-
TECHNISCHES GEBIET:
-
Die
vorliegende Erfindung betrifft eine Küchenfolie, die für vielfältige Verwendungen
geeignet ist. Insbesondere betrifft die vorliegende Erfindung eine
Küchenfolie,
die für
unterschiedliche Zwecke verwendet werden kann, beispielsweise zum
Kochen oder Auftauen von Nahrungsmitteln in der Mikrowelle, zum
Einwickeln von Nahrungsmitteln, wie beispielsweise Gemüse, zur
Aufbewahrung im Kühlschrank,
zum Einwickeln von Fleisch, Fisch usw. zur Aufbewahrung im Gefrierschrank,
zum Dämpfen
von Nahrungsmitteln in einem Dampftopf usw., zum Abtropfen von Nahrungsmitteln,
zur Absorption von Verunreinigungen oder Fett, das beim Kochen von
Nahrungsmitteln austritt, zum Abfiltern von Öl, zur Absorption von Fett
und Öl,
zum Waschen von Geschirr, zum Wischen eines Spülbeckens oder eines Herdes
mit einem leichten Scheuereffekt und zum Schutz von Geschirr, z.B.
vor Bruch während
der Aufbewahrung, und als Aufsaugtuch zur Entfernung von Wasser
von Müll
vor dem Wegwerfen, als Filter für
einen Ventilator usw.; und ein Verfahren zur Herstellung desselben.
-
HINTERGRUND DER ERFINDUNG:
-
Durch
Wiedererhitzen von gekochten Nahrungsmitteln in der Mikrowelle oder
durch Mikrowellenbehandlung von aufbewahrten gekochten Nahrungsmitteln,
wie beispielsweise gefrorenen Nahrungsmitteln, beim Kochen, in dem
das Nahrungsmittel direkt in einen Behälter gegeben wird, wie beispielsweise
einen Teller, tritt das Problem auf, dass Wasserdampf aus dem Nahrungsmittel
als Wasser auf dem Teller kondensiert, wodurch das Nahrungsmittel
aufquillt und als Ergebnis die Konsistenz des Nahrungsmittels beeinträchtigt wird. Um
dies zu vermeiden, kann ein Papiertuch oder dergleichen zwischen
den Behälter
und das Nahrungsmittel gelegt werden, so dass das Papiertuch das
kondensierte Wasser absorbiert, um zu verhindern, dass das Nahrungsmittel
aufquillt.
-
Zum
Dampferhitzen von Nahrungsmitteln wird in JP-OS 154573/92 ein Artikel
zum Einwickeln von Lebensmitteln vorgeschlagen, der eine vorgeschriebene
Wasserdruckfestigkeit und eine vorgeschriebene Luftdurchlässigkeit
besitzt und beschreibt, dass gedämpftes
An-man usw. herkömmlich
in dem Einwickelartikel wiedererhitzt werden kann. Jedoch ist die
Anzahl der Nahrungsmittelteile oder die Grösse des Nahrungsmittels, das
auf diese Weise erhitzt werden kann, durch die Art des Nahrungsmittels
limitiert, so dass dieser Artikel, der zwar für einige spezifizierte Nahrungsmittel
verwendet werden kann, nur schwer für unspezifizierte Formen von
Nahrungsmitteln verwendet werden kann.
-
Wenn
Gemüse
im Kühlschrank
aufbewahrt wird, dann ist es entweder in eine Kunststoffolie eingewickelt
oder steckt in einer Kunststofftüte.
Da jedoch diese Materialien nur eine geringe Atmungsfähigkeit
besitzen, kondensiert Wasserdampf zu auf der Oberfläche der
Folie oder der Tüte,
und die Wassertropfen laufen zu Wasser zusammen und verderben das
Gemüse.
-
Keiner
der aus dem Stand der Technik bekannten Folienartikel, die zwar
in einer einzelnen Funktion exzellent abschneiden, ist für breitere
Anwendungen geeignet.
-
US 5 073 436 offenbart Multischichtlaminate
aus Vliesstoffen, die wasserabweisende und wasserdampfdurchlässige Eigenschaften
aufweisen und zur Anwendung bei Kleidung geeignet sind.
-
US 4 041 203 beschreibt
ein vliesartiges Material, umfassend ein integriertes Vlies aus
im allgemeinen diskontinuierlichen thermoplastischen polymeren Mikrofasern
und ein Gewebe aus im wesentlichen kontinuierlichen Filamenten eines
thermoplastischen Polymeren, die als Verpackungen oder umhüllende Stoffe
(containment fabrics) für
chirurgische oder andere Gesundheitsprodukte verwendet werden kann.
-
EP 0 006 264 beschreibt
ein Kompositvlies zur Verwendung in Wegwerfwaren chirurgischer Gegenstände, die
mindestens zwei schmelzgeblasene hydrophobe Schichten aus Mikrofasern
und eine nicht-gewebte Deckschicht umfassen.
-
OFFENBARUNG DER ERFINDUNG:
-
Folglich
ist ein Ziel der vorliegenden Erfindung die Bereitstellung einer
Küchenfolie
für verschiedene Anwendungen
beim Kochen oder Auftauen von Nahrungsmitteln in der Mikrowelle,
Einwickeln von Nahrungsmitteln, wie beispielsweise Gemüse zur Aufbewahrung
im Kühlschrank,
Einwickeln von Fleisch, Fisch usw. zur Aufbewahrung im Gefrierschrank,
Dämpfen
von Nahrungsmitteln im Dampfkochtopf usw., Abtropfen von Nahrungsmitteln, Absorption
von Verunreinigungen oder von Fett, das aus Nahrungsmitteln während des
Kochens austritt, Abfiltrieren von Öl, Absorption von Fett und Öl, Waschen
von Geschirr, Abwischen eines Spülbeckens und
eines Herdes mit leichtem Scheuereffekt, Schutz von Geschirr, etc.
vor Bruch während
der Aufbewahrung, und als Abtropftuch zur Entfernung von Wasser
von Müll
vor dem Wegwerfen, als Filter für
Ventilatoren usw.
-
Als
Ergebnis intensiver Studien haben die Erfinder festgestellt, dass
das oben genannte Ziel durch eine Folie erreicht werden kann, die
eine Basisfolie umfasst, welche ein Faseraggregat mit einer spezifischen Luftdurchlässigkeit
enthält,
wobei die Basisfolie uneben gemacht wurde, so dass sie eine spezifische
scheinbare Dicke aufweist, und die eine spezifische Druckregenerierung
aufweist.
-
Die
vorliegende Erfindung wurde auf Grundlage der obigen Feststellungen
vervollständigt
und stellt eine Küchenfolie
zur Verfügung,
umfassend eine Basisfolie, die ein Faseraggregat umfasst, wobei
die Basisfolie eine Luftdurchlässigkeit
von 5 bis 400 cc/cm2/s, gemessen gemäss JIS L1096A,
und ein Basisgewicht von 10 bis 100 g/m2 aufweist,
und die Basisfolie mit einer Unebenheit in Form von Konkavitäten, die
miteinander verbunden sind, und Konvexitäten mit Peaks, die 3,5 bis
25 mm voneinander entfernt sind, geformt wurde, wodurch der Küchenfolie
eine Unebenheitshöhe,
die der drei- bis zwanzigfachen Dicke der Basisfolie entspricht, eine
scheinbare Dicke von 1,0 mm oder mehr und eine Druckregenerierung
von 30% oder mehr verliehen wird.
-
Weiterhin
stellt die vorliegende Erfindung ein Verfahren zur Herstellung einer
Küchenfolie
zur Verfügung,
umfassend das Überlagern
eines Vliesstoffs aus einem thermoplastischen Harz auf mindestens
einer Seite einer Folie aus einem Vliesstoff, der eine ultrafeine
hydrophobe Faser umfasst, um eine Basisfolie mit einer Wasserdruckfestigkeit
von 100 mm H2O oder mehr und weniger als
500 mm H2O, gemessen gemäss JIS L1092, einer Luftdurchlässigkeit
von 5 bis 400 cc/cm2/s, gemessen gemäss JIS L1096A,
und einem Basisgewicht von 10 bis 100 g/m2 zu
erhalten, und das Prägen
der Basisfolie, um eine Unebenheit in Form von Konkavitäten, die
miteinander verbunden sind, und Konvexitäten mit Peaks, die 3,5 bis
25 mm voneinander entfernt sind, zu erzeugen, wodurch der Küchenfolie
eine Unebenheitshöhe,
die der dreifachen bis zwanzigfachen Dicke der Basisfolie entspricht,
eine scheinbare Dicke von 1,0 mm oder grösser und eine Druckregenerierung von
30% oder mehr verliehen wird.
-
Die
vorliegende Erfindung stellt weiterhin ein Verfahren zur Herstellung
einer Küchenfolie
zur Verfügung,
umfassend das Überlagern
eines Vliesstoffs aus einem thermoplastischen Harz auf mindestens
einer Seite einer Folie aus einem Vliesstoff, der eine ultrafeine
hydrophobe Faser umfasst, um eine Basisfolie mit einer Wasserdruckfestigkeit
von 500 mm H2O oder mehr, gemessen gemäss JIS L1092,
einer Luftdurchlässigkeit
von 5 bis 400 cc/cm2/s, gemessen gemäss JIS L1096A,
und einem Basisgewicht von 10 bis 100 g/m2 zu erhalten,
und das Prägen
der Basisfolie, um eine Unebenheit in Form von Konkavitäten, die
miteinander verbunden sind, und Konvexitäten mit Peaks, die 3,5 bis
25 mm voneinander entfernt sind, zu erzeugen, wodurch der Küchenfolie
eine Unebenheitshöhe,
die der dreifachen bis zwanzigfachen Dicke der Basisfolie entspricht, eine
scheinbare Dicke von 1,0 mm oder grösser und eine Druckregenerierung
von 30% oder mehr verliehen wird.
-
BESTE AUSFÜHRUNGSFORM
DER ERFINDUNG:
-
Die
erfindungsgemäße Küchenfolie
wird nachstehend im Detail beschrieben.
-
Die
erfindungsgemäße Küchenfolie
umfasst eine Basisfolie, die ein Faseraggregat umfasst, wobei die Basisfolie
eine Luftdurchlässigkeit,
gemessen gemäss
JIS L1096A (im weiteren der Einfachheit halber einfach als Luftdurchlässigkeit
bezeichnet), von 5 bis 400 cc/cm2/s und
ein Basisgewicht von 10 bis 100 g/m2 aufweist. Die
Basisfolie wurde mit einer Unebenheit in Form von Konkavitäten, die
miteinander verbunden sind, und Konvexitäten mit Peaks, die 3,5 bis
25 mm voneinander entfernt sind, geformt, wodurch der Küchenfolie
eine Unebenheitshöhe,
die der drei- bis zwanzigfachen Dicke der Basisfolie entspricht,
eine scheinbare Dicke von 1,0 mm oder größer und eine Druckregenerierung
von 30% oder mehr verliehen wird.
-
Der
Begriff "Druckregenerierung" steht für eine Druckregenerierung
R[R(%) = (Wc'/Wc) × 100],
die aus der Arbeit, die für
die Kompression von Wc (gfcm/cm2) aufgewendet
wird, und der Arbeit, die bei der Regenerierung aus der Kompression
Wc' (gfcm/cm2) entsteht, erhältlich ist, wenn die Folie
durch Applizieren einer Last von 50 gf/cm2 mit
einer Schlaggeschwindigkeit von 50 sek/min unter Verwendung einer
KES-TB3 von Katotech, Inc. zusammengepresst wird.
-
Die
Basisfolie, die Bestandteil der erfindungsgemäße Küchenfolie ist und ein Faseraggregat
umfasst, hat eine Luftdurchlässigkeit
von 5 bis 400 cc/cm2/s. Wenn die Küchenfolie
verwendet wird, z.B. beim Kochen oder Einwickeln von Nahrungsmitteln,
kann der Wasserdampf, der von dem Nahrungsmittel generiert wird,
entweichen, da die Basisfolie eine Luftdurchlässigkeit von 5 bis 400 cc/cm2/s besitzt. Wenn die Luftdurchlässigkeit der
Basisfolie kleiner als 5 cc/cm2/s ist, dann
tendiert Kondensat dazu, sich an der Küchenfolie anzusammeln.
-
Je
höher die
Luftdurchlässigkeit
der Basisfolie, um so besser geeignet ist die Küchenfolie als Filter für Ventilatoren
oder zur Verwendung beim Dämpfen
von Nahrungsmitteln in einem Dampftopf, beim Wiedererhitzen in der
Mikrowelle und dergleichen. Zieht man jedoch die Anwendbarkeit für verschiedene
Bereiche in Betracht, dann ist die Luftdurchlässigkeit 5 bis 400 cc/cm2/s, bevorzugt 30 bis 200 cc/cm2/s.
-
Wenn
die Küchenfolie
zum Einwickeln von einem Nahrungsmittel zum Vorkochen in der Mikrowelle oder
zum Einwickeln von Gemüse
zur Aufbewahrung verwendet wird, kann eine zu hohe Luftdurchlässigkeit möglicherweise
zuviel Wasser aus dem Nahrungsmittel verdampfen lassen. Daher hat
für die
Verwendung zum Vorkochen in der Mikrowelle oder zum Einwickeln von
Gemüse
zur Aufbewahrung die Basisfolie vorzugsweise eine Luftdurchlässigkeit
von 5 bis 50 cc/cm2/s.
-
Die
Basisfolie umfasst ein Faseraggregat mit der oben beschriebene Luftdurchlässigkeit,
wobei das Fasermaterial des Faseraggregats vorzugsweise eine hydrophobe
Faser (insbesondere eine lipophile Faser) ist.
-
Damit
das Fasermaterial eine hydrophobe Faser ist, ist es vorteilhaft,
dass die resultierende Küchenfolie
kein Wasser absorbiert, nicht mit Wasserdampf und dergleichen benetzt
wird, das während
des Kochens aus den Nahrungsmitteln entweicht, insbesondere während des Wiedererhitzens
in der Mikrowelle, so dass die Unterseite des Nahrungsmittels trocken
bleibt. Ein weiterer Vorteil ist, dass die Herstellung des Faseraggregats
einfach ist, da das hergestellte Faseraggregat keine Oberflächenbehandlung
erfordert usw. Die Verwendung von hydrophoben Fasern ist auch deshalb
vorteilhaft, da Verunreinigungen, Fett usw., die während des
Kochens austreten, adsorbiert werden.
-
Beispiele
für hydrophobe
Fasern sind Polyolefinharze, wie beispielsweise Polyethylen und
Polypropylen, Polyesterharze, wie beispielsweise Polyethylenterephthalat
und Polybutylenterephtalat, und Copolymere davon. Vom Standpunkt
der Wärmebeständigkeit
und der erhöhten
Oberflächenspannung
beim Mikrowellenvorgang, erhöhten
Wasserdruckfestigkeit, erhöhten
Luftdurchlässigkeit
und guten lipophilen Eigenschaften sind Polyolefinharze, insbesondere
Polypropylen, unter diesen bevorzugt.
-
Hydrophile
Fasern, wie beispielsweise Reyon und Baumwolle, und faserige Materialien
zur Papierherstellung, wie beispielsweise Zellstoff, sind ebenfalls
als Fasermaterial verwendbar. Wenn das Faseraggregat ein Laminat
ist, wie nachstehend beschrieben, dann kann eine wasser- und ölabsorbierende
Faser als innere Schicht verwendet werden, die Bestandteil des Laminats
ist, welches Fett und Wasser aufnimmt, das aus dem Nahrungsmittel
austritt.
-
Solche
Fasermaterialien können
entweder einzeln oder in einer Mischung, bestehend aus zwei oder mehreren
davon, verwendet werden.
-
Die
oben beschriebenen Fasermaterialien haben bevorzugt einen durchschnittlichen
Faserdurchmesser von 0,1 bis 100 μm,
insbesondere 1 bis 50 μm,
und ganz besonders 1 bis 30 μm.
-
Vliesstoffe
werden vorzugsweise als Faseraggregate verwendet. Vliesstoffe, die
aus Fasern hergestellt sind, die einen durchschnittlichen Faserdurchmesser
von 0,1 bis 100 μm
(bevorzugt 1 bis 50 μm)
aufweisen, sind besonders bevorzugt. Die Verwendung solcher Vliesstoffe
ermöglicht
eine leichte Kontrolle der Luftdurchlässigkeit der Basisfolie und
der Druckregenerierung der resultierenden Küchenfolie in den beschriebenen
Bereichen.
-
Geeignete
Verfahren zur Herstellung von Vliesstoffen umfassen Spun bonding,
Spun lacing, Schmelzblasen und Blitzverspinnen (flash spinning).
Während
die Verfahren des Luftdurchblasens (air-through), des Wärmeverbindens
(thermal bonding) unter Verwendung einer Heizwalze und des Nadeldurchstechens
(Needle punching) und ähnliche
Verfahren anwendbar sind, erfordern diese Verfahren eine Manipulation
wie z.B. die Auswahl eines Textilöls aus Ölen, die auch als Lebensmittelzusätze verwendbar
sind.
-
Der
bevorzugt verwendete Vliesstoff schließt einen Vliesstoff ein, der
eine ultrafeine hydrophobe Faser umfasst (nachstehend als Vliesstoff
aus ultrafeinen hydrophoben Fasern bezeichnet).
-
Die
hydrophobe Faser, aus der der Vliesstoff aus ultrafeinen hydrophoben
Fasern besteht, hat bevorzugt einen durchschnittlichen Faserdurchmesser
von 0,1 bis 10 μm,
insbesondere 0,1 bis 5 μm.
-
Die
Verwendung des Vliesstoffs aus ultrafeinen hydrophoben Fasern ermöglicht eine
einfache Kontrolle der Luftdurchlässigkeit der Basisfolie im
beschriebenen Bereich und eine Kontrolle der Wasserdruckfestigkeit
der Basisfolie in einem bevorzugten Bereich. Da das Fasermaterial
des Vliesstoffs eine erhöhte
Gesamtoberfläche
besitzt, hat die Küchenfolie
eine erhöhte Ölabsorption
und ist daher insbesondere bei solchen Anwendungen nützlich,
die einen bestimmten Grad an Ölabsorption
erfordern, z.B. Fett- und Ölabsorption,
Abschöpfen
von Fett und Verunreinigungen und Erhitzen von tiefgefrorenen Nahrungsmitteln
in der Mikrowelle.
-
Der
Vliesstoff aus ultrafeinen hydrophoben Fasern kann durch Schmelzblasen,
Blitzverspinnen oder ähnliche
Verfahren hergestellt werden.
-
Die
oben genannten Faseraggregate können
eine einzelne Schichtstruktur haben, umfassend eine Faser einer
Art oder zwei oder mehreren verschiedenen Arten oder einer Laminatstruktur
mit zwei oder mehreren Schichten, die gleich oder verschieden sein
können.
Beispielsweise kann das Faseraggregat eine Einzelschichtstruktur
haben, wie beispielsweise eine einzelne Folie mit dem oben beschriebenen
Faservliesstoff oder dem Vliesstoff aus ultrafeinen hydrophoben
Fasern (d.h. eine einheitliche Folie, erhältlich durch das gezeigte Verfahren)
oder eine Laminatstruktur aus zwei oder mehrere Schichten von Vliesstoffen,
die durch andere Verfahren erhalten wurden.
-
Bei
Verwendung eines Laminats mit zwei oder mehreren Schichten als Faseraggregat,
ist es bevorzugt, dass das Fasermaterial der Oberflächenschicht,
die Bestandteil des Laminats ist, hydrophob ist. Der Begriff "Oberflächenschicht", wie hierin verwendet,
bedeutet die Schicht, die die Aussenschicht der erfindungsgemäßen Küchenfolie
bildet.
-
Das
Laminat kann beispielsweise durch Verbinden der Schichten zu einem
einheitlichen Körper
durch partielles Wärmeverschmelzen
hergestellt werden.
-
Wenn
die resultierende Küchenfolie
dazu verwendet werden soll, um mit Nahrungsmitteln in Kontakt zu
kommen, ist es bevorzugt, dass die Seite des Faseraggregates, die
mit den Nahrungsmitteln in Kontakt gebracht werden soll, aus einer
Vliesstoffschicht aus hydrophoben Fasern aufgebaut ist. Wenn flüssigkeitsabsorbierende
Eigenschaften gefordert werden, wie beispielsweise bei Fett- und Ölabsorption,
können
Vliesstoffe aus hydrophoben Fasern mit Papier oder mit Vliesstoffen
aus wasser- und ölabsorbierenden
Fasern, wie beispielsweise Reyon, kombiniert werden.
-
Ein
Papierlaminat mit Vliesstoffen aus ultrafeinen hydrophoben Fasern
auf beiden Seiten davon ist geeignet und bevorzugt, da das daraus
resultierende Laminat weder eine richtige noch eine falsche Seite
besitzt.
-
Um
die erfindungsgemäße Küchenfolie
für vielfache
Zwecke anwendbar zu machen, ist die Verwendung einer Basisfolie
bevorzugt, worin das Laminat, wie oben beschrieben, eine Folie aus
einem Vliesstoff aus ultrafeinen hydrophoben Fasern aufweist, die
auf mindestens einer ihrer Seiten mit einem Vliesstoff, der ein thermoplastisches
Harz umfasst (nachstehend als Vliesstoff aus thermoplastischem Harz
bezeichnet) versehen ist. Entsprechend der Verwendung ist ein Laminat
aus einer Kombination aus (A) Vliesstoff aus hydrophoben Fasern,
(B) Wasser- und ölabsorbierendem
Vliesstoff, beispielsweise Reyon, Zellstoff oder Baumwolle, und
(C) Vliesstoff aus ultrafeinen hydrophoben Fasern, wie beispielsweise
(A)/(B)/(C) oder (A)/(B)/(C)/(B)/(A) geeignet.
-
Das
Fasermaterial, das für
das Vliesstoffe aus thermoplastischem Harz verwendet werden kann,
ist, wie unten beschrieben, davon abhängig, ob (1) die resultierende
Küchenfolie
dafür vorgesehen
ist, weder eine richtige noch eine falsche Seite zu haben oder (2)
die resultierende Küchenfolie
dafür vorgesehen
ist, eine richtige und eine falsche Seite zu haben. Für die Küchenfolie,
die weder eine richtige noch eine falsche Seite haben soll, bedeutet
das, dass beide Seiten der Folie entweder hydrophob oder hydrophil
sind.
-
Im
Fall von (1), worin die Küchenfolie
dafür vorgesehen
ist, weder eine richtige noch eine falsche Seite zu haben, ist der
zu bevorzugende Vliesstoff aus thermoplastischem Harz, welcher aus
hydrophoben Fasern als Fasermaterial (im weiteren als Vliesstoff
aus hydrophoben Fasern bezeichnet) hergestellt ist. Die Vliesstoffe
aus hydrophoben Fasern, die dafür
verwendet werden können,
beinhalten Polyolefinharze, wie beispielsweise Polyethylen und Polypropylen,
Polyesterharze, wie beispielsweise Polyethylenterephthalat und Polybutylenterephtalat,
und Copolymere davon. In diesem Fall sind beide Seiten des Vliesstoffs
aus hydrophoben Fasern mit ultrafeinem hydrophoben Vliesstoff versehen.
-
Andererseits
kann im Fall (2), indem die resultierende Küchenfolie eine richtige und
eine falsche Seite hat, eine Seite aus hydrophoben Fasern bestehen
und die andere aus hydrophilen Fasern. Dementsprechend ist eine
größere Auswahl
an Fasermaterialien zur Verwendung für Vliesstoffe aus thermoplastischem
Harz möglich
als im Fall (1). Beispiele für
zweckmässige
Fasermaterialien für
Vliesstoffe aus thermoplastischem Harz beinhalten hydrophile Fasern,
wie beispielsweise Reyon und Baumwolle; und hydrophobe Fasern, wie beispielsweise
Polyamid, z.B. Nylon, Polyolefin, z.B. Polyethylen und Polypropylen,
Polyesterharze, z.B. Polyethylenterephthalat und Polybutylenterephtalat,
und Copolymere davon.
-
Das
Fasermaterial des Vliesstoffs aus thermoplastischem Harz hat bevorzugt
einen durchschnittlichen Faserdurchmesser von 8 bis 100 μm, insbesondere
12 bis 100 μm,
insbesondere 50 bis 100 μm,
im Hinblick auf Spülmaschinenwaschen
und Wischen mit einem leichten Scheuereffekt. Wenn der Faserdurchmesser
kleiner als 8 μm
ist, ist es schwierig, eine Spülmaschinenleistung
und Waschleistung mit einem leichten Scheuereffekt zu beobachten.
Wenn andererseits der Durchmesser 100 μm übersteigt, dann wäre eine
hohe Quantität an
Material erforderlich, das zu einer bestimmten Faserdichte beiträgt und zu
einem Anstieg der Kosten führt.
-
Verwendbare
Methoden zur Herstellung von Vliesstoffen aus thermoplastischem
Harz beinhalten "Spun
bonding" und "Spun lacing". Während die
Verfahren des Luftdurchblasens (air-through), des Wärmeverbindens (thermal bonding)
unter Verwendung einer Heizwalze und des Nadeldurchstechens (Needle
punching) und ähnliche
Verfahren anwendbar sind, erfordern diese Verfahren eine Manipulation
wie z.B. die Auswahl eines Textilöls aus Ölen, die auch als Lebensmittelzusätze verwendbar
sind.
-
Es
ist nicht besonders essentiell, dass der im Laminat verwendete Vliesstoff
aus ultrafeinen hydrophoben Fasern, Verformbarkeit aufweist, damit
er Unebenheit und Formbeibehaltung besitzt, da er auf dem Vliesstoff
aus thermoplastischem Harz aufgebracht ist, so dass das Laminat
als Ganzes die Verformbarkeit sicherstellen kann, um Unebenheit
und Formbeibehaltung wie erforderlich, aufweisen zu können. Was
von dem Vliesstoff aus ultrafeinen hydrophoben Fasern gefordert
wird, ist die Kontrollierbarkeit, so dass die Basisfolie mit der
Wasserdruckfestigkeit und Luftdurchlässigkeit in den jeweiligen
vorgeschriebenen Bereichen versehen werden kann.
-
Um
die Küchenfolie
der vorliegenden Anwendung für
vielfache Zwecke anwendbar zu machen, kann die Basisfolie ein Laminat
sein, umfassend eine Folie aus hydrophobem Vliesstoff, welches auf
beiden Seiten mit dem oben beschriebenen Vliesstoff aus ultrafeinen
hydrophoben Fasern versehen ist.
-
Die
Verwendung dieses Laminats führt
zur Verbesserung der Formfähigkeit
von Unebenheiten durch Prägen
und Formbeibehaltung der resultierenden Küchenfolie; ausserdem ermöglicht es
die Überprüfung der Spülmaschineneffekte
und der Reinigungsleistung mit einem leichten Scheuereffekt. Daher
werden weitere Effekte erwartet.
-
Die
Beschreibung des hydrophoben Vliesstoffs, der als der oben genannte
Vliesstoff aus thermoplastischem Harz verwendet wird, gilt für den hydrophoben
Vliesstoff, der in diesem Laminat verwendet wird hinsichtlich Beispielen
des Fasermaterials, des durchschnittlichen Faserdurchmessers, des
Verfahrens zur Herstellung und dergleichen.
-
Die
oben erwähnten
verschiedenen Laminate, die in der erfindungsgemäßen Küchenfolie verwendet werden,
die für
zahlreiche Verwendungen vorgesehen sind, können durch jedes Laminatverfahren
ohne besondere Einschränkung
erhalten werden. Beispiele: (a) Fasermaterialien für schichtenbildende
Vliesstoffe werden vorab hergestellt und dann direkt aufeinander
zu einem einheitlichen Körper durch
Schmelzblasen verbunden, oder (b) Vliesstoffnetze, die individuelle
Schichten bilden, werden separat gebildet und durch aufeinander zu
einem Körper
verbunden oder Spunbonden Vliesstoffe und schmelzgeblasene Vliesstoffe,
welche gleichzeitig hergestellt und miteinander zu einem Körper verbunden
werden. Das Verbinden von Vliesstoffnetzen im Verfahren (b) kann
durch Wärmeverschmelzen
durchgeführt
werden (die Vliesstoffnetze, die die entsprechenden Schichten bilden,
werden miteinander thermisch zu einem Körper verbunden) oder mit einem
Klebstoff, der beliebig ausgewählt
werden kann. Grundsätzlich
ist das Verbinden durch Wärmeverschmelzen
für die
Verarbeitbarkeit bevorzugt. Wo das Wärmeverschmelzen für das Verbinden
verwendet wird, ist es, wenn das Fasermaterial des Vliesstoffs aus
ultrafeinen hydrophoben Fasern das bevorzugte Polypropylen ist,
für die
einfache Wärmefusion
wünschenswert,
eine Vliesstoff aus hydrophoben Fasern, die Polypropylen umfasst,
zu verwenden.
-
Bevorzugte
Beispiele für
die oben beschriebenen Laminate, die in Küchenfolie für verschiedene Anwendungszwecke
verwendet werden, beinhalten die Kombination aus Vliesstoff aus
Polypropylen, welcher durch Spun-bonding erhältlich ist (nachstehend als
PP-Spun-bonding bezeichnet) als hydrophoben Vliesstoff und schmelzgeblasenem
PP als Vliesstoff aus ultrafeinen hydrophoben Fasern. Insbesondere
sind Laminate verschiedener Kombinationen, wie unten gezeigt, bevorzugt,
die entsprechend ihrer Verwendung ausgewählt und designed wurden.
PP
Spun-bonded/PP schmelzgeblasen/PP Spun-bonded
PP Spun-bonded/PP
schmelzgeblasen/PP schmelzgeblasen/PP Spun-bonded
PP Spun-bonded/PP
schmelzgeblasen
PP schmelzgeblasen/PP Spun-bonded/PP schmelzgeblasen
-
Besonders
bevorzugt unter diesen ist PP Spun-bonded/PP schmelzgeblasen/PP
Spun-bonded aufgrund seiner hohen Anpassungsfähigkeit.
-
Das
Basisgewicht der Basisfolie, umfassend die oben beschriebenen Faseraggregate,
beträgt
10 bis 100 g/m2, mehr bevorzugt 15 bis 75
g/m2, noch mehr bevorzugt 20 bis 75 g/m2, besonders bevorzugt 25 bis 60 g/m2, und am meisten bevorzugt 30 bis 60 g/m2. Eine Basisfolie mit einem Basisgewicht
von weniger als 10 g/m2 lässt sich
nicht leicht zu Unebenheiten verformen und neigt dazu, unter dem
Gewicht von Nahrungsmitteln zu kollabieren, was zu den folgenden
Problemen führt:
die Passagen, um Wasserdampf aus Nahrungsmitteln verdampfen zu lassen,
werden verengt, was zum Aufquellen der Nahrungsmittel führt; Wassertropfen
von gefrorenen Nahrungsmitteln beim Auftauen kommen in Kontakt mit
dem Nahrungsmittel; und Wassertropfen kommen direkt in Kontakt mit
aufbewahrtem Gemüse,
wenn dieses in Küchenfolie
eingewickelt ist, bei der die Unebenheiten kollabiert sind. Andererseits
kann eine Basisfolie mit einem Basisgewicht von mehr als 100 g/m2 zum Anstieg der Kosten führen.
-
Berücksichtigt
man die Flexibilität
des Einpackens von Nahrungsmitteln, dann hat die Basisfolie bevorzugt
eine Dicke von 0,1 bis 1,0 mm, insbesondere 0,1 bis 0,5 mm.
-
Die
Wasserdruckfestigkeit der Basisfolie wird entsprechend der Verwendung
der erfindungsgemäßen Küchenfolie
ausgewählt.
Für die
Verwendung beim Dämpfen,
beispielsweise in der Mikrowelle, liegt eine bevorzugte Wasserdruckfestigkeit
bei 500 mm H2O oder höher. Das Dämpfen in der Mikrowelle wird
dadurch veranschaulicht, dass Wasser in eine Schüssel gegeben und eine Küchenfolie,
umfassend die Basisfolie, die in der zuvor beschriebenen Unebenheit
geformt wurde, darauf plaziert wird, auf der Shaomai, Gyoza, An-man, Nikuman,
kalter Reis usw. gedämpft
wird.
-
Bei
einer höheren
Wasserdruckfestigkeit kann die Kochzeit verlängert werden. Wenn eine relativ
lange Kochzeit erforderlich ist, kann die Wasserdruckfestigkeit
der Basisfolie erhöht
werden. In einem solchen Fall ist es immer noch bevorzugt, eine
Basisfolie zu verwenden, die eine Wasserdruckfestigkeit von 650
mm H2O oder höher besitzt.
-
Besitzt
die Basisfolie eine Wasserdruckfestigkeit von 500 mm H2O
oder mehr, ist, je höher
die Luftdurchlässigkeit
der Basisfolie ist, sie desto geeigneter als Filter für Ventilatoren
oder zur Verwendung beim Dämpfen
in Dampftöpfen
oder beim Wiedererhitzen in der Mikrowelle. Vom Standpunkt der Anwendbarkeit
der verschiedenen Verwendungszwecke ist eine bevorzugte Luftdurchlässigkeit
5 bis 100 cc/cm2/s, insbesondere 5 bis 50
cc/cm2/s.
-
Zur
Verwendung beim Kochen in der Mikrowelle, wie Dämpfen, ist es erforderlich,
dass die Küchenfolie,
in die das Nahrungsmittel eingewickelt ist, bis zu einem gewissen
Grad einen Dampfeffekt aufweist. Wenn das Nahrungsmittel in der
Mikrowelle vorgekocht und dabei in Küchenfolie eingewickelt ist,
oder wenn ein eingewickeltes Gemüse
aufbewahrt wird, dann kann ausserdem ein zu großer Wassergehalt des Nahrungsmittels durch
die Küchenfolie
verdampfen. Deshalb ist für
die Verwendung zum Kochen in der Mikrowelle, wie beispielsweise
Dämpfen,
Vorkochen in der Mikrowelle oder Einwickeln von Gemüse zur Aufbewahrung
eine Basisfolie bevorzugt, die eine Luftdurchlässigkeit von 5 bis 10 cc/cm2/s besitzt.
-
Wenn
die Basisfolie eine Wasserdruckfestigkeit von 500 mm H2O
oder höher
besitzt, und insbesondere wenn die Basisfolie ein Laminat ist und
die zuvor erwähnten,
Vliesstoffe aus ultrafeinen hydrophoben Fasern beinhaltet, dann
ist es bevorzugt, dass der Vliesstoff aus ultrafeinen hydrophoben
Fasern ein Basisgewicht von 1 bis 50 g/m2,
insbesondere 1 bis 20 g/m2, der zuvor erwähnte Vliesstoff
aus thermoplastischem Harz vorzugsweise ein Basisgewicht von 3 bis
30 g/m2, insbesondere 3 bis 15 g/m2 und das Laminat als Ganzes ein Basisgewicht
von 5 bis 80 g/m2, insbesondere 10 bis 60
g/m2, besitzt.
-
Bei
der Verwendung beim Kochen in der Mikrowelle, beispielsweise beim
Wiedererwärmen
von Nahrungsmitteln, ist es bevorzugt, dass die Basisfolie eine
Wasserdruckfestigkeit von 100 mm H2O oder
mehr und weniger als 500 mm H2O besitzt.
Dies ist erstens bevorzugt, da die resultierende Küchenfolie,
die zwischen Nahrungsmittel und Schüssel oder zum Einwickeln von
Nahrungsmitteln verwendet wird, verhindert, dass Wasserdampf austritt,
und so ein warmes und trockenes Nahrungsmittel zur Verfügung stellt;
und zweitens verhindert, dass die resultierende Küchenfolie,
die beim Vorkochen in der Mikrowelle verwendet wird, den Wassergehalt,
der in dem Nahrungsmittel vorhanden ist, verdampfen lässt und
ein einfaches Dämpfen
ermöglicht. Eine
Wasserdruckfestigkeit von weniger als 100 mm H2O
ist unvorteilhaft, da das Nahrungsmittel während des Erhitzens in der
Mikrowelle durch das Kondenswasser auf dem Drehteller aufquellen
kann.
-
Insbesondere
wenn die Küchenfolie
eine verringerte Unebenheitshöhe
besitzt und zum Erhitzen in der Mikrowelle etc. verwendet wird,
ist es bevorzugt, dass die Basisfolie eine Wasserdruckfestigkeit
von 200 bis 500 mm H2O besitzt, um das Aufquellen
des Nahrungsmittels zu vermeiden.
-
Wenn
die Basisfolie eine Wasserdruckfestigkeit von 100 mm H2O
oder höher
und niedriger als 500 mm H2O besitzt, und
insbesondere, wenn die Basisfolie ein Laminat ist mit den oben beschrieben
Vliesstoff aus ultrafeinen hydrophoben Fasern, ist es bevorzugt,
dass der Vliesstoff aus ultrafeinen hydrophoben Fasern ein Basisgewicht
von 1 bis 20 g/m2, insbesondere 1 bis 10
g/m2, ganz besonders 1 bis 5 g/m2, der Vliesstoff aus thermoplastischem Harz
ein Basisgewicht von 3 bis 30 g/m2, insbesondere
3 bis 15 g/m2 und das Laminat als Ganzes
ein Basisgewicht von 7 bis 100 g/m2, insbesondere
7 bis 50 g/m2, ganz besonders 7 bis 20 g/m2, besitzt.
-
In
der erfindungsgemäßen Küchenfolie
ist die Basisfolie, die aus dem oben beschriebenen Faseraggregat
hergestellt wurde, so geformt, dass sie eine Unebenheit mit einer
scheinbaren Dicke von 1,0 mm oder größer besitzt, und die Küchenfolie
eine Druckregenerierung von 30% oder mehr besitzt.
-
Da
die Küchenfolie
so geformt wurde, dass sie eine Unebenheit mit einer Druckregenerierung
von 30% oder mehr besitzt, wenn sie als Unterlage für Nahrungsmittel,
die in der Mikrowelle erhitzt werden sollen, verwendet wird, ermöglicht sie
dem Wasserdampf, der aus dem Nahrungsmittel austritt, hindurchgehen,
und als Ergebnis kann das Nahrungsmittel vor dem Aufquellen mit
Wasser, welches durch Kondensation des Wasserdampf aus dem Nahrungsmittel
entstanden ist, bewahrt werden. Dies ist beispielsweise der Fall,
wenn die Küchenfolie
auf einen Teller gelegt wird, auf den gekochtes Nahrungsmittel,
wie beispielsweise Shaomai, Gyoza, An-man, Nikuman usw. gelegt und
in der Mikrowelle wiedererhitzt wird, oder wenn gekochte aufbewahrte
Nahrung, wie beispielsweise gefrorene Nahrung, gekocht wird. Wenn
die Druckregenerierung niedriger als 30% ist, dann unterliegt die
Folie einer Verformung, wenn sie in der Hand gehalten wird, und
ihre ursprüngliche Form
wird nicht wiederhergestellt.
-
Eine
Küchenfolie
mit erhöhter
Unebenheitshöhe
kann zum Kochen von Nahrungsmitteln, die viel Wasserdampf abgeben,
verwendet werden. Wenn das Nahrungsmittel ein Kochen in Gegenwart
von ziemlich großen
Dampfmengen erfordert, kann die Dicke der Basisfolie erhöht werden,
um diesem Erfordernis nachzukommen. Dies kann dadurch erreicht werden,
dass man die unebene Form gegenüber
dem Kollabieren bei der Handhabung resistent macht, wodurch die
ursprüngliche
Dicke, die der Basisfolie verliehen wurde, erhalten bleibt. Bei
solchen Verwendungen hat die erfindungsgemäße Küchenfolie bevorzugt eine Druckregenerierung von
45% oder mehr besitzt.
-
Da
die erfindungsgemäße Küchenfolie
eine Basisfolie besitzt, die so geformt ist, dass sie die oben beschriebene
Unebenheit aufweist, ist die Kontaktfläche mit dem Nahrungsmittel
verringert, wodurch verhindert wird, dass die Tropfen des Kondensats
auf der Oberfläche
der Folie mit dem Nahrungsmittel in Kontakt kommen. Die Form der
Unebenheit ist nicht besonders beschränkt, so lange sie Konkavitäten aufweist,
die so miteinander verbunden sind, dass sie Passagen bilden, durch
die der vom Nahrungsmittel gebildete Wasserdampf entweichen kann
(Konkavitäten
sind diskontinuierlich und regelmässig auf der gesamten Küchenfolie angeordnet).
Das heisst, dass die durch die Unebenheiten zur Verfügung gestellten
Passagen, die durch die verbundenen Konkavitäten gebildet werden, eine wichtige
Rolle beim Entweichen des Wasserdampfes, der aus dem Nahrungsmittel
entweicht, spielen.
-
Wenn
die erfindungsgemäße Küchenfolie
dazu verwendet wird, Gemüse
einzuwickeln, hält
es das Wasser, das während
der Kondensation gebildet wurde, in den Konkavitäten der Unebenheiten zurück, während es
den gebildeten Wasserdampf langsam entweichen lässt. Da die Wassertropfen mit
dem Gemüse
nicht in Kontakt kommen, wird das Gemüse vor dem Verfaulen bewahrt.
Wenn das Nahrungsmittel aufgetaut wird, kann die erfindungsgemäße Küchenfolie
ferner unter das Nahrungsmittel gelegt werden, so dass die Tropfen in
den Konkavitäten
gesammelt werden können
und ein zufriedenstellendes Auftauen ermöglicht wird.
-
Wenn
die erfindungsgemäße Küchenfolie
als Ölfilter
verwendet wird, dient die Unebenheit zur Erhöhung der Fläche, durch die das Öl austreten
kann, und ermöglicht
dadurch eine schnelle Ölfiltration.
Bei Verwendung als fett- und ölabsorbierende
Folie, kann der Wasserdampf aus heissen frittierten Nahrungsmitteln, wie
beispielsweise Tempura und Frittiertes, schnell durch die Passagen,
die durch die verbundenen Konkavitäten gebildet werden, freigesetzt
werden, und das frittierte Nahrungsmittel wird vor dem Kontakt mit
Wassertropfen, die sich unter dem frittierten Nahrungsmittel sammeln,
bewahrt. Als Ergebnis erhält
man frittiertes Nahrungsmittel mit einer knusprigen Textur.
-
Wenn
die erfindungsgemäße Küchenfolie
zum Spülen
oder Saubermachen verwendet wird, macht die Unebenheit die Folie
dreidimensional, griffig und bei komplizierten Formen wie beispielsweise
bei Schüsseln, Spüle und Herd einfach
zu verwenden, und macht die Folie damit für diese Verwendung geeignet.
-
Die
Höhe der
Unebenheit (der Abstand vom Boden der uneben geformten Basisfolie
bis zur Innenseite der Spitze der Konvexitäten) ist drei- bis zwanzigmal
dicker als die Basisfolie. Durch diese Höhe bilden die miteinander verbundenen
Konkavitäten
die notwendigen Passagen für
den Wasserdampf.
-
Es
ist wünschenswert,
dass die Höhe
der Unebenheit so groß wie
möglich
ist, um die Passagen für den
Wasserdampf zu vergrößern und
um das Nahrungsmittel vor dem Kondenswasser zu schützen. Vom Standpunkt
der Anwendbarkeit für
unterschiedliche Zwecke ist jedoch eine drei- bis zwanzigfache Höhe der Basisfolie
wünschenswert.
-
Das
Unebenheitsmuster hat vorzugsweise eine Beabstandung (Abstand zwischen
den Peaks der benachbarten Konvexitäten oder zwischen den Tälern von
benachbarten Konvexitäten)
von 3,5 bis 25 mm. Die Beabstandung des Unebenheitsmusters wird
entsprechend der Größe des zu
kochenden Nahrungsmittels ausgewählt,
abhängig
davon, auf wievielen Konvexitäten
das Nahrungsmittel gelagert sein soll. Aufgrund der Größe gewöhnlicher
Nahrungsmittel liegt die praktische Obergrenze der Beabstandung
bei 50 mm.
-
Zieht
man die verschiedenen Anwendungen in Betracht, dann ist die Beabstandung
des Unebenheitsmusters 3,5 bis 25 mm, bevorzugt 5,0 bis 15 mm.
-
Die
scheinbare Dicke der erfindungsgemäßen Küchenfolie (die Dicke der gesamten
Folie einschließlich
der Unebenheiten, und insbesondere die scheinbare Dicke, die nach
dem in den anschließenden
Beispielen beschriebenen Verfahren bestimmt wurde) ist 1,0 mm oder
mehr. Wenn die scheinbare Dicke geringer als 1,0 mm ist, dann sind
die Passagen für
den Wasserdampf, die durch die miteinander verbundenen Konkavitäten gebildet
werden, eng, und die Kondensationstropfen auf der Küchenfolie
kommen in direkten Kontakt mit dem Nahrungsmittel. Während die
scheinbare Dicke der erfindungsgemäßen Küchenfolie wünschenswerterweise so gross
wie möglich
ist, um die Passagen für
den Wasserdampf so breit wie möglich
zu gestalten und das Nahrungsmittel von dem Kondenswasser fernzuhalten,
beträgt
die praktische obere Grenze für
den tatsächlichen
Gebrauch 10 mm.
-
Für Anwendungen,
die wasserfestes Papier zum Waschen und Wischen einschließen, beträgt die scheinbare
Dicke der Küchenfolie
bevorzugt 1,0 bis 10 mm. Für
die verschiedenen in Betracht gezogenen Anwendungen beträgt die weiter
bevorzugte scheinbare Dicke 1,0 bis 5,0 mm.
-
Die
erfindungsgemäße Küchenfolie
wird hergestellt durch Prägen
der Basisfolie, umfassend ein Faseraggregat, vorzugsweise ein Vliesstoff
aus ultrafeinen hydrophoben Fasern, der eine Luftdurchlässigkeit
von 5 cc/cm2/s oder mehr besitzt, gemessen
gemäss
JIS L1096A, um eine Unebenheit in Form von Konkavitäten, die
miteinander verbunden sind, und Konvexitäten mit Peaks, die 3,5 bis
25 mm voneinander entfernt sind, zu erzeugen, wodurch der Küchenfolie
eine Unebenheitshöhe,
die der drei- bis zwanzigfachen Dicke der Basisfolie entspricht,
eine scheinbare Dicke von 1,0 mm oder größer und eine Druckregenerierung
von 30% oder mehr verliehen wird. Als Faseraggregat wird bevorzugt
ein Laminat, bestehend aus einer Folie aus einem Vliesstoff aus
ultrafeinen hydrophoben Fasern, verwendet, der zumindest auf einer
Seite aus einem Vliesstoff aus thermoplastischem Harz hergestellt
ist. Es ist ebenfalls bevorzugt, eine Basisfolie mit einer Wasserdruckfestigkeit
von 100 mm H2O oder mehr und weniger als
500 mm H2O oder eine Basisfolie mit einer
Wasserdruckfestigkeit von 500 mm H2O oder
mehr zu verwenden.
-
Die
Art des Prägens
ist nicht besonders beschränkt.
Beispielsweise kann ein Verfahren unter Verwendung einer Prägemaschine
mit passenden Stahlwalzen angewendet werden. Die Form der Prägemaschine
ist nicht besonders beschränkt,
so lange das oben beschriebene Unebenheitsmuster gewährt werden
kann.
-
Bevorzugte
Bedingungen für
das Prägen
sind die folgenden:
Druck: 100 bis 500 kPa, insbesondere 200
bis 300 kPa
Temperatur: 50 bis 180°C, insbesondere 70 bis 120°C
-
Das
durch Prägen
verliehene Prägemuster
schließt
Tupfen, Karos, Zickzack, Punkte und Streifen ein.
-
Da
die erfindungsgemäße Küchenfolie
wie oben beschrieben eine Basisfolie umfasst, die ein Faseraggregat
umfasst, das die vorgeschriebene Luftdurchlässigkeit aufweist und so geformt
wurde, dass es Unebenheiten besitzt, die die vorgeschriebene scheinbare
Dicke und eine vorgeschriebene Druckregenerierung besitzt, ist diese
in den oben beschriebenen verschiedenen Anwendungen nützlich.
-
BEISPIELE
-
Die
vorliegende Erfindung wird nun anhand von Beispielen detaillierter
beschrieben, jedoch ist die vorliegende Erfindung nicht auf diese
beschränkt.
-
Die
Verfahren zum Messen oder zur quantitativen Bestimmung der physikalischen
Eigenschaften, die in den Beispielen verwendet wurden, sind nachstehend
gezeigt.
-
Druckregenerierung:
-
Eine
Küchenfolie
wurde durch Aufbringen eines Gewichts von 50 gf/cm2 bei
einer Schlaggeschwindigkeit von 50 sek/min unter Verwendung von
KES-TB3, geliefert von Kato Tech, Inc., komprimiert. Eine Druckregenerierung
R [R(%) = (Wc'/Wc) × 100],
die aus der Arbeit, die für
die Kompression von Wc (gfcm/cm2) aufgewendet
wird, und der Arbeit, die bei der Regenerierung aus der Kompression
Wc' (gfcm/cm2) entsteht, wird aufgewendet.
-
Wasserdruckfestigkeit:
-
- gemessen gemäss
JIS L1092
-
Luftdurchlässigkeit:
-
- gemessen gemäss
JIS L1096A
-
Scheinbare Dicke:
-
Eine
Acrylplatte mit einer Fläche
von 4 cm2 wurde in den Messteil eines DIAL
THICKNESS GAUGE (hergestellt von Peacock) eingepasst, und die Dicke
der Küchenfolie
mit einer Fläche
von 4 cm2 wurde gemessen.
-
BEISPIELE 1 BIS 3
-
Die
Küchenfolien
der Beispiele 1 bis 3 sind in der nachfolgenden Tabelle 1 gezeigt.
-
Die
Basisfolie der Küchenfolie
von Beispiel 1 ist ein dreilagiges Laminat, umfassend einen durch
air-through verbundenden Reyon/PE Vliesstoff mit PP Spun-bonded
Vliesstoffen auf beiden Seiten, teilweise durch Wärmeverschmelzen
zu einem Körper
verbunden. Die Basisfolie der Küchenfolie
von Beispiel 2 ist ein PP Spunbonded Vliesstoff (einlagig). Die
Basisfolie der Küchenfolie
von Beispiel 3 ist ein dreilagiges Laminat, umfassend einen durch
air-through verbundenden Reyon/PE Vliesstoff mit PP Spun-bonded
Vliesstoffen auf beiden Seiten, durch Wärmeverschmelzen zu einem Körper verbunden.
-
Die
Küchenfolien
der Beispiele 1 bis 3 wurden wie folgt erhalten.
-
Jede
Basisfolie (Dicke: 0,2 mm; Luftdurchlässigkeit: wie in Tabelle 1
gezeigt) wurde durch Heizwalzen (passende Stahlwalzen) bei einem
Druck von 200 kPa und einer Temperatur von 100°C geprägt, um eine Küchenfolie
mit einer scheinbaren Dicke von 1,7 mm und einer Druckregenerierung
wie in Tabelle 1 gezeigt zu erhalten. Das geprägte Muster waren Tupfen, die
in longitudinaler und lateraler Richtung kontinuierlich und regelmässig angeordnete
waren. Die Beabstandung der Prägungen
(der Abstand zwischen den Peaks von benachbarten Konvexitäten) betrug
7,0 mm.
-
-
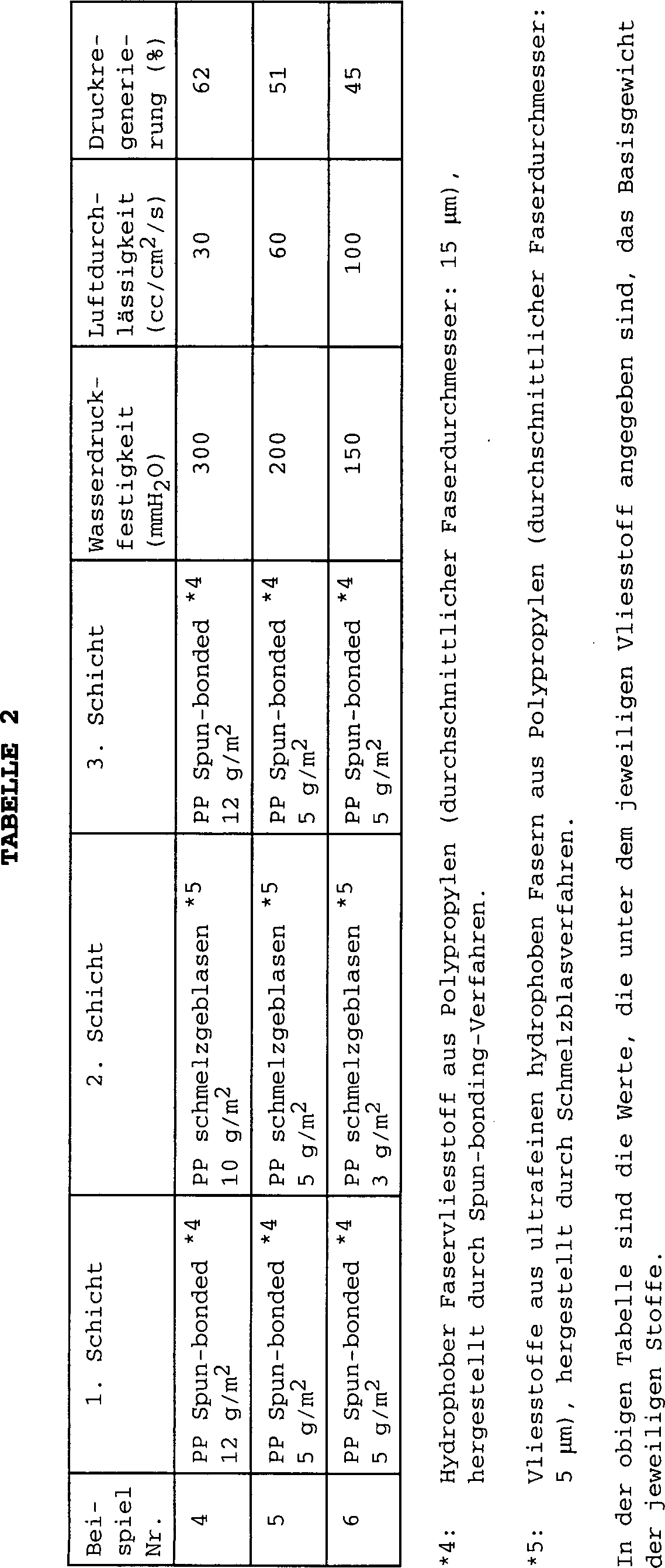
BEISPIELE 4 BIS 6
-
Die
Küchenfolien
der Beispiele 4 bis 6 sind nachstehend in Tabelle 2 gezeigt.
-
Die
in den Küchenfolien
verwendeten Basisfolien sind dreilagige Laminate, umfassend einen
durch schmelzblasen verbundenen PP Vliesstoff mit PP Spun-bonded
Vliesstoffen auf beiden Seiten, teilweise durch Wärmeverschmelzen
zu einem Körper
verbunden.
-
Die
Küchenfolien
der Beispiele 4 bis 6 wurden wie folgt hergestellt. Jede Basisfolie
(Dicke: 0,2 mm; Wasserdruckfestigkeit und Luftdurchlässigkeit:
wie nachstehend in Tabelle 2 gezeigt) wurde durch Prägen mit Heizwalzen
(passende Stahlwalzen) unter einem Druck von 200 kPa bei einer Temperatur
von 120°C
uneben gemacht, um eine Küchenfolie
mit einer scheinbaren Dicke von 1,7 mm und einer Druckregenerierung
wie in Tabelle 2 gezeigt zu erhalten. Das geprägte Muster waren Tupfen, die
in longitudinaler und lateraler Richtung kontinuierlich und regelmäßig angeordnet
waren. Die Beabstandung der Prägungen
(der Abstand zwischen den Peaks von benachbarten Konvexitäten) betrug
7,0 mm.
-
-
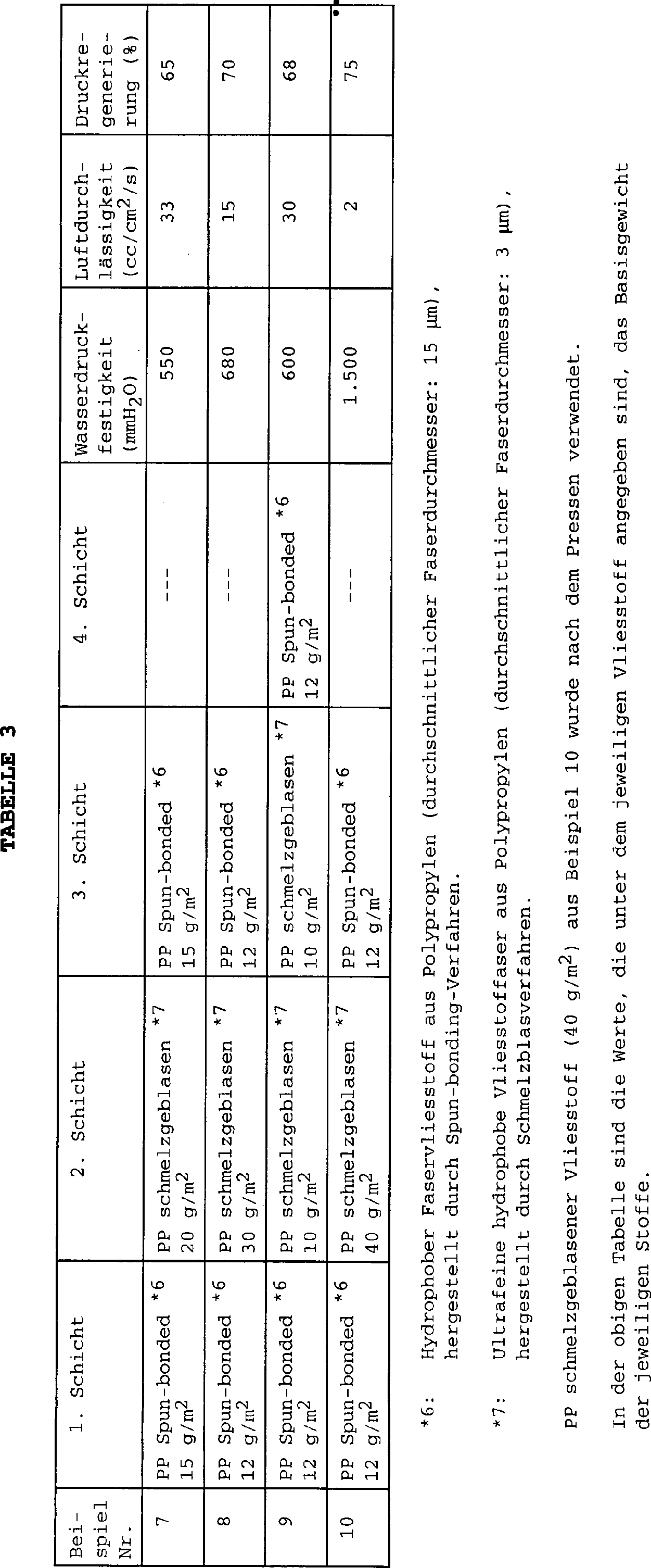
BEISPIELE 7 BIS 10
-
Die
Küchenfolien
der Beispiele 7 bis 10 sind nachstehend in Tabelle 3 gezeigt.
-
Die
in den Küchenfolien
verwendeten Basisfolien der Beispiele 7, 8 und 10 sind dreilagige
Laminate, umfassend einen durch schmelzblasen verbundenen PP Vliesstoff
mit PP Spun-bonded Vliesstoffen auf beiden Seiten, die durch Wärmeverschmelzen
miteinander verbunden werden. Die in der Küchenfolie verwendete Basisfolien
von Beispiel 9 ist ein vierlagiger Verbund, umfassend ein Laminat
aus einzeln hergestellten zwei PP schmelzgeblasenen Vliesstoffen
mit die PP Spun-bonded Vliesstoffen auf beiden Seiten des Laminats,
wobei die gestapelten vier Schichten simultan durch Wärmeverschmelzen
zu einem Körper
verbunden werden.
-
Die
Küchenfolien
der Beispiele 7 bis 10 wurden wie folgt erhalten. Jede Basisfolie
(Dicke: 0,2 mm; Wasserdruckfestigkeit und Luftdurchlässigkeit:
wie nachstehend in Tabelle 3 gezeigt) wurde durch Prägen mit Heizwalzen
(passende Stahlwalzen) unter einem Druck von 200 kPa bei einer Temperatur
von 120°C
uneben gemacht, um eine Küchenfolie
mit einer scheinbaren Dicke von 1,7 mm und einer Druckregenerierung
wie in Tabelle 3 gezeigt zu erhalten. Das geprägte Muster waren Tupfen, die
in longitudinaler und lateraler Richtung kontinuierlich und regelmässig angeordnet
waren. Die Beabstandung der Prägungen
(der Abstand zwischen den Peaks von benachbarten Konvexitäten) betrug
7,0 mm.
-
-
INDUSTRIELLE ANWENDBARKEIT:
-
Die
erfindungsgemäße Küchenfolie
ist in verschiedenen Anwendungen nützlich, wie beispielsweise beim
Kochen oder Auftauen von Nahrungsmitteln in der Mikrowelle, zum
Einwickeln von Nahrungsmitteln, wie beispielsweise Gemüse, zur
Aufbewahrung im Kühlschrank,
zum Einwickeln von Fleisch, Fisch usw. zur Aufbewahrung im Gefrierschrank,
zum Dämpfen
von Nahrungsmitteln im Dampftopf usw., zum Abtropfen von Nahrungsmitteln,
zur Absorption von Verunreinigungen oder Fett, das aus Nahrungsmitteln
während
des Kochens austritt, zum Filtrieren von Öl, zur Absorption von Fett
und Öl,
zum Geschirrspülen,
zum Wischen der Spüle
und des Herdes mit leichtem Scheuereffekt, und zum Schutz von Geschirr
usw. vor dem Bruch während der
Aufbewahrung, und als Abtropffolie zur Entfernung von Wasser von
Müll vor
dem Wegwerfen, als Filter für Ventilatoren
usw.
-
Das
Verfahren zur Herstellung der erfindungsgemäßen Küchenfolie stellt die oben beschriebene
nützliche
Küchenfolie
zur Verfügung.