EP0077070A1 - Method of and apparatus for setting up levelled column elements of a double floor - Google Patents
Method of and apparatus for setting up levelled column elements of a double floor Download PDFInfo
- Publication number
- EP0077070A1 EP0077070A1 EP82109426A EP82109426A EP0077070A1 EP 0077070 A1 EP0077070 A1 EP 0077070A1 EP 82109426 A EP82109426 A EP 82109426A EP 82109426 A EP82109426 A EP 82109426A EP 0077070 A1 EP0077070 A1 EP 0077070A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- holder
- floor
- height
- adhesive
- strands
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/024—Sectional false floors, e.g. computer floors
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04D—ROOF COVERINGS; SKY-LIGHTS; GUTTERS; ROOF-WORKING TOOLS
- E04D15/00—Apparatus or tools for roof working
- E04D15/04—Apparatus or tools for roof working for roof coverings comprising slabs, sheets or flexible material
Definitions
- the invention relates to a method for setting height-level base elements of a raised floor by adhesive adhering to the sub-floor and subsequent leveling of the upper sides of the base elements, and a device for carrying out the method.
- top floors which form the actual floor, are often installed at a distance above the concrete subfloors of the individual floors.
- a cavity can be laid in the pipes or conduits and the air channels B e or contain ventilation of the rooms or can serve as the air guide as a whole.
- the top shelf consists of plates that rest on the underbody via supports. These supports are usually adjustable in height. Not in one Published older patent application is proposed to mount the supports on height-level base elements which are formed on the sub-floor, for example by a casting compound. The supports can also be cast entirely on the sub-floor, for example made of concrete.
- the supports supporting the top floor are cast on the underbody using a slide gauge.
- the slide gauge has several molds into which the mortar or concrete is poured. Leveling is done by pulling off the tops of the still deformable supports.
- this method has the disadvantage that the supports only set after the setting on the sub-floor and can still deform. In particular, the heights of the supports are not maintained with unclean pulling tools.
- Another disadvantage is that the implementation of the method on the construction site requires a lot of time and manual labor, since the slide gauge can only be continued after the supports have been tied.
- the invention has for its object to improve a method and a device of the type mentioned in such a way that the exact maintenance of the column heights is ensured and an efficient and quick setting of the base elements takes place with little manual effort.
- finished strands of a dimensionally stable, separable material are glued upright on the sub-floor and then cut to length at the desired height.
- the base elements are cut to length after sticking to the sub-floor, so that subsequent changes in height can no longer take place.
- unevenness in the subfloor is quickly and easily compensated for, so that the upper parting surfaces of the strands are exactly level, i.e. all at one height.
- Either the top floor panels can be laid directly on the base elements or prefabricated supports of fixed length can be mounted on the base elements, which in turn support the top floor.
- the pipes, lines, partitions and the like to be laid in the raised floor cavity are first. can be installed without hindrance from the supports. This also avoids the risk of the supports being subsequently broken off from their anchoring on the sub-floor.
- the strands can consist of prefabricated individual elements with fixed lengths, which are cut or sawn to the required height by the cutting process.
- this has the disadvantage that a lot of waste material is produced.
- the advantage of this variant is that the Base elements are each cut to size from the rods so that waste can only occur at the end of each rod if the rod end is no longer sufficient for the height of a base element provided.
- Profiled strands are expediently used, on which holding elements can be mounted for fastening other parts.
- Such profiled strands can, for example, or the like from a hollow round material, square material. consist.
- the other parts to be attached to the base elements are e.g. Stiffening elements, partitioning parts or also the supports that can be placed on the base elements and support the top floor.
- the strands are preferably made of a sawable material, such as plaster or concrete. They can be produced in the casting process, expediently a lost formwork in the form of a thin aluminum skin, cardboard or the like. is used.
- the device for carrying out the method according to the invention is characterized in that at least one holding device is provided on a height-adjustable holder for holding and releasing an upright strand, and in that the holder has a horizontally guided chain saw which can be moved into the region of the strand.
- the holder is arranged at the intended location on the subfloor, adhesive is applied to the subfloor at the base locations, and the support is then released in order to lower a strand into the prepared adhesive location at a base location.
- the underside of the strand sticks to the sub-floor.
- the saw is in the front seen height moved through the strand to separate the strand.
- the strand is held in place by the clamping device in order not to put excessive strain on the still fresh adhesive point.
- the upper end of the strand can then either be thrown away or used for a new base element.
- the holder has a line leading from an adhesive storage container into the area below each holding device. Through this line, flowable adhesive is applied to the sub-floor at the base. The outlet end of the line is located laterally above the base so that the line does not hinder the lowering of the line.
- There is at least one shut-off device in the line which can be operated manually or automatically if adhesives are to be applied to the sub-floor during the course of the workflow. This device simplifies the transport, positioning and metering of the adhesive.
- a holder is also possible within the scope of the invention, with which a single base element is placed in each case, and which is subsequently moved to another intended base location, according to a preferred embodiment of the invention is on a height-adjustable and levelable frame which has a plurality of holding devices with the has spacing provided for the base points, a carriage carrying a saw guided horizontally. The saw can be moved across the carriage in the direction of travel.
- a device has the advantage that for positioning multiple base elements only a one-time positioning and height adjustment of the frame is required.
- An adhesive storage container can be arranged on the carriage or on a slide that can be moved along the frame together with the carriage, from which at least one line leads to the intended adhesive point below a holder of the frame. If the clamping devices lower the strands of a row at the same time, a separate line is expediently provided for each adhesive point, so that adhesives are applied to several adhesive points simultaneously. In another way of working, adhesive is applied separately to each base. The associated strand is then lowered and cut off. In this case, only a single line is required for the application of adhesive to the subfloor for each row of base elements.
- the adhesive is preferably a hot glue that cools on contact with the cold strands.
- the hot glue In order to keep the hot glue liquid, it is necessary to provide or heat the line leading from the storage container to the outlet with good thermal insulation. After exiting the line, the hot glue cools very quickly, so that it hardens quickly when it comes into contact with the sub-floor and with a cold strand.
- a particular difficulty when setting the base elements of a raised floor is to determine the base locations in the grid dimension of the raised floor.
- the holder or the frame has supports which are placed on previously placed marks in the grid dimension of the double testicle can be snapped on.
- These setting marks can either consist of already finished base elements or of additionally produced orientation marks, which, however, do not necessarily have to be arranged at base points, but can also lie within the fields of the raised floor. It is only important that the setting marks are in line with each other with the pitch of the raised floor. Such setting marks serve to determine the base locations. If they are also used for leveling the base elements, the height deviations add up, so that exact leveling cannot be ensured with large double floors.
- a stationary laser beam generator which generates a horizontal laser beam
- at least one of the height-adjustable supports of the holder or the frame has a receiver which adjusts a height adjustment device of this support in such a way that it lies at the level of the laser beam.
- the other supports can also be adjusted using appropriate laser beam receivers or level signaling devices, which use a spirit level to determine the horizontal alignment of the bracket or frame.
- Such signal transmitters work with a contact made of liquid mercury.
- a double floor is shown, in which 10 base elements 11 are attached to the existing concrete base, which along the intersection of a square grid are arranged.
- the base elements 11 have a relatively low height of between approximately 10 and 100 mm.
- the tops of the cylindrical base elements 11 provided with longitudinal openings are each at the same height.
- the base elements 11 serve to compensate for unevenness in the sub-floor 10, ie the base elements arranged in valleys of the sub-floor have a greater height than the base elements arranged on mountains of the sub-floor.
- the supports 12, which are prefabricated and which all have the same height, are fastened to the base elements 11.
- the cylindrical supports 12, which also have a longitudinal continuous axial channel, are arranged at the corners of the plates 13 of the top floor 14, so that the corners of up to four plates 13 rest on the end faces of the supports 12.
- the base elements 11 are first glued to the sub-floor 10 and then sawn to length so that the upper end faces of all the base elements 11 are at the same level. Then pipes 15, lines, partitions or the like. laid on the subfloor 10. This laying is not significantly hindered by the short base elements 11.
- the supports 12 are mounted on the base elements 11 and the plates 13 are arranged thereon. Since the supports 12 have fixed, predetermined lengths, no further leveling work needs to be carried out after the assembly of the base elements 11. Alternatively, it is also possible to omit the supports 12 and to lay the plates 13 directly on the base elements 11.
- the base elements 11 are set using the device shown schematically in FIGS. 2 to 5.
- This device has an elongated frame 15, which consists of two longitudinal rails 16, 17 and transverse arms 18, 19 connecting these rails at the end faces.
- This frame 15 is moved on the underbody 10 in the transverse direction (downward according to FIG. 2) step by step.
- a plurality of holding devices 20 are arranged along the outer sides of the rails 16, 17, each of which consists of a rigid counter-holder 21 and a clamping element 22 which can be moved relative to the counter-holder 21 by a hydraulic cylinder 23.
- the distances between the holding devices 20 correspond to the grid dimension of the base points at which the base elements can be placed.
- a total of eight base elements 11 (four each in a row) can be placed in the embodiment shown in FIG. 2.
- the base elements 11 are produced from semi-finished products in the form of hollow tubular strands 24 which are arranged upright laterally in two rows on the frame 15 and are held by the holding devices 20 which engage on the circumference of the strand.
- an adhesive 25 is first applied to the sub-floor 10 (FIG. 5). Then the strand 24 held by the holding device 20 above the base point is released by the holding device 20, so that it sits on the underbody 10 or the K1e-ber 25 with its lower end face.
- the adhesive 25 is a hot glue which is applied hot and by contact with the underbody 10 and with the lower one End face of the strand 24 quickly hardened. After placing the cylinder 23 is operated again to clamp the strand 24 on the rail 16, 17 in question again.
- the horizontally aligned saw blade 26 of a chain saw 27, which is movable at a predetermined height transversely to the strand 24, is moved through the strand 24, so that the base element 11 is separated from the strand 24 held by the holding device 20.
- the remaining part of the strand 24 can now be placed over a new glue point after the gradual further movement of the frame 15.
- the chain saw 27 consists of an electric motor 28, a gear 29 and the circular saw blade 26 rotating about the vertical axis of the gear 29.
- the chain saw 27 is mounted on a swivel arm 30 (FIG. 2) which is attached to a along the rails 16, 17 movable carriage 31 is mounted centrally in the transverse direction.
- the saw blade 26 cuts through the strand 24 held on the rail 16 and in the other end position it cuts through the strand 24 held on the rail 17.
- the swivel arm 30 can be swiveled into a central position, in which the saw blade 26 is not in the region of any strand 24, but is located centrally between the rails 16 and 17.
- the carriage 31 can be moved along the rails 16, 17 from one pair of strands to the next.
- the crossbars 19, which are located at the ends of the frame 15, are extended to the rear (counter to the direction of movement of the frame 15) and, at their rear ends, carry height-adjustable supports 33, one of which is shown in FIG. 4.
- the supports 33 have vertically aligned hydraulic cylinders 34, the pistons 35 of which can be extended downwards to different extents.
- the setting mark 37 has an elevation penetrating into the notch 36, so that the support 33 can be positioned very precisely on the setting mark 37.
- the front ends of the cross bars 19 also have stands 33 of the type shown in FIG. 4.
- Each of these height-adjustable stands is controlled by a laser beam detector 39 which is attached to this stand 33 and is adjusted in height together with it.
- a stationary transmitter 40 transmits an exactly horizontal laser beam at a certain height that lies above all other parts of the device.
- the transmitter 40 is periodically pivoted about a vertical axis, so that the laser beam sweeps across the entire room at the intended height.
- the receivers 39 control the height-adjustable supports 33 of the frame 15 in such a way that they adjust themselves exactly to the height of the laser beam. It is thereby achieved that the saw blade 26 is in the intended sawing height regardless of the height of the setting marks 37 and that in addition the entire device is aligned horizontally.
- the set marks 37 which are arranged outside the grid points of the base elements, only serve to fix the grid points in the horizontal plane in the present case, but not to level the frame 15
- the setting marks 37 are each attached manually under the two front supports 33 after the rear supports 33 have been placed on the already existing setting marks 37.
- levers 40 ′ are articulated on the supports 33 and carry wheels 41 at their lower ends.
- the levers 40 ′ can be pivoted manually in order to raise the entire frame 15, so that its supports 33 are released from the setting marks 37 and the frame 15 can be moved on the sub-floor 10 transversely to the rails 16, 17. Thereafter, the levers 40 'on the rear supports 33 are reset so that these supports sit on the already existing setting marks 37.
- the front supports 33 are still raised until they are underlaid with the new setting marks 37. Then the frame 15 is also lowered on the front supports 33.
- impellers 42 with fixed axes can also be mounted on the cross bars 19, which lift off the supports 33 when the pistons 35 extend from the supports 33.
- the exemplary embodiment of FIGS. 6 to 8 is largely the same as that of FIGS. 2 to 5 and parts which have the same function in both cases are provided with the same reference numerals.
- the chain saw 27 rests on two guide rails running transversely to the frame 15, on which it can be laterally displaced by extending and retracting the hydraulic cylinders 44, so that its rotating saw blade 26 can reach the region of the strands 14 lying against the frame 15 from the outside.
- the frame 43 has on its upper side guide rollers 59, 60 which engage on the side legs or the horizontal legs of the guide rails 16 ', 17', so that the carriage 31 between the guide rails 16, 17 and 16 ', 17' is practically free of play is led.
- the horizontal legs of the upper guide rails 16 ', 17' also serve as a guide rail for one second carriage 45, which is arranged above the first carriage 31 and can be moved together with the latter along the rails 16 ', 17'.
- the second carriage 45 which runs with wheels on the rails 16 ', 17', has an adhesive storage container 46 which contains the adhesive in hot form.
- a line 47 leads from the storage container 46 downwards past the carriage 31. There, line 47 branches into two lines 48, 49, each of which leads to an adhesive point.
- the lines 48, 49 do not end in the middle above the gluing points, but they lead (in the direction of movement of the carriage 31) from behind under the path of the saw blade 26 and end at such a distance from the gluing point that they do not hinder the downward movement of the relevant strand 24 .
- the metered amount of adhesive is expelled from the nozzles at the free ends of the lines 48, 49 under pressure, the nozzles being aligned such that the intended adhesive point is also hit precisely at a distance.
- the rotating saw blade 26 is provided with a cover 50 which is firmly connected to the housing of the motor 28 and which can be moved together with the chain saw 27 transversely to the direction of travel of the carriage 31.
- This cladding 50 which projects downward over the saw blade 26, has recesses 51, 52 at two opposite points, which receive the respective strand 24 when the saw device is extended laterally, so that the saw blade 26 can sever this strand.
- a vacuum cleaner (not shown), which operates via a dust air duct 53 (FIG. 7) which opens under the casing 50. sucks up the saw dust. Furthermore, the vacuum cleaner can be used to make the adhesive spots dust-free before applying the adhesive.
- a cross bar 55 is attached to the frame 15 between the rails 16, 17 and is fastened on these rails and on which a saw beam 56 is mounted with a horizontal axis.
- a saw beam 56 is mounted with a horizontal axis.
- electric motors 57 At the two opposite ends of the saw beam 56 there are electric motors 57, each of which drives a circular horizontal saw blade 26.
- the two saw blades 26 of the saw beam 56 therefore each cut through two strands 24 arranged diagonally opposite one another.
- caps 58 which are fastened to the frame 15 and are attached to base elements 11 that have already been placed.
- the holder 70 consists of a block 71 which has a vertical bore for the passage of a tube 72.
- a turret 73 is fastened to the lower end of the block 71 and has two horizontal holders 74, 75 which are arranged at a vertical distance and are connected to one another by four vertical guide tubes 76.
- the guide tubes, each of which receives a strand 24, are arranged near the edge of the holder 75.
- the lower holder 75 is designed as a protective hood which has an edge which runs around its circumference and points downward and is only open at the passage points of the strands 24 downwards.
- this protective cover there are two horizontal circular saw blades 26, each of which is attached to the lower end of the shaft of a separate motor 57.
- the vertical shafts of the two motors 57 each protrude through an arcuate slot 77 in the lower plate 75 into the interior of the protective hood, where the saw blades 26 are located.
- the two motors 57 are attached to the ends of a saw beam 56 which is mounted on the tube 72.
- the rear end of the tube 72 is connected to a suction device in order to extract dust under the protective hood or from the floor.
- spiked rollers 78 (FIG. 13) on the guide tubes 76, which penetrate into the peripheral surface of the strand 24 in question with their protruding spikes. When the spiked rollers 78 are driven, the strands 24 are lowered. The spiked rollers 78 can be blocked in order to block movements of the strand within its guide tube 76.
- the device has three vertical legs 80, 81, 82, of which one leg 80 is fixedly connected to a first cross member 83, while the other two legs 81 and 82 are connected to one another by a second cross member 84.
- Two guide rails 85 and two spindles 86 extend between the cross members 83 and 84. As shown in FIG. 11, the guide rails 85 and the guide spindles 86 are arranged in the manner of a square. One end of each is attached to the cross member 83 and its other end to the cross member 84.
- the guide rods 85 and the guide spindles 86 pass through the guide head 87 which has spindle nuts (not shown) which are engaged with the spindles 86.
- spindle nuts are driven synchronously by a drive motor also contained in the guide head 87.
- the drive motor drives the spindle nuts, the drive head 87 and with it the block 71 and the turret 73 move along the horizontal guide rods 85 and guide spindles 86, respectively.
- the legs 80, 81 and 82 have hydraulic cylinders 88 with which their length can be changed. If the hydraulic cylinders 88 are extended, the entire device is lifted off the floor.
- a vertical rod with a laser beam receiver 39 is arranged on the cross member 83 and on the cross member 84.
- the laser beam receivers 39 react to a horizontal laser beam in the same way as in the exemplary embodiment in FIG. 3.
- a control device ensures that the hydraulic cylinders 88 are extended so far that the laser beam receivers 39 are exactly at the height of the laser beam. In this way the device is leveled. If the laser beam receivers 39 are aligned at the same height, the guide rods 85 or guide spindles 86 also have a horizontal alignment.
- An outlet 90 of an adhesive line is arranged on the lower holder 75 next to each guide tube 76.
- the adhesive outlet 90 can be pivoted over the position that previously was arranged under the guide tube 76 for the strand 24.
- it is possible to inject adhesive onto the fastening points for the strands on the floor by pivoting movements of the turret head 73 about its vertical axis.
- the turret 73 is pivoted back into its normal position.
- the strands 24 can then be lowered while rotating the spiked rollers 78 so that they rest on the adhesive.
- FIGS. 15 to 21 The functional sequence of the device is shown in FIGS. 15 to 21. It is assumed that in the position in FIG. 15, the guide head 87 together with the head piece 71 are located on the right end of the guide rods 85 or guide spindles 86, that is to say in the vicinity of the traverse 84 D.
- the turret 73 is in the normal position, in which the guide tubes 76 are arranged at the corners of a square, one side of which is parallel and the other sides of which are perpendicular to the guide rods 85 or guide spindles 86. In this position, the entire device stands on the three legs 80, 81 and 82.
- the hydraulic cylinders 88 of these legs are adjusted by the laser receiver 39 so that the turret 73 hovers above the floor at a predetermined height, in an exactly horizontal orientation. Now the (not shown) vacuum cleaner is switched on in order to carry out dust extraction from the floor through the line 72 under the saw protection hood 75.
- the hydraulic cylinders 88 are drawn in so that the legs 80, 81, 82 lift off the floor. In this state, the device is only on the strands 24, which are blocked by the spiked rollers 78 held. Now the unit consisting of the guide rods 85, the guide spindles 86, the cross members 83, 84 and the legs 80, 81, 82 is moved horizontally (to the right) relative to the turret head 73 by actuating the drive device in the guide head 87, so that the cross member 84 moves away from the turret head 73 and the traverse 83 approaches the turret head 73.
- the guide rods 85 and guide spindles 86 are moved to the right as shown in FIG. 17 so that the turret 70 can later reach a position in which the positions 76 'at which are then the guide tubes are arranged exactly in pitch a to the strands 24 already attached.
- the legs 80, 81, 82 are extended again so that they touch the ground and carry the device.
- the motors 57 are switched on so that the saw blades 26 rotate.
- the saw beam 56 is pivoted so that the rotating saw blades 26 are simultaneously guided into the areas of two strands 24 arranged diagonally opposite one another, so that the parts of these strands 24 adhered to the floor are cut off.
- the saw bar 56 is then pivoted in the opposite direction, the other strands 24 lying diagonally opposite one another being sawn off.
- the saw beam 56 is again set to its transverse position on the turret 73, in which the saw blades 26 are located outside the range of the strands 24th
- FIG. 19 shows a basic illustration of a side view of the device after the base elements 11 have been produced by sawing off the strands 24.
- the legs 80, 81, 82 which stand on the floor, are extended by extending the hydraulic cylinders 88 so that the base elements 11 are released from the protective hood 75.
- the unit consisting of the guide head 87 and the block 71 moves along the guide rods 85 and guide spindles 86 to the right together with the turret 70 while the device rests on the legs.
- the turret 73 is set down again after the strands 24 have been driven out of the guide tubes 76 for a certain distance while being driven by the spiked rollers 78.
- the turret 70 then rests with it strands 24 on the floor.
- the legs 80, 81, 82 are pulled up and moved together with the guide rods 85 or guide spindles 86 to the right, so that the state shown in FIG. 15 is reached again and the entire cycle can be repeated.
- Such a device does not require rails, but it performs a walking or walking movement. This is done in that the device is alternately supported on the legs 80, 81, 82 and on the strands 24 and alternately moves the legs and the turret 73 step by step.
- the hydraulic cylinders 88 are retracted so that the legs 80, 81, 82 are released from the floor. Then the block 71 is pivoted relative to the vertical tube 72 by 90 °, so that the guide rods and guide spindles 85, 86 together with the cross members 83, 84 are pivoted relative to the fixed turret 70 by 90 °. This is necessary, for example, when two rows of base elements 11 have been placed simultaneously and when the machine has reached the wall of the room. By pivoting according to FIG. 21, the further movement then takes place in the transverse direction.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Floor Finish (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Setzen höhennivellierter Sockelelemente eines Doppelbodens durch haftendes Ankleben auf dem Unterboden und anschließende Nivellierung der Oberseiten der Sockelelemente, sowie eine Vorrichtung zur Durchführung des Verfahrens.The invention relates to a method for setting height-level base elements of a raised floor by adhesive adhering to the sub-floor and subsequent leveling of the upper sides of the base elements, and a device for carrying out the method.
In Gebäuden werden im Abstand über den betonierten Unterböden der einzelnen Stockwerke häufig Oberböden montiert, die den eigentlichen Fußboden bilden.In buildings, top floors, which form the actual floor, are often installed at a distance above the concrete subfloors of the individual floors.
Zwischen dem Unterboden und dem Oberboden befindet sich ein Hohlraum, in dem Rohre oder Leitungen verlegt werden können und der Luftkanäle zur Be- oder Entlüftung der Räume enthalten oder insgesamt als Luftführung dienen kann. Der Oberboden besteht aus Platten, die über Stützen auf dem Unterboden ruhen. Diese Stützen sind in der Regel höhenverstellbar. In einer nicht vorveröffentlichten älteren Patentanmeldung ist vorgeschlagen, die Stützen auf höhennivellierten Sockelelementen zu montieren, die auf dem Unterboden, z.B. durch eine Vergußmasse, gebildet werden. Die Stützen können auch insgesamt auf dem Unterboden gegossen werden, z.B. aus Beton.Is located between the subfloor and the top floor, a cavity can be laid in the pipes or conduits and the air channels B e or contain ventilation of the rooms or can serve as the air guide as a whole. The top shelf consists of plates that rest on the underbody via supports. These supports are usually adjustable in height. Not in one Published older patent application is proposed to mount the supports on height-level base elements which are formed on the sub-floor, for example by a casting compound. The supports can also be cast entirely on the sub-floor, for example made of concrete.
Bei einem bekannten Verfahren (DD-PS 51 412) werden die den Oberboden tragenden Stützen mit Hilfe einer Gleitlehre auf dem Unterboden gegossen. Die Gleitlehre weist mehrere Gießformen auf, in die der Mörtel oder Beton eingegossen wird. Die Nivellierung erfolgt durch Abziehen der Oberseiten der noch verformbaren Stützen. Dieses Verfahren hat jedoch den Nachteil, daß die Stützen erst im Anschluß an das Setzen auf dem Unterboden abbinden und sich dabei noch verformen können. Insbesondere werden die Höhen der Stützen bei unsauberen Abziehwerkzeugen nicht eingehalten. Ein weiterer Nachteil besteht darin, daß die Durchführung des Verfahrens auf der Baustelle viel Zeit und Handarheit erfordert, da die Gleitlehre erst nach dem Abbinden der Stützen weitergesetzt werden kann.In a known method (DD-
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung der eingangs genannten Art dahingehend zu verbessern, daß die genaue Einhaltung der Stützenhöhen gewährleistet ist und ein rationelles und schnelles Setzen der Sockelelemente mit geringem manuellen Aufwand erfolgt.The invention has for its object to improve a method and a device of the type mentioned in such a way that the exact maintenance of the column heights is ensured and an efficient and quick setting of the base elements takes place with little manual effort.
Zur Lösung dieser Aufgabe ist erfindungsgemäß vorgesehen, daß fertige Stränge aus einem formstabilen trennfähigen Material aufrechtstehend auf dem Unterboden aufgeklebt und anschließend in der gewünschten Höhe auf Länge abgetrennt werden.To achieve this object, it is provided according to the invention that finished strands of a dimensionally stable, separable material are glued upright on the sub-floor and then cut to length at the desired height.
Bei dem erfindungsgemäßen Verfahren werden die Sockelelemente nach dem Festkleben auf dem Unterboden auf Länge geschnitten, so daß nachträgliche Höhenveränderungen nicht mehr erfolgen können. Unebenheiten des Unterbodens werden auf diese Weise schnell und einfach ausgeglichen, so daß die oberen Trennflächen der Stränge exakt höhennivelliert sind, d.h. sämtlich in einer Höhe liegen. Auf den Sockelelementen können entweder die Platten des Oberbodens direkt verlegt werden oder es können auf den Sockelelementen vorgefertigte Stützen mit fester Länge montiert werden, die dann ihrerseits den Oberboden tragen. Im zweiten Fall ergibt sich der Vorteil, daß nach dem Setzen der Sockelelemente zunächst die in dem Doppelbodenhohlraum zu verlegenden Rohre, Leitungen, Trennwände u.dgl. ohne Behinderung durch die Stützen installiert werden können. Damit wird auch die Gefahr vermieden, daß die Stützen nachträglich wieder von ihrer Verankerung am Unterboden abgebrochen werden.In the method according to the invention, the base elements are cut to length after sticking to the sub-floor, so that subsequent changes in height can no longer take place. In this way, unevenness in the subfloor is quickly and easily compensated for, so that the upper parting surfaces of the strands are exactly level, i.e. all at one height. Either the top floor panels can be laid directly on the base elements or prefabricated supports of fixed length can be mounted on the base elements, which in turn support the top floor. In the second case, there is the advantage that after the base elements have been set, the pipes, lines, partitions and the like to be laid in the raised floor cavity are first. can be installed without hindrance from the supports. This also avoids the risk of the supports being subsequently broken off from their anchoring on the sub-floor.
Die Stränge können aus.vorgefertigten Einzelelementen mit festen Längen bestehen, die durch den Trennvorgang in der erforderlichen Höhe abgeschnitten oder abgesägt werden. Dies hat jedoch den Nachteil, daß viel Verschnittmaterial anfällt. Zur Vermeidung dieses Nachteils ist gemäß einer bevorzugten Ausführungsform der Erfindung vorgesehen, daß Stränge aus einem Stangenmaterial an den Sockelstellen auf eine vorbereitete Klebestelle aufgesetzt und abgetrennt werden und daß an einer nachfolgenden Sockelstelle der Strang mit seiner bei dem vorhergehenden Trennvorgang entstandenen Trennfläche auf die entsprechende Klebestelle aufgesetzt wird. Der Vorteil dieser Variante besteht darin, daß die Sockelelemente jeweils auf Maß von den Stangen abgetrennt werden, so daß Verschnitt nur am Ende einer jeden Stange auftreten kann, wenn das Stangenende für die Höhe eines vorgesehenen Sockelelementes nicht mehr ausreicht.The strands can consist of prefabricated individual elements with fixed lengths, which are cut or sawn to the required height by the cutting process. However, this has the disadvantage that a lot of waste material is produced. To avoid this disadvantage, it is provided according to a preferred embodiment of the invention that strands of a rod material are placed and separated at the base points on a prepared gluing point and that at a subsequent base point the strand with its parting surface created during the previous parting process is placed on the corresponding gluing point becomes. The advantage of this variant is that the Base elements are each cut to size from the rods so that waste can only occur at the end of each rod if the rod end is no longer sufficient for the height of a base element provided.
Zweckmäßigerweise werden profilierte Stränge verwendet, an denen Halteelemente zum Befestigen anderer Teile montierbar sind. Solche profilierten Stränge können beispielsweise aus einem hohlen Rundmaterial, Vierkantmaterial o.dgl. bestehen. Die an den Sockelelementen zu befestigenden anderen Teile sind z.B. Versteifungselemente, Abschottungsteile oder auch die auf die Sockelelemente aufsetzbaren, den Oberboden tragenden Stützen. Die Stränge bestehen vorzugsweise aus einem sägefähigem Material, wie Gips oder Beton. Sie können im Gießverfahren hergestellt werden, wobei zweckmäßigerweise eine verlorene Schalung in Form einer dünnen Aluminiumhaut, Pappe o.dgl. benutzt wird.Profiled strands are expediently used, on which holding elements can be mounted for fastening other parts. Such profiled strands can, for example, or the like from a hollow round material, square material. consist. The other parts to be attached to the base elements are e.g. Stiffening elements, partitioning parts or also the supports that can be placed on the base elements and support the top floor. The strands are preferably made of a sawable material, such as plaster or concrete. They can be produced in the casting process, expediently a lost formwork in the form of a thin aluminum skin, cardboard or the like. is used.
Die Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens ist dadurch gekennzeichnet, daß an einer höhenjustierbaren Halterung mindestens eine Haltevorrichtung zum Festhalten und Loslassen eines aufrechtstehenden Stranges vorgesehen ist, und daß die Halterung eine horizontal geführte, in den Bereich des Stranges bewegbare Motorsäge aufweist. Hierbei wird die Halterung an der vorgesehenen Stelle auf dem Unterboden angeordnet, an den Sockelstellen wird Klebemasse auf den Unterboden aufgetragen und anschließend wird die Halterung freigegeben, um an einer Sockelstelle einen Strang in die vorbereitete Klebestelle abzusenken. Der Strang klebt mit seiner Unterseite auf dem Unterboden fest. Anschließend wird die Säge in der vorgesehenen Höhe durch den Strang hindurch bewegt, um den Strang abzutrennen. Während dieses Trennvorganges wird der Strang von der Klemmvorrichtung festgehalten, um die noch frische Klebestelle nicht übermäßig zu belasten. Anschließend kann das obere Ende des Stranges entweder fortgeworfen oder für ein neues Sockelelement benutzt werden.The device for carrying out the method according to the invention is characterized in that at least one holding device is provided on a height-adjustable holder for holding and releasing an upright strand, and in that the holder has a horizontally guided chain saw which can be moved into the region of the strand. In this case, the holder is arranged at the intended location on the subfloor, adhesive is applied to the subfloor at the base locations, and the support is then released in order to lower a strand into the prepared adhesive location at a base location. The underside of the strand sticks to the sub-floor. Then the saw is in the front seen height moved through the strand to separate the strand. During this separation process, the strand is held in place by the clamping device in order not to put excessive strain on the still fresh adhesive point. The upper end of the strand can then either be thrown away or used for a new base element.
Gemäß einer bevorzugten Ausführungsform der Erfindung weist die Halterung eine von einem Klebemittel-Vorratsbehälter in den Bereich unterhalb einer jeden Haltevorrichtung führende Leitung auf. Durch diese Leitung wird fließfähiges Klebemittel an der Sockelstelle auf den Unterboden aufgetragen. Das Austrittsende der Leitung befindet sich seitlich über der Sockelstelle, damit die Leitung das Absenken des Stranges nicht behindert. In der Leitung befindet sich mindestens ein Absperrorgan, das manuell oder auch automatisch betätigt werden kann, wenn im Zuge des Arbeitsablaufs Klebemittel auf den Unterboden aufgetragen werden sollen. Durch diese Vorrichtung werden der Transport, die Positionierung und die Dosierung des Klebemittels vereinfacht.According to a preferred embodiment of the invention, the holder has a line leading from an adhesive storage container into the area below each holding device. Through this line, flowable adhesive is applied to the sub-floor at the base. The outlet end of the line is located laterally above the base so that the line does not hinder the lowering of the line. There is at least one shut-off device in the line, which can be operated manually or automatically if adhesives are to be applied to the sub-floor during the course of the workflow. This device simplifies the transport, positioning and metering of the adhesive.
Obwohl im Rahmen der Erfindung auch eine Halterung möglich ist, mit der jeweils ein einziges Sockelelement gesetzt wird, und die danach an eine andere vorgesehene Sockelstelle bewegt wird, ist gemäß einer bevorzugten Ausführungsform der Erfindung auf einem höheneinstellbaren und nivellierbaren Rahmen, der mehrere Haltevorrichtungen mit den für die Sockelstellen vorgesehenen Abständen aufweist, ein eine Säge tragender Wagen horizontal fahrbar geführt. Die Säge ist quer zu der Fahrtrichtung des Wagens auf diesem bewegbar. Eine derartige Vorrichtung hat den Vorteil, daß zur Positionierung mehrerer Sockelelemente nur eine einmalige Positionietung und Höhenausrichtung des Rahmens erforderlich ist.Although a holder is also possible within the scope of the invention, with which a single base element is placed in each case, and which is subsequently moved to another intended base location, according to a preferred embodiment of the invention is on a height-adjustable and levelable frame which has a plurality of holding devices with the has spacing provided for the base points, a carriage carrying a saw guided horizontally. The saw can be moved across the carriage in the direction of travel. Such a device has the advantage that for positioning multiple base elements only a one-time positioning and height adjustment of the frame is required.
Auf dem Wagen oder auf einem zusammen mit dem Wagen längs des Rahmens verfahrbaren Schlitten kann ein Klebemittel-Vorratsbehälter angeordnet sein, von dem mindestens eine Leitung zu der vorgesehenen Klebestelle unterhalb einer Halterung des Rahmens führt. Wenn die Klemmvorrichtungen die Stränge einer Reihe gleichzeitig absenken, ist zweckmäßigerweise für jede Klebestelle eine eigene Leitung vorgesehen, so daß das Aufbringen von Klebemitteln auf mehrere Klebestellen gleichzeitig erfolgt. Bei einer anderen Arbeitsweise wird an jeder Sockelstelle separat Kleber aufgetragen. Anschließend erfolgt das Absenken des zugehörigen Stranges und das Abschneiden. In diesem Fall wird für jede Reihe von Sockelelementen nur eine einzige Leitung für den Auftrag von Klebemittel auf den Unterboden benötigt.An adhesive storage container can be arranged on the carriage or on a slide that can be moved along the frame together with the carriage, from which at least one line leads to the intended adhesive point below a holder of the frame. If the clamping devices lower the strands of a row at the same time, a separate line is expediently provided for each adhesive point, so that adhesives are applied to several adhesive points simultaneously. In another way of working, adhesive is applied separately to each base. The associated strand is then lowered and cut off. In this case, only a single line is required for the application of adhesive to the subfloor for each row of base elements.
Bei dem Klebemittel handelt es sich vorzugsweise um einen bei Berührung mit den kalten Strängen erkaltenden Heißkleber. Um den Heißkleber flüssig zu halten, ist es erforderlich, die von dem Vorratsbehälter zu dem Auslaß führende Leitung mit einer guten thermischen Isolierung zu versehen bzw. zu heizen. Nach dem Austreten aus der Leitung erkaltet der Heißkleber sehr schnell, so daß er bei Berührung mit dem Unterboden und mit einem kalten Strang schnell hart wird.The adhesive is preferably a hot glue that cools on contact with the cold strands. In order to keep the hot glue liquid, it is necessary to provide or heat the line leading from the storage container to the outlet with good thermal insulation. After exiting the line, the hot glue cools very quickly, so that it hardens quickly when it comes into contact with the sub-floor and with a cold strand.
Eine besondere Schwierigkeit beim Setzen der Sockelelemente eines Doppelbodens besteht darin, die Sockelstellen im Rastermaß des Doppelbodens festzulegen. Zu diesem ist gemäß weiterer Erfindung vorgesehen, daß die Halterung bzw. der Pahmen Stützen aufweist, die auf zuvor im Rastermaß des Deoppelhodens gesetzte Setzmarken einrastend aufsetzbar sind. Diese Setzmarken können entweder aus schon fertiggestellten Sockelelementen bestehen oder aus zusätzlich hergestellten Orientierungsmarken, die jedoch nicht notwendigerweise an Sockelstellen angeordnet sein müssen, sondern auch innerhalb der Felder des Doppelbodens liegen können. Wichtig ist nur, daß die Setzmarken relativ zueinander mit dem Rastermaß des Doppelbodens in Einklang stehen. Derartige Setzmarken dienen der Festlegung der Sockelstellen. Wenn sie auch für die Höhennivellierung der Sockelelemente mitbenutzt werden, addieren sich die Höhenabweichungen, so daß bei großflächigen Doppelböden eine genaue Nivellierung nicht sichergestellt werden kann. Zur Behebung dieser Schwierigkeit ist gemäß einer bevorzugten Ausführungsform der Erfindung ein ortsfest angeordneter Laserstrahlgenerator vorgesehen, der einen horizontalen Laserstrahl erzeugt, und mindestens eine der höheneinstellbaren Stützen der Halterung bzw. des Rahmens weist einen Empfänger auf, der eine Höheneinstellvorrichtung dieser Stütze derart einstellt, daß er auf der Höhe des Laserstrahles liegt. Die Einstellung der übrigen Stützen kann ebenfalls über entsprechende Laserstrahlempfänger erfolgen oder über Nivellier-Signalgeber, die nach Art einer Wasserwaage die horizontale Ausrichtung der Halterung bzw. des Rahmens feststellen. Solche Signalgeber arbeiten mit einem Kontakt aus flüssigem Quecksilber.A particular difficulty when setting the base elements of a raised floor is to determine the base locations in the grid dimension of the raised floor. For this purpose, according to a further invention, it is provided that the holder or the frame has supports which are placed on previously placed marks in the grid dimension of the double testicle can be snapped on. These setting marks can either consist of already finished base elements or of additionally produced orientation marks, which, however, do not necessarily have to be arranged at base points, but can also lie within the fields of the raised floor. It is only important that the setting marks are in line with each other with the pitch of the raised floor. Such setting marks serve to determine the base locations. If they are also used for leveling the base elements, the height deviations add up, so that exact leveling cannot be ensured with large double floors. To remedy this difficulty, a stationary laser beam generator is provided according to a preferred embodiment of the invention, which generates a horizontal laser beam, and at least one of the height-adjustable supports of the holder or the frame has a receiver which adjusts a height adjustment device of this support in such a way that it lies at the level of the laser beam. The other supports can also be adjusted using appropriate laser beam receivers or level signaling devices, which use a spirit level to determine the horizontal alignment of the bracket or frame. Such signal transmitters work with a contact made of liquid mercury.
Im folgenden werden unter Bezugnahme auf die Zeichnungen einige Ausführungsbeispiele der Erfindung näher erläutert.Some exemplary embodiments of the invention are explained in more detail below with reference to the drawings.
Es zeigen :
Figur 1 eine perspektivische Ansicht eines Doppelbodens während der Montage von Stützen auf Sockelelementen - bei teilweise schon fertiggestelltem Oberboden,- Figur 2 eine Draufsicht einer Vorrichtung zum Setzen von Sockelelementen im Rastermaß der vorgesehenen Sockelstellen,
Figur 3 eine Ansicht der Vorrichtung aus Richtung des Pfeiles III in Fig. 2,- Figur 4 einen Schnitt entlang der Linie IV-IV in Fig. 2,
- Figur 5 einen Schnitt entlang der Linie V-V in Fig. 2,
Figur 6 eine Teil-Seitenansicht einer abgeänderten Ausführungsform der Vorrichtung, mit Blick aus Richtung des Pfeiles VI der Fig. 2,Figur 7 einen Schnitt entlang der Linie VII-VII in Fig. 6,Figur 8 einen Schnitt entlang der Linie VIII-VIII in Fig. 6,Figur 9 eine schematische perspektivische Darstellung einer Doppelsäge zum gleichzeitigen Abtrennen zweier Stränge,Figur 10 eine Seitenansicht einer weiteren Ausführungsform der Vorrichtung zum Setzen von Sockelelementen,Figur 11 eine Frontansicht der Vorrichtung nach Figur 10 aus Richtung des Pfeiles XI,- Figur 12 eine schematische Draufsicht der Vorrichtung nach Figur 10,
Figur 13 einen schematischen Querschnitt durch die Vorrichtungnach den Figuren 10 bis 12,Figur 14 eine schematische Darstellung der Antriebseinrichtung der Vorrichtung nachden Figuren 10bis 13,Figuren 15bis 20 verschiedene Zustände während des Arbeitsablaufs der Vorrichtung nachden Figuren 10bis 14, undFigur 21 eine Darstellung der Schwenkbewegung des Führungskopfes.
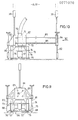
- FIG. 1 shows a perspective view of a raised floor during the assembly of supports on base elements - with the top floor partially completed,
- FIG. 2 shows a plan view of a device for setting base elements in the grid dimension of the base locations provided,
- FIG. 3 shows a view of the device from the direction of arrow III in FIG. 2,
- FIG. 4 shows a section along the line IV-IV in FIG. 2,
- FIG. 5 shows a section along the line VV in FIG. 2,
- FIG. 6 shows a partial side view of a modified embodiment of the device, looking from the direction of arrow VI in FIG. 2,
- FIG. 7 shows a section along the line VII-VII in FIG. 6,
- FIG. 8 shows a section along the line VIII-VIII in FIG. 6,
- FIG. 9 shows a schematic perspective illustration of a double saw for cutting two strands at the same time,
- FIG. 10 shows a side view of a further embodiment of the device for setting base elements,
- FIG. 11 shows a front view of the device according to FIG. 10 from the direction of arrow XI,
- FIG. 12 shows a schematic top view of the device according to FIG. 10,
- FIG. 13 shows a schematic cross section through the device according to FIGS. 10 to 12,
- FIG. 14 shows a schematic illustration of the drive device of the device according to FIGS. 10 to 13,
- Figures 15 to 20 different states during the workflow of the device according to Figures 10 to 14, and
- Figure 21 shows the pivoting movement of the guide head.
In Figur 1 ist ein Doppelboden dargestellt, bei dem auf den aus Beton bestehenden Unterboden 10 Sockelelelemente 11 befestigt sind, die entlang der Kreuzungsstellen eines quadratischen Rasters angeordnet sind. Die Sockelelemente 11 haben eine relativ geringe Höhe zwischen etwa 10 und 100 mm. Die Oberseiten der zylindrischen, mit längslaufenden Öffnungen versehenen Sockelelemente 11 befinden sich jeweils auf gleichen Höhen. Die Sockelelemente 11 dienen zum Ausgleich von Unebenheiten des Unterbodens 10, d.h. die in Tälern des Unterbodens angeordneten Sockelelemente haben eine größere Höhe als die auf Bergen des Unterbodens angeordneten Sockelelemente.In Figure 1, a double floor is shown, in which 10
Auf den Sockelelementen 11 werden die Stützen 12 befestigt, die vorgefertigt sind und die alle die gleiche Höhe haben. Die zylindrischen Stützen 12, die ebenfalls einen längslaufenden durchgehenden Axialkanal aufweisen, sind an den Ecken der Platten 13 des Oberbodens 14 angeordnet, so daß auf den Stirnseiten der Stützen 12 die Ekken von bis zu vier Platten 13 aufliegen.The supports 12, which are prefabricated and which all have the same height, are fastened to the
Bei der Herstellung des Doppelbodens werden zunächst die Sockelelemente 11 auf dem Unterboden 10 festgeklebt und anschließend auf Länge so abgesägt, daß die oberen Stirnseiten sämtlicher Sockelelemente 11 auf gleichem Niveau liegen. Dann werden Rohre 15, Leitungen, Trennwände o.dgl. auf dem Unterboden 10 verlegt. Diese Verlegung wird durch die kurzen Sockelelemente 11 nicht wesentlich behindert. Nach Abschluß der Installationsarbeiten werden auf den Sockelelementen 11 die Stützen 12 montiert und auf diesen werden die Platten 13 angeordnet. Da die Stützen 12 feste, vorgegebene Längen haben, brauchen im Anschluß an die Montage der Sockelelemente 11 keine weiteren Nivellierarbeiten durchgeführt zu werden. Alternativ ist es auch möglich,die Stützen 12 fortzulassen und die Platten 13 direkt auf den Sockelelementen 11 zu verlegen.In the manufacture of the double floor, the
Das Setzen der Sockelelemente 11 erfolgt mit der in den Fig. 2 bis 5 schematisch dargestellten Vorrichtung. Diese Vorrichtung weist einen langgestreckten Rahmen 15 auf, der aus zwei längslaufenden Schienen 16,17 und diese Schienen an den Stirnseiten verbindenden Querarmen 18,19 besteht. Dieser Rahmen 15 wird auf dem Unterboden 10 in Querrichtung (gemäß Fig. 2 nach unten) schrittweise weiterbewegt. Entlang der Außenseiten der Schienen 16,17 sind jeweils mehrere Haltevorrichtungen 20 angeordnet, von denen jede aus einem starren Gegenhalter 21 und einem von einem Hydraulikzylinder 23 relativ zu dem Gegenhalter 21 bewegbaren Klemmelement 22 besteht. Die Abstände der Haltevorrichtungen 20 entsprechen dem Rastermaß der Sockelstellen, an denen die Sockelelemente gesetzt werden können. In einer Stellung des Rahmens 15 können bei dem in Fig. 2 dargestellten Ausführungsbeispiel somit insgesamt acht Sockelelemente 11 (jeweils vier in einer Reihe) gesetzt werden.The
Die Sockelelemente 11 werden aus Halbzeugen in Form hohler rohrförmiger Stränge 24 hergestellt, die aufrechtstehend seitlich in zwei Reihen an dem Rahmen 15 angeordnet sind,und von dem an den Strangumfang angreifenden Haltevorrichtungen 20 festgehalten werden.The
An jeder Sockelstelle wird zunächst auf den Unterboden 10 eine abgemessene Menge eines Klebers 25 aufgebracht (Fig. 5). Dann wird der von der Haltevorrichtung 20 über der Sockelstelle schwebend festgehaltene Strang 24 von der Haltevorrichtung 20 freigegeben, so daß er sich mit seiner unteren Stirnfläche auf den Unterboden 10 bzw. den K1e-ber 25 aufsetzt. Bei dem Kleber 25 handelt es sich um einen Heißkleber, der heiß aufgetragen wird und durch die Berührung mit dem Unterboden 10 und mit der unteren Stirnfläche des Stranges 24 schnell erhärtet. Nach dem Aufsetzen wird der Zylinder 23 wieder betätigt, um den Strang 24 an der betreffenden Schiene 16, 17 wieder festzuklemmen. Nun wird das horizontal ausgerichtete und in einer vorgesehenen Höhe quer zu dem Strang 24 bewegbare Sägeblatt 26 einer Motorsäge 27 durch den Strang 24 hindurch bewegt, so daß das Sockelelement 11 von dem von der Haltevorrichtung 20 festgehaltenen Strang 24 abgetrennt wird. Der verbliebene Teil des Stranges 24 kann nun nach dem schrittweisen Weiterbewegen des Rahmens 15 über einer neuen Klebestelle abgesetzt werden.At each base, a measured amount of an adhesive 25 is first applied to the sub-floor 10 (FIG. 5). Then the
Die Motorsäge 27 besteht aus einem Elektromotor 28, einem Getriebe 29 und dem um die vertikale Achse des Getriebes 29 rotierenden kreisförmigen Sägeblatt 26. Die Motorsäge 27 ist an einem Schwenkarm 30 (Fig. 2) montiert, der an einem längs der Schienen 16,17 verfahrbaren Wagen 31 in Querrichtung mittig gelagert ist. In der einen Endstellung des Schwenkarmes 30 durchtrennt das Sägeblatt 26 den an der Schiene 16 festgehaltenen Strang 24 und in der anderen Endstellung durchtrennt es den an der Schiene 17 festgehaltenen Strang 24. Zwischen diesen beiden Endstellungen kann der Schwenkarm 30 in eine Mittelstellung geschwenkt werden, in der das Sägeblatt 26 nicht im Bereich irgendeines Stranges 24 liegt, sondern sich mittig zwischen den Schienen 16 und 17 befindet. In dieser Mittelstellung des Schwenkarmes 30 kann der Wagen 31 längs der Schienen 16,17 von einem Strangpaar zum nächsten verfahren werden.The chain saw 27 consists of an
Bei dem Ausführungsbeispiel von Fig. 2 reichen vier verschiedene Stellungen des Wagens 31 längs des Rahmens 15 aus, um insgesamt acht Stränge 24 mit dem Sägeblatt 26 abzutrennen, und die zugehörigen Sockelelemente 11 höhengerecht von den Strängen 24 abzutrennen.In the embodiment of FIG. 2, four different positions of the
Die Querstangen 19, die sich an den Enden des Rahmens 15 befinden, sind nach hinten (entgegen der Bewegungsrichtung des Rahmens 15) verlängert und tragen an ihren rückwärtigen Enden nach unten gerichtete höhenverstellbare Stützen 33, von denen eine in Fig. 4 dargestellt ist. Die Stützen 33 weisen vertikal ausgerichtete Hydraulikzylinder 34 auf, deren Kolben 35 unterschiedlich weit nach unten ausfahrbar sind. An der Unterseite des Kolbens 35 befindet sich eine Einkerbung 36, um den Kolben 35 und damit die gesamte Stütze 33 in definierter Weise auf eine metallische Setzmarke 37 aufsetzen zu können, die mit einem Kleber 38 auf dem Unterboden 10 befestigt ist. Die Setzmarke 37 weist eine in die Einkerbung 36 eindringende Erhöhung auf, so daß die Stütze 33 auf der Setzmarke 37 sehr genau positioniert werden kann.The
Auch die vorderen Enden der Querstäbe 19 weisen derartige Ständer 33 auf, wie sie in Fig. 4 abgebildet sind. Jeder dieser höhenverstellbaren Ständer ist von einem Laserstrahldetektor 39 gesteuert, der an diesem Ständer 33 befestigt ist, und zusammen mit ihm in der Höhe verstellt wird. Ein ortsfester Sender 40 sendet in einer bestimmten Höhe die oberhalb sämtlicher anderer Teile der Vorrichtung liegt, einen exakt horizontalen Laserstrahl aus. Zu diesem Zweck wird der Sender 40 um eine vertikale Achse herum periodisch verschwenkt, so daß der Laserstrahl in der vorgesehenen Höhe den gesamten Raum überstreicht. Die Empfänger 39 steuern die höhenverstellbaren Stützen 33 des Rahmens 15 in der Weise, daß sie sich exakt auf die Höhe des Laserstrahles einstellen. Dadurch wird erreicht, daß das Sägeblatt 26 sich unabhängig von der Höhe der Setzmarken 37 in der vorgesehenen Sägehöhe befindet und daß darüber hinaus die gesamte Vorrichtung horizontal ausgerichtet ist.The front ends of the cross bars 19 also have stands 33 of the type shown in FIG. 4. Each of these height-adjustable stands is controlled by a
Die Setzmarken 37, die außerhalb der Rasterpunkte der Sockelelemente angeordnet werden, dienen im vorliegenden Fall nur der Festlegung der Rasterpunkte in der horizontalen Ebene, nicht aber der Höhennivellierung des Rahmens 15. Die Höhennivellierung erfolgt vielmehr durch die Laserstrahlempfänger 39 bzw. durch die höhenverstellbaren Stützen 33. Die Setzmarken 37 werden jeweils unter den beiden vorderen Stützen 33 manuell angebracht, nachdem die rückwärtigen Stützen 33 auf die schon vorhandenen Setzmarken 37 aufgesetzt worden sind.The set marks 37, which are arranged outside the grid points of the base elements, only serve to fix the grid points in the horizontal plane in the present case, but not to level the
Zum Verschieben des Rahmens 15 sind an den Stützen 33 Hebel 40'angelenkt, die an ihren unteren Enden Laufräder 41 tragen. Die Hebel 40'können manuell verschwenkt werden, um den gesamten Rahmen 15 anzuheben, so daß seine Stützen 33 von den Setzmarken 37 freikommen und der Rahmen 15 quer zu den Schienen 16,17 auf dem Unterboden 10 verfahren werden kann. Danach werden die Hebel 40'an den rückwärtigen Stützen 33 wieder zurückgestellt, so daß diese Stützen sich auf die bereits vorhandenen Setzmarken 37 aufsetzen. Die vorderen Stützen 33 sind noch angehoben bis sie mit den neuen Setzmarken 37 unterlegt sind. Danach wird der Rahmen 15 auch an den vorderen Stützen 33 abgesenkt.To move the
Alternativ zu dem Hub- und Fahrmechanismus mit den Hebeln 40'können an den Querstäben 19 auch Laufräder 42 mit festen Achsen gelagert sein, die beim Ausfahren der Kolben 35 aus den Stützen 33 vom Boden abheben. Das Ausführungsbeispiel der Fig. 6 bis 8 gleicht weitgehend demjenigen der Fig. 2 bis 5 und Teile die in beiden Fällen die gleiche Funktion haben, sind mit denselben Bezugszeichen versehen.As an alternative to the lifting and driving mechanism with the
Oberhalb der beiden Schienen 16, 17 des Rahmens 15 befinden sich zwei weitere Schienen 16', 17', die parallel zu den Schienen 16,17 verlaufen und ebenfalls Bestandteil des starren Rahmens 15 sind. An dem Wagen 31 sind zwei Rollen 42 gelagert, die sich jeweils über nahezu die gesamte Breite des Rahmens erstrecken und mit ihren Enden auf den horizontalen Schenkeln der Schienen 16,17 abrollen. An den Achsen der Rollen 42 greifen Bügel 43 an, die ihrerseits ein starres Gestell bilden, an dem die Motorsäge 27 horizontal bewegbar geführt ist. Die Querbewegung der Motorsäge 27 erfolgt durch zwei synchron betätigte Hydraulikzylinder 44, die in zwei oberen Ecken des Gestells 43 angelenkt sind und mit ihren anderen Enden an dem Motor 28 angreifen. Die Motorsäge 27 ruht auf zwei quer zu dem Rahmen 15 verlaufenden Führungsschienen, auf denen sie durch Ausfahren und Einziehen der Hydraulikzylinder 44 seitlich verschiebbar ist, so daß ihr rotierendes Sägeblatt 26 in den Bereich der von außen an dem Rahmen 15 anliegenden Stränge 14 gelangen kann.Above the two
Das Gestell 43 weist an seiner Oberseite Führungsrollen 59,60 auf, die an den Seitenschenkeln bzw. den horizontalen Schenkeln der Führungsschienen 16',17' angreifen, so daß der Wagen 31 zwischen den Führungsschienen 16,17 und 16',17' praktisch spielfrei geführt ist.The
Die horizontalen Schenkel der oberen Führungsschienen 16',17' dienen außerdem als Führungsschiene für einen zweiten Wagen 45, der über dem ersten Wagen 31 angeordnet ist, und zusammen mit diesem längs der Schienen 16', 17' verfahrbar ist. Der zweite Wagen 45, der mit Rädern auf den Schienen 16',17' läuft, weist einen Klebemittel-Vorratsbehälter 46 auf, der das Klebemittel in heißer Form enthält. Aus dem Vorratsbehälter 46 führt eine Leitung 47 außen an dem Wagen 31 vorbei nach unten. Dort verzweigt sich die Leitung 47 in zwei Leitungen 48,49, von denen jede zu einer Klebestelle führt. Die Leitungen 48,49 enden nicht mittig über den Klebestellen, sondern sie führen (in Bewegungsrichtung des Wagens 31) von hinten unter die Bahn des Sägeblattes 26 und enden in einem derartigen Abstand von der Klebestelle, daß sie die Abwärtsbewegung des betreffenden Stranges 24 nicht behindern. Vorzugsweise erfolgt das Ausstoßen der dosierten Klebemittelmenge aus den Düsen an den freien Enden der Leitungen 48,49 unter Druck, wobei die Düsen so ausgerichtet sind, daß die vorgesehene Klebestelle auch im Abstand genau getroffen wird.The horizontal legs of the upper guide rails 16 ', 17' also serve as a guide rail for one
Das rotierende Sägeblatt 26 ist mit einer an dem mit dem Gehäuse des Motors 28 festverbundenen Abdeckung 50 versehen, die zusammen mit der Motorsäge 27 quer zur Fahrrichtung des Wagens 31 bewegt werden kann. Diese Verkleidung 50, die das Sägeblatt 26 nach unten überragt, weist an zwei gegenüberliegenden Stellen Ausnehmungen 51, 52 auf, die beim seitlichen Ausfahren der Sägevorrichtung den jeweiligen Strang 24-aufnehmen, so daß das Sägeblatt 26 diesen Strang durchtrennen kann.The rotating
An der Sägevorrichtung 27 ist ferner ein (nicht dargestellter) Staubsauger befestigt, der über einen unter der Verkleidung 50 mündenden Staubluftkanal 53 (Fig. 7) den Sägestaub absaugt. Ferner kann der Staubsauger dazu benutzt werden, die Klebestellen vor dem Aufbringen des Klebers staubfrei zu machen.Also attached to the
Bei dem Ausführungsbeispiel der Fig. 9 ist an dem Rahmen 15 zwischen den Schienen 16,17 ein auf diesen Schienen befestigter Querbalken 55 angebracht, an dem mit horizontaler Achse ein Sägebalken 56 gelagert ist. An den beiden entgegengesetzten Enden des Sägebalkens 56 befinden sich Elektromotoren 57, die jeweils ein kreisförmiges horizontales Sägeblatt 26 antreiben. Die beiden Sägeblätter 26 des Sägebalkens 56 durchtrennen also jeweils synchron zwei einander diagonal gegenüberangeordnete Stränge 24.In the embodiment of FIG. 9, a
Die Ausrichtung des Rahmens 15 nach Fig. 9 erfolgt durch Kappen 58, die an dem Rahmen 15 befestigt sind und auf schon gesetzte Sockelelemente 11 aufgesteckt werden.The alignment of the
Bei dem Ausführungsbeispiel der Fig. 10 bis 21 besteht die Halterung 70 aus einem Block 71, der eine vertikale Bohrung für den Durchgang eines Rohres 72 aufweist. An dem unteren Ende des Blockes 71 ist ein Revolverkopf 73 befestigt, der zwei mit vertikalem Abstand angeordnete horizontale Halter 74,75 aufweist, die durch vier vertikale Führungsrohre 76 untereinander verbunden sind. Wie aus Fig. 12 hervorgeht, sind die Führungsrohre, von denen jedes einen Strang 24 aufnimmt, in der Nähe des Randes des Halters 75 angeordnet. Der untere Halter 75 ist gemäß Fig. 13 als Schutzhaube ausgebildet, die einen an ihrem Umfang umlaufenden, nach unten weisenden Rand aufweist und nur an den Durchtrittsstellen der Stränge 24 nach unten offen ist. In dieser Schutzhaube befinden sich zwei horizontale kreisförmige Sägeblätter 26, von denen jedes an dem unteren Ende der Welle eines separaten Motors 57 befestigt ist. Die vertikalen Wellen der beiden Motore 57 ragen jeweils durch einen kreisbogenförmigen Schlitz 77 der unteren Platte 75 in das Innere der Schutzhaube hinein, wo sich die Sägeblätter 26 befinden. Die beiden Motore 57 sind an den Enden eines Sägebalkens 56 befestigt, der an dem Rohr 72 gelagert ist. Das Rohr 72 ist mit seinem rückwärtigen Ende an eine Saugvorrichtung angeschlossen, um Staub unter der Schutzhaube bzw. vom Boden abzusaugen.In the embodiment of FIGS. 10 to 21, the
An den Führungsrohren 76 befinden sich Stachelwalzen 78 (Fig. 13), die mit ihren abstehenden Stacheln in die Umfangsfläche des betreffenden Stranges 24 eindringen. Wenn die Stachelwalzen 78 angetrieben werden, werden die Stränge 24 abgesenkt. Die Stachelwalzen 78 können blockiert werden, um Bewegungen des Stranges innerhalb seines Führungsrohres 76 zu blockieren.There are spiked rollers 78 (FIG. 13) on the
Die Vorrichtung weist drei vertikale Beine 80,81,82 auf, von denen das eine Bein 80 mit einer ersten Traverse 83 fest verbunden ist, während die beiden anderen Beine 81 und 82 untereinander durch eine zweite Traverse 84 verbunden sind. Zwischen den Traversen 83 und 84 erstrecken sich zwei Führungsschienen 85 und zwei Spindeln 86. Wie Fig. 11 zeigt, sind die Führungsschienen 85 und die Führungsspindeln 86 nach Art eines Quadrats angeordnet. Ihr eines Endes ist jeweils an der Traverse 83 und ihr anderes Ende an der Traverse 84 befestigt. Die Führungsstangen 85 und die Führungsspindeln 86 gehen durch den Führungskopf 87 hindurch, der (nicht dargestellte) Spindelmuttern aufweist, die mit den Spindeln 86 in Eingriff sind. Diese Spindelmuttern werden von einem ebenfalls im Führungskopf 87 enthaltenen Antriebsmotor synchron angetrieben. Wenn der Antriebsmotor die Spindelmuttern treibt, bewegt sich der Antriebskopf 87 und mit ihm der Block 71 und der Revolverkopf 73 entlang der horizontalen Führungsstangen 85 bzw. Führungsspindeln 86.The device has three
Die Beine 80,81 und 82 weisen Hydraulikzylinder 88 auf, mit denen ihre Länge verändert werden kann. Werden die Hydraulikzylinder 88 ausgefahren, dann wird die gesamte Vorrichtung vom Boden abgehoben.The
An der Traverse 83 und an der Traverse 84 ist jeweils ein vertikaler Stab mit einem Laserstrahlempfänger 39 angeordnet. Die Laserstrahlemfpänger 39 reagieren in gleicher Weise wie bei dem Ausführungsbeispiel der Fig. 3 auf einen horizontalen Laserstrahl. Eine Regeleinrichtung sorgt dafür,daß die Hydraulikzylinder 88 soweit ausgefahren werden, daß die Laserstrahlempfänger 39 sich exakt in der Höhe des Laserstrahls befinden. Auf diese Weise erfolgt die Nivellierung der Vorrichtung. Wenn die Laserstrahlempfänger 39 auf dieselbe Höhe ausgerichtet sind, haben die Führungsstangen 85 bzw. Führungsspindeln 86 ebenfalls horizontale Ausrichtung.A vertical rod with a
Neben jedem Führungsrohr 76 ist ein Auslaß 90 einer Klebemittelleitung an dem unteren Halter 75 angeordnet. Durch Verschwenken des Revolverkopfes 73 um die Achse des Rohres 72 kann der Klebemittelauslaß 90 über die Stelle geschwenkt werden, die zuvor unter dem Führungsrohr 76 für den Strang 24 angeordnet war. Auf diese Weise ist es möglich, durch Schwenkbewegungen des Revolverkopfes 73 um seine vertikale Achse Klebemittel an die Befestigungsstellen für die Stränge auf dem Fußboden zu spritzen. Nach jedem Klebemittelspritzvorgang wird der Revolverkopf 73 in seine Normalposition zurückgeschwenkt. Danach können die Stränge 24 unter Drehung der Stachelwalzen 78 abgesenkt werden, so daß sie auf dem Klebemittel aufsetzen.An
Gemäß Fig. 14 kann der in dem Führungskopf 87 enthaltene (nicht dargestellte) Antriebsmotor durch Einschalten verschiedener Kupplungen die folgenden Bewegungen hervorrufen:
- 1. Der Antriebsmotor treibt die
mit den Spindeln 86 zusammenwirkenden Spindelmuttern, so daß der Führungskopf 87 sich längs der Führungsstangen 85 und Führungsspindeln 86 bewegt. - 2. Der Motor treibt die hin- und hergehende Pendelbewegung des Sägebalkens 56 um die
Sägeblätter 26 so zu verschwenken, daß sie die Stränge 24 horizontal abschneiden. - 3. Der Motor schwenkt den Revolverkopf um einen Winkelbetrag nach rechts und links um Klebemittel auf den Boden unter den Strängen aufzutragen.
- 4. Der Motor bewirkt über ein Getriebe 92 eine Schwenkbewegung des Führungskopfes 87, um die vertikale Achse des Blockes 71 bzw. des zu diesem Zeitpunkt feststehenden Revolverkopfes 73, um eine Richtungsänderung der Führungsstangen 85 und Führungsspindeln 86 zu bewirken.
- 1. The drive motor drives the spindle nuts cooperating with the
spindles 86, so that theguide head 87 moves along theguide rods 85 and guidespindles 86. - 2. The motor drives the reciprocating pendulum movement of the
saw beam 56 to pivot thesaw blades 26 so that they cut thestrands 24 horizontally. - 3. The motor swivels the turret to the right and left by an angle to apply adhesive to the floor under the strands.
- 4. The motor causes a pivoting movement of the
guide head 87 via a gear 92, about the vertical axis of theblock 71 or of theturret head 73, which is stationary at this time, in order to change the direction of theguide rods 85 and guidespindles 86.
Der Funktionsablauf der Vorrichtung ist in den Fig. 15 bis 21 dargestellt. Dabei ist angenommen, daß bei der Position in Fig. 15 der Führungskopf 87 zusammen mit dem Kopfstück 71 sich an dem rechten Ende der Führungsstangen 85 bzw. Führungsspindeln 86, also in der Nähe der Traverse 84 Definden. Der Revolverkopf 73 befindet sich in der Normalposition, in der die Führungsrohre 76 an den Ecken eines Quadrats angeordnet sind, dessen eine Seiten parallel und dessen andere Seiten rechtwinklig zu den Führungsstangen 85 bzw. Führungsspindeln 86 verlaufen. In dieser Position steht die gesamte Vorrichtung auf den drei Beinen 80,81 und 82. Die Hydraulikzylinder 88 dieser Beine werden durch die Laserempfänger 39 so eingestellt, daß der Revolverkopf 73 in einer vorgegebenen Höhe über dem Fußboden schwebt, und zwar in exakt horizontaler Ausrichtung. Nun wird der (nicht dargestellte) Staubsauger eingeschaltet, um durch die Leitung 72 unter der Sägeschutzhaube 75 eine Staubabsaugung vom Fußboden vorzunehmen.The functional sequence of the device is shown in FIGS. 15 to 21. It is assumed that in the position in FIG. 15, the
Nun wird der Revolverkopf 73 gemäß Fig. 16 relativ zu dem Blockstück 71 um seine vertikale Achse um etwa 10° nach rechts und nach links verschwenkt, so daß die Klebstoffspritzdüsen 90 in diejenigen Positionen gebracht werden, an denen sich zuvor die Führungsrohre 76 befunden haben. Durch die Klebstoffspritzdüsen 90 werden auf den Fußboden Klebstoffkleckse an denjenigen Stellen aufgebracht, an denen später die Stränge 24 aufgesetzt werden sollen. Wenn dies geschehen ist, wird der Revolverkopf 73 in die Mittelposition zurückgeschwenkt. Dann werden die Stachelwalzen 78 (Fig. 13) angetrieben,um die Stränge 24 in den Führungsrrohren 76 bis auf den Boden abzusenken.16 is now pivoted relative to the
Nach dem Erhärten des Klebstoffes werden die Hydraulikzylinder 88 eingezogen,so daß die Beine 80,81,82 von dem Boden abheben. In diesem Zustand steht die Vorrichtung ausschließlich auf den Strängen 24, die durch die festgehaltenen Stachelwalzen 78 blockiert werden. Nun wird die aus den Führungsstangen 85, den Führungsspindeln 86, den Traversen 83,84 und den Beinen 80,81,82 bestehende Einheit durch Betätigung der Antriebseinrichtung im Führungskopf 87 relativ zu dem Revolverkopf 73 horizontal (nach rechts) bewegt, so daß die Traverse 84 sich von dem Revolverkopf 73 entfernt und die Traverse 83 sich dem Revolverkopf 73 annähert. Wenn der Abstand zwischen den Mittelpunkten zweier Führungsrohre 76 den Wert a hat, so werden die Führungsstangen 85 und Führungsspindeln 86 gemäß Fig. 17 so weit nach rechts bewegt, daß der Revolverkopf 70 später eine Position erreichen kann, in der die Stellen 76',an denen sich dann die Führungsrohre befinden, exakt im Rastermaß a zu den schon angebrachten Strängen 24 angeordnet sind. Dies bedeutet, daß die Führungsstangen und Führungsspindeln 85,86 mindestens eine Länge von 3a haben müssen.After the adhesive has hardened, the
Nachdem die Führungsstangen und Führungsspindeln 85,86 auf diese Weise relativ zu dem Revolverkopf 70 verschoben worden sind, werden die Beine 80,81, 82 wieder ausgefahren, so daß sie auf dem Boden aufsetzen und die Vorrichtung tragen. Nachdem die Längen der Beine durch die Laserstrahlempfänger 39 so ausgerichtet worden sind, daß die Sägeblätter 26 sich auf der vorgesehenen Höhe über dem Fußboden befinden, werden die Motoren 57 eingeschaltet, so daß die Sägeblätter 26 rotieren. Dann wird der Sägebalken 56 verschwenkt, so daß die rotierenden Sägeblätter 26 gleichzeitig in die Bereiche zweier einander diagonal gegenüber angeordneter Stränge 24 geführt werden, so daß die auf dem Boden festgeklebten Teile dieser Stränge 24 abgeschnitten werden. Danach erfolgt eine Schwenkung des Sägebalkens 56 in Gegenrichtung, wobei die anderen einander diagonal gegenüberliegenden Stränge 24 abgesägt werden. Nach dem Absägen der vier Stränge wird der Sägebalken 56 wieder auf seine Querposition am Revolverkopf 73 eingestellt, bei der die Sägeblätter 26 sich außerhalb des Bereichs der Stränge 24 befinden.After the guide rods and guide
Fig. 19 zeigt eine Prinzipdarstellung einer Seitenansicht der Vorrichtung, nachdem durch Absägen der Stränge 24 die Sockelelemente 11 erzeugt worden sind. Die Beine 80,81, 82, die auf dem Boden stehen, werden durch Ausfahren der Hydraulikzylinder 88 verlängert, so daß die Sockelelemente 11 von der Schutzhaube 75 freigegeben werden. Danach fährt die aus dem Führungskopf 87 und dem Block 71 bestehende Einheit längs der Führungsstangen 85 und Führungsspindeln 86 zusammen mit dem Revolverkopf 70 nach rechts, während die Vorrichtung auf den Beinen ruht. An der für die nächsten vier Sockelelemente 11 vorgesehenen Stelle wird der Revolverkopf 73 wieder abgesetzt, nachdem die Stränge 24 unter Antrieb durch die Stachelwalzen 78 für eine bestimmte Distanz aus den Führungsrohre 76 herausgefahren sind. Der Revolverkopf 70 ruht dann wieder mit den Strängen 24 auf dem Boden. Die Beine 80,81, 82 werden hochgezogen und zusammen mit den Führungsstangen 85 bzw. Führungsspindeln 86 nach rechts bewegt, so daß der in Fig. 15 dargestellte Zustand von neuem erreicht ist und der gesamte Zyklus wiederholt werden kann.19 shows a basic illustration of a side view of the device after the
Eine derartige Vorrichtung benötigt keine Schienen, sondern sie führt eine Schreit- oder Gehbewegung aus. Dies geschieht dadurch, daß die Vorrichtung abwechselnd auf den Beinen 80,81,82 und auf den Strängen 24 abgestützt wird und abwechselnd die Beine und den Revolverkopf 73 schrittweise weiterbewegt.Such a device does not require rails, but it performs a walking or walking movement. This is done in that the device is alternately supported on the
Wenn eine Richtungsumkehr durchgeführt werden soll, wie dies in Fig. 21 dargestellt ist, werden die Hydraulikzylinder 88 eingefahren, so daß die Beine 80,81,82 vom Boden freikommen. Dann wird der Block 71 relativ zu dem vertikalen Rohr 72 um 90° verschwenkt, so daß die Führungsstangen und Führungsspindeln 85,86 zusammen mit den Traversen 83,84 relativ zu dem feststehenden Revolverkopf 70 um 90° verschwenkt werden. Dies ist beispielsweise dann erforderlich, wenn zwei Reihen von Sockelelementen 11 gleichzeitig gesetzt worden sind und wenn die Maschine die Wand des Raumes erreicht hat. Durch Verschwenken gemäß Fig. 21 erfolgt dann die Weiterbewegung in Querrichtung.If a reversal of direction is to be carried out, as shown in FIG. 21, the
Claims (15)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT82109426T ATE11584T1 (en) | 1981-10-13 | 1982-10-12 | METHOD AND DEVICE FOR PLACING HEIGHT-LEVELLED BASE ELEMENTS OF A RAISED FLOOR. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3140574 | 1981-10-13 | ||
| DE19813140574 DE3140574A1 (en) | 1981-10-13 | 1981-10-13 | METHOD AND DEVICE FOR SETTING HEIGHT-LEVELED BASE ELEMENTS OF A DOUBLE FLOOR |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0077070A1 true EP0077070A1 (en) | 1983-04-20 |
| EP0077070B1 EP0077070B1 (en) | 1985-01-30 |
Family
ID=6143989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82109426A Expired EP0077070B1 (en) | 1981-10-13 | 1982-10-12 | Method of and apparatus for setting up levelled column elements of a double floor |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0077070B1 (en) |
| AT (1) | ATE11584T1 (en) |
| DE (2) | DE3140574A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0291132A1 (en) * | 1987-05-12 | 1988-11-17 | Redexim B.V. | Auxiliary tool for carefully levelling finishing floors |
| EP0479720A1 (en) * | 1990-10-03 | 1992-04-08 | Zurecon Ag | Method and device to lay false floors as well as false floor supports |
| EP0674065A1 (en) * | 1994-03-21 | 1995-09-27 | Lanz Oensingen Ag | Device for installing and levelling the supports of false floors |
| CN110259036A (en) * | 2019-07-05 | 2019-09-20 | 变形积木(北京)装饰工程有限公司 | A kind of floor leveling method |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4018203A1 (en) * | 1990-06-07 | 1991-12-12 | Bernward Mollenhauer | MOVABLE DEVICE FOR SETTING AND ALIGNING SUPPORTS ON A FLOOR WHEN CREATING AN INSTALLATION FLOOR |
| DE10017564B4 (en) * | 2000-04-10 | 2004-09-30 | Marcus Maiwald | Method for producing a floor structure with a plurality of height-adjustable supports and device for positioning these supports |
| CN110259033B (en) * | 2019-07-05 | 2022-04-15 | 变形积木(北京)装饰工程有限公司 | Ground leveling method |
| CN110259034B (en) * | 2019-07-05 | 2021-12-24 | 变形积木(北京)装饰工程有限公司 | Ground leveling system |
| CN110259035B (en) * | 2019-07-05 | 2022-07-05 | 变形积木(北京)装饰工程有限公司 | Ground leveling system |
| CN110528709A (en) * | 2019-08-23 | 2019-12-03 | 变形积木(北京)装饰工程有限公司 | A kind of waterproof construction production method |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD51412A3 (en) * | 1965-07-29 | 1966-11-05 | ||
| DE1903535A1 (en) * | 1969-01-24 | 1970-10-22 | Beton Element Bau H Klein | Terrace covering for flat roofs, balconies, garages and the like. |
| DE2214383A1 (en) * | 1972-03-24 | 1973-10-04 | Bayer Ag | Process for the production of screed from finished parts |
| DE2503262A1 (en) * | 1975-01-28 | 1976-07-29 | Gerhard Wischnewski | Industrial double floor slab supports - comprises plastic beaker shaped cups filled with concrete having plastic additive |
| DE3022142A1 (en) * | 1980-06-13 | 1981-12-24 | Schmidt Reuter Ingenieurgesellschaft mbH & Co KG, 5000 Köln | Double-floor construction, accommodating services - has plinth support faces at unitary level for non adjustable supports |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1196345B (en) * | 1961-01-24 | 1965-07-08 | Fritz Welter | Procedure for the installation of supports for upright slab floors as well as head plates and assembly gauges to carry out the procedure |
| US3831329A (en) * | 1969-02-14 | 1974-08-27 | Glen Crete Prod Co | Building construction system |
| DE2214382A1 (en) * | 1972-03-24 | 1973-10-11 | Bayer Ag | MAXILLA DENTAL PROSTHESIS FOR EDENTAL JAWS |
-
1981
- 1981-10-13 DE DE19813140574 patent/DE3140574A1/en not_active Withdrawn
-
1982
- 1982-10-12 DE DE8282109426T patent/DE3262160D1/en not_active Expired
- 1982-10-12 AT AT82109426T patent/ATE11584T1/en not_active IP Right Cessation
- 1982-10-12 EP EP82109426A patent/EP0077070B1/en not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD51412A3 (en) * | 1965-07-29 | 1966-11-05 | ||
| DE1903535A1 (en) * | 1969-01-24 | 1970-10-22 | Beton Element Bau H Klein | Terrace covering for flat roofs, balconies, garages and the like. |
| DE2214383A1 (en) * | 1972-03-24 | 1973-10-04 | Bayer Ag | Process for the production of screed from finished parts |
| DE2503262A1 (en) * | 1975-01-28 | 1976-07-29 | Gerhard Wischnewski | Industrial double floor slab supports - comprises plastic beaker shaped cups filled with concrete having plastic additive |
| DE3022142A1 (en) * | 1980-06-13 | 1981-12-24 | Schmidt Reuter Ingenieurgesellschaft mbH & Co KG, 5000 Köln | Double-floor construction, accommodating services - has plinth support faces at unitary level for non adjustable supports |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0291132A1 (en) * | 1987-05-12 | 1988-11-17 | Redexim B.V. | Auxiliary tool for carefully levelling finishing floors |
| EP0479720A1 (en) * | 1990-10-03 | 1992-04-08 | Zurecon Ag | Method and device to lay false floors as well as false floor supports |
| US5265386A (en) * | 1990-10-03 | 1993-11-30 | Zurecon Ag | Method and device for laying access floors, and access-floor support |
| AU647525B2 (en) * | 1990-10-03 | 1994-03-24 | Zurecon Ag | Method and device for laying access floors, and access-floor support |
| EP0674065A1 (en) * | 1994-03-21 | 1995-09-27 | Lanz Oensingen Ag | Device for installing and levelling the supports of false floors |
| CN110259036A (en) * | 2019-07-05 | 2019-09-20 | 变形积木(北京)装饰工程有限公司 | A kind of floor leveling method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3262160D1 (en) | 1985-03-14 |
| DE3140574A1 (en) | 1983-06-09 |
| ATE11584T1 (en) | 1985-02-15 |
| EP0077070B1 (en) | 1985-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102005018267B3 (en) | Device for applying various building materials on wall, has moving device which can be displaced along wall in horizontal direction whereby on wall, initially adhesive is applied for fastening isolating elements | |
| EP0077070B1 (en) | Method of and apparatus for setting up levelled column elements of a double floor | |
| DE9314514U1 (en) | Device for machining cutouts in surface elements | |
| EP0674069B1 (en) | Arrangement and method for realising building constructions using masonry blocks and/or shutterings | |
| DE19743717C2 (en) | Automatic walling device | |
| DE1810310A1 (en) | Process and device for the production of a reinforced concrete structure | |
| CH677897A5 (en) | Frame for levelling, roughening and cleaning large surfaces - has moving nozzle which directs high pressure water jet onto surface | |
| DE1941084U (en) | DEVICE FOR THE PRODUCTION OF MASONRY. | |
| EP0796950A1 (en) | Method and apparatus for exchanging a manhole frame installed in an asphalt layer | |
| DE4018203C2 (en) | ||
| DE102006027743A1 (en) | Riding ring base removing device for riding hall in e.g. tractor, has removal device overstretching base and extending from one of borders, where removal device is movable back and forth along borders | |
| DE2823144A1 (en) | Kerbstone row laying system - uses frame secured to stones with scraper levelling base material in front | |
| DE4028884C2 (en) | Device and method for producing vertical wall elements from masonry | |
| DE2446768A1 (en) | Concrete-road-surface vibrating plug-driving machine - with chute-type reservoir storing plugs individually superimposed and transverse forwarding guideway | |
| DE1428414A1 (en) | Window cleaning device for high-rise buildings with a smooth facade | |
| DE19538891C2 (en) | Method and device for the horizontal laying of slabs | |
| DE2205629C3 (en) | Device for producing a screed for floors | |
| DE19813583B4 (en) | Apparatus for the production of masonry | |
| CH638861A5 (en) | Apparatus for producing vertical wall panels from masonry blocks | |
| DE921138C (en) | Method and device for the production of concrete goods with prestressed reinforcement | |
| DE1962320A1 (en) | Process for producing formwork panels in a continuous flow and device for carrying out this process as well as formwork panel produced with the new process | |
| DE2329827A1 (en) | METHOD AND DEVICE FOR LAYING PAVING STONES IN A ROW | |
| DE1534604C (en) | Formwork equipment for concreting tunnel walls and ceilings for large tunnel cross-sections | |
| DE4119429C2 (en) | Auxiliary tool for the production of a flat mortar bed for building blocks with exactly parallel bearing surfaces | |
| DE948444C (en) | Method and device for bricking up shaped bricks |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19830319 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19850130 Ref country code: NL Effective date: 19850130 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19850130 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19850130 Ref country code: BE Effective date: 19850130 |
|
| REF | Corresponds to: |
Ref document number: 11584 Country of ref document: AT Date of ref document: 19850215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3262160 Country of ref document: DE Date of ref document: 19850314 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19851012 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19851031 Ref country code: LI Effective date: 19851031 Ref country code: CH Effective date: 19851031 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19870701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881121 |