EP0223312A2 - Procédé d' habillage d'objets, moyens de mise en oeuvre et produits obtenus - Google Patents
Procédé d' habillage d'objets, moyens de mise en oeuvre et produits obtenus Download PDFInfo
- Publication number
- EP0223312A2 EP0223312A2 EP86202035A EP86202035A EP0223312A2 EP 0223312 A2 EP0223312 A2 EP 0223312A2 EP 86202035 A EP86202035 A EP 86202035A EP 86202035 A EP86202035 A EP 86202035A EP 0223312 A2 EP0223312 A2 EP 0223312A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tension
- thread
- wire
- margin
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C31/00—Details or accessories for chairs, beds, or the like, not provided for in other groups of this subclass, e.g. upholstery fasteners, mattress protectors, stretching devices for mattress nets
- A47C31/02—Upholstery attaching means
- A47C31/023—Upholstery attaching means connecting upholstery to frames, e.g. by hooks, clips, snap fasteners, clamping means or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B68—SADDLERY; UPHOLSTERY
- B68G—METHODS, EQUIPMENT, OR MACHINES FOR USE IN UPHOLSTERING; UPHOLSTERY NOT OTHERWISE PROVIDED FOR
- B68G7/00—Making upholstery
- B68G7/05—Covering or enveloping cores of pads
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B1/00—General types of sewing apparatus or machines without mechanism for lateral movement of the needle or the work or both
- D05B1/08—General types of sewing apparatus or machines without mechanism for lateral movement of the needle or the work or both for making multi-thread seams
- D05B1/18—Seams for protecting or securing edges
- D05B1/20—Overedge seams
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B29/00—Pressers; Presser feet
- D05B29/06—Presser feet
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2303/00—Applied objects or articles
- D05D2303/08—Cordage
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/48—Upholstered article making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/48—Upholstered article making
- Y10T29/486—Cover stretching
Abstract
Description
- L'invention concerne un procédé de plissage d'une pièce en matière souple, telle que pièce textile, et son application à l'habillage d'objets au moyen de housses souples, en particulier garnitures de siège appelées à constituer le dossier, l'assise ou les accoudoirs d'un siège. Elle s'étend aux produits obtenus par mise en oeuvre dudit procédé, ainsi qu'à des moyens spécialement conçus ou modifiés pour permettre cette mise en oeuvre : machine à coudre modifiée, presse d'habillage automatisée, instrument manuel pour faciliter la mise en oeuvre du procédé.
- Les garnitures de siège sont généralement composées d'un support rigide de forme appropriée et d'une couche élastique, notamment de mousse, maintenue sur la face antérieure de ce support par une housse. Le support rigide est généralement en bois ou plastique (ou matériau analogue) mais peut également être métallique.
- Les housses sont à l'heure actuelle réalisées à partir de pièces de tissu qui sont découpées à la forme des garnitures, avec une très large marge sur le pourtour. Cette marge permet de saisir chaque housse par ses bords, de la plisser sur le pourtour de la garniture et d'exercer une traction assurant la mise en place de ladite housse autour de sa garniture ; ladite marge est ensuite fixée sur le support rigide, soit au dos de celui-ci, soit sur son pourtour. Dans le cas d'un support en bois, cette fixation est habituellement assurée par agrafage du tissu sur le support. Dans le cas d'un support métallique, cette fixation est assurée par un liteau qui est rapporté en bordure de la garniture pour pincer la marge du tissu.
- Ce procédé d'habillage présente de graves défauts. En premier lieu, il requiert une main d'oeuvre importante pour accomplir l'opération manuelle de mise en place de la housse par tractions successives, et l'opération de fixation de celle-ci par agrafage ou à l'aide de liteaux. Dans le cas d'un support métallique, ces opérations sont non seulement longues, mais encore délicates et exigent une grande habileté. De plus, l'importante largeur des marges nécessaires sur le pourtour de chaque pièce de tissu entraîne des pertes de matière notables par rapport à celle strictement nécessaire pour habiller les garnitures ; très souvent ces marges doivent être surtaillées pour supprimer la bande flottante de tissu, et cette opération accrolt les coûts de main d'oeuvre, cependant qu'elle entraîne des risques d'effilochage des bords de tissu, préjudiciables à l'aspect fini du produit. En outre, les plis de la housse sur le pourtour de la garniture sont souvent répartis de façon irrégulière et il est impossible après fixation de les modifier pour améliorer la présentation du produit fini.
- Au surplus, pour certaines garnitures, la fixation de la housse est opérée à l'intérieur d'une saignée ménagée sur le pourtour du support rigide. Dans le cas d'une garniture en bois, la fixation est assurée par agrafage au moyen d'un pistolet à bec fin et cette opération est de mise en oeuvre longue et coûteuse en main d'oeuvre.
- Un objet de la présente invention est de pallier les inconvénients sus-évoqués et de fournir un procédé d'habillage d'objets permettant des économies considérables de main d'oeuvre.
- Un autre objectif est d'autoriser des économies notables de matière première.
- Un autre objectif est de permettre de confectionner un produit fini bénéficiant de qualités d'aspect améliorées.
- D'une façon plus générale, l'invention se propose d'indiquer un procédé perfectionné de plissage d'une pièce en matière souple, notamment textile, procédé applicable dans le cadre ci-dessus évoqué de l'habillage d'objets ou dans tout autre domaine.
- A cet effet, ledit procédé de plissage est caractérisé en ce qu'il consiste en combinaison : à piquer en bordure de la pièce au moins un fil auxiliaire agencé pour préserver un passage s'étendant le long de ladite bordure, à mettre en place un fil de tension dans ledit passage de façon que ce fil puisse coulisser à l'intérieur et le long de ce passage avec des longueurs de dépassement à ses deux extrémités, et à exercer sur les deux extrémités du fil de tension des tractions en sens opposés tendant à raccourcir la longueur de fil engagée dans le passage précité et à resserrer la matière de la pièce.
- Selon un mode de réalisation préféré, les fils auxiliaires sont piqués de façon à former un surjet en bordure de la pièce, et le fil de tension est mis en place en continu, simultanément au piquage, au fur et à mesure dudit piquage.
- Le fil de tension et les fils auxiliaires qui le guident et le retiennent peuvent être disposés directement sur la pièce à plisser ou, au contraire, être disposés sur un ruban auxiliaire lequel est ensuite fixé, notamment par simple couture, en bordure de la pièce à plisser.
- Il convient de souligner que le procédé de l'invention présente des avantages marquants par rapport aux procédés de plissage utilisés dans le secteur de la confection ; en effet les plissages sont réalisés dans ce secteur au moyen d'un ourlet dans lequel est enfilé le fil de tension. Toutefois, la réalisation de cet ourlet qui consiste à plier et à rabattre la bordure du tissu et à coudre l'ensemble, est difficile dans les parties non linéaires et, en pratique, n'est pas possible dans les parties à fortes courbures sans coincer le fil de tension (en particulier dans les angles). De plus, un ourlet implique nécessairement deux épaisseurs superposées et parfois trois, alors que le procédé de l'invention permet d'effectuer le plissage en conservant une seule épaisseur en bordure de la pièce textile.
- Il est à noter que le procédé de l'invention présente également les avantages ci-dessus évoqués par rapport à une autre technique de plissage généralement utilisée pour plisser les rideaux (cette technique consiste à équiper la bordure de la pièce de tissu d'un galon fronceur, composé d'une bande traversée de part en part par un ruban plus étroit).
- Par ailleurs, l'invention s'étend à une machine à coudre modifiée pour permettre la mise en oeuvre du procédé précédemment défini. Cette machine est du type bien connu, comprenant un pied de biche, au moins une aiguille, au moins un crochet, des moyens d'entraînement de ces organes et des moyens d'alimentation en fils auxiliaires, en vue de la confection de points de surjets ; selon la présente invention, elle est équipée de moyens d'alimentation en fil de tension, de moyen de guidage dudit fil vers le pied de biche et d'un tunnel de guidage ménagé longitudinalement dans le pied de biche et s'ouvrant sous celui-ci, ledit tunnel étant transversalement positionné par rapport aux pied de biche, aiguille et crochets, de façon à guider le fil de tension à un niveau intermédiaire entre la ligne de piqûre et la ligne d'accrochage du surjet.
- Le fil de tension est ainsi amené à se dérouler en continu, et est guidé vers le pied de biche pour l'aligner en bordure de la pièce, le surjet se réalisant au-dessus et de part et d'autre de celui-ci.
- Une telle modification peu onéreuse de la machine à surjeter permet de mettre en place de façon automatisée le fil de tension en bordure des pièces de tissu (ou des rubans si l'on passe par un ruban auxiliaire).
- De plus, l'invention s'étend à un instrument destiné à faciliter l'exécution de l'opération de tractions sur les extrémités du fil de tension. Cet instrument se caractérise en ce qu'il comprend un support, deux plots rotatifs montés sur ledit support, des moyens de coincement de fil sur chaque plot, un organe manuel d'entralnement en rotation et un mécanisme de transmission intercalé entre ledit organe d'entralnement et lesdits plots rotatifs et apte à assurer une rotation en sens opposé de ceux-ci à partir d'une rotation dudit organe manuel.
- L'invention s'étend également, en tant que tel, à un ruban susceptible de constituer un auxiliaire pour la mise en oeuvre du procédé de plissage défini précédemment, ce ruban se caractérisant en ce qu'il comprend un fil de tension courant le long de celui-ci, ce fil de tension étant retenu par des fils auxiliaires piqués sur ledit ruban de façon à autoriser un coulissement longitudinal dudit fil de tension.
- Le procédé de l'invention peut être appliqué pour munir un objet d'une housse afin de l'habiller sur sa face antérieure. Le procédé d'habillage conforme à cette application est caractérisé en ce qu'il consiste en combinaison :
- - à découper une pièce en matière souple de forme correspondant à celle de la face antérieure de l'objet avec une marge supplémentaire sur le contour,
- - à piquer sur cette marge en bordure de la pièce, au moins un fil auxiliaire agencé pour préserver un passage s'étendant le long de ladite marge et à mettre en place un fil de tension dans ledit passage de façon que ce fil puisse coulisser à l'intérieur et le long de ce passage avec des longueurs de dépassement à ses deux extrémités,
- - à recouvrir la face antérieure de l'objet au moyen de la pièce de façon que la marge munie du fil de tension dépasse du contour de celui-ci,
- - à replier ladite marge en bordure de l'objet et à exercer sur les deux extrémités du fil de tension des tractions en sens opposés tendant à raccourcir la longueur du fil engagée dans le passage précité et à resserrer et plisser ladite marge,
- - et à bloquer les extrémités du fil de tension après tractions.
- Ce procédé est applicable, aussi bien au cas d'une housse dont la bordure doit être positionnée au dos de l'objet en regard de sa face postérieure, qu'à une housse dont la bordure doit être insérée dans une saignée pratiquée sur le pourtour de l'objet. Dans le premier cas, la marge munie du fil de tension est repliée vers la face postérieure de l'objet, puis le fil est resserré au voisinage de ladite face postérieure lors de l'opération de tractions. Dans le second cas, le fil de tension est positionné de façon à venir en regard de la saignée après repliage de la marge et est resserré pour s'insérer dans ladite saignée.
- Dans le procédé de l'invention, la marge peut être prévue à la largeur strictement nécessaire puisqu'elle n'a plus à être saisie pour tirer sur le tissu et qu'elle ne sert plus à fixer le tissu sur l'objet. Au contraire, ce sont les extrémités du fil de tension qui sont tirées et le tissu est maintenu par le resserrement de celui-ci derrière l'objet ou autour de celui-ci. Il est ainsi possible de réaliser des économies de matière par une découpe plus stricte des pièces. En outre, aucune surtaille n'est plus nécessaire et la bordure du tissu munie du surjet présente un aspect parfait qui contribue à donner au produit fini une apparence de qualité. De plus, la housse n'est pas bloquée le long du périmètre de l'objet comme c'est le cas lorsqu'elle est agrafée, fixée par liteau, collée ou soudée. Après blocage des extrémités du fil de tension, l'opérateur peut, le cas échéant, répartir les plis en faisant glisser la marge le long du fil de tension dans le sens circonférentiel.
- Ce procédé d'habillage conforme à l'invention peut être appliqué de façon particulièrement profitable à la fabrication de garnitures de siège composées d'un support rigide et d'une couche élastique (mousse ou autre). Il conditionne de considérables économies de main- d'oeuvre. Il est à noter en outre dans ce cas que la découpe de la pièce de tissu peut être très facilement adaptée en fonction du contour de la garniture pour obtenir après tension une forme finale désirée.
- Les extrémités du fil de tension peuvent être bloquées par tout moyen et notamment par un noeud les solidarisant. Pour des supports en bois ou analogue, ces extrémités peuvent être agrafées au dos de la garniture ou dans la saignée de son pourtour. Pour des supports métalliques, il est avantageux de munir le support d'au moins un ergot destiné à venir en saillie à l'emplacement des extrémités du fil de tension ; le blocage des extrémités de ce fil est alors assuré en refermant ce ou ces ergots vers le support pour coincer celles-ci.
- Le fil de tension peut être de tout type adapté à l'application. Dans certains cas, ce fil peut être un fil conducteur sur le plan électrique dont une extrémité prévue dépassante est fixée sur une partie métallique du siège afin de permettre une élimination des charges électrostatiques.
- Pour faciliter l'habillage d'une garniture possédant des angles, le support rigide de garniture est de préférence fabriqué en prévoyant sur sa face postérieure au moins un ergot au voisinage de chaque angle : le fil de tension est resserré de façon à venir en appui contre ces ergots en vue de mieux répartir l'effet de resserrement et de le limiter au niveau des angles.
- Le procédé d'habillage de garniture défini plus haut peut en particulier être mis en oeuvre sur une presse du type comprenant un plateau, une plaque mobile de compression située en regard dudit plateau, des moyens de déplacement de ladite plaque permettant de l'écarter ou de la rapprocher du plateau, et une forme de maintien de la garniture, portée par le plateau et présentant des bords relevés. Selon une caractéristique de la présente invention, ladite presse est équipée, sur deux côtés du plateau et au voisinage de celui-ci, de deux griffes de préhension des extrémités du fil de tension, lesdites griffes étant situées en face l'une de l'autre et montées sur des vérins aptes à les rapprocher ou à les écarter dans un plan sensiblement parallèle à celui du plateau, en vue d'exercer une traction sur lesdites extrémités du fil de tension.
- Une telle presse permet d'habiller les garnitures de siège dans de remarquables conditions d'économie sur les coûts de main-d'oeuvre.
- La présente invention s'étend, en tant que telles, aux garnitures de siège réalisées, comprenant un support rigide, une couche élastique, une housse souple couvrant une face de la garniture et comportant une marge rabattue sur le pourtour de cette face ou vers la face opposée, et caractérisées en ce que ladite housse est maintenue par un fil de tension retenu par des fils auxiliaires piqués le long de la marge précitée, ledit fil de tension étant tendu et bloqué de façon à plisser ladite marge et à la resserrer sur le pourtour de la garniture ou vers la face postérieure.
- D'autres caractéristiques, buts et avantages de l'invention ressortiront de la description qui suit en regard des dessins annexés, lesquels en présentent des exemples non limitatifs de réalisation ; sur ces dessins qui font partie intégrante de la présente description :
- - la figure 1 est une vue schématique en perspective d'une machine à coudre modifiée conformément à l'invention,
- - la figure 2 en est une coupe de détail du pied de biche par un plan transversal,
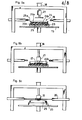
- - la figure 3 en est une coupe schématique,
- - la figure 4 est une vue de détail, illustrant le fonctionnement de ladite machine,
- - la figure 5 est un schéma d'une housse préparée au moyen de ladite machine, en vue de l'habillage d'une garniture de siège, cependant que la figure 6 illustre en coupe de détail la texture du bord de ladite housse,
- - la figure 7 est une vue schématique en perspective d'un ruban auxiliaire réalisé conformément à l'invention à l'aide de ladite machine,
- - la figure 8 est une vue schématique en perspective d'une presse d'habillage conforme à l'invention,
- - les figures 9a, 9b, 9c, 9d et 9e sont des vues schématiques illustrant le procédé d'habillage conforme à l'invention,
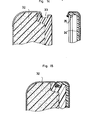
- - la figure 10 est une vue en perspective d'une garniture de siège obtenue par mise en oeuvre dudit procédé,
- - la figure 11 est une vue en coupe d'une variante de garniture, obtenue par le procédé de l'invention,
- - la figure 12 est une vue de détail en perspective d'une autre variante,
- - la figure 13 est une vue de détail en perspective d'un autre mode de réalisation en cours d'habillage,
- - les figures 14 et 15 sont des vues en coupe d'un dossier ou assise de siège habillé conformément à l'invention sur ses deux faces, respectivement, avant assemblage et après,
- - enfin, les figures 16, 17 et 18 sont des vues d'un instrument accessoire conforme à l'invention, respectivement en perspective et en coupes par deux plans perpendiculaires.
- La machine à coudre représentée à titre d'exemple aux figures 1, 2 et 3 est une machine à surjeter de type traditionnel comprenant un pied de biche 1, une aiguille 2 (ou éventuellement plusieurs) et des crochets (en l'exemple au nombre de deux) dont l'un est visible en 3 à la figure 1. Ces moyens sont associés à des moyens d'alimentation en fils auxiliaires 4 et à des moyens d'entraînement classiques, aptes à les mouvoir de façon appropriée pour confectionner des points de surjets. A la figure 1, on a supposé que la machine était alimentée au moyen de trois fils auxiliaires 4 en vue de réaliser un surjet à trois fils :
- . deux de ces fils sont travaillés par les deux crochets 3 afin de serpenter sur une face et sur l'autre, en s'accrochant ensemble le long d'une ligne d'accrochage -La- proche du bord de la pièce de tissu,
- . l'autre fil est travaillé par l'aiguille 2 afin de réaliser à travers la matière une ligne de piqure -Lp- maintenant les deux autres fils.
- Ces moyens et leur fonctionnement sont en eux-mêmes bien connus et ne seront pas décrits plus en détail.
- Selon la présente invention, la machine est dotée d'une bobine d'alimentation en un fil supplémentaire, dit fil de tension 5, de diamètre plus important que les fils auxiliaires 4 (en particulier bobine d'alimentation en elle-même de type classique, qui n'a pas été représentée).
- En outre, un tube rigide descendant 6 est fixé sur le front de la machine par une patte 7. Ce tube est agencé pour guider le fil de tension issu de la bobine d'alimentation jusqu'au voisinage du pied de biche 1, en regard de la partie amont de celui-ci.
- Un tube souple 8 de diamètre plus faible que le précédent est solidarisé au pied de biche 1 par une pièce de maintien 9, de façon qu'une de ses extrémités pénètre dans le tube rigide 6.
- L'autre extrémité de ce tube souple 8 vient se situer en regard d'un tunnel 10 qui est ménagé longitudinalement dans le pied de biche de façon à s'ouvrir sous celui-ci. Le tube souple 8 forme ainsi un passage continu entre le tube rigide 6 et le tunnel 10, et sa souplesse lui permet de se prêter aux mouvements du pied de biche.
- Le tunnel 10 est formé par une échancrure ménagée sous le pied de biche en bordure de celui-ci ; cette échancrure est latéralement obturée par une pièce en forme d'équerre 11 fixée sur le pied de biche à l'aide d'une vis 12. Le tunnel est ainsi transversalement positionné par rapport aux pied de biche, aiguille et crochets, de façon à guider le fil de tension 5 à un niveau intermédiaire entre la ligne de piqûre Pq et la ligne d'accrochage Pa du surjet.
- Ainsi, comme l'illustrent les figures 4, 5 et 6, le fil de tension 5 se déroule en continu et est guidé pour s'aligner en bordure de la pièce de tissu (référencée en 25 sur ces figures), de sorte que le surjet se confectionne au-dessus du fil 5 et l'emprisonne dans le passage longitudinal -P- préservé entre les ligne de piqûre Pq et ligne d'accrochage Pa. Dans ce passage, le fil de tension 5 reste libre de coulisser longitudinalement. Il est à noter qu'aucune difficulté n'est rencontrée aux angles : il suffit de tourner la pièce de tissu de la façon habituelle par rapport à la machine.
- Lorsque le surjet a été réalisé sur toute la bordure de la pièce de tissu, le fil de tension est coupé en laissant des longueurs de dépassement 5a, 5b à ses deux extrémités (figure 5).
- La pièce de tissu peut alors être plissée en exerçant des tractions en sens opposés sur ces longueurs, afin de raccourcir la longueur engagée dans le passage précité.
- Dans l'exemple de la figure 5, la pièce de tissu est directement équipée du fil de tension 5, en piquant les fils auxiliaires directement dans la matière de celle-ci, avec mise en place simultanée dudit fil de tension.
- Il est également possible d'utiliser un ruban auxiliaire 13 tel que représenté à la figure 7. Ce ruban comprend en bordure un fil de tension courant le long de celui-ci ; ce fil de tension est retenu comme précédemment par des fils auxiliaires piqués au moyen de la machine ci-dessus décrite.
- Ainsi, des rubans tels que 13 pourront être mis à la disposition des utilisateurs afin de leur éviter d'avoir à s'équiper d'une machine à surjeter modifiée : une simple machine à coudre traditionnelle suffit alors pour piquer le ruban en bordure de la pièce de tissu concernée.
- Par ailleurs, le plissage d'une pièce de tissu 25 munie d'un fil de tension comme expliqué plus haut est décrit ci-après dans le cadre de l'application du procédé à l'habillage d'une garniture de siège.
- Ce plissage et cet habillage sont réalisés au moyen d'une presse telle que représentée à la figure 8.
- Ladite presse comprend un bâti 14 qui porte un plateau horizontal 15, en l'exemple circulaire. Ce plateau est monté sur des moyens de pivotement tels que butée à bille 16, autorisant sa rotation autour d'un axe central perpendiculaire à son plan (en l'exemple axe vertical).
- Au-dessus du plateau 15, est disposée une plaque mobile de compression 17 qui est portée par un vérin 18 pour pouvoir être déplacée verticalement en regard du plateau ; de la même façon que le plateau, des moyens de pivotement tels que butée à bille 27 sont intercalés pour permettre de faire tourner la plaque autour du même axe vertical que le plateau.
- De plus, la presse est équipée sur deux côtés du plateau et au-dessus de celui-ci, de deux griffes de préhension telles que 19. Chaque griffe 19 est, en l'exemple, du type connu comprenant une plaquette de blocage 19a à arête avant dentée, articulée dans un cadre 19b : elle est ainsi apte à bloquer une extrémité de fil qui a été engagée dans ladite griffe comme le montre le détail de la figure 8.
- Les deux griffes 19 sont situées en face l'une de l'autre et montées sur des vérins à double effet 20 aptes à les rapprocher ou à les écarter dans un plan sensiblement parallèle à celui du plateau. Ces vérins sont de préférence fixés sur des supports 21 permettant d'en régler la position en fonction du type de garniture à habiller.
- Les vérins 20, en l'exemple de nature pneumatique, sont commandés de façon synchronisée au moyen d'une pédale 22.
- Les figures 9a à 9e illustrent le procédé mis en oeuvre au moyen de ladite presse d'habillage.
- Une forme de maintien 23 est posée au centre du plateau 15 ; elle possède des bords relevés 23a et sa forme est adaptée à celle de la garniture 24 à habiller.
- Cette garniture 24 est composée d'un support rigide 24a et d'une couche élastique de mousse 24b. Sa housse référencée en 25 est formée par une pièce de tissu du type de celle de la figure 5. Ladite pièce préalablement découpée à la forme de la garniture avec une marge supplémentaire 25a est donc munie du fil de tension 5 en bordure de cette marge.
- La pièce de tissu 25, la couche de mousse 24b et le support rigide 24a sont superposés dans la forme 23 comme l'illustre la figure 9a, la marge 25a de la pièce se trouvant relevée par les bords 23a de la forme. L'opérateur tourne le plateau 15 pour disposer les deux extrémités du fil de tension du côté des griffes 19.
- La plaque 17 est ensuite abaissée par action du vérin 18, jusqu'à comprimer la couche élastique 24b (figure 9b).
- Les griffes 19 sont alors rapprochées l'une de l'autre par action de leur vérin pneumatique 20 (figure 9c). L'opérateur croise les extrémités du fil de tension pour accrocher chacune d'elles sur la griffe opposée.
- Les griffes 19 sont ensuite écartées par action des vérins 20 (figure 9d). Au cours de leur mouvement, elles exercent sur les extrémités 5a, 5b des tractions qui resserrent et plissent la marge 25a, laquelle vient se rabattre contre la face postérieure du support rigide. Une excellente régularité des plis est obtenue en soumettant le plateau 15 à de petits mouvements de rotation dans un sens et dans l'autre (flèche R de la figure 5d : les butées à bille 16 et 27 autorisent cette rotation en position de compression).
- Les extrémités du fil de tension sont alors bloquées, par exemple par agrafage au moyen d'une agrafe 26, au dos du support rigide lorsque ce support est en bois ou analogue (figure 9e). Ces extrémités peuvent alors être coupées au voisinage de l'agrafe 26.
- Le procédé ci-dessus décrit autorise des économies de main d'oeuvre qui peuvent être évaluées à environ 50 % par rapport au procédé classique consistant à tirer la housse manuellement à l'arrière du support rigide, puis à agrafer celle-ci sur tout le pourtour.
- On obtient une garniture telle que repésentée de dos à la figure 10, qui possède de remarquables qualités de finition. Le procédé de l'invention permet de ne laisser qu'une marge M très étroite à l'arrière de la garniture, afin de réduire les consommations de tissu. De plus, le bord surjeté du tissu bénéficie d'une netteté parfaite sans aucun risque d'effilochage. Il est possible, le cas échéant, de déplacer ultérieurement les plis périphériques de la housse pour améliorer encore leur répartition. Rien n'empêche ensuite de fixer quelques agrafes autour de la housse pour figer celle-ci dans sa meilleure configuration.
- Le fil de tension 5 peut être de tout type : fil, synthétique, naturel ou le cas échéant fil métallique. Dans ce dernier cas, une longueur de dépassement peut être laissée en attente pour être fixée ultérieurement sur une partie métallique du siège telle que son pied : l'invention fournit ainsi un moyen simple pour éviter les accumulations de charges électrostatiques sur le siège.
- La figure 11 représente en coupe une garniture similaire à la précédente, mais dans laquelle le support rigide 28 est muni sur chant d'une saignée 29. La housse est réalisée de sorte que son fil de tension vienne se positionner en regard de cette saignée après repliage de la marge. Lors des tractions sur ses extrémités, ce fil de tension s'insère dans ladite saignée et vient se resserrer dans celle-ci. Le blocage des extrémités peut être assuré par tout moyen et notamment par une agrafe si le support est en bois ou analogue.
- Par ailleurs, la figure 12 représente, en perspective partielle, une autre variante de garniture, dans laquelle le support rigide est préalablement muni, lors de sa fabrication, d'un ergot 30, en saillie sur sa face postérieure, au voisinage de chaque angle. Cet ergot peut être rapporté par clouage, vissage... dans le cas d'un support en bois ou provenir d'une découpe emboutie dans le cas d'un support métallique. Lorsqu'il est resserré, le fil de tension vient en appui contre ces ergots 30 (du côté externe) de sorte que l'effet de resserrement se trouve limité au niveau des angles. On évite ainsi une tension trop accrue sur la pièce de tissu dans les zones de très fortes courbures.
- La figure 13 montre un mode possible de blocage des extrémités du fil de tension dans le cas d'un support rigide métallique (où un agrafage n'est pas possible). Ce support est préalablement muni lors de sa fabrication d'un (ou plusieurs) ergot 31 en saillie à l'emplacement des extrémités du fil de tension (découpe emboutie). A l'endroit où les extrémités se croisent, la marge du tissu est amenée à passer sous cet ergot et celui-ci est refermé vers le support (flèche F) pour coincer lesdites extrémités après tractions.
- Le procédé de l'invention est particulièrement bien adapté pour réaliser des dossiers ou assises de siège revêtus sur leurs deux faces, comme le schématisent les figures 14 et 15. Une garniture 32 du type précédent est réalisée avec un support rigide doté sur son pourtour de moyens d'emboîtement, en particulier d'une moulure périphérique d'emboîtement 33 ; cette garniture est habillée par le procédé de l'invention, notamment en resserrant le fil de tension de sa housse dans la moulure 33.
- Une plaque 34, dotée sur son pourtour de moyens d'emboltement conjugués de ceux de la garniture (en l'exemple collerette d'emboîtement 35 de forme et d'élasticité adaptées), est habillée de façon analogue au moyen d'une housse. Le fil de tension peut être resserré sur la face postérieure de la collerette d'emboltement.
- La garniture 32 et la plaque 34 sont ensuite présentées dos à dos de façon que leurs faces habillées soient en opposition, et sont emboîtées et serties en amenant leurs moyens d'emboltement à coopérer.
- Par ailleurs, l'opération de tractions sur les extrémités du fil de tension peut être exécutée dans certaines applications (habillage effectuée sans l'aide d'une presse, ou tout autre plissage de tissu) au moyen d'un instrument du type représenté aux figures 16, 17 et 18.
- Cet accessoire de faible taille pour pouvoir être tenu en main comprend un support 36 qui peut être constitué par un carter de forme plate. Sur celui-ci, sont montés deux plots rotatifs 37, 38 disposés en face l'un de l'autre. Chaque plot est doté de moyens de coincement d'une extrémité de fil.
- En l'exemple, chaque plot est réalisé en un matériau légèrement élastique et ces moyens de coincement sont constitués par une simple fente diamétrale 39 ménagée dans chaque plot. Les deux fentes des plots sont initialement disposées dans des plans parallèles (ou même légèrement divergent) comme l'illustre la figure 16, avec un pan coupé sur les moitiés en regard, de façon à pouvoir guider et bloquer parfaitement les extrémités de fil en positions croisées.
- Un organe manuel tel que poignée 40 permet d'entraîner ces plots par l'intermédiaire d'un mécanisme de transmission logé dans le support 36 ; ce mécanisme se compose en l'exemple d'un pignon 41 solidaire de la poignée, d'un pignon 42 solidaire du plot 37 et agencé en prise directe avec le pignon 41, et d'un pignon 43 solidaire de l'autre plot 38 et agencé en prise avec un pignon intermédiaire 44. Les deux plots 37 et 38 tournent ainsi en sens opposés lorsque la poignée est entraînée en rotation. Les pignons sont dimensionnés pour que ces rotations opposées s'effectuent à vitesse égale.
- En outre, un organe anti-retour, tel que roue à rochet 45 et cliquet 46, n'autorise la rotation du mécanisme que dans un sens afin d'éviter un retour après tractions sur les extrémités de fil.
- L'instrument ci-dessus décrit permet d'exercer, de façon pratique et sans effort, des tractions bien définies sur les extrémités du fil de tension lorsque celui-ci doit être resserré pour engendrer le plissage.
Claims (26)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86202035T ATE56760T1 (de) | 1985-11-20 | 1986-11-17 | Verfahren zum umhuellen von gegenstaenden, mittel zu seiner ausfuehrung und erzeugnis. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8517743A FR2590284B1 (fr) | 1985-11-20 | 1985-11-20 | Procede de plissage d'une piece souple, application a l'habillage d'objets, moyens de mise en oeuvre et produits obtenus |
| FR8517743 | 1985-11-20 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0223312A2 true EP0223312A2 (fr) | 1987-05-27 |
| EP0223312A3 EP0223312A3 (en) | 1989-08-23 |
| EP0223312B1 EP0223312B1 (fr) | 1990-09-19 |
Family
ID=9325308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86202035A Expired - Lifetime EP0223312B1 (fr) | 1985-11-20 | 1986-11-17 | Procédé d' habillage d'objets, moyens de mise en oeuvre et produits obtenus |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4732097A (fr) |
| EP (1) | EP0223312B1 (fr) |
| AT (1) | ATE56760T1 (fr) |
| DE (1) | DE3674343D1 (fr) |
| ES (1) | ES2017629B3 (fr) |
| FR (1) | FR2590284B1 (fr) |
| GR (1) | GR3002537T3 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2766213A1 (fr) * | 1997-07-15 | 1999-01-22 | Christian Guilhem | Procede de couture et machine a coudre permettant de degager un fil de tension d'un passage forme par un point de couture |
| US7291236B2 (en) | 2002-05-29 | 2007-11-06 | Christian Guilhem | Method and machine for producing a seam which is not susceptible to coming undone |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2634190B1 (fr) * | 1988-07-13 | 1992-04-17 | Guilhem Christian | Procede et dispositif pour le positionnement d'un objet en vue en particulier de son habillage au moyen d'une piece souple et/ou de son assemblage |
| US4986055A (en) * | 1990-02-16 | 1991-01-22 | Machine Design Systems, Inc. | Cushion compression machine for compressing a cushion and applying a cover to the cushion |
| US5189772A (en) * | 1991-01-14 | 1993-03-02 | Key Plastics Sales, Inc. | Method of upholstering |
| FR2678001B1 (fr) * | 1991-06-20 | 1993-09-17 | Guilhem Christian | Procede d'habillage d'objets au moyen d'une housse souple, moyen utilise lors de la mise en óoeuvre et produits obtenus. |
| US5187848A (en) * | 1991-10-22 | 1993-02-23 | Tachi-S Co. Ltd. | Method of assembling a seat back |
| FR2697826B1 (fr) * | 1992-11-06 | 1995-02-17 | Faure Bertrand Automobile | Coiffe et procédé pour recouvrir un coussin de siège de véhicule automobile. |
| AU6786994A (en) * | 1993-05-12 | 1994-12-12 | N.F.A. Corp. | Seat, upholstery attachment means, and upholstering method |
| US5529373A (en) * | 1994-06-27 | 1996-06-25 | Hon Industries Inc. | Apparatus and method for covering a chair form with fabric |
| FR2750087B1 (fr) * | 1996-06-19 | 1998-09-04 | Faure Bertrand Equipements Sa | Element de siege de vehicule comportant une coiffe tendue sur une armature metallique |
| US5935364A (en) * | 1996-10-02 | 1999-08-10 | Steelcase Inc. | Thermal forming upholstery process |
| US5768761A (en) * | 1997-02-13 | 1998-06-23 | Milliken Research Corporation | Chair seat frame system |
| US5950553A (en) * | 1997-07-16 | 1999-09-14 | Lear Corporation | Method and apparatus for slidably retaining a drawstring cord within a trim cover material |
| JP4317607B2 (ja) * | 1998-12-14 | 2009-08-19 | 株式会社日立製作所 | 情報処理装置、耐タンパ処理装置 |
| DE19912398A1 (de) * | 1999-03-19 | 2000-09-28 | Rolf Voelkle | Verfahren zum Beziehen der Oberfläche eines Sitzmöbels sowie dadurch hergestellte Sitzfläche oder Lehnenfläche |
| US20080246296A1 (en) * | 2007-04-03 | 2008-10-09 | Gm Global Technology Operations, Inc. | Static-Reducing Vehicle Seat |
| US8453306B2 (en) * | 2008-07-16 | 2013-06-04 | L & P Property Management Company | Method for upholstering box springs |
| DE102018202390A1 (de) * | 2018-02-16 | 2019-08-22 | Bayerische Motoren Werke Aktiengesellschaft | Kraftfahrzeugsitz, hiermit ausgestattetes Kraftfahrzeug sowie Verfahren zum Einstellen einer Bezugsspannung des Kraftfahrzeugsitzes |
| US11589678B2 (en) | 2019-01-17 | 2023-02-28 | Hni Technologies Inc. | Chairs including flexible frames |
| IT202000005974A1 (it) * | 2020-03-20 | 2021-09-20 | Quarrata Forniture S R L | Macchina per applicare una fodera ad un supporto |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE569937A (fr) * | ||||
| DE136699C (fr) * | 1901-01-23 | 1902-02-01 | ||
| FR553347A (fr) * | 1923-05-26 | 1923-05-22 | Procédé et dispositif pour emprisonner un fil sur une face d'un ouvrage, par une piqûre à la machine | |
| DE564636C (de) * | 1932-11-21 | Saechsische Corsetschonerfabri | Elastische Kanteneinfassung fuer Bekleidungsstuecke | |
| CH175992A (de) * | 1934-04-13 | 1935-03-31 | Singer Mfg Co | Nähmaschinendrückerfuss. |
| US2212485A (en) * | 1937-08-14 | 1940-08-20 | Sure Fit Products Company | Slip cover construction for upholstered furniture |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US726311A (en) * | 1901-10-02 | 1903-04-28 | Sophie Hessel | Thread-and-cord edge-finish for fabrics. |
| GB190624964A (en) * | 1906-11-06 | 1907-10-10 | William Buckler | Improvements in or relating to Knitted Garments. |
| GB190821028A (en) * | 1908-10-06 | 1909-11-08 | George Macbeth | Improvements in or connected with "Cash Registers." |
| US1717075A (en) * | 1924-08-04 | 1929-06-11 | Union Special Machine Co | Hat sweat and process of making the same |
| US2946069A (en) * | 1956-12-17 | 1960-07-26 | Jo An Shoe Mfg Co Inc | Method of manufacturing moccasins |
| US3424161A (en) * | 1966-02-25 | 1969-01-28 | Kendall & Co | Sewn diaper with non-raveling stitching |
-
1985
- 1985-11-20 FR FR8517743A patent/FR2590284B1/fr not_active Expired - Lifetime
-
1986
- 1986-11-17 AT AT86202035T patent/ATE56760T1/de not_active IP Right Cessation
- 1986-11-17 ES ES86202035T patent/ES2017629B3/es not_active Expired - Lifetime
- 1986-11-17 EP EP86202035A patent/EP0223312B1/fr not_active Expired - Lifetime
- 1986-11-17 DE DE8686202035T patent/DE3674343D1/de not_active Expired - Lifetime
- 1986-11-18 US US06/932,178 patent/US4732097A/en not_active Expired - Lifetime
-
1990
- 1990-11-19 GR GR90400941T patent/GR3002537T3/el unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE569937A (fr) * | ||||
| DE564636C (de) * | 1932-11-21 | Saechsische Corsetschonerfabri | Elastische Kanteneinfassung fuer Bekleidungsstuecke | |
| DE136699C (fr) * | 1901-01-23 | 1902-02-01 | ||
| FR553347A (fr) * | 1923-05-26 | 1923-05-22 | Procédé et dispositif pour emprisonner un fil sur une face d'un ouvrage, par une piqûre à la machine | |
| CH175992A (de) * | 1934-04-13 | 1935-03-31 | Singer Mfg Co | Nähmaschinendrückerfuss. |
| US2212485A (en) * | 1937-08-14 | 1940-08-20 | Sure Fit Products Company | Slip cover construction for upholstered furniture |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2766213A1 (fr) * | 1997-07-15 | 1999-01-22 | Christian Guilhem | Procede de couture et machine a coudre permettant de degager un fil de tension d'un passage forme par un point de couture |
| WO1999004079A1 (fr) * | 1997-07-15 | 1999-01-28 | Christian Guilhem | Procede de couture et machine a coudre permettant de degager un fil de tension d'un passage forme par un point de couture |
| US7291236B2 (en) | 2002-05-29 | 2007-11-06 | Christian Guilhem | Method and machine for producing a seam which is not susceptible to coming undone |
| US7857927B2 (en) | 2002-05-29 | 2010-12-28 | Christian Guilhem | Method and machine for producing a seam which is not susceptible to coming undone |
Also Published As
| Publication number | Publication date |
|---|---|
| US4732097A (en) | 1988-03-22 |
| ES2017629B3 (es) | 1991-03-01 |
| EP0223312B1 (fr) | 1990-09-19 |
| DE3674343D1 (de) | 1990-10-25 |
| GR3002537T3 (en) | 1993-01-25 |
| ATE56760T1 (de) | 1990-10-15 |
| FR2590284B1 (fr) | 1996-07-12 |
| FR2590284A1 (fr) | 1987-05-22 |
| EP0223312A3 (en) | 1989-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0223312B1 (fr) | Procédé d' habillage d'objets, moyens de mise en oeuvre et produits obtenus | |
| CA2070566C (fr) | Procede d'habillage d'objets au moyen d'une housse souple, moyen utilise lors de la mise en oeuvre et produits obtenus | |
| WO2006053909A1 (fr) | Machine automatique pour la formation d'un noeud a l'aide d'une ficelle en extremite d'une gaine tubulaire en vue de l'obturer par constriction sous l'effet du serrage du noeud | |
| FR2631987A1 (fr) | Dispositif d'avance automatique pour une machine a coudre utilisee notamment dans la fabrication d'un siege de vehicule | |
| BE498008A (fr) | ||
| EP1000189B1 (fr) | Procede de couture et machine a coudre permettant de degager un fil de tension d'un passage forme par un point de couture | |
| BE426458A (fr) | ||
| FR2626201A1 (fr) | Support textile brode, procede de decoration d'un support textile et dispositif permettant la mise en oeuvre dudit procede | |
| EP1384412A1 (fr) | Dispositif de fermeture à glissiere pour la jonction de deux bandes en cuir et procédé de réalisation du dit dispositif | |
| EP0008986A1 (fr) | Procédé d'habillage d'une matelassure par une feuille de garniture et bouton pour la mise en oeuvre de ce procédé | |
| FR2594303A1 (fr) | Procede de couture permettant de prevoir et de fixer des boucles fermees sur une zone d'une piece textile et installation de couture autorisant la mise en oeuvre dudit procede | |
| FR2791052A1 (fr) | Procede pour recouvrir la superficie d'un siege et surface d'assise ou de dossier ainsi fabriquee | |
| FR2590600A1 (fr) | Procede et dispositif de pose d'une bande elastique sur un article de bonneterie et articles obtenus selon ce procede. | |
| WO2016030622A1 (fr) | Procédé de réalisation d'une pièce ornementale à anneaux entrelacés | |
| FR2677922A1 (fr) | Materiau composite pour la confection et la decoration et son procede d'obtention. | |
| FR2648326A1 (fr) | Parure de tete pour mariee | |
| FR2621789A1 (fr) | Sac et son procede de fabrication | |
| FR2853915A1 (fr) | Mecanisme d'avance automatise pour machine a coudre | |
| EP0041905B1 (fr) | Procédé et dispositif pour la fixation par collage d'un matériau souple et imperméable sur une carcasse d'abat-jour | |
| FR2474071A1 (fr) | Procede de fabrication des pompons, des moyens de mise en oeuvre de ce procede et les produits obtenus | |
| FR2625877A1 (fr) | Attache pour le maintien de cravates, foulards et similaires | |
| FR2939378A1 (fr) | Procede et dispositif de fixation d'une garniture a une armature d'un siege | |
| FR2503199A1 (fr) | Remmailleuse au point de chainette pour la reunion ou la couture d'etoffes | |
| CH350943A (fr) | Procédé de fabrication d'une fermeture à curseur et fermeture à curseur obtenue par ce procédé | |
| BE510811A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RHK1 | Main classification (correction) |
Ipc: D05B 35/06 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890929 |
|
| 17Q | First examination report despatched |
Effective date: 19891123 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 56760 Country of ref document: AT Date of ref document: 19901015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3674343 Country of ref document: DE Date of ref document: 19901025 |
|
| ITF | It: translation for a ep patent filed |
Owner name: DOTT. ING. FRANCO RASTELLI |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3002537 |
|
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86202035.1 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20030930 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20031015 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20031130 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20041109 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041117 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20041117 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050602 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20050928 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20050930 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20051107 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20051108 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20051123 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20051129 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20051221 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20061116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20061117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20061118 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20061117 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20061118 |
|
| BERE | Be: lapsed |
Owner name: *GUILHEM CHRISTIAN Effective date: 20051130 |