EP0108312A2 - Vorrichtung zur Herstellung eines Gemisches - Google Patents
Vorrichtung zur Herstellung eines Gemisches Download PDFInfo
- Publication number
- EP0108312A2 EP0108312A2 EP83110526A EP83110526A EP0108312A2 EP 0108312 A2 EP0108312 A2 EP 0108312A2 EP 83110526 A EP83110526 A EP 83110526A EP 83110526 A EP83110526 A EP 83110526A EP 0108312 A2 EP0108312 A2 EP 0108312A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- housing
- side walls
- chamber
- hub
- chambers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C11/00—Combinations of two or more machines or pumps, each being of rotary-piston or oscillating-piston type; Pumping installations
- F04C11/001—Combinations of two or more machines or pumps, each being of rotary-piston or oscillating-piston type; Pumping installations of similar working principle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F35/00—Accessories for mixers; Auxiliary operations or auxiliary devices; Parts or details of general application
- B01F35/71—Feed mechanisms
- B01F35/714—Feed mechanisms for feeding predetermined amounts
- B01F35/7141—Feed mechanisms for feeding predetermined amounts using measuring chambers moving between a loading and unloading position, e.g. reciprocating feed frames
- B01F35/71411—Feed mechanisms for feeding predetermined amounts using measuring chambers moving between a loading and unloading position, e.g. reciprocating feed frames rotating or oscillating about an axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C5/00—Rotary-piston machines or pumps with the working-chamber walls at least partly resiliently deformable
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/70—Disassembly methods
Definitions
- the invention relates to a device for producing a mixture of at least two masses which are metered separately and mixed together in a predetermined ratio with at least one variable volume chamber provided for each mass, which is movably mounted in a housing in which an inlet and a sequence is provided which opens into the chamber in corresponding positions.
- Devices of this type have a rotor which is mounted eccentrically in a housing.
- This eccentric bearing of the rotor causes movements of rotor parts, which are made up of rotary movements on the one hand and transverse movements on the other.
- these combined movements are relatively susceptible to faults, so that it must be expected that the rotor or some parts of the rotor will get stuck within the housing at certain intervals. This risk is all the greater since materials are used for the production of the housing on the one hand and the rotor on the other hand, one of which does not show a good sliding behavior compared to the other.
- plastic parts acting against one another it must be expected that the surfaces sliding on one another will either wear excessively or heat up, so that one surface may even seize up on the other.
- the object of the present invention is therefore to improve the device of the type mentioned in the introduction so that it can be used for metering highly abrasive masses.
- the chambers have flexible side walls, the plane of which is perpendicular to the respective feed direction.
- Such side walls can be used to manufacture devices that can be used universally.
- the side walls can be made of a highly abrasion-resistant material, which prevents the walls from being weakened so much when metering highly abrasive masses that they are no longer suitable for transporting the masses to be metered.
- a device equipped with such side walls can be used for the metering of self-curing compositions which have to be in an exact mixing ratio to one another so that they can harden after the mixture has been produced.
- These self-curing compounds can be used, for example, to mark lanes. They then consist of pasty mixture components that are mixed with highly abrasive components, such as the smallest glass fragments and moraine.
- abrasive components ensure that the mixture has a high coefficient of friction after it has hardened, so that it is suitable for the production of road markings.
- the processing of the mixture components is very difficult. Unprotected devices wear out very quickly, even if they are made from very hard steels.
- the application of abrasion-resistant plastics is the only way to keep the abrasion rate as low as possible. Such plastic surfaces cannot be used in conventional devices, however, because they heat up too much due to the friction that occurs. For the device, therefore, completely new design principles had to be used, with the aid of which it was possible, on the one hand, to create variable-volume chambers and, on the other hand, to carry out movements in which the heating is kept within permissible limits.
- the device that can be produced in this way is not only suitable for mixing pasty masses. Rather, it is also possible to meter injectable compositions. The necessary tight fits can be done with the flexible Walls are observed. In this way, for example, sprayable multi-component paints can be dosed using the device.
- the device required for metering the powder can also be produced without an eccentric.
- This device essentially consists of two housings 1, 2, in which chambers 3, 4 are pivotally mounted about pivot axes.
- the pivot axes are formed by shafts 5, 6, which are driven by at least one motor 7.
- Sprockets 8, 9, which are connected to one another via a chain drive 10, can be fastened on the shafts 5, 6.
- the sprockets 8, 9 are provided with a different number of teeth 11, 12, the relationship of which determines the speed of the shafts 5, 7.
- Each of the two shafts 5, 6 is overhung in a bearing block 13, 14.
- the bearing blocks 13, 14 are connected to one another via a flange connection 15.
- the bearing blocks 13, 14 each consist of a sleeve 16, 17, in which the shafts 5, 6 via W ä lz - bearing 18, 19, 20, are mounted 21st
- a housing base plate 22, 23 is firmly connected to the bearing block 13, 14, for example via welds 24, 25.
- Each of the housing base plates 22, 23 spans a plane through which the shafts 5, 6 penetrate perpendicularly with their ends 26, 27 protruding from the bearing blocks 13, 14.
- These ends 26, 27 are concentrically surrounded by cylindrical housing parts 28, 29, which are guided in corresponding guides 30, 31 of the housing base plate 22, 23.
- the cylindrical housing parts 28, 29 are covered by end plates 32, 33, which are supported in similar guides 34, 35 on the cylindrical housing part 28, 29 as they are on the housing base plate 22, 23.
- the end plate 22, 23 is acted upon by a quick-release fastener 36, 37 in the direction of the cylindrical housing part 28, 29.
- This quick-release fastener 36, 37 consists of a screw 40, 41 provided with a rod 38, 39, which protrudes with a tip 42, 43 into a corresponding recess 44, 45 of the end plate 32, 33.
- the screw 40, 41 meshes with a thread 46, 47 which is formed in a yoke 48, 49 extending above the end plate 32, 33.
- In the yoke 48, 49 two bracket halves 50, 51; 52, 53 attached, which are guided along the outside of the cylindrical housing part 28, 29.
- the slot openings 58, 59 extend in a direction parallel to the shaft 5, 6 through the support lugs 66, 67.
- the support recesses 64, 65 are located on a side of the support lugs 66, 67 facing away from the end plates 32, 33.
- the slot openings 58, 59 have a width which corresponds to the cross section of the temple halves 50, 51; 52, 53 corresponds so that they can be inserted into the slot openings 58, 59.
- the ends of the slot openings 58, 59 are arranged so that the center points of the bearing depressions with the center point of the respectively assigned shaft 5, 6 lie on a diameter line.
- the slot openings extend either clockwise or counterclockwise in the same direction. This ensures that by pivoting the yoke 48, 49 about the screws 40, 41, the two bracket halves 50, 51; 52, 53 snap into slot openings 58, 59 in the same direction.
- Inlets 1, 2 open in a direction perpendicular to the axis of the cylindrical housing part 28, 29, inlets 68, 69 or outlets 70, 71. These inlets 68, 69 and outlets 70, 71 lie on a plane extending above the center line of the shafts 5, 6. Inlets 68, 69 and outlets 70, 71 form rectangular windows 72 which, apart from narrow edge areas 73, 74 and 75, 76, extend over the entire width and height of one . Half cylinder of the housing part 28, 29 extend. This large design of the windows 72 ensures that a large passage cross section is available for the mass entering the housing part 28, 29.
- inlet connectors 77, 78 or outlet connectors 79, 80 which are firmly connected to the cylindrical housing part 28, 29.
- Fittings 8], 82 and 83, 84 are fixedly connected to these outlet connections, by means of which the cross-sectional format assigned to the windows 72 is converted to a circular cross-section of connecting connections 85, 86 and 87, 88, respectively.
- connecting pieces 85, 86; 87, 88 are connected supply lines or discharge lines, not shown, through which the undosed mass is conveyed in the direction of the device or the metered quantities are conveyed away from it.
- a hub 89, 90 is fastened on the ends 26, 27 of the shaft 5, 6 within the cylindrical housing part 28, 29, for example with the aid of a wedge 91, 92.
- Slits 93 are formed in this hub, which extend in the direction of a central axis 94 of the hub 89, 90 extend in a star shape.
- the slots 93 have center lines 95 which intersect in the center axis 94 of the hub 89, 90.
- an eccentric 105, 106 is fastened via a screw connection 107, 108.
- This eccentric 105, 106 is designed as a comb 109, which is provided with tines 111 on both sides of a back 1 iC.
- These tines 111 have a circular sector-shaped cross section 112.
- This circular sector-shaped cross section 112 has an outer boundary 113 which adapts to the inside 102 of the cylindrical housing part 28, 29. This has a smaller radius than an inner boundary 114 facing the inside of the cylindrical housing part 28, 29.
- the outer boundary 113 and the inner boundary 114 converge at an acute angle 115, 116.
- the side walls 96, 97 slide from the inside 102 onto the tines 111.
- the hub 89, 90 rotates further, the distance between the hub 89, 90 and the tines 111 increases again.
- the back 110 protrudes in its area up to the inner boundary 114 of the tines 111, in this way it is prevented that mass can push through between the tines 111.
- the closest distance between the inner boundary 114 and the hub 89, 90 is measured at the bending radius which is reasonable for the side walls 96, 97. In the case of a material which is easy to bend, it is conceivable not to make this distance substantially larger than the wall thickness of the side walls 96, 97. In this way, care is taken that even in the area of this distance not much mass is transported back from the outlet 70, 71 in the direction of the inlet 68, 69.
- the distance between the tines 111 is dimensioned on the one hand so that the side walls 96, 97 are well guided on them even in the event of a sharp bend.
- the tines 111 must maintain distances 117 from one another, which together create a free cross-section that is large enough to ensure satisfactory filling of the chambers 3, 4 with mass.
- the contents of one chamber 3, 4 are pressed out of the drain 70, 71.
- the pressure required for this arises from the fact that the cross section becomes smaller in accordance with the cross section of the tines 111, except that the mass builds up in front of the back 110, so that the pressure built up as a result only occurs through the outlet 70, 71 and on it subsequent connecting piece 85, 86; 87, 88 can compensate.
- the side walls 96, 97 running onto the tines 111 bend as the shaft 5, 6 rotates further in the direction of the chamber 3, 4 following in the direction of rotation 98. In this way, the volume of the chambers 3, 4 is considerably reduced, as a result of which the pressure of the mass in the outlet 7C, 71 increases.
- the side walls 96, 97 slowly straighten up again in accordance with the course of the inner boundary 114. This increases the volume of the chambers 3, 4 in the area of the inlet 68, 69.
- the enlargement of the chambers 3, 4 creates in the area of the inlet 68, 69 a negative pressure sucking the mass through the inlet 68, 69.
- the masses leaving the outlet 70, 71 are conveyed through the connecting piece 87, 88 in the direction of a mixing device in which they are mixed continuously and consumed immediately thereafter. In this way it is ensured that the curing of the masses only takes place at the place of use.
- the hub 89, 90 can also be provided with a wear-resistant coating.
- the side walls 96, 97 are made of a highly wear-resistant material, the strength of which is dimensioned on the one hand so that the side walls 96, 97 can convey the mass through the housing 1, 2.
- the side walls' must be flexible enough to be able to perform the bends in the area of the back 110th
- linings are also provided in all other parts of the housing 1, 2, for example on the inner sides of the housing base plate 22, 23 or end plate 32, 33 facing the chambers 3, 4. It is also possible for the hub 89, 90 and the To produce side walls 96, 97 together in the form of a piece. This creates a component that can be easily attached to the shaft 5, 6 and released again. This one-piece design improves the interchangeability of the wearing parts and thus the ease of maintenance of the device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Feeding, Discharge, Calcimining, Fusing, And Gas-Generation Devices (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
Abstract
Bei einer Vorrichtung zur Herstellung eines Gemisches werden mindestens zwei Massen getrennt voneinander dosiert und in einem vorbestimmten Verhältnis miteinander gemischt. Für jede Masse ist mindestens eine Kammer variablen Volumens vorgesehen, die in einem Gehäuse beweglich gelagert ist. In dem Gehäuse ist ein Zulauf und ein Ablauf vorgesehen, die in entsprechenden Stellungen der Kammer in diese münden. Die Kammern weisen flexible Seitenwandungen auf, deren Ebenen senkrecht zur jeweiligen Schubrichtung verlaufen. Die Kammern sind um eine gemeinsame Achse verschwenkbar angeordnet. Jede Kammer ist außer von den beiden flexiblen Seitenwandungen von Wandungen des Gehäuses sowie einer Nabe begrenzt, die auf einer Welle befestigt ist.
Description
- Die Erfindung betrifft eine Vorrichtung zur Herstellung eines Gemisches aus mindestens zwei Massen, die getrennt voneinander dosiert und in einem vorbestimmten Verhältnis miteinander gemischt werden mit mindestens einer für jede Masse vorgesehenen Kammer variablen Volumens, die in einem Gehäuse beweglich gelagert ist, in dem ein Zulauf und ein Ablauf vorgesehen sind, die in entsprechenden Stellungen der Kammer in diese münden.
- Derartige Vorrichtungen weisen einen Rotor auf, der in einem Gehäuse exzentrisch gelagert ist. Diese exzentrische Lagerung des Rotors ruft Bewegungen von Rotorteilen hervor, die sich zusammensetzen aus Drehbewegungen einerseits und transversalen Bewegungen andererseits. Diese kombinierten Bewegungsabläufe sind einerseits relativ störanfällig, so daß damit gerechnet werden muß, daß der Rotor oder einige Teile des Rotors sich in gewissen Zeitabständen innerhalb des Gehäuses festsetzen. Diese Gefahr ist umso größer, als für die Herstellung des Gehäuses einerseits und des Rotors andererseits Materialien verwendet werden, von denen das eine gegenüber dem anderen kein gutes Gleitverhalten zeigt. Insbesondere muß bei sich einander beaufschlagenden Kunststoffteilen damit gerechnet werden, daß die aufeinander gleitenden Flächen sich entweder übermäßig stark abnutzen oder sich erwärmen, so daß sich eventuell sogar die eine Fläche auf der anderen festfrißt.
- Aufgabe der vorliegenden Erfindung ist es daher, die Vorrichtung der einleitend genannten Art so zu verbessern, daß sie zur Dosierung stark abreibender Massen eingesetzt werden kann.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die Kammern flexible Seitenwandungen aufweisen, deren Ebene senkrecht zur jeweiligen Vorschubrichtung verläuft.
- Derartige Seitenwandungen können zur Herstellung von Vorrichtungen eingesetzt werden, die universell einsetzbar sind. Insbesondere können die Seitenwandungen aus einem hochabriebfesten Werkstoff hergestellt werden, der verhindert, daß bei der Dosierung stark abreibender Massen die Wandungen so stark geschwächt werden, daß sie zum Transport der zu dosierenden Massen nicht mehr geeignet sind. In diesem Sinne kann eine mit derartigen Seitenwandungen ausgerüstete Vorrichtung für die Dosierung von selbstaushärtenden Massen eingesetzt werden, die in einem genauem Mischungsverhältnis zueinander stehen müssen, damit sie nach Herstellung des Gemisches aushärten können. Diese selbstaushärtenden Massen können beispielsweise zur Markierung von Fahrbahnen Verwendung finden. Sie bestehen dann aus pastösen Mischungskomponenten, die mit stark abreibenden Bestandteilen, beispielsweise kleinsten Glassplittern und Moräne versetzt werden. Diese abreibenden Bestandteile sorgen dafür, daß das Gemisch nach seinem Aushärten einen hohen Reibungskoeffizienten aufweist, so daß es sich für die Herstellung von Straßenmarkierungen eignet. Andererseits ist die Verarbeitung der Mischungskomponenten sehr schwierig. Ungeschützte Vorrichtungen verschleißen sehr schnell, auch wenn sie aus sehr harten Stählen hergestellt werden. Die Aufbringungen von abriebfesten Kunststoffen ist die einzige Möglichkeit, die Abriebrate so gering wie möglich zu halten. Derartige Kunststoffoberflächen können aber bei herkömmlichen Vorrichtungen nicht verwendet werden, da sie sich aufgrund der auftretenden Reibungen zu stark erwärmen. Für die Vorrichtung mußten daher völlig neue Konstruktionsprinzipien Anwendung finden, mit deren Hilfe es möglich war, einerseits volumenveränderliche Kammern zu schaffen und andererseits Bewegungen durchzuführen, bei denen sich die Erwärmung in zulässigen Grenzen hält. Zu diesem Zwecke bedurfte es einer Lagerung des Rotors, bei der nur rotierende Bewegungsabläufe der sich gegenseitig beaufschlagenden Flächen zu erwarten sind. Andererseits mußten Möglichkeiten für die Herstellung von Kammern veränderlicher Volumina geschaffen werden. Diese Kammern werden mit flexiblen Seitenwandungen ausgerüstet, die sich im Gehäuse angebrachten Exzentern anpassen können. Diese flexiblen Seitenwandungen werden im Bereich des Exzenters an verschiedenen Stellen ihrer Oberflächen vom Exzenter beaufschlagt. Auf diese Weise wird verhindert, daß nur eine Stelle der Seitenwandungen mit hohem Druck beaufschlagt wird. Der Druck verteilt sich vielmehr auf eine Vielzahl von Stellen, die je nach augenblicklichem Bewegungszustand vom Exzenter beaufschlagt werden. Eine örtliche Überhitzung wird auf. diese Weise vermieden. Darüber hinaus ist diese Konstruktion sehr preiswert. Nachdem eine Form zur Herstellung der Seitenwandungen geschaffen worden ist, können die Seitenwandungen sehr billig hergestellt werden. Außerdem lassen sie sich leicht auswechseln, so daß sie als Verschleißteile anzusehen sind, deren Lagerhaltung relativ billig ist. Schließlich ist es denkbar, die Seitenwandungen mit der Nabe so zusammenzufassen, daß sie ein einzige.s Bauteil mit der Nabe bilden. Dieses Bauteil kann auf einfache Weise auf der Welle befestigt und von ihr wieder gelöst werden. Auch dieses aus.den Seitenteilen und der Nabe bestehende Bauteil ist als ein sehr billiges Verschleißteil anzusehen, das einerseits eine hohe Abriebfestigkeit aufweist und andererseits durch wenige Handgriffe gegen ein neues ausgewechselt werden kann.
- Die auf diese Weise herstellbare Vorrichtung eignet sich nicht nur zur Mischung pastöser Massen. Es ist vielmehr auch möglich, spritzbare Massen zu dosieren. Die dazu notwendigen engen Passungen können mit Hilfe der flexiblen Wandungen eingehalten werden. Auf diese Weise können beispielsweise spritzbare Mehrkomponentenfarben mit Hilfe der Vorrichtung dosiert werden.
- Andererseits ist es auch möglich, mindestens eine der zur Herstellung des Gemisches notwendigen Komponenten in Form eines Pulvers zu verarbeiten. Insbesondere ist es möglich, einen Pulverhärter zu verwenden, mit dessen Hilfe eine Grundmasse so angereichert werden kann, daß sie in einer vorgegebenen Zeit aushärtet. In diesem Falle kann die für die Dosierung des Pulvers notwendige Vorrichtung auch ohne Exzenter hergestellt werden.
- Weitere Einzelheiten der Erfindung ergeben sich aus der nachfolgenden ausführlichen Beschreibung und den beigefügten Zeichnungen, in denen eine bevorzugte Ausführungsform der Erfindung beispielsweise veranschaulicht ist.
- In'den Zeichnungen zeigen:
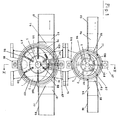
- Fig. 1 : Einen Querschnitt durch eine Vorrichtung entsprechend der Schnittlinie I-I in Figur 2, Fig. 2 : einen Längsschnitt durch eine Vorrichtung gemäß der Schnittlinie 11-11 in Figur 1,
- Fig. 3 : eine Draufsicht auf einen zylinderischen Gehäuseteil;
- Fig. 4 : einen Längsschnitt durch einen zylinderischen Gehäuseteil gemäß der Schnittlinie IV-IV in Figur 3,
- Fig. 5 : eine Draufsicht auf eine Gehäusegrundplatte,
- Fig. 6 : einen Querschnitt durch eine Genäusegrundplatte gemäß der Schnittlinie VI-VI in Figur 5,
- Fig. 7 : eine Draufsicht auf einen Exzenter,
- Fig. 8 : eine Seitenansicht eines Exzenters,
- Fig. 9 : eine Frontansicht eines Exzenters,
- Fig.10 : eine Frontansicht einer Nabe und
- Fig. 11: eine Seitenansicht eines aus Nabe und Seitenwandungen bestehenden einstückigen Bauteils.
- Das erfindungsgemäße Verfahren wird am zweckmäßigsten mit einer Vorrichtung der nachfolgend beschriebenen Art durchgeführt. Diese Vorrichtung besteht im wesentlichen aus zwei Gehäusen 1 , 2, in denen Kammern 3, 4 um Schwenkachsen verschwenkbar gelagert sind. Die Schwenkachsen werden von Wellen 5, 6 gebildet, die von mindestens einem Motor 7 angetrieben werden. Auf den Wellen 5, 6 können Kettenräder 8, 9 befestigt sein, die über einen Kettentrieb 10 miteinander verbunden sind. Die Kettenräder 8, 9 sind mit einer unterschiedlichen Anzahl von Zähnen 11, 12 versehen, deren Verhältnis zueinander die Drehzahl der Wellen 5, 7 bestimmt.
- Jede der beiden Wellen 5, 6 ist in einem Lagerbock 13, 14 fliegend gelagert. Die Lagerböcke 13, 14 sind über eine Flanschverbindung 15 miteinander verbunden. Die Lagerböcke 13, 14 bestehen aus je einer Hülse 16, 17, in denen die Wellen 5, 6 über Wälz- lager 18, 19, 20, 21 gelagert sind.
- Mit dem Lagerbock 13, 14 ist eine Gehäusegrundplatte 22, 23 fest, beispielsweise über Schweißnähte 24, 25 verbunden. Jede der Gehäusegrundplatten 22, 23 spannt eine Ebene auf, durch die die Wellen 5, 6 mit ihrem aus den Lagerböcken 13, 14 herausragenden Enden 26, 27 senkrecht hindurchdringen. Diese Enden 26, 27 sind konzentrisch umgeben von zylinderischen Gehäuseteilen 28, 29, die in entsprechenden Führungen 30, 31 der Gehäusegrundplatte 22, 23 geführt werden. Auf ihren der Gehäusegrundplatte 22, 23 abgewandten Enden sind die zylinderischen Gehäuseteile 28, 29 von Stirnplatten 32, 33 abgedeckt, die in ähnlichen Führungen 34, 35 auf dem zylinderischen Gehäuseteil 28, 29 gelagert sind wie dieser auf der Gehäusegrundplatte 22, 23.
- Die Stirnplatte 22, 23 wird von einem Schnellverschluß 36, 37 in Richtung auf den zylinderischen Gehäuseteil 28, 29 beaufschlagt. Dieser Schnellverschluß 36, 37 besteht aus einer mit einem Stab 38, 39 versehenen Schraube 40, 41, die mit einer Spitze 42, 43 in eine entsprechende Vertiefung 44, 45 der Stirnplatte 32, 33 hineinragt. Die Schraube 40, 41 kämmt mit einem Gewinde 46, 47, das in einem sich oberhalb der Stirnplatte 32, 33 erstreckenden Joch 48, 49 ausgebildet ist. In dem Joch 48, 49 sind außerdem jeweils zwei Bügelhälften 50, 51; 52, 53 befestigt, die außerhalb des zylinderischen Gehäuseteils 28, 29 an diesem entlang geführt werden. Sie ragen mit ihren dem Joch 48, 49 abgewandten Enden 54, 55; 56, 57 in ihnen angepaßte Schlitzöffnungen 58, 59 hinein, mit denen die Enden 54, 55; 56, 57 Bajonettverschlüsse bilden. Zu diesem Zwecke sind die Enden 54, 55; 56; 57 mit Auflagenringen 60, 61; 62, 63 versehen, die entsprechende Auflagervertiefungen 64, 65 der Schlitzöffnungen 58, 59 beaufschlagen. Diese Auflagervertiefungen 64, 65 umgeben konzentrisch die Schlitzöffnungen 58, 59 an deren in Auflageransätze 66, 67 hineinragenden Ende. Diese Auflageransätze 66, 67 sind mit der Gehäusegrundplatte 22, 23 beispielsweise durch Schweißnähte fest verbunden. Die Schlitzöffnungen 58, 59 erstrecken sich in einer parallel zur Welle 5, 6 verlaufenden Richtung durch die Auflageransätze 66, 67. Die Auflagervertiefungen 64, 65 befinden sich auf einer den Stirnplatten 32, 33 abgewandten Seite der Auflageransätze 66, 67. Die Schlitzöffnungen 58, 59 besitzen eine Breite, die dem Querschnitt der Bügelhäl ften50, 51; 52, 53 entspricht, so daß diese in die Schlitzöffnungen 58, 59 hineingeführt werden können. Die Enden der Schlitzöffnungen 58, 59 sind so angeordnet, daß die Mittelpunkte der Auflagervertiefungen mit dem Mittelpunkt der jeweils zugeordneten Welle 5, 6 auf einer Durchmesserlinie liegen. Die Schlitzöffnungen erstrecken sich entweder im Sinne des Uhrzeigers oder im Gegensinne des Uhrzeigers in die gleiche Richtung. Auf diese Weise ist gewährleistet, daß durch eine Verschwenkung des Jochs 48, 49 um die Schrauben 40, 41 die beiden Bügelhälften 50, 51; 52, 53 gleichsinnig in die Schlitzöffnungen 58, 59 einrasten.
- ln das Gehäuse 1, 2 münden in einer senkrecht zur Achse des zylinderischen Gehäuseteils 28, 29 verlaufenden Richtung Zuläufe 68, 69 bzw. Abläufe 70, 71 ein. Diese Zuläufe 68, 69 bzw. Abläufe 70, 71 liegen auf einer sich oberhalb der Mittellinie der Wellen 5, 6 erstreckenden Ebene. Die Zuläufe 68, 69 bzw. Abläufe 70, 71 bilden rechteckige Fenster 72, die bis auf schmale Randbereiche 73, 74 bzw. 75, 76 sich über die gesamte Breite und Höhe eines . Halbzylinders des Gehäuseteils 28, 29 erstrecken. Durch diese große Ausbildung der Fenster 72 ist gewährleistet, daß ein großer Durchtrittsquerschnitt für die in den Gehäuseteil 28, 29 eintretende Masse zur Verfügung steht. Unmittelbar an das Fenster 72 schließen sich fest mit dem zylinderischen Gehäuseteil 28, 29 verbundene Eintrittsstutzen 77, 78 bzw. Austrittsstutzen 79, 80 an. Mit diesen Austrittsstutzen sind Formstücke 8], 82 bzw. 83, 84 fest verbunden, durch die das den Fenstern 72 zugeordnete Querschnittsformat auf einen kreisförmigen Querschnitt von Anschlußstutzen 85, 86 bzw. 87, 88 umgeformt wird. Mit diesen Anschlußstutzen 85, 86; 87, 88 sind nicht dargestellte Zuleitungen bzw. Ableitungen verbunden, durch die die undosierte Masse in Richtung auf die Vorrichtung gefördert bzw. die dosierten Mengen von ihr weggefördert wer- den.
- Innerhalb des zylinderischen Gehäuseteils 28, 29 ist auf den Enden 26, 27 der Welle 5, 6 eine Nabe 89, 90 befestigt, beispielsweise mit Hilfe eines Keils 91, 92. In dieser Nabe sind Schlitze 93 ausgebildet, die sich in Richtung auf eine Mittelachse 94 der Nabe 89, 90 sternförmig erstrecken. Die Schlitze 93 weisen Mittellinien 95 auf, die sich in der Mittelachse 94 der Nabe 89, 90 schneiden.
- In den Schlitzen 93 sind Seitenwandungen 96, 97 der Kammern 3, 4 befestigt. Diese Seitenwandungen 96, 97 begrenzen die Kammern 3, 4 auf ihren in Drehrichtung 98 der Nabe 89, 90 hegenden Vorseiten 99 bzw. Rückseiten 100. Mit ihren von der Nabe 89, 90 abgewandten Enden berühren die Seitenwandungen 96, 97 einen Belag 101, der auf einer der Nabe 89, 90 zugewandten Innenseite 102 des zylinderischen Gehäuseteils 28, 29 aufgebracht ist. Dieser Belag 101 besitzt eine hohe Festigkeit gegen Abrieb, so daß er die Innenseite 102 gegen Abrieb schützt. Der Belag 101 ist daher auf einer den Zuläufen 68, 69 bzw. Abläufen 70, 71 abgewandten unteren Hälfte 103 des zylinderischen Gehäuseteils 28, 29 aufgebracht.
- In eine r dieser unteren Hälfte gegenüberliegenden oberen Hälfte 104 ist ein Exzenter 105, 106 über eine Schraubverbindung 107, 108 befestigt. Dieser Exzenter 105, 106 ist als ein Kamm 109 ausgebildet, der nach beiden Seiten eines Rückens 1 iC mit Zinken 111 versehen ist. Diese Zinken 111 besitzen einen kreissektorförmigen Querschnitt 112. Dieser kreissektonförmige Querschnitt 112 besitzt eine sich der Innenseite 102 des zylinderischen Gehäuseteils 28, 29 anpassende äußere Begrenzung 113. Diese besitzt einen kleineren Radius als eine dem Inneren des zylinderischen Gehäuseteils 28, 29 zugewandte innere Begrenzung 114. Die äußere Begrenzung 113 und die innere Begrenzung 114 laufen in einem spitzen Winkel 115, 116 aufeinander zu. Im Bereiche dieses spitzen Winkels 115, 116 gleiten die Seitenwandungen 96, 97 von der Innenseite 102 auf die Zinken 111 über. Dabei wird der Abstand zwischen der Nabe 89, 90 und dem Kamm 109 entsprechend der Wölbung der Zinken 111 in Drehrichtung der Nabe 89, 90 immer geringer, so daß sich die flexiblen Seitenwandungen 96, 97 umbiegen. Sie erstrecken sich dabei in Richtung der ihnen jeweils in Drehrichtung nachfolgenden Kammer 3, 4, deren Volumen entsprechend der Umbiegung der Seitenwandungen 96, 97 bis zum Rücken 110 des Kammes 109 immer kleiner wird. Im Zuge der weiteren Drehung der Nabe 89, 90 wird der Abstand zwischen der Nabe 89, 90 und den Zinken 111 wieder größer. Dadurch kennen sich die Seitenwandungen in Richtung auf die untere Hälfte 103 wieder weiter aufrichten, bis sie am Ende der Zinken 111 sich wieder vollkommen gestreckt haben und mit ihren Enden bis an den Belag 101 heranreichen. Durch die Vergrößerung des Volumens der Kammern 3, 4 entsteht in diesen ein Unterdruck, durch den die zu dosierende Masse durch den Zulauf 68, 69 in die jeweils sich vergrößernde Kammer 3, 4 angesaugt wird.
- Der Rücken 110 ragt in seinem Bereich bis auf die innere Begrenzung 114 der Zinken 111 vor, auf diese Weise wird verhindert, daß sich Masse zwischen den Zinken 111 hindurchdrücken kann. Der engste Abstand zwischen der inneren Begrenzung 114 und der Nabe 89, 90 bemißt sich an dem den Seitenwandungen 96, 97 zumutbaren Biegeradius. Bei einem biegefreudigen Material ist es denkbar, diesen Abstand nicht wesentlich größer zu machen als es der Wandstärke der Seitenwandungen 96, 97 entspricht. Auf diese Weise ist dafür Sorge getragen, daß auch im Bereich dieses Abstandes nicht viel Masse vom Ablauf 70, 71 in Richtung auf den Zulauf 68, 69 zurücktransportiert wird.
- Der Abstand der Zinken 111 ist einerseits so bemessen, daß die Seitenwandungen 96, 97 auch bei starker Biegung gut auf ihnen geführt werden. Andererseits müssen die Zinken 111 Abstände 117 voneinander einhalten, die gemeinsam einen freien Querschnitt schaffen, der groß genug ist, um eine befriedigende Füllung der Kammern 3, 4 mit Masse zu gewährleisten.
- Mit Hilfe dieser Vorrichtung läuft das erfindungsgemäße Verfahren wie folgt ab:
- Der Motor 7 wird in Betrieb gesetzt. Dabei kann es sich um einen elektrischen, hydraulischen oder pneumatischen Antrieb handeln. Mit seiner Hilfe werden die Wellen 5, 6 in Bewegung gesetzt. Je nach der Bemessung der Kettenräder 8, 9 läuft eine der Wellen 5, 6 gleich schnell oder schneller als die andere Welle 6, 5. Die mit den Wellen 5, 6 bewegten Seitenwandungen 96, 97 fördern die durch den Zulauf 68, 69 zuströmenden Massen durch die untere Hälfte 103 des zylinderischen Gehäuseteils 28, 29. Je nach der Größe der Kammern 3, 4 und der gewählten Drehzahl der Wellen 5, 6 ist die geförderte Menge der Masse groß oder klein.
- Im Bereich des Ablaufs 70, 71 wird der Inhalt jeweils einer Kammer 3, 4 aus dem Ablauf 70, 71 herausgedrückt. Der dazu notwendige Druck entsteht dadurch, daß der Querschnitt entsprechend dem Querschnitt der Zinken 111 kleiner wird, Außer- ,dem staut sich die Masse vor dem Rücken 110, so daß sich der dadurch aufgebaute Druck nur durch den Ablauf 70, 71 und den sich daran anschließenden Anschlußstutzen 85, 86; 87, 88 ausgleichen kann.
- Die auf die Zinken 111 auflaufenden Seitenwandungen 96, 97 biegen sich bei weiterer Drehung der Welle 5, 6 in Richtung der jeweils in Drehrichtung 98 nachfolgenden Kammer 3, 4 um. Auf diese Weise wird das Volumen der Kammern 3, 4 erheblich verkleinert, wodurch der Druck der Masse im Ablauf 7C, 71 ansteigt. Nach dem Passieren des Rückens 110 richten sich die Seitenwandungen 96, 97 entsprechend dem Verlauf der inneren Begrenzung 114 langsam wieder auf. Dadurch vergrößert sich das Volumen der Kammern 3, 4 im Bereich des Zulaufs 68, 69. Durch die Vergrößerung der Kammern 3, 4 entsteht im Bereich des Zulaufs 68, 69 ein die Masse durch den Zulauf 68, 69 ansaugender Unterdruck.
- Die den Ablauf 70, 71 verlassenden Massen werden durch die Anschlußstutzen 87, 88 in Richtung auf eine Mischeinrichtung gefördert, in denen sie kontinurierlich gemischt und im unmittelbarem Anschluß daran verbraucht werden. Auf diese Weise ist gewährleistet,daß die Aushärtung der Massen erst am Einsatzort stattfindet.
- Außer den Innenseiten 102 kann auch die Nabe 89, 90 mit einem verschleißfesten Belag versehen werden. Darüber hinaus sind auch die Seitenwandungen 96, 97 aus einem hochverschleißfesten Material hergestellt, dessen Festigkeit einerseits so bemessen ist, daß die Seitenwandungen 96, 97 die Masse durch das Gehäuse 1, 2 fördern kann. Andererseits müssen die Seitenwandungen 'flexibel genug sein, um die Biegungen im Bereich des Rückens 110 durchführen zu können. Darüber hinaus sind Beläge auch in allen übrigen Teilen des Gehäuses 1, 2 vorgesehen, beispielsweise auf den den Kammern 3, 4 zugewandten Innenseiten der Gehäusegrundplatte 22, 23 bzw. Stirnplatte 32, 33. Es ist auch möglich, die Nabe 89, 90 und die Seitenwandungen 96, 97 gemeinsam in Form eines Stückes herzustellen. Dadurch entsteht ein Bauteil, das leicht auf der Welle 5, 6 befestigt und wieder gelöst werden kann. Diese einstückige Ausbildung verbessert die Austauschbarkeit der Verschleißteile und damit die Wartungsfreundlichkeit der Vorrichtung.
- Es ist auch möglich, die Kammern in anderer Weise vom Zulauf 68, 69 zum Ablauf 70, 71 zu bewegen. Beispielsweise können insoweit lineare Bewegungen auf einem Band in Betracht kommen.
- Darüber hinaus ist es auch denkbar, die Förderung der Massen durch das Gehäuse 1, 2 auf andere Weise vorzunehmen. Es ist nicht notwendig, das Volumen der Kammern 3, 4 mit Hilfe eines im Gehäuse 1, 2 zu befestigenden Exzenters zu verkleinern bzw. zu vergrößern. Insbesondere ist es denkbar, innerhalb der Kammern bewegliche Böden bzw. Decken anzuordnen, die das Volumen der Kammern 3, 4 im Bereich der Zuläufe 68, 69 vergrößern bzw. im Bereich der Abläufe 70, 71 verkleinern.
Claims (32)
1. Vorrichtung zur Herstellung eines Gemisches aus mindestens zwei Massen, die getrennt voneinander dosiert und in einem vorbestimmten Verhältnis miteinander gemischt werden mit mindestens einer für jede Masse vorgesehenen Kammer variablen Volumens, die in einem Gehäuse beweglich gelagert ist, in dem ein Zulauf und ein Ablauf vorgesehen sind, die in entsprechenden Stellungen der Kammer in diese münden, dadurch gekennzeichnet, daß die Kammern (3, 4) flexible Seitenwandungen (96, 97) aufweisen, deren Ebene senkrecht zur jeweiligen Vorschubrichtung verläuft.
2. Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, daß jede Seitenwandung (96, 97) jeweils zwei in Vorschubrichtung aufeinander folgenden Kammern (3, 4) zugeordnet ist.
3. Vorrichtung nach Anspruch 1 und 2, dadurch gekennzeichnet, daß die Kammern (3, 4) um eine gemeinsame Achse ver - schwenkbar angeordnet sind und jede Kammer (3, 4) außer von den beiden flexiblen Seitenwandungen (96, 97) von Wandungen des Gehäuses (1, 2) sowie einer Nabe (89, 90) begrenzt ist, die auf einer Welle (5, 6) befestigt ist.
4. Vorrichtung nach Anspruch 1 bis 3, dadurch gekennzeichnet, daß die Wandungen des Gehäuses (1, 2) mit abriebfesten Material gepanzert sind.
5. Vorrichtung nach Anspruch 1 bis 4, dadurch gekennzeichnet, daß die Seitenwandungen (96, 97) aus abriebfesten Material bestehen.
6. Vorrichtung nach Anspruch 1 bis 5, dadurch gekennzeichnet, daß die Nabe (89, 90) mit abriebfestem Material gepanzert ist.
7. Vorrichtung nach Anspruch 1 bis 6, dadurch gekennzeichnet, daß die Nabe (89, 90) und die Seitenwandungen (96,
97) als ein gemeinsames Stück aus abriebfestem Material hergestellt sind.
8. Vorrichtung nach Anspruch 1 bis 6, dadurch gekennzeichnet, daß die Seitenwandungen (96, 97) als Scheiben ausgebildet sind, die in der Nabe (89, 90) befestigt sind.
9. Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, daß die Seitenwandungen (96, 97) in der Nabe (89, 90) befestigt sind.
10. Vorrichtung nach Anspruch 8 und 9, dadurch gekennzeichnet, daß die Scheiben in entsprechende Schlitze (93) der Nabe (89, 90) eingepaßt sind.
11. Vorrichtung nach Anspruch 1 bis 10, dadurch gekennzeichnet, daß die Scheiben ein dem Druck der aus dem Ablauf (70,
71) zu verdrängenden Füllung einer Kammer (3, 4) entsprechendes Widerstandsmoment aufweisen.
12. Vorrichtung nach Anspruch 1 bis 11, dadurch gekennzeichnet, daß das Gehäuse (1, 2) bezüglich der Mittelachse der Welle (5, 6) eine Exzentrizität aufweist, in deren Bereich die Kammern (3, 4) am kleinsten sind.
13. Vorrichtung nach Anspruch 1 bis 12, dadurch gekennzeichnet, daß die Exzentrizität von einem im Gehäuse befestigten Einsatz gebildet ist, der sich von der Einmündung des Zulaufs (68, 69) bis zur Einmündung des Ablaufs (70, 71) erstreckt.
14 Vorrichtung nach Anspruch 1 bis 13 , dadurch gekennzeichnet, daß im Gehäuse (1, 2) eine von der Masse durchflossene Förderstrecke ausgebildet ist, die der Exzentrizität gegenüber liegt.
15. Vorrichtung nach Anspruch 1 bis 14, dadurch gekennzeichnet, daß die Exzentrizität von einer Vielzahl einander planparallel verlaufende Einsatzplatten gebildet ist, die über einen Rücken (110) miteinander verbunden sind und zwischen denen Abstände (117) angeordnet sind, deren Summe einer den Zulauf (68, 69) bzw. Ablauf (70, 71) freigebenden lichten Weite etwa entspricht.
16. Vorrichtung nach Anspruch 1 bis 15, dadurch gekennzeichnet, daß die Einsatzplatten wie ein Kamm (109) im Bereich des Rückens (110) miteinander verbunden sind und im Bereich des Rückens (110) am Gehäuse (1, 2) befestigt sind.
17. Vorrichtung nach Anspruch 1 bis 16, dadurch gekennzeichnet, daß der Kamm (109) einerseits dem Gehäuse (1, 2) angepaßt ist und andererseits durch eine dem Exzenter entsprechende kreissektorförmige innere Begrenzung (114) begrenzt ist, auf der die Seitenwandungen (96, 97) im Bereich sich verkleinernder und sich vergrößernder Volumina der Kammer (3, 4) geführt sind.
18. Vorrichtung nach Anspruch 1 bis 17, dadurch gekennzeichnet, daß die Seitenwandungen (96, 97) im Bereich des Kammes (109) elastisch verformt werden.
19. Vorrichtung nach Anspruch 1 bis 18, dadurch gekennzeichnet, daß die Seitenwandungen (96, 97) im Bereich des Kammes (109) entgegen der Drehrichtung (98) in Richtung auf die jeweils nachfolgende Kammer (3, 4) gebogen sind.
2G Vorrichtung nach Anspruch 1 bis 19 , dadurch gekennzeichnet, daß der Zulauf (68, 69) und der Ablauf (70, 71) in eine oberhalb der Förderstrecke liegende obere Hälfte (104) des Gehäuses (1, 2) einmünde n und die Förderstrecke in einer der oberen Hälfte (104) gegenüberliegenden unteren Hälfte (103) einem Schwenkwinkel von 180 0 entspricht.
21. Vorrichtung nach Anspruch 1 bis 20, dadurch gekennzeichnet, daß für die Dosierung jeder Masse ein die ihr zugeordneten Kammern (3, 4) antreibender Motor (7) vorgesehen ist, dessen Drehzahl dem Anteil dieser Masse im herzustellenden Gemisch entpsricht.
22 Vorrichtung nach Anspruch 1 bis 20 dadurch gekennzeichnet, daß für die Dosierung aller Massen ein sämtliche Wellen (5, 6) antreibender Motor (7) vorgesehen ist und die einzelnen Wellen (5, 6) untereinander über ein Getriebe miteinander verbunden sind.
23. Vorrichtung nach Anspruch 22, dadurch gekennzeichnet, daß als Getriebe ein Kettentrieb (10) vorgesehen ist und auf den Wellen (5, 6) den gewünschten Drehzahlen entsprechende Kettenräder (8, 9) befestigt sind.
24. Vorrichtung nach Anspruch 1 bis 23, dadurch gekennzeichnet; daß sowohl der Zulauf (68, 69) als auch der Ablauf (70, 71) sich annähernd über die gesamte Breite des Gehäuses (1, 2) erstreckt.
25. Vorrichtung nach Anspruch 1 bis 24, dadurch gekennzeichnet, daß jede Welle (5, 6) in einem Lagerbock (13, 14) fliegend gelagert ist.
26. Vorrichtung nach Anspruch 1 bis 25, dadurch gekennzeichnet, daß die Lagerböcke (13, 14) verschiedener Wellen (5, 6) über lösbare Flanschverbindungen (15) miteiander verbunden sind.
27. Vorrichtung nach Anspruch 1 bis 26 dadurch gekennzeichnet, daß an den Lagerbock (13, 14) sich eine Gehäusegrundplatte (22, 23) anschließt, in die ein zylinderischer Gehäuseteil (28, 29) einrastet, der über eine Stirnplatte (32, 33) in Richtung auf die Gehäusegrundplatte (22, 23) beaufschlagt ist.
28. Vorrichtung nach Anspruch 1 bis 27, dadurch gekennzeichnet, daß die Stirnplatte (32, 33) von einem Schnellverschluß (36, 37) beaufschlagt ist, der sich über einen Bügel an der Gehäusegrundplatte (22, 23) abstützt.
29. Vorrichtung nach Anspruch 1 bis 28, dadurch gekennzeichnet, daß der Bügel aus mindestens zwei Bügelhälften (5C, 51; 52, 53) besteht, die über einen Bajonettverschluß an der Gehäusegrundplatte (22, 23) gehaltert sind.
30. Vorrichtung nach Anspruch 1 bis 29, dadurch gekennzeichnet, daß die Gehäusegrundplatte (22, 23), der zylinderische Gehäuseteil (28, 29) und die Stirnplatte (32, 33) über Steckverbindungen miteinander verbunden sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3239906 | 1982-10-28 | ||
| DE19823239906 DE3239906A1 (de) | 1982-10-28 | 1982-10-28 | Vorrichtung zur herstellung eines gemisches |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0108312A2 true EP0108312A2 (de) | 1984-05-16 |
| EP0108312A3 EP0108312A3 (de) | 1986-11-12 |
Family
ID=6176790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83110526A Withdrawn EP0108312A3 (de) | 1982-10-28 | 1983-10-21 | Vorrichtung zur Herstellung eines Gemisches |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0108312A3 (de) |
| DE (1) | DE3239906A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008103300A3 (en) * | 2007-02-16 | 2008-11-06 | Gojo Ind Inc | Flexible impeller pumps for mixing individual components |
| RU2462618C2 (ru) * | 2010-02-24 | 2012-09-27 | Государственное образовательное учреждение высшего профессионального образования "Северо-Кавказский государственный технический университет" | Лопасть ротора импеллерного насоса |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1214220A (en) * | 1968-08-01 | 1970-12-02 | Charles Wicksteed And Company | Improvements in rotary flexible blade pumps |
| DE2608503A1 (de) * | 1975-03-21 | 1976-10-07 | Dagma Gmbh & Co | Verfahren und geraet zum dosierten abgeben von hochviskosen fluessigkeiten, insbesondere selbstkonservierenden sirupen und konzentraten |
| JPS5529013A (en) * | 1978-08-18 | 1980-03-01 | Nitsukisou Eiko Kk | Improvement of impeller for rotary pump |
| GB2075599A (en) * | 1980-05-05 | 1981-11-18 | Brunswick Corp | Marine IC engine water pump |
| SU914808A1 (ru) * | 1976-03-24 | 1982-03-23 | Pergunov Aleksandr | Ротативный насос 1 |
-
1982
- 1982-10-28 DE DE19823239906 patent/DE3239906A1/de not_active Withdrawn
-
1983
- 1983-10-21 EP EP83110526A patent/EP0108312A3/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1214220A (en) * | 1968-08-01 | 1970-12-02 | Charles Wicksteed And Company | Improvements in rotary flexible blade pumps |
| DE2608503A1 (de) * | 1975-03-21 | 1976-10-07 | Dagma Gmbh & Co | Verfahren und geraet zum dosierten abgeben von hochviskosen fluessigkeiten, insbesondere selbstkonservierenden sirupen und konzentraten |
| SU914808A1 (ru) * | 1976-03-24 | 1982-03-23 | Pergunov Aleksandr | Ротативный насос 1 |
| JPS5529013A (en) * | 1978-08-18 | 1980-03-01 | Nitsukisou Eiko Kk | Improvement of impeller for rotary pump |
| GB2075599A (en) * | 1980-05-05 | 1981-11-18 | Brunswick Corp | Marine IC engine water pump |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, Band 4, Nr. 64 (M-11)[546], 14. Mai 1980; & JP - A - 55 029013 (NITSUKISOU EIKO K.K.) 01.03.1980 * |
| SOVIET INVENTIONS ILLUSTRATED, Sektion Chemical, Woche K05, 16. März 1983, Zusammenfassungsnr. B6413 K/05, Derwent Publications Ltd., London, GB; & SU - A - 914 808 (PERGUNOV A.I.) 23.03.1982 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008103300A3 (en) * | 2007-02-16 | 2008-11-06 | Gojo Ind Inc | Flexible impeller pumps for mixing individual components |
| US8096530B2 (en) | 2007-02-16 | 2012-01-17 | Gojo Industries, Inc. | Flexible impeller pumps for mixing individual components |
| RU2462618C2 (ru) * | 2010-02-24 | 2012-09-27 | Государственное образовательное учреждение высшего профессионального образования "Северо-Кавказский государственный технический университет" | Лопасть ротора импеллерного насоса |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3239906A1 (de) | 1984-05-03 |
| EP0108312A3 (de) | 1986-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1458467B1 (de) | Vorrichtung zum vermischen zweier pastöser massen, insbesondere zum vermischen einer dental-abformmasse mit einer katalysatormasse | |
| EP0160124B1 (de) | Gleichdrall-Doppelschneckenkneter mit Knetscheiben | |
| DE2637558A1 (de) | Verfahren und vorrichtung zur erzeugung eines kontinuierlichen materialstroms | |
| DE102007030458A1 (de) | Einrichtung zum kontinuierlichen und intensiven Mischen von Trockenmörtel | |
| DE202007002792U1 (de) | Vorrichtung zum Vermischen einer Binder- und einer Härter-Komponente zur Herstellung einer gebrauchsfertigen Spachtelmasse | |
| WO2019076631A1 (de) | Zweiflüglige schneckenwelle für misch- und knetmaschine | |
| EP0995565B1 (de) | Maschine zum kontinuierlichen Bearbeiten von fliessfähigen Materialen | |
| EP0584573B1 (de) | Vorrichtung zur baustellenseitigen Herstellung von pumpfähigen Mörtelmassen | |
| DE102005005394B4 (de) | Pump- und Mischvorrichtung für pulver- bzw. rieselförmige Medien sowie System zur Bereitstellung pastöser Medien für Bauzwecke | |
| DE4318177A1 (de) | Vorrichtung zur baustellenseitigen Herstellung von pumpfähigen Mörtelmassen | |
| DE2830491C2 (de) | ||
| EP2476302B1 (de) | Dosierrad für eine Dosiereinrichtung zum Dosieren von Saatgut | |
| EP2343170B1 (de) | Verfahren und Vorrichtung zum kontinuierlichen Mischen von lehmhaltigen Stoffen und Materialien mit lehmähnlichem Mischverhalten | |
| DE2355671A1 (de) | Mischmaschine | |
| DE69509809T2 (de) | Vorrichtung zum Mischen von Leim | |
| EP1900443B1 (de) | Gerätesystem zur Herstellung einer gebrauchsfertigen Spachtelmasse durch Vermischen einer Binder- und einer Härter-Komponente | |
| DE202004002601U1 (de) | Vorrichtung zum Dosieren von Schüttgütern mit einem Rührwerk und einer Antriebseinheit | |
| DE1782125B2 (de) | Vorrichtung zum kontinuierlichen mischen und kneten plastischer fuell- und spachtelmassen o dgl | |
| DE2513577B2 (de) | Kontinuierlich arbeitender Mischer für plastische Massen | |
| EP0108312A2 (de) | Vorrichtung zur Herstellung eines Gemisches | |
| DE102004051063A1 (de) | Innenmischer zum Kneten von plastischen Massen | |
| EP0410316B1 (de) | Misch- und Dosiervorrichtung für Mauermörtel, Estrich od. dgl. | |
| DE4235528C2 (de) | Vorrichtung zum Dosieren und Mischen von zwei unterschiedlichen, viskosen Massen, insbesondere Dentalmassen | |
| EP1825924B1 (de) | Vorrichtung und Verfahren zum Vermischen einer Binder- und einer Härter-Komponente zur Herstellung einer gebrauchsfertigen Spachtelmasse | |
| DE8230234U1 (de) | Vorrichtung zur Herstellung eines Gemisches |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19860808 |