EP0226735A1 - Method and press for producing a saucer-type metallic sealing membrane - Google Patents
Method and press for producing a saucer-type metallic sealing membrane Download PDFInfo
- Publication number
- EP0226735A1 EP0226735A1 EP86113921A EP86113921A EP0226735A1 EP 0226735 A1 EP0226735 A1 EP 0226735A1 EP 86113921 A EP86113921 A EP 86113921A EP 86113921 A EP86113921 A EP 86113921A EP 0226735 A1 EP0226735 A1 EP 0226735A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- cutting
- die
- edges
- sealing membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 75
- 239000012528 membrane Substances 0.000 title claims abstract description 56
- 238000000034 method Methods 0.000 title claims abstract description 21
- 238000007493 shaping process Methods 0.000 claims abstract description 49
- 238000005520 cutting process Methods 0.000 claims abstract description 45
- 239000002184 metal Substances 0.000 claims abstract description 18
- 230000002093 peripheral effect Effects 0.000 claims abstract description 18
- 238000007906 compression Methods 0.000 claims abstract description 7
- 230000006835 compression Effects 0.000 claims abstract description 7
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000005452 bending Methods 0.000 claims description 7
- 238000003825 pressing Methods 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 2
- 238000006073 displacement reaction Methods 0.000 description 9
- 238000000465 moulding Methods 0.000 description 3
- 230000008719 thickening Effects 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000002146 bilateral effect Effects 0.000 description 2
- 239000000571 coke Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/80—Making other particular articles dustproof covers; safety covers
Definitions
- Metallic sealing membranes are used primarily for sealing furnace doors of industrial furnaces, in particular for coke oven doors. These sealing membranes can be of considerable size, for example a length of several meters, a width of approximately one meter and a depth of several centimeters. Such sealing membranes are curved in a bowl-like or cup-lid-shaped manner and have a sealing strip running around the edge with a continuous groove incorporated therein, which is directed against the frame of the furnace door. So that the sealing membrane can be pressed elastically against the door frame, it consists, with the exception of the thicker sealing strip, of relatively thin-walled sheet metal (for example in the order of about 5 mm), an opening in the bottom of the shell-shaped part possibly being cut out.
- the press contains a preferably fixed press table 6, which carries a die 7 fixedly arranged thereon, which has a shaping recess 8 in adaptation to the shape of the sealing membrane 1 to be produced. Furthermore, the press in the area above the press table 6 contains a press ram 9, which can be moved up and down mechanically or hydraulically and carries a stamp 11 at its lower free end by means of a base plate 10.
- FIG. 5 for the sake of simplicity, only the press ram 9 ⁇ with the pressing tools suspended on its underside is illustrated; the die, not shown, can also be made in the same way as above with reference to FIGS. 3A to 3D explains to be attached below the ram 9 beprofit on the press table, specifically with a correspondingly shaped shaping recess for the end parts ET of the sealing membrane to be molded.
- the shell shape 1 ⁇ produced after the first shaping step in accordance with FIG. 7A is then placed into a second die 26 with a shaping recess 27, which on its upper edge has an outwardly recessed shoulder 27a for molding the thickened sealing strip (see sealing strip 3 in FIG . 2) has.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Gasket Seals (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung einer schalenförmigen, metallischen Dichtungsmembran großer Abmessungen, gemäß dem Oberbegriff des Anspruches 1 sowie eine Presse zur Durchführung dieses Herstellungsverfahrens, entsprechend dem Oberbegriff des Anspruches 5.The invention relates to a method for producing a shell-shaped, metallic sealing membrane of large dimensions, according to the preamble of
Metallische Dichtungsmembranen, wie sie durch das vorliegende Verfahren hergestellt werden sollen, werden vor allem zu Abdichten von Ofentüren von Industrieöfen, insbesondere für Koksofentüren verwendet. Diese Dichtungsmembranen können eine beträchtliche Größe aufweisen, beispielsweise eine Länge von mehreren Metern, eine Breite etwa in der Größenordnung von einem Meter und eine Tiefe von mehreren Centimetern. Solche Dichtungsmembranen sind etwa schalenartig bzw. topfdeckelförmig gewölbt ausgeführt und besitzen eine am Rand umlaufende Dichtleiste mit darin eingearbeiteter durchgehender Nut, die gegen den Rahmen der Ofentür gerichtet ist. Damit die Dichtungsmembran elastisch gegen den Türrahmen gedrückt werdenkann, besteht sie, mit Ausnahme der dicker ausgebildeten Dichtleiste, aus relativ dünnwandigem Blech (beispielsweise in der Größenordung von etwa 5 mm), wobei im Boden des schalenförmigen Teils evtl. eine Öffnung herausgeschnitten sein kann.Metallic sealing membranes, as are to be produced by the present method, are used primarily for sealing furnace doors of industrial furnaces, in particular for coke oven doors. These sealing membranes can be of considerable size, for example a length of several meters, a width of approximately one meter and a depth of several centimeters. Such sealing membranes are curved in a bowl-like or cup-lid-shaped manner and have a sealing strip running around the edge with a continuous groove incorporated therein, which is directed against the frame of the furnace door. So that the sealing membrane can be pressed elastically against the door frame, it consists, with the exception of the thicker sealing strip, of relatively thin-walled sheet metal (for example in the order of about 5 mm), an opening in the bottom of the shell-shaped part possibly being cut out.
Dichtungsmembranen der genannten Art werden in der Praxis üblicherweise aus relativ dicken Blechen in eine Schalenform getrieben, worauf diese dann weiterbearbeitet wird, um die Wanddicke zu verdünnen, wobei ein Umfangsrand mit größerer Dicke belassen wird, um dort die erwähnte Nut einzuformen und dadurch die Dichtleiste auszubilden. Diese Verfahrensweise bedingt teure und zeitaufwendige Bearbeitungsvorgänge, so daß eine auf diese Weise hergestellte Dichtungsmembran relativ teuer ist.Sealing membranes of the type mentioned are usually driven in practice from relatively thick sheets into a shell shape, whereupon this is then processed to thin the wall thickness, leaving a peripheral edge with a greater thickness to form the groove mentioned and thereby form the sealing strip . This procedure requires expensive and time-consuming machining processes, so that a sealing membrane produced in this way is relatively expensive.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren der im Oberbegriff des Anspruches 1 vorausgesetzten Art (und eine zu dessen Durchführung geeignete Presse) zu schaffen, durch das die erläuterte metallische Dichtungsmembran auf verhältnismäßig einfache eise aus relativ dünnem Blech lediglich durch eine plastische Verformung in einer Presse hergestellt werden kann.The invention is therefore based on the object of providing a method of the type required in the preamble of claim 1 (and a press suitable for carrying it out) by means of which the metal sealing membrane explained is made of relatively thin sheet metal on relatively simple ice only by a plastic deformation in a press can be made.
Diese Aufgabe wird erfindungsgemäß durch die im Kennzeichen des Anspruches 1 angegebenen Verfahrensmerkmale gelöst.This object is achieved by the method features specified in the characterizing part of
Für das erfindungsgemäße Herstellen der metallischen Dichtungsmembran sind vor allem zwei im wesentlichen aneinander anschließende Formgebungsschritte von Bedeutung, die in der Presse ausgeführt werden können, nämlich ein erster Schritt in dem die in ihren äußeren Abmessungen zugeschnittene Blechplatte mit Hilfe der angepaßten Preßwerkzeuge in die schalenartige Form gebogen wird, während in einem zweiten Schritt die Dichtleiste direkt an den entsprechenden Umfangsrandabschnitten der zuvor hergestellten Schalenform angeformt wird, indem diese Umfangsrandabschnitte in einem kombinierten Stauch-SchneidVorgang verdickt werden und dabei gleichzeitig die durchgehende Nut eingeformt, d.h. insbesondere eingeschnitten bzw. eingestanzt wird. Durch diese erfindungsgemäße Verfahrensweise kann eine verhältnismäßig dünne Ausgangsblechplatte verarbeitet werden, deren Dicke bereits der endgültigen Wanddicke der herzustellenden Dichtungsmembran entspricht, wobei dann in der entsprechend ausgerüsteten Presse zunächst das Biegen in Schalenform und gleich anschließend der kombinierte Stauch-Schneid-Vorgang (Ausbilden der Dichtleiste) als reine und verhältnismäßig einfach herzustellende plastische Verformungen durchgeführt werden.For the production of the metallic sealing membrane according to the invention, two essentially adjoining shaping steps that can be carried out in the press are of importance, namely a first step in which the sheet metal plate, which has been cut to its outer dimensions, is bent into the shell-like shape with the aid of the adapted pressing tools will while in a second Step, the sealing strip is molded directly onto the corresponding peripheral edge sections of the previously produced shell shape by thickening these peripheral edge sections in a combined upsetting-cutting process and at the same time molding the continuous groove, that is to say in particular cutting or stamping. By means of this procedure according to the invention, a relatively thin starting sheet metal plate can be processed, the thickness of which already corresponds to the final wall thickness of the sealing membrane to be produced, the bending in the form of a shell then being carried out in the correspondingly equipped press and then the combined upsetting-cutting process (forming the sealing strip). be carried out as pure and relatively easy to produce plastic deformations.
Insbesondere bei Dichtungsmembranen, die eine relativ langgestreckte Form aufweisen (bei denen also die Länge deutlich größer ist als die Breite), ist es erfindungsgemäß besonders vorteilhaft, wenn der Mittelteil und die beiden Endteile der Dichtungsmembran in gesonderten, aufeinanderfolgenden Formgebungsabschnitten hergestellt und in jedem Formgebungsabschnitt die beiden im wesentlichen gleichartigen Verfahrensschritte gemäß Anspruch 1 aneinander anschließend ausgeführt werden. Dies bedeutet, daß auf der gleichen Presse im wesentlichen die gleichen Verfahrensschritte für die plastische Verformung durchgeführt werden können, wobei dies mit zwei Werkzeuggruppen geschieht, von denen die eine zum Formen des geraden Mittelteiles (mit den an den gegenüberliegenden Längsrändern angeformten Dichtleistenabschnitten) und die andere zum Formen der beiden Endteile angepaßt ist, so daß die fertig preßgeformte Dichtungsmembran die gewünschte schalenartige Form bzw. topfdeckelförmig gewölbte Form mit der am umlaufenden Umfangsrand durchgehend angeformten Dichtleiste aufweist, die gegenüber der übrigen der Abdichtungsfläche gegenüberliegenden Seite die durchgehende Nut aufweist.Particularly in the case of sealing membranes which have a relatively elongated shape (in which the length is significantly greater than the width), it is particularly advantageous according to the invention if the middle part and the two end parts of the sealing membrane are produced in separate, successive shaping sections and in each shaping section two essentially identical method steps according to
Eine Presse zur Durchführung dieses Herstellungsverfahrens enthält einen eine Matrize tragenden Pressentisch und wenigstens einen auf- und abbewegbaren Pressenstößel, der an seinem freien Ende einen der Form der Matrize angepaßten Stempel trägt.A press for carrying out this production process contains a press table which carries a die and at least one press ram which can be moved up and down and which carries at its free end a die which is adapted to the shape of the die.
Diese Presse ist erfindungsgemäß durch die im Kennzeichen des Anspruches 5 angegebenen Merkmale gekennzeichnet. Auf diese Weise ergibt sich ein verhältnismäßig einfacher Pressenaufbau, so daß die erläuterte metallische Dichtungsmembran auf einfache Weise und verhältnismäßig kostensparend hergestellt werden kann.This press is characterized by the features specified in the characterizing part of
Die Erfindung sei im folgenden anhand der Zeichnung und einiger Ausführungsbeispiele näher erläutert.The invention is explained in more detail below with reference to the drawing and some exemplary embodiments.
In der Zeichung zeigen
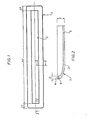
- Fig. 1 eine Aufsicht auf die fertige Dichtungsmembran;
- Fig. 2 eine Teil-Querschnittsansicht entsprechend den Schnittlinien II-II in Fig. 1;
- Fig. 3A bis 3D ganz schematisch dargestellte Querschnittsansichten durch die Presse während der plastischen Verformung, bei der Formgebung des Mittelteiles der Dichtungsmembran und bei Darstellung von vier verschiedenen Formgebungsphasen;
- Fig. 4A bis 4C einige Aufsichten auf das Blechwerkstück in verschiedenen Verformungstadien;
- Fig. 5 eine Querschnittsansicht von einem Teil der Presse bei der Ausbildung für die Formgebung der Endteile der Dichtungsmembran;
- Fig. 6 eine Teil-Schnittansicht entsprechend der Schnittlinie VI-VI in Fig. 5;
- Fig. 7A und 7B schematische Querschnittsansichten durch die Presse bei deren Ausbildung zur Herstellung der Dichtungsmembrane gemäß einer ersten Ausführungsvariante.
- Fig. 8 eine schematische Querschnittsdarstellung der Presse zur Erläuterung einer weiteren Ausführungsform des Stauch-Schneidwerkzeuges.
- Figure 1 is a plan view of the finished sealing membrane.
- Fig. 2 is a partial cross-sectional view corresponding to the section lines II-II in Fig. 1;
- 3A to 3D are diagrammatically illustrated cross-sectional views through the press during the plastic deformation, in the shaping of the central part of the sealing membrane and in the representation of four different shaping phases;
- 4A to 4C show some views of the sheet metal workpiece in different stages of deformation;
- Figure 5 is a cross-sectional view of a portion of the press being trained to shape the end portions of the sealing membrane.
- Fig. 6 is a partial sectional view according to section line VI-VI in Fig. 5;
- 7A and 7B are schematic cross-sectional views through the press in its formation for the production of the sealing membrane according to a first embodiment.
- Fig. 8 is a schematic cross-sectional view of the press to explain a further embodiment of the upset cutting tool.
Anhand der Fig. 1 und 2 sei zunächst eine bevorzugte Ausführungsform der herzustellenden metallischen Dichtungsmembran erläutert.1 and 2, a preferred embodiment of the metallic sealing membrane to be produced will first be explained.
Die metallische Dichtungsmembran 1 besitzt insbesondere dann, wenn sie als Dichtungsmembran für Industrieofentüren, wie vor allem für Koksofentüren, verwendet wird, eine verhältnismäßig langgestreckte Form, deren Länge - wie in Fig. 1 zu erkennen - im allgemeinen ein Mehrfaches der Breite beträgt. Diese vorzugsweise mit symmetrischem Grundriß ausgebildete metallische Dichtungsmembran besitzt - wie in Fig. 2 angedeutet - eine schalenartige Form, insbesondere eine topfdeckelartig gewölbte Form mit einem relativ langen Mittelteil MT und zwei gleichartig an den Enden des Mittelteiles einstückig angeformten Endteilen ET mit vorzugsweise abgerundeten Ecken.The
Wie die in vergrößertem Maßstab dargestellte Teil-Querschnittsansicht gemäß Fig. 2 zeigt, ist die Dichtungsmembran 1 relativ flach gewölbt mit verhältnismäßig niedriger Tiefe T. Die Wände 2 der metallischen Membran können aus verhältnismäßig dünnem Blech (beispielsweise etwa im Bereich von 5 mm Dicke) ausgeführt sein, während am ganzen Umfangsrand eine umlaufende Dichtleiste 3 plastisch angeformt ist (wie nachfolgend noch näher erläutert wird), die eine größere Dicke besitzt als die Wände 2 und in deren gegen eine abzudichtende Fläche weisende Seite (von dem eigentlichen Membrankörper wegweisend) eine durchgehende Nut 4 eingeformt ist.2 shows, the
Je nach dem besonderen Verwendungszweck dieser Dichtungsmembran 1 können deren Wände 2 vollkommen geschlossen sein, oder diese Wände 2 weisen im Bereich des Bodens eine durchgehende, vorzugsweise rechteckige Öffnung 5 auf, die aus dem Bodenbereich ausgeschnitten ist.Depending on the particular use of this
Anhand Fig. 3A seien zunächst die wesentlichen Teile der für die Herstellung der Dichtungsmembran 1 vorgesehenen Presse gemäß einer ersten Ausführungsform erläutert, wobei es sich bei dieser Presse um eine Metallbiegepresse mit großer Druckkraft handeln kann.3A, the essential parts of the press provided for the production of the
Gemäß Fig. 3A enthält die Presse einen vorzugsweise festen Pressentisch 6, der eine fest darauf angeordnete Matrize 7 trägt, die eine Formgebungsausnehmung 8 in Anpassung an die Form der herzustellenden Dichtungsmembran 1 besitzt. Ferner enthält die Presse im Bereich oberhalb des Pressentisches 6 einen Pressenstößel 9, der mechanisch oder hydraulisch aufund abbewegbar ist und an seinem unteren freien Ende mittels einer Basisplatte 10 einen Stempel 11 trägt. Dieser Stempel 11 ist im ganzen so ausgeführt, daß er mit seinen Außenabmessungen unter Zwischenlage des herzustellenden Werkstückes bzw. unter Einhaltung eines der Materialdicke des herzustellenden Werkstückes (Dichtungsmembran) entsprechenden Abstandes in die Matrize 7 bzw. deren Formgebungsausnehmung 8 paßt, so daß in einem einzigen Drückvorgang eine ebene Ausgangsblechplatte 1A in die gewünschte Schalenform gebogen werden kann (wie im einzelnen noch erläutert wird).According to FIG. 3A, the press contains a preferably fixed press table 6, which carries a die 7 fixedly arranged thereon, which has a
Das Besondere in der Ausbildung des Stempels 11 ist, daß dieser in zwei Stempelelemente 11a, 11b unterteilt ist, die durch einen - nur schematisch angedeuteten - Verschiebeantrieb 12 miteinander verbunden und mit Hilfe dieses Verschiebeantriebs in horizontaler Richtung (Doppelpfeil 13) sowie quer zur Matrize 7 parallel auseinander- und gegeneinander verschiebbar sind. Als Verschiebeantrieb 12 können alle geeigneten mechanischen und druckmittelbetriebenen Einrichtungen verwendet werden, die von außen her bedienbar sind. Vorzugsweise wird der Verschiebeantrieb 12 durch mehrere doppelt wirkende (in Richtung des Doppelpfeiles 13), parallel zueinander angeordnete und vorzugsweise synchron arbeitende hydraulische Zylinder-Kolben-Einheiten gebildet. Die beiden Stempelelemente 11a, 11b sind ferner an der Unterseite der Basisplatte 10 des Pressenstößels 9 so aufgehängt bzw. angeordnet, daß sie einerseits in horizontaler Richtung (Doppelpfeil 13) gleitbeweglich und andererseits in vertikaler Richtung verstellbar sind. Hierfür dienen zum einen nicht näher veranschaulichte Aufhängeelemente(z.B. Bolzen oder dgl.) und zum andern federelastisch zusammendrückbare Drucksteuerelemente 14, die zwischen der Basisplatte 10 und den beiden Stempelelementen 11a, 11b angeordnet sind und deren untere Enden mit den jeweils zugehörigen Stempelelementen 11a bzw, 11b - vorzugsweise durch Gleitschuhe oder dgl. - in Gleiteingriff stehen. Bei diesen Drucksteuerelementen 14 kann es sich um Druckfedern, hydraulische Kissen oder dgl. handeln, die auf einen bestimmten Druck einstellbar sind, wie es nachfolgend insbesondere anhand Fig. 3C noch näher erläutert wird.The special feature of the design of the
Bei diesem ersten Ausführungsbeispiel werden von derselben Basisplatte 10 außerdem noch Preß- bzw. Stauch-Schneidorgane in Form von Schneidmesserleisten 15 getragen, die an ihrer Unterseite nach unten vorstehende (gegen die Matrize 7 weisende), angeformte Schneidkanten 16 in der Weise besitzen, daß diese Unterseiten beiderseits neben der Schneidkante 16 außerdem noch verbreiterte Stauchflächen 17 besitzen. Diese Schneidmesserleisten 15 liegen den Umfangsrandabschnitten der Matrize 7 bzw. der Formgebungsausnehmung 8 dieser Matrize gegenüber, an denen die verdickten Umfangsrandabschnitte für die Dichtleiste 3 der herzustellenden Dichtungsmembran 1 geformt werden sollen, d.h. in der Formgebungsausnehmung 8 sind nach außen zurückspringende Absätze 8a ausgebildet, wie in der Zeichnung zu erkennen ist. Diese Schneidmesserleisten 5 befinden sich dabei im Bereich neben den Außenrändern des Stempels 11 bzw. der Stempelelemente 11a, 11b und besitzen eine Länge, die im wesentlichen etwa der Länge der anzuformenden Dichtleiste 3 der herzustellenden Dichtungsmembran 1 entspricht (evtl. kann die Länge dieser Schneidmesserleisten 15 etwas geringer sein als die Länge der zu formenden Dichtleisten).In this first embodiment, the
Bei den nun nachfolgend zu erläuternden Formgebungsvorgängen sei davon ausgegangen, daß mit Hilfe der in den Fig. 3A bis 3D veranschaulichten Ausbildung der Presse zunächst der Mittelteil MT der herzustellenden Dichtungsmembran 1 vgl. auch Fig. 1) geformt wird.In the shaping processes which are now to be explained below, it is assumed that, with the aid of the design of the press illustrated in FIGS. 3A to 3D, first the central part MT of the
Fig. 3A zeigt die Presse in einer Formgebungsphase, in der sich der Pressenstößel 9 und die daran aufgehängten Formgebungswerkzeuge 11 und 15 in der obersten Stellung oberhalb der Matrize 7 befinden und in der eine in ihren äußeren Abmessungen zugeschnittene ebene Blechplatte 1a zwischen dem Stempel 11 und der Matrize 7 eingelegt ist.3A shows the press in a shaping phase, in which the press ram 9 and the
Fig. 3B zeigt die Formgebungsphase, in der der Pressenstößel betätigt und so weit abwärts bewegt ist, daß der Stempel 11 in seine unterste Lage in die Formgebungsausnehmung 8 der Matrize 7 hineinbewegt ist, wodurch das Ausgangswerkstück (Blechplatte 1a) - im Querschnitt betrachtet - in die gewünschte Schalenform gebogen ist. Bei diesem ersten Formgebungsschritt werden die entsprechend abgestimmten Drucksteuerelemente 14 entweder nur geringfügig oder gar nicht zusammengedrückt. Auf diese Weise werden bei diesem ersten Formgebungsschrit die Schneidmesserleisten 15 noch genügend weit von den Rändern des Werkstückes ferngehalten.Fig. 3B shows the shaping phase, in which the press ram is actuated and moved so far down that the
In der Formgebungsphase gemäß Fig. 3C ist der Stößel 9 gegenüber der Phase gemäß Fig. 3B noch etwas weiter nach unten bewegt worden, so daß unter Überwindung der Federkraft und somit unter Zusammendrücken der Drucksteuerelemente 14 die Schneidkanten 16 und die Stauchflächen 17 der Schneidmesserleisten 15 gegen die entsprechenden Umfangsrandabschnitte des vorgebogenen Werkstückes gepreßt werden, so daß in diesem zweiten Formgebungsschritt die entsprechenden Umfangsrandabschnitte des zuvor schalenförmig gebogenen Werkstückes 1 durch einen kombinierten Stauch-Schneid-Vorgang verdickt und dabei gleichzeitig die durchgehende Nut in diese verdickten Umfangsrandabschnitte eingeschnitten bzw. eingestanzt wird, so daß dadurch die gewünschte Dichtleiste 3 mit der durchgehenden Nut 4 (Fig. 1) ausgebildet wird. Der Mittelteil MT der Dichtungsmembran 1 ist damit in den zwei unmittelbar aneinander anschließenden Formgebungsschritten durch eine einfache plastische Verformung mittels der Presse hergestellt.In the shaping phase according to FIG. 3C, the plunger 9 has been moved a little further down compared to the phase according to FIG. 3B, so that, while overcoming the spring force and thus compressing the
Während dieser anhand der Fig. 3A bis 3C geschilderten Formgebungsphasen nimmt der Stempel 11 eine Stellung ein, in der die Stempelelemente 11A und 11B durch den Verschiebeantrieb 12 am weitesten auseinandergedrückt sind.During this shaping phase described with reference to FIGS. 3A to 3C, the
Fig. 3D zeigt die Phase, bevor der Stempel 11 aus dem Innenraum des fertiggeformten Membran-Mittelteiles MT durch eine Aufwärtsbewegung des Stößels 9 herausbewegt wird. Mit dem Umschalten der Stößelbetätigung zum Aufwärtsbewegen des Stößels 9 kann gleichzeitig der Verschiebeantrieb 12 derart eingeschaltet werden, daß die beiden Stempelelemente 11a, 11b gegeneinander, d.h. aufeinanderzu bewegt werden, so daß die Gesamtbreite des Stempels 11 verringert und dadurch das Herausbewegen des Stempels 11 aus der fertigen Schalenform nach oben erleichtert wird. Wenn der Pressenstößel 9 etwa in seiner oberen Stellung (etwa Fig.3A) angekommen ist, können die Stempelelemente 11a und 11b wieder in ihre Ausgangslage auseinandergeschoben werden, damit die Presse für den nächsten Formgebungsvorgang bereitsteht. Gleichzeitig während des Hochfahrens des Stößels 9 mit den daran befestigten Teilen kann die so weit gefertigte Dichtungsmembran 1 senkrecht zur Zeichenebene herausgezogen werden.3D shows the phase before the
Der zuvor anhand der Fig. 3A bis 3D geschilderte Formgebungsvorgang bezog sich - wie erwähnt - auf das Formen des Mittelteiles MT der herzustellenden Dichtungsmembran 1. Dabei wurde von einer ebenen, auf ihre äußeren Rohmaße zugeschnittenen Blechplatte 1a ausgegangen, wie sie in Fig. 4A in der Aufsicht gezeigt ist. Nach Abschluß des anhand der Fig. 3A bis 3D geschilderten ersten Formgebungsvorganges besitzt die herzustellende Dichtungsmembran in der Aufsicht etwa die in Fig. 4B gezeigte Form 1b; ein vergrößerter Endabschnitt dieser Form 1b ist in Fig. 4C veranschaulicht. Es ist hieraus deutlich zu ersehen, daß lediglich die Endteile ET noch nicht in die gewünschte Endform gepreßt sind.The shaping process previously described with reference to FIGS. 3A to 3D related - as mentioned - to the shaping of the central part MT of the sealing
Obwohl es grundsätzlich möglich wäre, die Dichtungsmembran 1 aus der ebenen Ausgangs-Blechplatte in einem Formvorgang herzustellen, indem also Mittelteil MT und Endteile ET gleichzeitig in der gewünschten Weise plastisch verformt werden, wird es doch vorgezogen, die Endteile ET in einem nachfolgenden zweiten Formgebungsabschnitt gesondert in die gewünschte Endform zu pressen.Although it would in principle be possible to produce the sealing
Im zweiten Formgebungsvorgang, in dem die beiden Endteile ET der zu formenden Dichtungsmembran 1 (Fig. 1) hergestellt werden, werden im wesentlichen dieselben Formgebungsschritte, wie sie zuvor anhand der Fig. 3A bis 3D für die Fertigung des Mittelteiles MT erlaütert worden sind, nacheinander ausgeführt. Hierfür kann die Formgebungspresse mit einem gleichartigen Stößel 9ʹ im wesentlichen gleichartig wie zuvor erläutert aufgebaut sein, wobei die wesentlichen Preßwerkzeuge lediglich in Anpassung an die zu formenden Membranendteile ET angepaßt sind. Der Einfachheit halber sind daher in den Darstellungen der Fig. 5 und 6 die entsprechenden Pressenteile bzw. -werkzeuge mit denselben Bezugszeichen unter Hinzufügung eines Striches bezeichnet, so daß deren nochmalige ausführliche Erläuterung sich erübrigt.In the second shaping process, in which the two end parts ET of the sealing
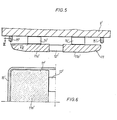
In Fig. 5 ist der Einfachheit halber ferner lediglich der Pressenstößel 9ʹ mit den an seiner Unterseite hängend angeordneten Preßwerkzeugen veranschaulicht; die nicht dargestellte Matrize kann ebenfalls in gleichartiger Weise wie oben anhand der Fig. 3A bis 3D erläutert unterhalb des Stößels 9ʹ auf dem Pressentisch befestigt sein, und zwar mit entsprechend ausgebildeter Formgebungsausnehmung für die Endteile ET der zu formenden Dichtungsmembran.In FIG. 5, for the sake of simplicity, only the press ram 9ʹ with the pressing tools suspended on its underside is illustrated; the die, not shown, can also be made in the same way as above with reference to FIGS. 3A to 3D explains to be attached below the ram 9 befestigt on the press table, specifically with a correspondingly shaped shaping recess for the end parts ET of the sealing membrane to be molded.
Ein Blick auf die Teil-Grundriß-Schnittansicht in Fig. 6 läßt erkennen, daß die Schneidmesserleisten 15ʹ zur Ausbildung der Dichtleistenabschnitte an den Membranendteilen ET im Grundriß etwa U-förmig ausgebildet sind und daß die Eckbereiche sowohl der Schneidmesserleisten 15ʹ als auch des Stempels 11ʹ in Anpassung aneinander sowie an die herzustellende Dichtungsmembran abgerundet sind.A look at the partial plan sectional view in Fig. 6 reveals that the cutting knife bars 15ʹ to form the sealing strip sections on the membrane end parts ET are approximately U-shaped in plan and that the corner areas of both the cutting knife bars 15ʹ and the stamp 11ʹ in Adaptation to one another and to the sealing membrane to be produced are rounded off.
Anhand der Fig. 7A und 7B sei eine erste Ausführungsvariante der oben beschriebenen Presse erläutert. In diesem Ausführungsbeispiel besitzt die Presse einen auf- und abbewegbaren Stößel 21, an dessen Unterseite der Stempel 22 mit seinen Stempelelementen 22a und 22b direkt angeordnet ist (ohne Zwischenschaltung von federelastischen Drucksteuerelementen). Unterhalb des Stempels 22 befindet sich die Formgebungsausnehmung 23 der Matrize 24 in etwa gleicher Ausbildung wie beim ersten Ausführungsbeispiel und ebenfalls bei fester Anordnung auf dem Pressentisch 25. Dieser Stempel 22 und diese Matrize 24 dienen lediglich dazu, die Ausgangsblechplatte in die Schalenform der herzustellenden Dichtungsmembran zu biegen, d.h. für die Durchführung des ersten Formgebungsschrittes des erfindungsgemäßen Herstellungsverfahrens.A first embodiment variant of the press described above will be explained with reference to FIGS. 7A and 7B. In this exemplary embodiment, the press has a
Die nach dem ersten Formgebungsschritt gemäß Fig.7A hergestellte Schalenform 1ʹ wird dann anschließend in eine zweite Matrize 26 mit einer Formgebungsausnehmung 27 hineingelegt, die an ihrem oberen Rand einen nach außen zurückspringenden Absatz 27a für das Anformen der verdickten Dichtleiste (vgl. Dichtleiste 3 in Fig. 2) aufweist.The shell shape 1ʹ produced after the first shaping step in accordance with FIG. 7A is then placed into a
Oberhalb der Formgebungsausnehmung 27 dieser zweiten Matrize 26 ist wiederum ein weitgehend gleichartig ausgebildeter Stempel 28 mit zwei Stempelelementen 28a, 28b an der Unterseite eines weiteren Pressenstößels 29 angeordnet. Neben den Außenrändern dieses Stempels 28 sind an der Unterseite des Stößels 29 wiederum Stauch-Schneidorgane in Form von Schneidmesserleisten 15 angebracht, die mit an ihrer Unterseite angeformten schmalen Schneidkanten 31 gegen die entsprechenden Umfangsrandabschnitte der Matrize 26 bzw. der Formgebungsausnehmung 27 gerichtet sind. Die Ausbildung und Wirkungsweise diese Schneidmesserleisten 30 ist gleichartig zu der gemäß den Schneidmesserleisen 15 des ersten Ausführungsbeispieles. Wie in Fig. 7B ferner zu erkennen ist, besitzen die Außenränder des Stempelelemente 28a, 28b in der Nähe der Schneidkanten 31 nach innen einspringende Absätze 32, die bei ganz herabbewegtem Stößel 29 bzw. Stempel 28 auf der gleichen Höhe wie die Absätze 27a der Formgebungsausnehmung 27 liegen, so das bei dem zweiten Verfahrensschritt eine beidseitige Verdickung zur Ausbildung Dichtleist beidseitige Verdickung zur Ausbildung Dichtleiste an der zu bildenden Dichtungsmembran 1ʹ durch Stauchen angeformt wird.Above the shaping
Bei dieser Ausführungsvariante der Presse können die Stempel 22 bzw. 28 gegenüber dem ersten Ausführungsbeispiel deutlich einfacher ausgeführt sein, wobei der Stempel 22 zum reinen Biegen (erster Formgebungsschritt) wahlweise mit oder ohne zwischen den beiden Stempelelementen 22a und 22b angeordnetem Verschiebeantrieb ausgebildet sein kann, während der den Stauch-Schneidvorgang (für den zweiten Formgebungsschritt) bestimmte zweite Stempel 28 zwecks vereinfachtem Herausbewegen nach der Formgebung zweckmäßig mit einem Verschiebeantrieb 33 zwischen den beiden Stemepelementen 28a und 28b ausgestattet ist, so daß letztere auseinander- und gegeneinander-bewegt werden können (wie beim ersten Ausführungsbeispiel). Die Stempelelemente 28a und 28b müssen dazu jedoch in horizontaler Richtung gleitbeweglich an der Unterseite des zugehörigen Pressenstößels 29 bzw. einer zwischengeschalteten Basisplatte geführt und angeordnet sein.In this variant of the press, the
Fig. 8 zeigt schließlich eine weitere Ausführungsvariante der Presse, bei der der Stößel 29ʹ, die Matrize 26ʹ und der Stempel 28ʹ mit seinen Stempelelementen 28aʹ und 28bʹ gleichartig wie anhand Fig.7B geschildert gestaltet sein können, wobei im Falle der Fig. 6 lediglich noch wiederum eine Basisplatte 34 als Verbindung zwischen der Unterseite des Stößels 29ʹ und den Stempelelementen 28aʹ und 28bʹ angeordnet sein kann. Diese Stempelelemente 28aʹ und 28bʹ sind dann wiederum für eine Parallelführung und -verschiebung relativ zueinander an der Basisplatte 34 geführt und gehaltert, während sie wiederum durch eine Verschiebeantrieb 33ʹ miteinander verbunden sind. Im Unterschied zu den vorhergehenden Ausführungsbeispielen sind in diesem Falle als Stauch-Schneidorgane keine Schneidmesserleisten, sondern Schneidrollen 35 vorgesehen, die an ihrem Umfang nach außen vorstehende, schmale Schneidkanten 36 und beidseitig daneben vorhandene Stauchflächen 37 aufweisen. Diese Schneidrollen werden in dem zweiten Formgebungsschritt entlang der als Dichtleisten mit Nuten auszubildenden Ränder des im ersten Formgebungsschritt bereits gebogenen Werkstückes 1ʺ, also der herzustellenden Dichtungsmembran unter Druck - mittels eines nicht näher dargestellten, geeigneten Antriebs - entlangbewegt. Die jeweils oben befindlichen Umfangsabschnitte der Schneidrollen 35 stützen sich hierbei am Druck- und Führungsleisten 38 ab, die an der Unterseite der Basisplatte 34 angebracht sind. Bei der Darstellung gemäß Fig. 8 werden die Schneidrollen 35 senkrecht zur Zeichenebene - beispielsweise mit Hilfe einer nicht veranschaulichten Hubvorrichtung - bewegt.Fig. 8 finally shows a further embodiment of the press, in which the ram 29ʹ, the die 26ʹ and the punch 28ʹ with its punch elements 28aʹ and 28b können can be designed in the same way as described with reference to Fig. 7B, in the case of Fig. 6 only again a base plate 34 can be arranged as a connection between the underside of the plunger 29ʹ and the stamp elements 28aʹ and 28bʹ. These stamp elements 28aʹ and 28bʹ are then in turn for parallel guidance and displacement relative to one another Base plate 34 guided and held, while they are in turn connected to each other by a sliding drive 33ʹ. In contrast to the previous exemplary embodiments, in this case no cutting knife bars are provided as upsetting cutting members, but rather cutting
Claims (12)
gekennzeichnet durch folgende, im wesentlichen aneinander anschließende Formgebungsschritte in der Presse:
- In einem ersten Schritt wird die Blechplatte in die schalenartige Form gebogen und
- in enem zweiten Schritt werden die entsprechenden Umfangsrandabschnitte unter Ausbildung der Dichtleiste durch einen kombinierten StauchSchneid-Vorgang verdickt, wobei gleichzeitig die durchgehende Nut in diese verdickten Umfangsrandabschnitte eingeformt wird.1. A process for producing a shell-shaped, metallic sealing membrane of large dimensions from a sheet metal plate which is bent in a press, a sealing strip having a continuous groove pointing away from the membrane body being attached to the peripheral edge of the bent workpiece,
characterized by the following, essentially contiguous shaping steps in the press:
- In a first step, the sheet metal plate is bent into the bowl-like shape and
- In a second step, the corresponding peripheral edge sections are thickened to form the sealing strip by a combined edging-cutting process, the continuous groove being simultaneously formed in these thickened peripheral edge sections.
gekennzeichnet durch folgende Merkmale:
characterized by the following features:
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853541368 DE3541368A1 (en) | 1985-11-22 | 1985-11-22 | METHOD AND PRESS FOR PRODUCING A SHELL-SHAPED, METAL SEALING MEMBRANE |
| DE3541368 | 1985-11-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0226735A1 true EP0226735A1 (en) | 1987-07-01 |
| EP0226735B1 EP0226735B1 (en) | 1989-05-10 |
Family
ID=6286593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86113921A Expired EP0226735B1 (en) | 1985-11-22 | 1986-10-08 | Method and press for producing a saucer-type metallic sealing membrane |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0226735B1 (en) |
| DE (2) | DE3541368A1 (en) |
| ES (1) | ES2009756B3 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0565434A1 (en) * | 1992-04-08 | 1993-10-13 | Société Anonyme dite: FABRICAUTO | Method and device for the manufacturing of license plates, in particular reflective plates |
| FR2689792A1 (en) * | 1992-04-08 | 1993-10-15 | Fabricauto Sa | Prodn. of reflective plates, e.g. motor vehicle registration plates |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1966723A (en) * | 1932-04-04 | 1934-07-17 | Ireland Edith May | Method of producing sheet metal shells for automobile radiators |
| US2377974A (en) * | 1942-04-25 | 1945-06-12 | Smith Corp A O | Method of upsetting channel edges for welding |
| DE2450624A1 (en) * | 1973-10-30 | 1975-05-07 | Raciborska Fabryka Kotlow Rafa | DEVICE FOR PRESSING DEEP, THIN-WALLED CONTAINER FLOORS WITH LARGE DIAMETERS |
| DE2631159A1 (en) * | 1976-07-10 | 1978-01-12 | Hesonwerk Hering & Sohn Gmbh | Sections for making foundry moulding boxes - fromed between dies producing thickened edges by auxiliary upsetting dies |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1963724A (en) * | 1930-06-27 | 1934-06-19 | Taylor James Hall | Apparatus for upsetting plate edges |
| DE879797C (en) * | 1944-03-12 | 1953-06-15 | Deutsche Edelstahlwerke Ag | Deep-drawn pot |
| DE2231842A1 (en) * | 1972-06-29 | 1974-01-17 | Leifeld & Co | ANGLED SHOULDER RIM AND METHOD OF MANUFACTURING IT |
-
1985
- 1985-11-22 DE DE19853541368 patent/DE3541368A1/en not_active Withdrawn
-
1986
- 1986-10-08 EP EP86113921A patent/EP0226735B1/en not_active Expired
- 1986-10-08 ES ES86113921T patent/ES2009756B3/en not_active Expired
- 1986-10-08 DE DE8686113921T patent/DE3663229D1/en not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1966723A (en) * | 1932-04-04 | 1934-07-17 | Ireland Edith May | Method of producing sheet metal shells for automobile radiators |
| US2377974A (en) * | 1942-04-25 | 1945-06-12 | Smith Corp A O | Method of upsetting channel edges for welding |
| DE2450624A1 (en) * | 1973-10-30 | 1975-05-07 | Raciborska Fabryka Kotlow Rafa | DEVICE FOR PRESSING DEEP, THIN-WALLED CONTAINER FLOORS WITH LARGE DIAMETERS |
| DE2631159A1 (en) * | 1976-07-10 | 1978-01-12 | Hesonwerk Hering & Sohn Gmbh | Sections for making foundry moulding boxes - fromed between dies producing thickened edges by auxiliary upsetting dies |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0565434A1 (en) * | 1992-04-08 | 1993-10-13 | Société Anonyme dite: FABRICAUTO | Method and device for the manufacturing of license plates, in particular reflective plates |
| FR2689792A1 (en) * | 1992-04-08 | 1993-10-15 | Fabricauto Sa | Prodn. of reflective plates, e.g. motor vehicle registration plates |
| ES2070069A2 (en) * | 1992-04-08 | 1995-05-16 | Samar T Sa | Prodn. of reflective plates, e.g. motor vehicle registration plates |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2009756B3 (en) | 1989-10-16 |
| DE3663229D1 (en) | 1989-06-15 |
| DE3541368A1 (en) | 1987-05-27 |
| EP0226735B1 (en) | 1989-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3931320C1 (en) | ||
| DE3710929A1 (en) | METHOD AND DEVICE FOR CONNECTING LAYER THIN PLATES | |
| EP2616197A1 (en) | Device and method for producing at least partially closed hollow profiles with rotatable die halves and low cycle time | |
| AT208681B (en) | Method and device for the production of packaging containers | |
| DE19842750B4 (en) | Method and production of deep-drawn hollow parts and drawing tool | |
| EP3401032A1 (en) | Composite tool and method for producing a sheet component | |
| DE3726392A1 (en) | Method for connecting thin plates or plate sections resting on one another | |
| DE3339503C2 (en) | Punching machine and tool kit for punching machines | |
| DE3440809A1 (en) | METHOD AND DEVICE FOR CONNECTING SUPERIOR SHEETS BY PUNCHING Cams | |
| EP0226735B1 (en) | Method and press for producing a saucer-type metallic sealing membrane | |
| DE3411023A1 (en) | Process and device for producing and/or processing laminated parts | |
| DE3208867A1 (en) | METHOD AND DEVICE FOR BENDING LONG-STRETCHED PARTS | |
| DE1940912C3 (en) | Device for aligning strip material gradually fed to scissors with a scroll cut | |
| DE2652886A1 (en) | Sheet material folding tool - has lower part of auxiliary punch movable relative to main punch and guided by pin engaging in slots | |
| DE3916665C2 (en) | ||
| DE60105348T2 (en) | Device for transporting parts under a deep-drawing press and / or stamping press | |
| WO2011038921A1 (en) | Method for moving a machining unit of a machine | |
| DE1777042C3 (en) | Bending tool for manufacturing sheet metal parts with undercuts, in particular profiles with a C-shaped cross section, in one operation | |
| DE3876152T2 (en) | TEMPERATURE DRAWING DEVICE. | |
| DE3147897A1 (en) | Method for the production of annular metal parts | |
| DE1502892B2 (en) | Method of cold forming a saw chain cutting link | |
| DE102004017677B4 (en) | Tool unit for pressing and / or punching and / or bending workpieces | |
| AT398919B (en) | Method and apparatus for producing a frame | |
| EP1935527B1 (en) | Method and system for manufacturing moulded parts of a geometric shape made of sheet or strip material | |
| DE507910C (en) | Feed process for the production of sheet metal objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19870922 |
|
| 17Q | First examination report despatched |
Effective date: 19881019 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT NL |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3663229 Country of ref document: DE Date of ref document: 19890615 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970910 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970916 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970918 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970923 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19971008 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19971223 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981009 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981031 |
|
| BERE | Be: lapsed |
Owner name: S.A. ATELIERS LOUIS CARTON Effective date: 19981031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19981008 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990501 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990803 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19991113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051008 |