely and without gaps.
- 3a to 3d show the further steps of the method according to the invention using a first exemplary embodiment.
- only one piezo tube 1 is shown, which together with the holder 2, into the openings of which the piezo tube 1 can be inserted, forms the piezo module.
- a piezo assembly actually consists of a multiplicity of piezo tubes which are inserted into corresponding openings in the holder.
- the entire piezo assembly 1, 2 is covered with a thin, metallizable insulating layer 3.
- a thin, metallizable insulating layer 3 By applying the insulating layer, the gap between the piezotube and the openings in the holder 2 is filled in a sealing manner and the piezotube is mechanically securely fastened.
- the entire piezo assembly 1, 2, 3 is then activated chemically or mechanically in a manner known per se and coated with a thin metal layer 5.
- 3a shows the piezo assembly after these steps.
- the contact surfaces for contacting the piezo tube 1 are then formed on the assembly covered with the metal layer 5.
- a cover is applied to the metal layer 5, the contours of which correspond to the later course of the conductor tracks and the contact connections.
- This can be done using the so-called positive technique or the so-called negative technique. In the positive technique, those areas of the piezo module that are later to be conductive are covered. In the negative technique, those areas are covered that will later isolate. Covering can be done by printing or by a photochemical process.
- the cover according to the negative technique is shown, ie a cover 6 covers all areas the piezo assembly, which later are insulating surfaces in the final state.
- the metal layer is reinforced in a further process step, which can be done, for example, by a galvanic process in a manner known per se. This creates the metal layer 7, as shown in Fig. 3b.
- the cover 6 is detached and the entire metal layer 5, 7 is detached or removed, for example by an etching process, to such an extent that the thin metal layer 5 is completely removed in the previously covered areas.
- the shape of the cover corresponds to their contours. An example of this is shown in FIGS. 3d and 3e.
- the metal layer 5 is reinforced before the cover is applied.
- the further metal layer is again designated 7.
- the areas of the piezo module that are not covered by a correspondingly shaped cover 8 are then subjected to a further treatment with which the entire metal layer 5, 7 is removed in these areas. This can be done by an etching process. The cover can then also be removed.
- the metal layer is mechanically removed at the locations which later have to be insulating in the final state in order to form the conductor tracks and the contact connections.
- An example of this is shown in FIG. 4.
- the holder 2 has corresponding elevations 9, on the surface of which, for example, by an automatic grinding process Metal layer 5 is removed.
- Metal layer 5 is removed.
- Fig. 5 shows a completely finished contacted piezo assembly for a multi-nozzle write head, which was produced according to the inventive method.
- the piezotubes 1 inserted into the holder 2 are provided on their inner and outer lateral surfaces with a metal layer 13, 14, which form the electrodes of the piezotubes 1.
- On the outer surface of the bracket 2 are 3a to 3b, the conductor tracks 11, 12 and the contact connections 10 are formed such that the inner electrode 13 of each piezo tube 1 can be controlled individually via a corresponding conductor track 11 and a corresponding contact connection 10, while the outer electrodes 14 of the Piezo tube 1 can be controlled together via the conductor track 11.
- the entire piezo assembly can be applied by applying a further outer protective layer in the form of a further thin insulating layer, which is applied in liquid or dissolved form under pressure, in an ultrasonic bath or by using centrifugal forces, both against external influences and against aggression Protect inks.
- the entire arrangement can then be cast.
Landscapes
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Aufbau einer fertig kontaktierten Piezobaugruppe für Tintenschreibköpfe gemäß dem Oberbegriff des Patentanspruches 1.
- Bekannte Tintenschreibköpfe, die nach dem Prinzip des Einzeltröpfchenausstoßes arbeiten, enthalten als Antriebselemente aus piezokeramischen Material bestehende Röhrchen, sogenannte Piezoröhrchen, die den einzelnen im Inneren des Schreibkopfes verlaufenden Tintenkanälen zugeordnet sind. Jedes Piezoröhrchen, das einen Tintenkanal über einen Teil seiner Länge umfaßt, ist individuell ansteuerbar. Die Piezoröhrchen sind dazu mit einer Innen- und einer Außenkontaktschicht zu versehen, die von außen her leicht zugänglich sein muß. Zum Aufbau eines derartigen Schreibkopfes ist es bekannt, die mit einer inneren und einer äußeren Kontaktschicht versehenen Piezoröhrchen zusammen mit den ihnen zugeordneten Tintenkanälen in einer Baugruppe zusammenzufassen (DE-OS 3 234 408). Ein Problem dabei ist nicht nur die aufwendige und einen erheblichen Anteil an manueller Tätigkeit erfordernde Fertigung, sondern auch die Kontaktierung der Piezoröhrchen. Diese erfolgt mittels an die Kontaktflächen anliegenden Kontaktelementen, wie z.B. Kontaktfedern. Das exakte Anbringen derartiger Kontakte vor allem bei einem Schreibkopf, bei dem eine sehr große Anzahl von Piezoröhrchen kontaktiert werden muß, ist schwierig. Darüber hinaus besteht dabei auch die Gefahr einer ungenügenden Kontaktierung und damit die Gefahr einer fehlerhaften Arbeitsweise des fertigen Produkts. Auch das Aufbringen der Kontaktflächen an den Piezoröhrchen macht in der Praxis häufig Schwierigkeiten.
- Aufgabe der Erfindung ist es, ein Verfahren anzugeben, mit dem die Innen- und die Außenkontaktschicht auf dem piezokeramischen Antriebselement einer Baugruppe aufwandsarm aufgebracht wird, zugleich auch die Kontaktierung für eine individuelle Ansteuerung der einzelnen Antriebselemente verbessert wird und mit dem ein erheblich geringerer Aufwand, vor allem eine weitgehend automatische Fertigung einer vollständig kontaktierten Baugruppe gewährleistet ist.
- Diese Aufgabe wird gemäß den kennzeichnenden Merkmalen des Patentanspruches 1 gelöst. Vorteilhafte Ausgestaltungen der Erfindung sind in den Unteransprüchen gekennzeichnet.
- Die wesentlichen mit der Erfindung verbundenen Vorteile bestehen darin, daß die Elektroden der Antriebselemente zusammen mit den Leiterbahnen und den Kontaktanschlüssen in einem einzigen, leicht beherrschbaren Verfahren hergestellt werden. Weiterhin erstrecken sich bei einer nach dem erfindungsgemäßen Verfahren hergestellten Piezobaugruppe die Elektrode der Antriebselemente lediglich im Bereich zwischen den Halteteilen. Dadurch ist die Gefahr einer Rißbildung ganz erheblich reduziert, da die Piezokeramik im Bereich der Befestigung in den Halteteilen nicht oder nur ganz unwesentlich beansprucht wird. Außerdem kann die Dicke der einzelnen Schichten auch bei sehr geringen Schichtdicken äußerst exakt eingestellt werden, was für die Erhöhung und die Konstanz der elektrischen und der mechanischen Eigenschaft der als Wandlerelemente arbeitenden Antriebselemente von großer Bedeutung ist.
- Die Erfindung wird im folgenden anhand der Zeichnungen näher erläutert. Diese zeigen im einzelnen folgendes:
- Fig. 1 und Fig. 2 zeigen die Grundstruktur für den Aufbau mit den Möglichkeiten zur Befestigung der Antriebselemente im Halteteil;
- in den Fig. 3a bis 3d ist ein erstes Beispiel für das erfindungsgemäße Verfahren dargestellt, wobei lediglich ein einzelnes Antriebselement gezeigt ist;
- die Fig. 4a bis 4c zeigen ein zweites Beispiel für das erfindungsgemäße Verfahren;
- Fig. 5 zeigt eine gemäß dem Verfahren nach der Erfindung hergestellte vollständig kontaktierte Piezobaugruppe für einen Mehrdüsen-Tintenschreibkopf.
- Im Ausführungsbeispiel nach Fig. 1 und Fig. 2 ist das piezokeramische Antriebselement in Form eines sogenannten Piezoröhrchens 1 ausgebildet. Dieses bildet zusammen mit der Halterung 2, in deren Aufnahmeöffnungen das Piezoröhrchen 1 einsteckbar ist, die Piezobaugruppe. Die spaltenfreie Befestigung kann dadurch geschehen, daß die gesamte Piezobaugruppe 1, 2 mit einer metallisierbaren Isolierschicht 3, wie in Fig. 1 dargestellt, überzogen wird. Es ist aber auch möglich, die Piezoröhrchen 1 in den Aufnahmeöffnungen der Halterung 2 mittels eines metallisierbaren Werkstoffes 4 mit Klebeeigenschaft, wie in Fig. 2 dargestellt zu verbinden. Dieses Verfahren ist besonders geeignet, wenn die Halterung 2 aus einem isolierenden, metallisierbaren Kunststoff besteht. In beiden Fällen ist nicht nur eine mechanisch sichere Befestigung gewährleistet, sondern es ist auch sichergestellt, daß der Spalt zwischen dem Piezoröhrchen 1 und der Halterung 2 vollständig und spaltenfrei ausgefüllt wird.
- Die weiteren Schritte des Verfahrens nach der Erfindung zeigen anhand eines ersten Ausführungsbeispieles die Fig. 3a bis 3d. Der Übersichtlichkeit wegen ist nur ein Piezoröhrchen 1 dargestellt, das zusammen mit der Halterung 2, in deren Öffnungen das Piezoröhrchen 1 einsteckbar ist, die Piezobaugruppe bildet. Tatsächlich besteht eine Piezobaugruppe aus einer Vielzahl von Piezoröhrchen, die in entsprechende Öffnungen der Halterung eingesteckt sind.
- In einem ersten Schritt wird die gesamte Piezobaugruppe 1, 2 mit einer dünnen metallisierbaren Isolierschicht 3 überzogen. Durch das Aufbringen der Isolierschicht wird sowohl der Spalt zwischen dem Piezoröhrchen und den Öffnungen in der Halterung 2 dichtend ausgefüllt als auch das Piezoröhrchen mechanisch sicher befestigt.
- Die gesamte Piezobaugruppe 1, 2, 3 wird anschließend in an sich bekannter Weise chemisch oder mechanisch aktiviert und mit einer dünnen Metallschicht 5 überzogen. Fig. 3a zeigt die Piezobaugruppe nach diesen Schritten. Auf der mit der Metallschicht 5 überzogenen Baugruppe werden dann in einem weiteren Verfahrensschritt die Kontaktflächen zur Kontaktierung des Piezoröhrchens 1 ausgebildet. Das geschieht dadurch, daß auf der Metallschicht 5 eine Abdeckung aufgebracht wird, deren Konturen dem späteren Verlauf der Leiterbahnen und der Kontaktanschlüsse entspricht. Das kann nach der sogenannten Positivtechnik oder nach der sogenannten Negativtechnik geschehen. Bei der Positivtechnik werden diejenigen Bereiche der Piezobaugruppe abgedeckt, die später leitend sein sollen. Bei der Negativtechnik werden diejenigen Bereiche abgedeckt, die später isolieren sollen. Das Abdecken kann durch Bedrucken oder durch einen photochemischen Prozeß erfolgen. In den Fig. 3b und 3c ist die Abdeckung nach der Negativtechnik dargestellt, d.h. eine Abdeckung 6 deckt alle Bereiche der Piezobaugruppe ab, die später im Endzustand isolierende Flächen sind. In den nicht abgedeckten Bereichen wird die Metallschicht in einem weiteren Verfahrensschritt verstärkt, was z.B. durch einen galvanischen Prozeß in an sich bekannter Weise geschehen kann. Dadurch entsteht die Metallschicht 7, wie in Fig. 3b dargestellt ist. Anschließend wird die Abdeckung 6 abgelöst und die gesamte Metallschicht 5, 7 wird z.B. durch einen Abätzvorgang soweit abgelöst oder abgetragen, daß in den vorher abgedeckten Bereichen die dünne Metallschicht 5 vollständig entfernt ist.
- Wird zur Ausbildung der Kontaktanschlüsse und der Leiterbahnen die sogenannte Positivtechnik angewendet, d.h. werden diejenigen Bereiche der Piezobaugruppe abgedeckt, die später im Endzustand Leiterbahnen und Kontaktanschlüsse darstellen, so entspricht die Form der Abdeckung deren Konturen. Ein Beispiel dafür zeigen die Fig. 3d und 3e. Im Falle der Anwendung der Positivtechnik wird die Metallschicht 5 bereits vor dem Aufbringen der Abdeckung verstärkt. Die weitere Metallschicht ist wieder mit 7 bezeichnet.Die von einer entsprechend geformten Abdeckung 8 nicht bedeckten Bereiche der Piezobaugruppe werden dann einer weiteren Behandlung unterzogen, mit der die Gesamtmetallschicht 5, 7 in diesen Bereichen entfernt wird. Das kann durch einen Ätzvorgang erfolgen. Anschließend kann dann auch die Abdeckung entfernt werden.
- Gemäß einem vorteilhaften Ausführungsbeispiel wird zur Ausbildung der Leiterbahnen und der Kontaktanschlüsse die Metallschicht an den Stellen, die später im Endzustand isolierend sein müssen, mechanisch entfernt. Ein Beispiel dafür zeigt Fig. 4.Dort weist die Halterung 2 entsprechende Erhöhungen 9 auf, auf deren Oberfläche z.B. durch einen automatisch durchführbaren Schleifvorgang die Metallschicht 5 abgetragen wird. Auch für dieses Ausführungsbeispiel ist es vorteilhaft, die Metallschicht 5 vorher zu verstärken, was durch einen galvanischen Prozeß erfolgen kann.
- In beiden Fällen, sowohl bei Anwendung der Negativtechnik als auch bei Anwendung der Positivtechnik entsteht nach Entfernen der Abdeckung 6 bzw. 8 eine Piezobaugruppe mit der inneren und äußeren Elektrode der Piezoröhrchen, wobei zugleich die von außen kontaktierbaren Kontaktflächen und Kontaktbahnen ausgebildet worden ist.
- Es liegt im Rahmen der Erfindung, zur Ausbildung der Leiterbahnen und der Kontaktanschlüsse auf der Halterung bestimmte Bereiche vorzusehen, die nicht metallisierbar sind, so daß eine spätere Metallbeschichtung nur partiell erfolgt. Das kann in der Weise geschehen, daß eine aus metallisierbarem Kunststoff bestehende Halterung vor der üblichen, einer Metallbeschichtung vorausgehenden Aktivierung der Oberfläche entsprechend den später isolierenden Bereichen fotochemisch behandelt oder bedruckt wird, so daß an diesen Stellen eine spätere Metallbeschichtung unterbleibt. Das kann aber auch derart geschehen, daß in die Halterung an den Stellen, die später isolieren sollen, nicht metallisierbare Teile eingebettet sind, so daß an diesen Stellen eine spätere Metallbeschichtung unterbleibt.
- Fig. 5 zeigt eine vollständig fertig kontaktierte Piezobaugruppe für einen Mehrdüsen-Schreibkopf, der gemäß dem erfindungsgemäßen Verfahren hergestellt wurde. Die in die Halterung 2 eingesteckten Piezoröhrchen 1 sind an ihrer inneren und äußeren Mantelfläche mit einer Metallschicht 13,14 versehen, die die Elektroden der Piezoröhrchen 1 bilden. Auf der jeweils äußeren Fläche der Halterung 2 sind durch das anhand der Fig. 3a bis 3b beschriebenen Verfahren die Leiterbahnen 11, 12 und die Kontaktanschlüsse 10 derart ausgebildet, daß die Innenelektrode 13 jedes Piezoröhrchens 1 über eine entsprechende Leiterbahn 11 und einen entsprechenden Kontaktanschluß 10 individuell ansteuerbar ist, während die äußeren Elektroden 14 der Piezoröhrchen 1 über die Leiterbahn 11 gemeinsam angesteuert werden kann.
- Die gesamte Piezobaugruppe kann bedarfsweise durch das Aufbringen einer weiteren äußeren Schutzschicht in Form einer weiteren dünnen Isolierschicht, die in flüssiger oder gelöster Form unter Druck, in einem Ultraschallbad oder durch die Nutzung von Fliehkräften aufgebracht wird, sowohl gegen äußere Einflüsse als auch gegen die Aggression bestimmter Tinten geschützt werden. Die gesamte Anordnung kann anschließend vergossen werden.
Claims (11)
dadurch gekennzeichnet, daß die Antriebselemente (1) in den Aufnahmeöffnungen der Halterung (2) spaltenfrei befestigt werden,
daß dann auf die gesamte Piezobaugruppe (1, 2) zumindest in den Bereichen, die im Endzustand leitend sind, eine dünne, elektrisch leitende Schicht (5) aufgebracht wird und daß anschließend auf der Piezobaugruppe (1, 2, 5) die innere und die äußere Elektrode der Antriebselemente (1), die Leiterbahnen (11,12) und die Kontaktanschlüsse (10) zur Kontaktierung der Innen- und der Außenelektrode (13,14) der Antriebselemente (1) ausgebildet werden.
dadurch gekennzeichnet, daß zur Befestigung der Antriebselemente (1) in der Halterung (2) die gesamte Piezobaugruppe (1,2) mit einer dünnen metallisierbaren Isolierschicht (3) überzogen wird, die auch den Spalt zwischen den Antriebselementen (1) und der Halterung (2) dichtend ausfüllt und daß die Metallschicht (4) auf die Isolierschicht (3) aufgetragen wird.
dadurch gekennzeichnet,
daß die Isolierschicht (3) vor einer Metallbeschichtung chemisch und/oder mechanisch für eine Metallisierung behandelt wird.
dadurch gekennzeichnet,daß zur Befestigung der Antriebselemente (1) im Halteteil (2) im Bereich der Aufnahmeöffnungen des Halteteils (2) ein metallisierbarer Werkstoff (4) mit Klebeeigenschaften aufgebracht wird, und daß die Metallschicht (5) unmittelbar auf die Piezobaugruppe (1, 2) aufgebracht wird.
dadurch gekennzeichnet,daß zur Ausbildung von Kontaktflächen (10, 11, 12, 13, 14 in Fig. 3) die Piezobaugruppe (1,2,3,5 bzw.1,2,5) mit einer Abdeckung (6) versehen wird, die der Form der später isolierenden Bereiche entspricht (Negativtechnik),
daß die gesamte Metallschicht (5,7) in den nicht abgedeckten Bereichen verstärkt wird (7) und daß dann die Abdeckung (6) entfernt und anschließend ein weiterer Ablösevorgang stattfindet, durch den die Metallschicht (5) in den abgedeckten Bereichen abgelöst wird.
dadurch gekennzeichnet, daß die Metallschicht (5) durch eine weitere Metallschicht (7) verstärkt wird, daß dann zur Ausbildung von Kontaktflächen (10,11,12,13,14 in Fig. 3) die Piezobaugruppe (1,2,3,5 bzw. 1,2,5) mit einer Abdeckung (8) versehen wird, die der Form der später leitenden Bereiche entspricht (Positivtechnik) und daß die gesamte Metallschicht (5,7) in den nicht abgedeckten Bereichen entfernt wird.
dadurch gekennzeichnet, daß die Halterung (2) der Piezobaugruppe (1, 2) Erhöhungen (9) aufweist, die in ihrer Kontur und hinsichtlich ihrer Lage den später isolierenden Bereichen der Piezobaugruppe (1, 2) entsprechen,
und daß nach Aufbringen der Metallschicht (5;5,7) diese im Bereich der Erhöhungen (9) mechanisch entfernt wird.
dadurch gekennzeichnet,
daß die Halterung (2) aus einem isolierenden metallisierbaren Kunststoff besteht, auf dem zur Ausbildung der Kontaktflächen (10,11,12) eine der Form der später isolierenden Bereiche entsprechende Abdeckung (6) aufgebracht wird, die das anschließende Aufbringen der Metallschicht (5) sowie deren Verstärkung (Schicht 7) verhindert.
dadurch gekennzeichne,t
daß die Halterung (2) aus einem isolierenden, metallisierbaren Werkstoff besteht, auf dem zur Ausbildung der Kontaktflächen (10,11,12) entsprechend der Form der später isolierenden Bereiche nichtmetallisierbare Bereiche, vorzugsweise durch Einbettung nicht metallisierbarer Teile, vorgesehen sind, die das anschließende Aufbringen der Metallschicht (5) sowie deren Verstärkung (Schicht 7) verhindern.
dadurch gekennzeichnet,
daß zumindest auf den äußeren Einflüssen besonders ausgesetzten Teilen der vormontierten Piezobaugruppe (1,2) eine dünne Isolierschicht aufgebracht wird, daß die Isolierschicht durch eine Kunststoffschicht, beispielsweise eine Polystyrol- oder eine Epoxydharzschicht gebildet wird, die in flüssiger oder gelöster Form unter völliger Benetzung der Piezobaugruppe unter Druck, in einem Ultraschallbad oder durch Nutzung von Fliehkräften aufgebracht wird.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3619859 | 1986-06-13 | ||
| DE19863619891 DE3619891A1 (de) | 1986-06-13 | 1986-06-13 | Verfahren zur vorbehandlung von piezokeramiken zum zwecke einer metallisierung |
| DE3619859 | 1986-06-13 | ||
| DE19863619925 DE3619925A1 (de) | 1986-06-13 | 1986-06-13 | Verfahren zum schutz von piezokeramischen antriebselementen |
| DE3619891 | 1986-06-13 | ||
| DE3619925 | 1986-06-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0249221A2 true EP0249221A2 (de) | 1987-12-16 |
| EP0249221A3 EP0249221A3 (de) | 1989-10-04 |
Family
ID=27194492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87108401A Withdrawn EP0249221A3 (de) | 1986-06-13 | 1987-06-10 | Verfahren zum Aufbau einer fertig kontaktierten Piezobaugruppe für Tintenschreibköpfe |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0249221A3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0693379A3 (de) * | 1994-07-08 | 1997-03-12 | Nec Corp | Tintenstrahlaufzeichnungskopf und sein Herstellungsverfahren |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3324043A1 (de) * | 1983-07-04 | 1985-01-17 | Siemens AG, 1000 Berlin und 8000 München | Piezoelektrisches antriebselement fuer tintenmosaikschreibeinrichtung |
| US4493137A (en) * | 1983-09-19 | 1985-01-15 | Ncr Corporation | Method of making a drive element assembly for ink jet printing |
-
1987
- 1987-06-10 EP EP87108401A patent/EP0249221A3/de not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0693379A3 (de) * | 1994-07-08 | 1997-03-12 | Nec Corp | Tintenstrahlaufzeichnungskopf und sein Herstellungsverfahren |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0249221A3 (de) | 1989-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69402850T2 (de) | Einseitiges antriebssystem verbindbar mit tintenstrahldruckkopf und dessen herstellungsverfahren | |
| EP0648607B1 (de) | Tintenstrahldruckkopfmodul für einen Face-Shooter-Tintenstrahldruckkopf und Verfahren zu seiner Herstellung | |
| DE69323978T2 (de) | Herstellungsverfahren eines Leiterrahmens | |
| DE3215608A1 (de) | Verfahren zum herstellen von duesenkanaelen und tintenstrahldrucker mit einem nach diesem verfahren hergestellten duesenkanal | |
| WO1989000373A1 (fr) | Procede de fabrication d'objets presentant des pistes conductiveset feuille a marquer utilisee pour mettre en oeuvre le procede | |
| DE19623070A1 (de) | Verfahren zum Herstellen einer Substratsanordnung für eine Flüssigkristallanzeigevorrichtung | |
| DE3532858A1 (de) | Verfahren zum anbringen von abschluessen an keramikkoerpern | |
| DE102013201926B4 (de) | Verfahren zum elektrischen Kontaktieren eines Bauteils und Bauteilverbund | |
| DE3138718A1 (de) | Halbleitervorrichtung und verfahren zu ihrer herstellung | |
| DE3403615A1 (de) | Schreibkopf fuer tintenschreibeinrichtungen | |
| DE4446509A1 (de) | Verfahren zur Herstellung von Leiterbahnen auf einem Vertiefungen aufweisenden Substrat | |
| DE3328598A1 (de) | Rueckschlagventil fuer einen nach bedarf tropfenweisen betreibbaren tintenstrahl-ejektor | |
| EP3111734A1 (de) | Verfahren zum kontaktieren eines in eine leiterplatte eingebetteten bauelements sowie leiterplatte | |
| CH667359A5 (de) | Verfahren zur herstellung einer starre und flexible partien aufweisenden leiterplatte fuer gedruckte elektrische schaltungen. | |
| DE69907525T2 (de) | Verfahren zur Herstellung eines Tintenstrahldruckkopfes und Tintenstrahldruckkopf | |
| DE69810799T2 (de) | Tröpfchenaufzeichnungsgerät und herstellungsverfahren | |
| DE4435914A1 (de) | Piezoelektrischer Antrieb für einen Tintenstrahldruckkopf und Verfahren zu dessen Herstellung | |
| EP0305318A1 (de) | Verfahren zum Ausbilden von Tintenkanälen in einem Schreibkopf für eine Tintenmosaikschreibeinrichtung | |
| DE69514134T2 (de) | Tintenstrahldruckkopf | |
| EP0179452B1 (de) | Verfahren zur Herstellung von Druckköpfen für eine Tintenschreibeinrichtung | |
| EP0249221A2 (de) | Verfahren zum Aufbau einer fertig kontaktierten Piezobaugruppe für Tintenschreibköpfe | |
| WO2001037622A2 (de) | Leiterbahnträgerschicht zur einlaminierung in eine chipkarte, verfahren zur herstellung einer leiterbahnträgerschicht spritzgusswerkzeug zur durchführung des verfahrens zur herstellung einer leiterbahnträgerschicht | |
| DE2360259A1 (de) | Gedruckte flachspule | |
| DE1145231B (de) | Verfahren zur Montage von Magnetkernspeichern | |
| DE3324043C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE ES FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19891127 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19910103 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: MEINHOF, ANDRE-HEINRICH, DIPL.-ING. |