-
Gebiet der Erfindung
-
Die
vorliegende Erfindung betrifft lösungsmittelfreie
Siloxanepoxyzusammensetzungen und insbesondere lösungsmittelfreie Siloxanepoxyzusammensetzungen,
die wärmehärtbar oder
durch Elektronenstrahlung härtbar
sind.
-
Hintergrund der Erfindung
-
Hochleistungsmetall-,
-kunststoff-, -holz- und -glasbeschichtungen werden sowohl in Innen-
als auch Außenanwendungen,
wie in Bauprodukten, Geräten,
Transporten usw. verwendet. Wegen in zunehmendem Maße zwingenderen
Emissionsrichtlinien und zunehmenden Energiekosten, die mit Beschichtungsumwandlung
und Verschmutzungskontrollen verbunden sind, ist es vorzuziehen,
dass derartige Beschichtungen 100% Feststoffe und keine flüchtigen
organischen Verbindungen (VOC-frei) enthalten. Leider jedoch halten
die meisten der nichtverschmutzenden Beschichtungssysteme, die gegenwärtig verwendet
werden, nur etwa 30 Jahre.
-
Die
Probleme, die mit der Verwendung von Feststoffsystemen im gewerblichen
Maßstab
verbunden sind, schließen
mittelmäßige Beschichtungsleistung,
langsame Anlagengeschwindigkeit, Schwierigkeit beim Einführen der
Systeme und/oder hohe Anfangskapitalkosten. Außerdem können die Beschichtungen nicht
vollständig
nichtverschmutzend sein und können
nichtannehmbare VOC-Mengen enthalten. Aus diesen Gründen sind
Feststoffsysteme beim Ersetzen von Lösungsmittel-basierenden oder
Wasser-Lösungsmittel-basierenden
Systemen in der Hochvolumen-Bandbeschichtungsindustrie
erfolglos gewesen.
-
Jedoch
weisen die vorliegenden nichtverschmutzenden Beschichtungen nach
dem Stand der Technik ihren eigenen Satz von Fehlern und Problemen
auf. Zum Beispiel enthalten sogar niedere VOC (1-3 Pfund/Gallone
(Pfd./Gal.)(Ibs/gal)) Wasserbasierende Beschichtungen einige Lösungsmittel,
die verbrannt werden müssen,
bevor sie an die Atmosphäre
abgegeben werden. Im Hinblick auf feste Pulverbeschichtungen (VOC-frei),
machen verbundene Handhabungsprobleme sie häufig ungeeignet für eine Hochgeschwindigkeits-Flachmaterial-Bandbeschichtungsanlage.
Außerdem
können
ultraviolettstrahlungs- (UV-) härtbare
Beschichtungen, welche 100% Feststoffe, VOC-frei, sind, nur für nichtpigmentierte Beschichtungen
oder Dünnfolie-pigmentierte
Anwendungen, wie für
Druckertinten, verwendet werden. Außerdem ist die Leistung von UV-härtbaren
Beschichtungen in den Bereichen von Haftung, UV-Stabilität, Korrosionsbeständigkeit
und Witterungsbeständigkeit,
welches sehr wichtige Eigenschaften zur Verwendung in Bauprodukten
und Automobilanwendungen sind, allgemein schlechter gegenüber wärmegehärteten Beschichtungen.
-
Das
Wärmehärten ist
wegen der unpraktischen langen Ofenlänge, die für den Härtungsofen benötigt wird,
häufig
auch ungeeignet. Ein langer Ofen ist erforderlich, weil die Wärmehärtungsgeschwindigkeit,
d.h. Umwandlungsgeschwindigkeit der Beschichtung zum Umwandeln von
Monomeren und Oligomeren niederer Viskosität zu festen Polymeren sehr
langsam ist. Jedoch kann die Umwandlung zum festen Zustand, welcher klebefreie,
trockene Beschichtungen bereitstellt, durch einfaches Verdampfen
des Lösungsmittels
aus der festen Harzlösung
schnell beendet werden. Folglich verwenden die vorliegenden thermischen
Systeme nach dem Stand der Technik diese Technik. Das meiste der
Chemie der wärmehärtenden
Beschichtung beruht auf einer Lösung,
Emulsion oder Dispersion von festen Harzen oder Harzen sehr hoher
Viskosität
(Thermoplast oder Thermostatharze hohen Molekulargewichts), welche
sehr wenig oder kein Härten
(Verfestigung) einschließen. Jedoch
ist ein Nachteil, der mit dieser Art von festem Harz oder Harz hoher
Viskosität
verbunden ist, dass die Verwendung von Lösungsmitteln oder von Co-Lösungsmitteln
erforderlich ist, und folglich enthalten die Materialien VOCs. Außerdem können, wie
allgemein bekannt ist, Monomere niederen Molekulargewichtes, niederer Viskosität auch aus
der Linie verdampfen, besonders wenn sie auf hohe Temperaturen erwärmt werden
und wenn sie in dünnen
Folien vorliegen. Folglich erzeugt, selbst wenn die Beschichtungen
den Anforderungen unter der gegenwärtigen VOC-Definition entsprechen,
die Beschichtungslinie noch immer Emissionen organischen Dampfes
einer anderen Art, d.h. von den Monomeren.
-
Durch
Elektronenstrahl (E-Strahl oder E.S.) härtbare Beschichtungen, welche
100% Feststoffe und keine VOC enthalten, können anders als UV-härtbare Beschichtungen
für pigmentierte
Beschichtungen verwendet werden. Jedoch leiden gegenwärtige E-Strahlbeschichtungen
unter denselben Leistungsbeschränkungen,
wie UV-härtbare
Beschichtungen, wenn sie mit thermischen Systemen verglichen werden.
Dieses ist allgemein so, weil dasselbe Harz und dieselbe Härtungschemie
(Acrylate) in den vorhandenen durch E-Strahl härtbaren Beschichtungen wie
in UV-Materialien verwendet werden. Zusätzliche Kosten, die strahlungs-
(sowohl UV- als auch E-Strahl) härtbare
Acrylatbeschichtungen nach sich ziehen, schließen solche ein, die mit der
Verwendung von Stickstoffschutzgas verbunden sind. Jedoch ist von
den gegenwärtig
verfügbaren
Härtungsverfahren,
die Bestrahlung mit E-Strahlen das am meisten bevorzugte Verfahren
für Hochgeschwindigkeitsbeschichtungsanlagen
im Vergleich zum Wärmehärten oder
UV-Härten.
-
Alternative
erhältliche
Beschichtungszusammensetzungen kationischer Härtungs- (UV und E.S.) Epoxychemie
erfordern kein Stickstoffschutzgas, aber die Härtungsgeschwindigkeiten von
gegenwärtig
verfügbaren
Epoxiden sind im Vergleich zu Acrylaten sehr langsam. Außerdem wird
eine weiche, klebrige Oberfläche außerhalb
des Bereichs gelassen, der durch den Strahl bestrahlt wird, welches
in einer Hochgeschwindigkeits-, niedrigen Dosislinie nicht annehmbar
ist. Außerdem
haben verschiedene Verarbeitungs- und Leistungsbeschränkungen
sie für
die Verwendung in OEM-Hersteller-Märkten, wie in Geräten, Bauprodukten
und Kraftfahrzeugen usw., nicht wünschenswert gemacht. Folglich
sind strahlungshärtbare
(UV und E.S.) Beschichtungen bis jetzt keine gute alternative Technologie
zum Bereitstellen von VOC-freien,
verschmutzungsfreien Beschichtungen für Bandbeschichtungen. Außerdem schließen gegenwärtig gefüllte und
pigmentierte Beschichtungen typischerweise die Verwendung eines
umweltungünstigen
Chromatfüllstoffs
ein, um die Korrosionsprüfung
zu bestehen.
-
Deshalb
besteht eine Notwendigkeit für
eine Beschichtungschemie eines kationisch härtbaren Epoxyharzes, welche
den Verfahrens- und Leistungsparametern der Bandbeschichtungen in
OEM-Märkten
entspricht. Vorzugsweise sollten die Viskositäten der Monomere und die Oligomere
niedrig genug sein, um eine hochgefüllte und/oder pigmentierte
Beschichtung (bis zu 65 Gewichtsprozent (Gew.-%)) ohne die Verwendung von
irgendwelchen Lösungsmitteln
zu formulieren, und die Beschichtung sollte auch in der Lage sein,
der Aufbringungsviskosität
(weniger als 3000 cP) eines Hochgeschwindigkeitsbeschichtungssystem
mit gegenläufigen
Walzen, d.h. größer als
400 FPM, zu entsprechen.
-
Außerdem ist
es wünschenswert,
dass bestimmten ökonomischen
und Leistungsparametern entsprochen wird. Folglich sollte die Harzchemie
derartiger Bandbeschichtungen mit häufig verwendeten Pigmenten und
Füllstoffen
vollständig
verträglich
sein, wodurch Formulierungen mit minimalen Beschränkungen
bereitgestellt werden. Es würde
auch umweltmäßig vorteilhaft
sein, wenn Chromat-enthaltende Pigmente als Bestandteil beseitigt
werden könnten.
-
Außerdem sollten
die Beschichtungen, um beim Beschichten von Metall-, Kunststoff-,
Holz- und Glassubstraten nützlich
zu sein, Industriestandards für
jedes der Anwendungsgebiete hinsichtlich Haftung, Flexibilität, Glanz,
Verwitterung, Korrosion usw. entsprechen. Auch sollte die Beschichtungschemie
für Hochgeschwindigkeitshärtungsanlagen
mit Niedrigdosis-E-Strahlung und in einer anderen Ausführungsform,
für das Wärmehärten, geeignet
sein, so dass die Materialien ohne ein Beschichtungsabhebeproblem
sofort zu Rollen aufgerollt werden können, mit oder ohne Stickstoffschutzgas.
-
Zusammenfassung der Erfindung
-
Die
vorliegende Erfindung erfüllt
die vorstehend erwähnten
Bedürfnisse
und vermeidet die Probleme, die mit verfügbaren Metall-, Kunststoff-,
Holz- oder Glasbeschichtungen verbunden sind. Die Erfindung beruht auf
der unerwarteten Entdeckung einer neuen kationisch härtbaren
Harzchemie auf Basis neuer Siloxanepoxyharze. Diese neuen Harze
können
durch Wärme
oder durch E-Strahlung gehärtet
werden und können
in Luft ohne die Notwendigkeit für
Stickstoffschutzgas gehärtet
werden. Dieses ist vorteilhaft, weil die Kosten des Beibehaltens
einer inerten Atmosphäre
im Wesentlichen zu den Gesamtkosten des Härtens durch Strahlung beitragen
können.
Zur Verwendung in Bandbeschichtungsanwendungen können die Zusammensetzungen
ohne ein Beschichtungsabhebeproblem sofort zu Rollen aufgerollt
werden.
-
Die
Beschichtungen der vorliegenden Erfindung sind lösungsmittelfreie und sind deshalb
VOC-frei, was sie zur Verwendung in der Industrie wünschenswert
macht, weil sie vor der polymeren Umwandlung keine Gesundheitsrisiken
zeigen. Außerdem
sind die einzigartigen Harze der vorliegenden Erfindung gegenwärtig verfügbaren Beschichtungen überraschend überlegen,
weil sie die 100% Feststoffe enthalten, durch Hochgeschwindigkeit,
Niedrigdosis, E-Strahlung oder thermisch gehärtet werden können und
als Metall-, Kunststoff-, Holz- oder Glasbeschichtungen sowohl für Innenals
auch Außenanwendungen
verwendet werden können.
Andere Vorteile der vorliegenden Zusammensetzungen gegenüber gegenwärtig verfügbaren Harzen
schließen hervorragende
und verbesserte gehärtete
Folieneigenschaften, wie das Zeigen guter Haftung, Flexibilität (zäh ohne spröde zu sein),
Witterungsbeständigkeit
und unerwartet gute Korrosionsbeständigkeit sogar beim Fehlen
eines Chromenthaltenden Füllstoffs,
ein.
-
Die
Beschichtungszusammensetzungen können
klar sein oder können
Füllstoffe
und/oder Pigmente enthalten. Demgemäß ist die vorliegende Erfindung
in einer Ausführungsform
eine klare Beschichtungszusammensetzung, die etwa 90 bis etwa 100
Gewichtsteile eines Basisharzes umfasst; 0 bis etwa 2 Gewichtsteile eines
Haftvermittlers und etwa 3 bis etwa 8 Gewichtsteile eines kationischen
Polymerisationsinitiators. Das Basisharz umfasst:
- (A)
etwa 30 bis etwa 50 Gewichtsteile eines cycloaliphatischen epoxyfunktionellen
Siloxanmonomers mit der Struktur (IA)
- (B) 5 bis etwa 30 Gewichtsteile eines cycloaliphatischen epoxyfunktionellen
Siloxanoligomers mit der Struktur (IB) wobei m eine ganze Zahl mit
einem Wert von 5 bis 50 ist;
- (C) etwa 20 bis etwa 50 Gewichtsteile von mindestens einem nichtsiliziumhaltigen
Epoxyharz, ausgewählt aus
der Gruppe, bestehend aus (i) epoxidierten Pflanzenölen, (ü) epoxidierten
Pflanzenölestern
und (iii) 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat
mit der Struktur (IIA)
- (D) 0 bis etwa 30 Gewichtsteile eines oder mehrerer Plastifizierungsmittel,
ausgewählt
aus der Gruppe von (i) Epoxiden, auf Basis eines Diglycidylethers
von Bisphenol A mit der Struktur (IIB),
wobei der mittlere
Wert von n 0 oder etwa 0,07, 0,14, 2,3 oder 4,8 ist; (ii) epoxidierten α-Olefinen;
(iii) Limonenoxiden; (iv) thermoplastischen Acrylharzen; (v) Elastomeren;
(vi) Phenoxyharzen; (vii) Polyol-Plastifizierungsmitteln; und (viii)
Allylethern. Der kationische Polymerisationsinitiator umfasst mindestens
ein Diaryliodoniumsalz, wobei jedes Diaryliodoniumsalz in einer
entsprechenden getrennten Katalysatorlösung vorliegt, die etwa 40
bis etwa 80 Gew.-% eines Trägermediums
und etwa 20 bis etwa 60 Gew.-% des Diaryliodoniumsalzes oder -salze
umfasst. Jedes Diaryliodoniumsalz hat die Struktur (III),
wobei
R eine Methylgruppe oder ein Wasserstoffatom ist; y 0 oder eine
ganze Zahl von 1 bis 25 ist; und A- ein
nichtnukleophiles Anion ist, das ausgewählt ist aus der Gruppe, bestehend
aus [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- und [Ga(C6F5)4]-.
-
In
einer anderen Ausführungsform
ist die vorliegende Erfindung eine Beschichtungszusammensetzung,
die etwa 35 bis etwa 62 Gewichtsteile des vorstehend erwähnten Basisharzes
umfasst; etwa 32 bis etwa 65 Gewichtsteile einer oder mehrerer Komponenten,
die ausgewählt
sind aus der Gruppe, bestehend aus Füllstoffen, Pigmenten, Verdünnungsmitteln,
Steifungsmittel, Verlaufmitteln und Antischaummitteln; 0 bis etwa
1 Gewichtsteil eines Haftvermittlers und etwa 2 bis etwa 5 Gewichtsteile
eines kationischen Polymerisationsinitiators, wie vorstehend beschrieben.
Die Formulierungen, die Füllstoffe
und/oder Pigmente, sowie eine der anderen vorstehend erwähnten Komponenten
enthalten, sind als Grundierungen oder Deckschichten nützlich.
-
In
einer anderen Ausführungsform
ist die Erfindung ein Verfahren zur Herstellung eines beschichteten Gegenstands.
Der erste Schritt des Verfahrens schließt das Aufbringen entweder
der vorstehend erwähnten klaren
Beschichtungszusammensetzung oder der Beschichtungszusammensetzung,
die Füllstoffe,
Pigmente, Verdünnungsmittel,
Steifungsmittel, Verlaufmittel und/oder Antischaummittel enthalten,
wie vorstehend beschrieben, auf einen Gegenstand, der aus Holz,
Glas, Kunststoff oder Metall gemacht ist, ein. Im zweiten Schritt
kann die Zusammensetzung, die auf dem Gegenstand aufgetragen wurde,
E-Strahlung oder thermischer Energie ausgesetzt werden. Wenn die
Zusammensetzung und der Gegenstand E-Strahlung ausgesetzt werden,
liegt die Strahlung allgemein in Bereichen von etwa 3 bis etwa 12
Mrad. Wenn Wärmehärten verwendet
wird, werden der Gegenstand und die Zusammensetzung auf eine erste
maximale Substrattemperatur erwärmt,
die im Bereich von etwa 150°C
bis etwa 260°C
liegt. Die Polymerisation geschieht zu > 90% während des
Einwirkens der E-Strahlung oder des Erwärmens auf die erste maximale
Substrattemperatur. Gegebenenfalls kann der beschichtete Gegenstand
nach der Polymerisation auf eine zweite maximale Substrattemperatur erwärmt werden,
die im Bereich von etwa 80°C
bis etwa 125°C
liegt.
-
In
noch einer anderen Ausführungsform
ist die Erfindung ein beschichteter Gegenstand, der mit dem vorstehend
beschriebenen Verfahren hergestellt wurde.
-
Beschreibung der bevorzugten
Ausführungsformen
-
Die
vorliegenden Siloxanepoxy-Beschichtungszusammensetzungen, ob pigmentiert,
gefüllt
oder klar, schließen
ein Basisharz, einen Haftvermittler und einen kationischen Polymerisationsinitiator
ein. Die gefüllten/pigmentierten
Beschichtungen schließen
zusätzlich
Füllstoffe,
Pigmente, Verdünnungsmittel,
Steifungsmittel, Verlaufmittel und/oder Antischaummittel ein. Durch Ändern der
Katalysatormenge können
diese Epoxyharzbeschichtungen durch E-Strahlung oder thermisch gehärtet werden,
wobei die gewünschten
Verarbeitungsparameter und hervorragende Eigenschaften der gehärteten Folie,
die hier hinsichtlich Haftung, Flexibilität, Witterungsbeständigkeit,
Korrosionsbeständigkeit
usw. beschrieben wurden, erhalten werden. Jedoch garantiert die
bloße
Kombination dieser Bestandteile oder ähnlicher Bestandteile, gefolgt
von thermischem Erwärmen
oder E-Strahlung, keine gehärtete
Beschichtung mit hervorragenden Eigenschaften der gehärteten Folie.
Stattdessen ist es die Menge jeder spezifischen Komponente, die
als Ganzes zusammengenommen wird, die die unerwartet überlegenen
gehärteten
Beschichtungen der vorliegenden Erfindung bereitstellt.
-
Das
Basisharz schließt
ein cycloaliphatisches epoxyfunktionelles Siloxanmonomer mit der
Struktur (IA), ein fakultatives cycloaliphatisches epoxyfunktionelles
Siloxanoligomer mit der Struktur (IB), ein oder mehrere nichtsiliziumhaltige
Epoxyharze und fakultative Plastifizierungsmittel ein. Die klaren,
ungefüllten
Beschichtungszusammensetzungen enthalten etwa 90 bis etwa 100 Gewichtsteile
des Basisharzes im Verhältnis
zu dem Gesamtgewicht der Formulierung, und das Gesamtgewicht der
pigmentierten und/oder gefüllten
Zusammensetzungen enthalten etwa 35 bis etwa 62 Gewichtsteile des
Basisharzes.
-
Cycloaliphatisches
epoxyfunktionelles Siloxanmonomer mit der Struktur (IA) hat den
chemischen Namen 1,1,3,3-Tetramethyl-1,3-bis[2-(7-oxabicyclo[4.1.0]hept-3-yl)ethyl]disiloxan
und hat ein Molekulargewicht von 376 g/mol. Siloxan (IA) ist im
Handel von Polyset Company Inc., Mechanicville, New York als PC-1000
erhältlich.
Das Siloxanoligomer (IB), wobei m eine ganze Zahl von 5 bis 50 ist,
hat ein Molekulargewicht, das im Bereich von etwa 1000 bis etwa
10.000 g/mol liegt und ist im Handel von Polyset in seiner PC2000-Serie,
z.B. PC2000, PC2003, PC2000HV, erhältlich. Sowohl in den klaren
als auch gefüllten/pigmentierten
Beschichtungungsformulierungen ist cycloaliphatisches epoxyfunktionelles
Siloxan (IA) in das Basisharz in Mengen eingebracht, die im Bereich
von etwa 30 bis etwa 50 Gewichtsteilen des Gesamtbasisharzes liegen,
und Siloxan (IB) in Mengen, die im Bereich von 0 bis 30 Gewichtsteilen
liegen.
-
Auch
im Basisharz der vorliegenden Beschichtungsformulierungen eingeschlossen,
sind etwa 20 bis etwa 50 Gewichtsteile von einem oder mehreren nichtsiliziumhaltigen
Epoxyharzen. Geeignete nichtsiliziumhaltige Epoxyharze schließen epoxidierte
Pflanzenöle
und epoxidierte Pflanzenölester,
wie VIKOFLEX® 9010, welches
ein Methylepoxyleinsamenöl
ist, das von Atofina Chemicals Inc. erhältlich ist, ein. Ein anderes
geeignetes nichtsiliziumhaltiges Epoxyharz ist ein cycloaliphatisches
Epoxid, wie 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat
(EECH), auch bekannt als 7-Oxabicyclo[4.1.0]hept-3-ylmethyl-7-oxabicyclo[4.1.0]heptan-3-carboxylat).
EECH weist die Struktur (IIA) auf und ist im Handel von Union Carbide
als ERL 4221 erhältlich.
Von diesen sind epoxidierte Pflanzenölester allgemein bevorzugt.
-
Gegebenenfalls
kann das Basisharz bis zu etwa 30 Gewichtsteile eines oder mehrerer
Plastifizierungsmittel einschließen, welches den Zusammensetzungen
Flexibilität
bereitstellt. Geeignete Plastifizierungsmittel schließen Epoxide
mit der vorstehenden Struktur (IIB) ein, welche auf einem Diglycidylether
von Bisphenol A beruhen. Beispiele schließen ARALDITE® 6084
und ARALDITE® 6097
ein, welche von CIBA Geigy in fester Form erhältlich sind. VIKOLOX® 14,
welches ein C-14 epoxidiertes α-Olefin
ist, das von Elf Atochem erhältlich
ist, ist ein anderes geeignetes Plastifizierungsmittel. Polyol-Plastifizierungsmittel,
wie Caprolactantriol, welches von Solvay Interox, Inc. als CAPA® 4101
(vorher verkauft als CAPA® 316) erhältlich ist,
sind auch geeignet.
-
CAPA® 4101
hat den chemischen Namen 2-Oxepanon und ist ein Polymer von 2-2-bis(Hydroxymethyl)-1,3-propandiol
mit der chemischen Formel (C6H10O2C5H12O4). Zusätzliche
nützliche
Plastifizierungsmittel schließen
thermoplastische Acrylharze, wie DEGALAN® 64/12
und DEGALAN® P24,
welche von Rohm erhältlich
sind, Limonenoxide, wie Limonendioxid, das von Elf Atochem erhältlich ist;
Elastomere; und Phenoxyharze ein. Allylether sind auch nützliche
Plastifizierungsmittel, und Beispiele schließen die Vinylether und Propenylether
ein, die von ISP, von BASF usw. erhältlich sind. Andere geeignete
Plastifizierungsmittel wären
für den Fachmann
naheliegend, und die Erfindung ist nicht auf die hier beschriebenen
Plastifizierungsmittel beschränkt.
-
Ein
bevorzugtes Basisharz zur Verwendung in den vorliegenden klaren
Formulierungen enthält
etwa 35 bis etwa 40 Gewichtsteile des Siloxanmonomers mit der Struktur
(IA), 0 bis etwa 15 Gewichtsteile des Siloxanoligomers mit der Struktur
(IB), aber stärker
bevorzugt 10 Gewichtsteile, etwa 28 bis etwa 40 Gewichtsteile des/r
nichtsiliziumhaltigen Epoxyharz(e), und etwa 9 bis etwa 17 Gewichtsteile
des Epoxids, das auf einem Diglycidylether von Bisphenol A mit der
Struktur (IIB) beruht. Zur Verwendung in den gefüllten oder pigmentierten Beschichtungen
enthält
ein bevorzugtes Basisharz etwa 40 bis etwa 45 Gewichtsteile des
Siloxanmonomers mit der Struktur (IA), etwa 5 bis etwa 15 Gewichtsteile
des Siloxanoligomers mit der Struktur (IB), aber stärker bevorzugt
10 Gewichtsteile, etwa 32 bis etwa 40 Gewichtsteile des/r nichtsiliziumhaltigen
Epoxyharz(e), und etwa 5 bis etwa 10 Gewichtsteile des Epoxids,
das auf einem Diglycidylether von Bisphenol A mit der Struktur (IIB)
beruht. Vorzugsweise ist das nichtsiliziumhaltige Epoxyharz in diesen
Zusammensetzungen ein epoxidiertes Pflanzenöl, wie VIKOFLEX® 9010.
-
Zusätzlich zum
Basisharz können
die vorliegenden Zusammensetzungen gegebenenfalls einen Haftvermittler
einschließen.
In den klaren Formulierungen können
bis zu etwa 2 Gewichtsteile des Haftvermittlers für verbesserte
Haftung an Metall zugefügt
werden. Jedoch ist in gefüllten
und/oder pigmentierten Zusammensetzungen bis zu etwa 1 Gewichtsteil
ausreichend, um gute Haftung an die gehärteten Folien bereitzustellen. Beispielhafte
Haftvermittler schließen
ein, sind aber nicht beschränkt
auf Epoxyalkoxysilane, wie 2-(3,4-Epoxycyclohexyl)-ethyltrimethoxysilan
und 3-Glycidyloxypropyltrimethoxysilan,
von denen beide von Witco Corporation als A186 beziehungsweise A187
erhältlich
sind.
-
Die
gefüllten
und pigmentierten Beschichtungsformulierungen enthalten auch etwa
32 bis etwa 65 Gewichtsteile Füllstoffe,
Pigmente, Verdünnungsmittel,
Steifungsmittel, Verlaufmittel und/oder Antischaummittel. Beispiele
derartiger Bestandteile schließen
ein, sind aber nicht beschränkt
auf Titandioxidpigmente; wie TiO2 2160,
TiO2 2310, TiO2 2020
und dergleichen, erhältlich
von Kronos, Inc.; Talkum (Magnesiumsilikathydroxid), wie Nytai 300,
welches von R. T. Vanderbilt erhältlich
ist; keramische Mikrokügelchen,
wie ZeospheresTM-Mikrokügelchen, erhältlich von
3M als G-400 und G-200; Antischaummittel (Schaumunterdrückungsmittel),
wie BYK® 501,
erhältlich
von BYK Chemie USA, Inc.; Benetzungsmittel, wie Silwet® L-7604,
erhältlich
von OSI Specialities; Schleifmittel, wie BYK® 307,
erhältlich
von BYK Chemie USA, Inc.; und hydrophobe pyrogene Kieselsäure, wie
Aerosil® R972,
erhältlich
von Degussa-Hüls.
Substitution mit anderen ähnlichen
Füllstoffen,
Pigmenten, Verdünnungsmitteln,
Steifungsmitteln, Verlaufmitteln, Antischaummitteln und Zusatzstoffen
ist für
den Fachmann naheliegend.
-
Ein
unerwarteter und überraschender
Vorteil der vorliegenden pigmentierten/gefüllten Zusammensetzungen gegenüber gegenwärtig verfügbaren Grundierungs-
und Deckschichtharzen ist, dass sogar bei Fehlen eines Chromat-
oder Phosphatzusatzstoffs hervorragende Korrosionsbeständigkeit
gezeigt wird. Im Gegensatz dazu müssen gegenwärtige kommerzielle Beschichtungen
derartige Antikorrosionsbestandteile, wie Zinkchromat, Strontiumchromat,
Zinkphosphat oder Strontiumphosphat, einschließen, um die Korrosionsprüfung zu
bestehen. Weil die Verwendung dieser Materialien eine wichtige Umweltangelegenheit
ist, macht die Beseitigung davon in den Zusammensetzungen, die hier
beschrieben sind, die vorliegenden Beschichtungen weit wünschenswerter
als alle vorher verfügbaren
Beschichtungen.
-
Andere überraschende
und unerwartete Merkmale der gefüllten
und pigmentierten Formulierungen, die hier beschrieben sind, sind,
dass: 1) eine Vorbehandlung des Metallsubstrats (chemische Vorbehandlung der
Beschichtung, um Haftung und Korrosionsbeständigkeit zu verbessern) vor
dem Aufbringen der Grundierung bei bestimmten Anwendungen beseitigt
werden kann; und 2) eine pigmentierte Deckschicht direkt auf das Substrat
aufgebracht werden kann, ohne eine Grundierungsbeschichtung aufzubringen.
Folglich ist die Verwendung der vorliegenden Formulierungen ökonomischer
und einfacher als solche, die gegenwärtig verfügbar sind, weil zwei Schritte
beseitigt werden können,
wenn gewünscht.
Außerdem
sind die Grundierungen und Deckschichten, wie vorstehend erwähnt, ohne
das Einschließen
von Chromaten oder Phosphaten umweltfreundlich.
-
Ein
kationischer Polymerisationsinitiator ist auch in den vorliegenden
Beschichtungen vor dem Härten, sowohl
durch Wärme
als auch durch E-Strahlung, eingeschlossen. Die klaren Formulierungen
enthalten etwa 3 bis etwa 8 Gewichtsteile der kationischen Polymerisationsinitiatorlösung auf
Basis des Gesamtgewichts der Zusammensetzung, und die gefüllten/pigmentierten
Beschichtungen schließen
zum Härten
etwa 2 bis etwa 5 Gewichtsteile der kationischen Polymerisationsinitiatorlösung ein.
-
Der
kationische Polymerisationsinitiator enthält ein oder mehrere Diaryliodoniumsalze,
wobei jedes die folgende Formel (III) aufweist:
wobei R ein
Methylrest oder Wasserstoffatom ist, und y 0 oder eine ganze Zahl
von 1 bis 25 ist. Wenn R ein Methylrest ist, kann sich der Methylsubstituent
an irgendeiner Position des Arylrings befinden, d.h. am 2-, 3- oder
4-Kohlenstoffatom relativ zu dem Kohlenstoffatom, mit dem das Iodatom
verbunden ist, welches als das 1-Kohlenstoffatom
identifiziert ist. Die 2-, 3- und 4-Kohlenstoffatompositionen sind
auch als ortho-, meta- und para- bekannt, wie jeder Fachmann wissen
würde.
A- ist ein nichtnukleophiles Anion, allgemein [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- oder [Ga(C6F5)4]-.
Es sollte beachtet werden, dass eine negativ geladene Einheit hier gewöhnlich durch
ein Minuszeichen angezeigt wird, entweder in einem Kreis oder ohne
Kreis. Jedes Symbol wird austauschbar verwendet und kann als Hochzeichen
relativ zu der Einheit in Position gebracht werden. Ähnlich wird
eine positiv geladene Einheit durch ein Pluszeichen, mit oder ohne
Kreis, bezeichnet.
-
Jedes
ausgewählte
Diaryliodoniumsalz wird getrennt in einem Trägermedium, welches ein Monomer sein
kann, gelöst,
um eine entsprechende Katalysatorlösung zu erzeugen, die etwa
20 bis etwa 60 Gew.-% des ausgewählten
Diaryliodoniumsalzes und etwa 40 bis etwa 80 Gew.-% des ausgewählten Trägermediums enthält. Beispielhafte
Träger
schließen
Monomere, wie 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat
(EECH)(Struktur(IIA)) und bis(3,4-Epoxycyclohexyl)adipat ein. Jedoch
ist die Erfindung nicht auf diese Träger beschränkt, und andere geeignete Trägermedien
würden
für einen
Fachmann naheliegend sein. Bis(3,4-Epoxycyclohexyl)adipat, welches
von Union Carbide als ERL 4299 erhältlich ist, hat die folgende
Struktur:
-
Eine
Ausführungsform
der Katalysatorlösung
enthält
etwa 40 Gew.-% des Diaryliodoniumsalzes und etwa 60 Gew.-% 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat (EECH) oder
bis(3,4-Epoxycyclohexyl)adipat, aber stärker bevorzugt EECH.
-
Besonders
geeignete Diaryliodoniumsalze zur Verwendung beim Polymerisieren
der vorliegenden Zusammensetzungen sind: [4-(2-Hydroxy-1-tetradecyloxy)-phenyl]phenyliodoniumhexafluorophosphat
mit der Struktur (IIIA); [4-(2-Hydroxy-1-tetradecyloxy)-phenyl]-4-methylphenyliodoniumhexafluorophosphat
mit der Struktur (IIIB); [4-(2-Hydroxy-1-tetradecyloxy)-phenyl]phenyliodoniumhexafluoroantimonat
mit der Struktur (IIIC); und [4-(2-Hydroxy-1-tetradecyloxy)-phenyl]-4-methylphenyliodoniumhexafluoroantimonat
mit der Struktur (IIID):
Die Fluorophosphat- und Fluoroantimonatdiaryliodoniumsalz-Katalysatoren
mit den Strukturen (IIIA), (IIIB), (IIIC) und (IIID) sind im Handel
von Polyset Company jeweils als PC-2508, PCX-2519, PC-2506 und PCX-2509 erhältlich.
Das am meisten bevorzugte Fluorophosphatdiaryliodoniumsalz ist das
der Struktur (IIIA), und das am meisten bevorzugte Fluoroantimonatdiaryliodoniumsalz
ist das der Struktur (IIIC).
-
Folglich
schließt
der Polymerisationsinitiator in den Endformulierungen mindestens
ein Diaryliodoniumsalz in einer Katalysatorlösung, aber am meisten bevorzugt
eines oder mehrere der vorstehend erwähnten Fluorophosphat- oder
Fluoroantimonatdiaryliodoniumsalze in Lösung ein. Die Menge und Identität des kationischen
Polymerisationsinitiators ist davon abhängig, ob die Formulierung thermisch
oder durch E-Strahlung gehärtet
werden soll. Wenn die Zusammensetzung durch E-Strahlung gehärtet werden
soll, kann eine Ganzphosphatiodonium-Katalysatorlösung in einigen Anwendungen
geeignet sein, zufriedenstellende Haftung und Leistung nach Härten bereitzustellen.
Ein Ganzantimonatiodonium-Katalysator kann Folien bereitstellen,
die nach Bestrahlung mit E-Strahlen sehr trocken sind, aber in einigen
Fällen
können
derartige Folien unzulängliche
Haftung aufweisen und können
etwas Sprödigkeit
zeigen. Im Gegensatz dazu stellt für das Wärmehärten eine Ganzantimonatiodonium-Katalysatorlösung ein
zufriedenstellendes Härten
bereit und hat Folien zur Folge, die trocken sind, aber nicht spröde, und
nicht klebrig. Mit jeder Art des Härtens jedoch ist es häufig bevorzugt,
eine Mischung der Phosphat/Antimonatiodonium-Katalysatorlösungen zu
verwenden, um trockene Folien mit guter Haftung bereitzustellen.
Die Identität
und die Menge des Katalysators können
in Abhängigkeit
von der Art des durchzuführenden
Härtens
sowie von der Anwendung und dem Substrat eingestellt werden.
-
In
den klaren, ungefüllten
Formulierungen enthält
der kationische Polymerisationsinitiator vorzugsweise bis zu etwa
8 Gewichtsteile der fluorierten lodoniumphosphat-Katalysatorlösung alleine,
bis zu etwa 4 Gewichtsteile der fluorierten lodoniumantimonat-Katalysatorlösung alleine
oder eine Mischung der Phosphat/Antimonat-Lösungen, so dass die Endformulierung
eine Gesamtmenge des kationischen Polymerisationsinitiators enthält, die
im Bereich von etwa 3 bis etwa 8 Gewichtsteilen der Gesamtzusammensetzung
liegt. Wenn eine Mischung verwendet wird, enthält ein beispielhafter kationischer
Polymerisationsinitiator zur Verwendung des E-Strahlungs- oder Wärmehärtens eine
50/50- (Gew.-%) Mischung jeder Fluorophosphat- und Fluoroantimonatiodoniumsalz-Katalysatorlösung, d.h.
gleiche Gewichtsteile jeder Katalysatorlösung. Allgemein liegt die Menge
jeder Katalysatorlösung
im Bereich von etwa 2 bis etwa 4 Gewichtsteilen (z.B. 2 Teile der
Fluoroantimonatiodoniumsalz-Katalysatorlösung und 2 Teile der Fluorophosphatiodoniumsalz-Katalysatorlösung). Zum E-Strahlungshärten enthält eine
andere geeignete Mischung etwa 3 Gewichtsteile der lodoniumphosphat-Katalysatorlösung und
etwa 1 Teil der lodoniumantimonat-Katalysatorlösung. Eine andere geeignete
Mischung zum E-Strahlungshärten
enthält
etwa 4 Gewichtsteile der lodoniumphosphat-Katalysatorlösung und
etwa 2 Gewichtsteile der lodoniumantimonat-Katalysatorlösung. Außerdem ist eine Ganziodoniumphosphat-Katalysatorlösung, die
allgemein im Bereich von etwa 4 bis etwa 8 Gewichtsteilen der Endformulierung
liegt, zum E-Strahlungshärten
geeignet. Zum Wärmehärten schließt ein anderer
Initiator etwa 2 bis etwa 4 Gewichtsteile der lodoniumantimonat-Katalysatorlösung ohne
einen lodoniumphosphat-Katalysator ein. Wie vorstehend erwähnt, liegt
jeder Katalysator vorzugsweise in einer 40/60- (Gew.-%) Lösung des
lodoniumsalzes in EECH, bis(3,4-Epoxycyclohexyl)adipat
oder in einem anderen Trägermedium,
aber am meisten bevorzugt in EECH vor. Die so erhaltenen Folien
zeigen nach dem Härten
gute Haftung und sind trocken, ohne spröde zu sein.
-
In
den gefüllten
und pigmentierten Zusammensetzungen enthält der kationische Polymerisationsinitiator
vorzugsweise bis zu etwa 4,4 Gewichtsteile der fluorierten Phosphatiodonium-Katalysatorlösung alleine, bis
zu etwa 4 Gewichtsteile der fluorierten Antimonatiodonium-Katalysatorlösung alleine
oder eine Mischung der Phosphat/antimonat-Katalysatorlösungen,
so dass die Endformulierung eine Gesamtmenge des kationischen Polymerisationsinitiators
enthält,
der im Bereich von etwa 2 bis etwa 5 Gewichtsteilen der Gesamtzusammensetzung
liegt. Eine 50/50- (Gew.-%) Mischung jeder Fluorophosphat- und Fluoroantimonatiodoniumsalz-Katalysatorlösung ist
geeignet, wenn sie entweder durch Wärme oder E-Strahlung gehärtet wird.
Allgemein liegt, wenn gleiche Gewichtsteile jedes Katalysators verwendet
werden, die Menge jeder Katalysatorlösung im Bereich von etwa 1
bis etwa 2,5 Gewichtsteile (z.B. 1 Teil der Fluoroantimonatiodoniumsalz-Katalysatorlösung und
1 Teil der Fluorophosphatiodoniumsalz-Katalysatorlösung). Zum
E-Strahlungshärten
enthält eine
geeignete Mischung etwa 3 Teile der lodoniumphosphat-Katalysatorlösung und
etwa 1 Teil der lodoniumantimonat-Katalysatorlösung. Ein anderer geeigneter
Polymerisationsinitiator zum E-Strahlungshärten enthält etwa 2 bis etwa 4 Gewichtsteile
der lodoniumphosphat-Katalysatorlösung und keine lodoniumantimonat-Katalysatorlösung. Im
Gegensatz dazu schließt
zum Wärmehärten ein
bevorzugter kationischer Polymerisationsinitiator etwa 2 bis etwa
4 Gewichtsteile der lodoniumantimonat-Katalysatorlösung alleine
ohne einen lodoniumphosphat-Katalysator
ein. Erneut, jeder Katalysator liegt vorzugsweise in einer 40/60-
(Gew.-%) Lösung
des lodoniumsalzes in EECH, in bis(3,4-Epoxycyclohexyl)adipat oder
in einem anderen geeigneten Trägermedium,
aber am meisten bevorzugt in EECH vor.
-
Wie
vorstehend erwähnt,
können
die Katalysatorlösungen
und -mischungen, die sowohl in den gefüllten/pigmentierten als auch
in den ungefüllten,
klaren Formulierungen eingeschlossen sind, gemäß der Art des gewünschten
Härtens
eingestellt werden. Zum Wärmehärten kann
eine Antimonatiodonium-Katalysatorlösung alleine verwendet werden,
oder etwas von ihr kann durch eine Phosphatiodonium-Katalysatorlösung ersetzt werden.
Zum E-Strahlungshärten,
am meisten bevorzugt, kann etwas von oder die ganze Antimonatiodonium-Katalysatorlösung durch
die Phosphatiodonium-Katalysatorlösung ersetzt werden. Beispielhafte
Ausführungsformen
werden in den Formulierungen, die in den Beispielen bereitgestellt
werden, die hier bereitgestellt werden, festgestellt, sind aber
nicht auf diese beschränkt.
-
Es
sollte auch beachtet werden, dass in einigen Situationen, die Folie
nach dem Härten etwas
weich sein kann. Die Zusammensetzung kann dann in Luft bei einer
Temperatur über
einen Zeitraum gebacken werden, der ausreicht, um eine Folie mit
wünschenswerten
Eigenschaften zu erhalten. Wie hier verwendet, bezieht sich der
Begriff „Nachbacken" auf einen derartigen
Trocknungsschritt. Ein typisches Nachbacken, welches die Substrattemperatur
auf etwa 80°C–125°C über einen
Zeitraum, der im Bereich von etwa 15 Minuten bis zu etwa einer Stunde
liegt, erhöht,
ist deshalb zum Verbessern der Eigenschaften der gehärteten Folie
häufig
bevorzugt. Allgemein wird eine Verbesserung der Haftung, ungeachtet
der Art und Quelle des Substrats (Al oder Stahl, gesäubert oder
nicht gesäubert,
behandelt oder nicht behandelt usw.), beobachtet.
-
Wie
vorstehend erwähnt,
wird die Zugabe von Chrom-enthaltenden Antikorrosionsmaterialien
zu gegenwärtig
verfügbaren
Metallbeschichtungen wegen der Umweltangelegenheiten immer fraglicher.
Außerdem sind
Chromate zur Verwendung in den hier beschriebenen Zusammensetzungen
nicht wünschenswert,
weil das kationische Härtungssystem
säurehaltig
ist, wohingegen Chromate basisch sind. Jedes basische Material setzt
sich mit dem Katalysator um, wodurch die Katalysatorreaktivität verringert
oder vollständig
zerstört
wird. Dieses ist insbesondere in E.S.-Härtungssystemen
zutreffend. Jedoch können
in einem Wärmehärtungssystem
einige dieser basischen Füllstoffe
und Pigmente in den vorliegenden Zusammensetzungen mit einem Ganzantimonatiodonium-Katalysator
(IIIC) oder (IIID) verwendet werden, aber die Menge des Katalysators muss
demgemäß erhöht werden,
um die Umsetzung zur Beendigung zu bringen. Beispiele von gewöhnlichen basischen
Füllstoffen
schließen
Zinkchromat, Strontiumchromat, Zinkphosphat, Strontiumphosphat,
Lehm usw. ein.
-
Die
vorliegende Erfindung schließt
auch ein Verfahren zur Herstellung eines beschichteten Gegenstands,
sowie den beschichteten Gegenstand ein, der mit dem Verfahren hergestellt
wird. Wie hier verwendet, schließt der Begriff „Gegenstand" ein Holz-, Glas-,
Kunststoff- oder Metallsubstrat ein. Anwendungen schließen dekorative
und isolierende oder schützende
Beschichtungen auf derartigen Materialien ein. Im Verfahren wird
eine gefüllte/pigmentierte
oder ungefüllte,
klare Formulierung, wie hier beschrieben, zuerst durch herkömmliche
Techniken, die auf dem Fachgebiet bekannt sind, wie Sprüh- oder
Walzbeschichten, auf den Gegenstand aufgetragen. Als nächstes wird
die Zusammensetzung, die auf den Gegenstand aufgebracht wurde, durch
Einwirken von E-Strahlung, die im Bereich von etwa 3 bis etwa 12
Mrad liegt, gehärtet.
In einer anderen Ausführungsform
kann die Zusammensetzung auf dem Gegenstand durch Erwärmen des
Gegenstands auf eine Temperatur, die im Bereich von etwa 150°C bis etwa
260°C liegt,
wärmegehärtet werden.
Diese Temperatur entspricht der maximalen Temperatur des Substrats
im Härtungsofen
(oder auf der Heizplatte). Wenn das Substrat oder der Gegenstand
ein Metall ist, wird häufig
der Begriff „Metallpeaktemperatur" oder „PMT" im Zusammenhang
mit dieser maximalen Substrattemperatur verwendet. Beim Härten wird
die Zusammensetzung > 90%
polymerisiert. Außerdem
kann, wie vorstehend beschrieben und wenn gewünscht, der beschichtete Gegenstand
einem Nachbackschritt unterzogen werden, um die Eigenschaften der
Beschichtung zu verbessern.
-
Die
folgenden Beispiele sind zur Veranschaulichung angegeben und sollen
die vorliegende Erfindung nicht beschränken. Verschiedene Kombinationen
von Harzen (Siloxane und Nichtsiloxanepoxide), Plastifizierungsmitteln,
Haftvermittlern, Katalysatoren usw., welche die unerwarteten und
gewünschten
Härtungsgeschwindigkeit
und Folieneigenschaften bereitstellen, nach richtigem Wärmehärten oder
nach Einwirken von E-Strahlung (mit oder ohne Nachbacken), sind
in den Beispielen bereitgestellt. Außerdem sind die Reagenzien,
die in den hier beschriebenen Formulierungen verwendet werden, leicht
erhältliche
Materialien. Derartige Materialien können gemäß herkömmlichen vorbereitenden Verfahren
bequem vorbereitet werden oder von kommerziellen Quellen erhalten
werden.
-
In
den beispielhaften Formulierungen, die durch E-Strahlung gehärtet werden,
wurden alle Bleche in Luft unter Verwendung einer AEB Laborelektronenstrahlmaschine
(AEB LAB Electron Beam Machine) bei einer Spannung zwischen 80-120
kV und einer Dosis, die im Bereich von 4-12 Mrad liegt, ohne ein
Stickstoffschutzgas gehärtet.
In den wärmegehärteten Beispielen
wurden alle Bleche auf einer Heizplatte oder in einem Konvektionsofen
1-2 Minuten lang bei einer Temperatur, die im Bereich von etwa 150°C bis etwa
260°C PMT liegt,
aber typischerweise 2 Minuten lang bei 177°C PMT oder 1 Minute lang bei
205°C PMT
gehärtet.
Nachhärten,
das in den Beispielen als „Nachbacken" bezeichnet ist,
wurde in einem Luftstromkonvektionsofen durchgeführt (15 min. bis 1 Stunde bei
125°C PMT).
-
Zuerst
wurden alle Beschichtungen auf Aluminium von Standardabweiseblechqualität (erhältlich in
Eisenwarengeschäften)
bewertet, dann auf behandelte Aluminium- und Stahlbleche von Q-Blechen
ausgedehnt. Außerdem
wurden einige der Beschichtungsformulierungen (sowohl klar als auch
pigmentiert) auf Substraten bewertet, die spezifisch von Metallindustrien
erhalten wurden. Wenn nicht anders vermerkt, wurde keine andere
Oberflächenvorbehandlung
als das Säubern
der Oberfläche
mit Methylenchlorid oder Isopropanol durchgeführt, oder was auch immer durch
Metallblechlieferanten durchgeführt
wurde. Die folgenden Erklärungen entsprechen
den Substraten, die in den Beispielen verwendet werden:
- Abweiseblech
- = normales Eisenwarengeschäft-Dachabweiseblech;
- AL 36
- = Q-Blech aus Aluminium
mit einer Chromatvorbehandlung;
- R 36-1
- = Q-Blech aus Stahl
mit Bondrite 1000 Eisenphosphat P60 Chrom und Spülen mit desionisiertem Wasser;
- AL 3000
- = Aluminiumblech,
3000er Serie
- rein
- = Aluminiumblech,
5000er Serie;
- Chrom
- = Aluminiumblech,
5000er Serie, mit einer Chromvorbehandlungsbeschichtung;
- Nichtchrom
- = Aluminiumblech,
5000er Serie, mit einer Nichtchromvorbehandlungsbeschichtung;
- Galv.
- = galvanisiertes Stahlblech;
- Galv., behandelt
- = galvanisiertes Stahlblech
mit einer Phosphatvorbehandlung;
- Aluzink
- = Aluzink-beschichtetes
Stahlblech ohne Vorbehandlung
- HDGT
- = feuerverzinktes
Stahlblech mit Bondrite
-
In
den folgenden Beispielen eingeschlossen sind eine oder mehrere Folieneigenschaften,
die für
jede Formulierung nach dem Härten
gemessen wurden, wie Form des Gefühls (im Kasten und nach 5 Sek),
Aussehen (gehärtete
Folie), Haften (ASTM D-3359), Biegetest (ASTM D-522-88), Stifthärte usw.
Einige der Tests (Haften und Biegen) wurden 96 Stunden später wiederholt.
Außerdem
wurde die Viskosität
von einigen der Formulierungen vor dem Härten gemessen. Auch einige
der Bleche wurden später
Feuchtigkeits-, Salznebel- und UV-Beständigkeitstests unterzogen.
Im Hinblick auf die Biege- und Haftfähigkeitstests zeigt „bestanden" an, dass das Material
am Substrat haften blieb und dass es keinen Sprung gab. „Nicht
bestanden" zeigt
an, dass das Material sprang oder sich von dem Blech schälte.
-
KLARE. UNGEFÜLLTE FORMULIERUNGEN
-
Im
Folgenden befinden sich beispielhafte Formulierungen für klare
Beschichtungen, die E-Strahlungs- oder wärmehärtbar sind (durch Einstellen
der Katalysatormenge). Die Formulierungen stellen die wünschenswerten
Verarbeitungsparameter und die hier beschriebenen Folieneigenschaften
bereit.
-
BEISPIEL 1
-
Wärmehärten
-
Eine
Formulierung, die die folgenden Komponenten enthält, wurde hergestellt und getestet:
-
BEISPIEL 2
-
Wärmehärten
-
Formulierungen,
die die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
Wärme- und
E-Strahlungshärten
mit und ohne Nachbacken
-
BEISPIEL 3
-
Wärmehärten oder E-Strahlungshärten mit
Nachbacken
-
Formulierungen,
die die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
-
BEISPIEL 4
-
E-Strahlungshärten mit
und ohne Nachbacken
-
Formulierungen,
die die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
-
Vergleichsbeispiel – kein Nachbacken:
-
Dieselben
Tests wurden mit den Formulierungen 4A–4D auf denselben Substraten
laufen gelassen, außer
dass die Proben nicht nachgebacken wurden. Die Proben bestanden
noch die Haft- und Biegetests, aber ihre Oberseiten waren ohne das
Nachbacken weich und klebrig.
-
BEISPIEL 5
-
E-Strahlungshärten
-
Eine
Formulierung, die die folgenden Komponenten enthält, wurde hergestellt und getestet:
-
BEISPIEL 6
-
E-Strahlungshärten
-
Formulierungen,
die die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
-
Beachte,
dass ohne Nachbacken die Formulierung 6B den Biegetest nicht bestand.
Obwohl wünschenswert,
ist es für
das Beschichtungsmaterial nicht immer erforderlich, den Biegetest
zu bestehen, wenn keine scharfen Biegungen gemacht werden. Der Fachmann
ist damit vertraut, welche Bandbeschichtungsanwendungen scharte
Biegungen erfordern und bestimmt deshalb, ob ein Nachbacken durchgeführt wird
oder nicht.
-
BEISPIEL 7
-
E-Strahlungshärten
-
Eine
Formulierung, welche die folgenden Komponenten enthält, wurde
hergestellt und getestet:
-
-
BEISPIEL 8
-
E-Strahlungshärten
-
Eine
Formulierung, welche die folgenden Komponenten enthält, wurde
hergestellt und getestet:
-
Wie
vorstehend erwähnt,
ist es in Abhängigkeit
von der Anwendung nicht immer erforderlich, den Biegetest zu bestehen.
Der Fachmann ist in der Lage, diese Bestimmung zu machen und kann
bestimmen, ob ein Nachbackschritt durchgeführt wird oder nicht.
-
BEISPIEL 9
-
E-Strahlungshärten
-
Formulierungen,
welche die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
-
Noch
einmal, der Fachmann ist in der Lage, zu bestimmen, ob das Material
den Biegetest bestehen muss.
-
BEISPIEL 10
-
E-Strahlungshärten
-
Formulierungen,
die die folgenden Komponenten enthalten, wurden hergestellt und
getestet:
-
GRUNDIERUNGSFORMULIERUNGEN
(GEFÜLLT)
-
Das
Folgende sind beispielhafte Grundierungsformulierungen, die Füllstoffe
enthalten. Die Formulierungen sind durch E-Strahlung oder durch
Wärmeenergie
(durch Einstellen der Katalysatormenge) härtbar und stellen die wünschenswerten
Verarbeitungsparameter und Folieneigenschaften, die hier beschrieben
sind, bereit.
-
BEISPIEL 11
-
E-Strahlungshärten
-
Grundierungsformulierungen
mit und ohne Nachbacken
-
Ein
Basisharz (I) mit der folgenden Zusammensetzung wurde hergestellt:
-
Grundierungsformulierungen,
die das Basisharz (I) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
BEISPIEL 12
-
Wärmehärten
-
Grundierungsformulierung
mit Nachbacken
-
Ein
Basisharz (II) mit der folgenden Zusammensetzung wurde hergestellt:
-
BEISPIEL 13
-
sE-Strahlungshärten und
Wärmehärten
-
Grundierungsformulierungen
-
Ein
Basisharz (III) mit der folgenden Zusammensetzung wurde hergestellt:
-
Grundierungsformulierungen,
die das Basisharz (III) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
BEISPIEL 14
-
E-Strahlungshärten
-
Grundierunasformulierungen
-
Grundierungsformulierungen,
die das Basisharz (III) von Beispiel 13 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 15
-
E-Strahlungshärten
-
Grundierungsformulierungen
-
Grundierungsformulierungen,
die das Basisharz (III) von Beispiel 13 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 16
-
E-Strahlungshärten und
Wärmehärten
-
Grundierungsformulierungen
-
Ein
Basisharz (IV) mit der folgenden Zusammensetzung wurde hergestellt:
-
Grundierungsformulierungen,
die das Basisharz (IV) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
BEISPIEL 17
-
E-Strahlungshärten (mit
und ohne Nachbacken)
-
Grundierungsformulierung
-
Grundierungsformulierungen,
die das Basisharz (IV) von Beispiel 16 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 18
-
E-Strahlungshärten (mit
und ohne Nachbacken)
-
Grundierungsformulierung
-
Ein
Basisharz (V) mit der folgenden Zusammensetzung wurde hergestellt:
-
Grundierungsformulierungen,
die das Basisharz (V) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
BEISPIEL 19
-
E-Strahlungshärten und
Wärmehärten
-
Grundierungsformulierungen
-
Ein
Basisharz (VI) mit der folgenden Zusammensetzung wurde hergestellt:
-
Grundierungsformulierungen,
die das Basisharz (VI) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
DECKSCHICHTFORMULIERUNGEN
(PIGMENTE)
-
Die
Folgenden sind beispielhafte Formulierungen für pigmentierte Deckschichtformulierungen,
die durch E-Strahlung oder Wärme
härtbar
sind (durch das Einstellen der Katalysatormenge). Die Formulierungen stellen
die wünschenswerten
Verarbeitungsparameter und Folieneigenschaften, die hier beschrieben
sind, bereit.
-
BEISPIEL 20
-
E-Strahlungshärten mit
und ohne Nachbacken
-
Deckschichtformulierung
-
Deckschichtformulierungen,
die das Basisharz (IV) von Beispiel 16 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 21
-
E-Strahlungshärten
-
Deckschichtformulierungen
-
Deckschichtformulierungen,
die das Basisharz (IV) von Beispiel 16 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 22
-
E-Strahlungshärten
-
Deckschichtformulierungen
-
Deckschichtformulierungen,
die das Basisharz (IV) von Beispiel 16 und die folgenden anderen
Komponenten enthalten, wurden hergestellt und getestet:
-
BEISPIEL 23
-
E-Strahlungshärten und
Wärmehärten
-
Deckschichtformulierungen
-
Ein
Basisharz (VII) mit der folgenden Zusammensetzung wurde hergestellt:
-
Deckschichtformulierungen,
die das Basisharz (VII) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
-
BEISPIEL 24
-
E-Strahlungshärten
-
Deckschichtformulierungen
-
Ein
Basisharz (VIII) mit der folgenden Zusammensetzung wurde hergestellt:
-
Deckschichtformulierungen,
die das Basisharz (VIII) und die folgenden anderen Komponenten enthalten,
wurden hergestellt:
-
BEISPIEL 25
-
E-Strahlungshärten
-
Deckschichtformulierungen
-
Ein
Basisharz (IX) mit der folgenden Zusammensetzung wurde hergestellt:
-
BEISPIEL 26
-
Wärme- und E-Strahlungshärten
-
Deckschichtformulierung
-
Ein
Basisharz (X) mit der folgenden Zusammensetzung wurde hergestellt:
-
Beschichtungsformulierungen,
die Basisharz (X) und die folgenden anderen Komponenten enthalten, wurden
hergestellt und getestet:
-
BEISPIEL 27
-
E-Strahlungshärten mit
und ohne Nachbacken
-
Deckschichtformulierung
-
Ein
Basisharz (XI) mit der folgenden Zusammensetzung wurde hergestellt:
-
Deckschichtformulierungen,
die das Basisharz (XI) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
BEISPIEL 28
-
Wärmehärten mit Nachbacken
-
Deckschichtformulierung
-
Ein
Basisharz (XII) mit der folgenden Zusammensetzung wurde hergestellt:
-
Deckschichtformulierungen,
die das Basisharz (XII) und die folgenden anderen Komponenten enthalten,
wurden hergestellt und getestet:
-
WITTERUNGS-/UMWELTTEST
-
Die
folgenden Beispiele stellen die Ergebnisse des Witterungsbeständigkeits/Umwelttests
von Grundierungen und/oder Deckschichtformulierungen von vielen
der Beispiele bereit, die hier bereitgestellt sind:
-
Beispiel 29
-
ASTM-Test B117 – Salznebel-Witterungsbeständigkeitstest
-
Nach
dem Auftragen einer Grundierungsformulierung und/oder einer Deckschichtformulierung
von den vorstehenden Beispielen wurden alle Substrate (Bleche) durch
Elektronenstrahlung von 120 kV mit einer Dosis von 6 Mrad gehärtet, gefolgt
von einem 1 Stunde langen Nachbacken bei 125°C in einem Konvektionsofen.
Die verwendete Salzlösung
war 5 Gew.-% Natriumchlorid in desionisiertem Wasser. Die Dauer
des Tests betrug 1000 Stunden. Die Substrate, die in Tabelle 1 verwendet wurden,
waren entweder AL 36-Aluminiumbleche (Chromat-Vorbehandlung eines
Q-Blechs AL 36)
oder R36 1-Stahlbleche (Q-Blech R36 1 Bondrite 1000, Eisenphosphat,
P60 Chrom und Spülen
mit desionisiertem Wasser).
-
Der
ASTM-Test D 1654 wurde durchgeführt,
um den Umfang des Kriechens der Korrosion von einer gezeichneten
Linie durch eine Beschichtung auf dem Blech zu bestimmen. Der Begriff „Min." zeigt die Messung in
Millizoll (1 mill = 25 μm)
des Bereichs der Linie mit dem geringsten Kriechen an; „Max" ist die Messung
in Millizoll des Bereichs der Linie mit dem größten Kriechen; und „Mittel" bedeutet den Durchschnitt
aller gemessenen Bereiche in Millizoll.
-
ASTM-Test
D 714 wurde durchgeführt,
um den Umfang und die Art, wenn überhaupt,
von Beschichtungsblasenbildung zu bestimmen. Eine Bewertung von
1 zeigt die größten Blasen
an, und 8 weist die kleinste Größe auf.
Verteilung (Distrib.) ist die Häufigkeit
von Blasen auf dem Blech.
-
ASTM-Test
D 610 wurde durchgeführt,
um den Umfang und die Art, wenn überhaupt,
des Oberflächenrostess
auf den Blechen zu bestimmen. Eine Häufigkeit (Freq.) von 0 bedeutet,
dass > 50% der Oberfläche verrostet
ist, und 10 zeigt an, dass < 0,01%
der Oberfläche
verrostet ist. „Art" ist die Beschreibung
der Art des Oberflächenrostes,
der auf den Blechen gefunden wird: „S" ist Punkt; „P" ist winziger Punkt; und " H " ist Hybrid.
-
ASTM-Test
D 3359 wurde durchgeführt,
um die Haftung der Beschichtung am Substrat durch Klebebandziehen
zu bestimmen.
-
ASTM-Test
B117 – Salznebel-Witterungsbeständigkeitstest Tabelle
I
-
Beispiel 30
-
ASTM-Test D 4587 – Fluorescenz-UV-Kondensationseinwirkung
-
Nachdem
auf alle Substrate (Bleche) eine Grundierungsformulierung und/oder
eine Deckschichtformulierung von den vorstehend bereitgestellten
Beispielen aufgetragen worden war, wurden sie durch Elektronenstrahlung
von 120 kV mit einer Dosis von 6 Mrad gehärtet, gefolgt von 1 Stunde
langem Nachbacken bei 125°C
PMT in einem Konvektionsofen. Die Dauer des Tests betrug 1000 Stunden
und jeder Zyklus wechselte zwischen Belichtung von 8 Stunden UV-Licht
bei 60°C
(unter Verwendung von UV-Lampen, die auf 0,68 W(m2nm)
eingestellt wurden) und Belichtung von 4 Stunden Kondensation bei
50°C.
-
Tabelle
II ASTM-Test
D 4587 – Fluoreszenz-UV-Kondensationseinwirkung
-
Alle
Bleche wiesen ein sehr leichtes Abfallen des Glanzes und sehr, sehr
leichte Gelbfärbung
auf, wenn Einwirkungsbereiche mit Nichteinwirkungsbereichen verglichen
wurden.
-
Beispiel 31
-
ASTM-Test D 5894 – zyklische
Einwirkung von Salznebel/UV auf beschichtete Metalle
-
Vor
dem Auftragen wurden alle Bleche auf Aluminiumbasis 50 Sekunden
lang bei 205°C
PMT in einem Konvektionsofen gehärtet;
und die Bleche auf Stahlbasis 90 sek lang bei 205°C PMT. Nachdem
auf alle Substrate (Bleche) eine Grundierungsformulierung und/oder
eine Deckschichtformulierung von den vorstehend bereitgestellten
Beispielen aufgebracht worden war, wurden sie wärmegehärtet oder durch Elektronenstrahlung
von 120 kV mit einer Dosis von 6 Mrad gehärtet, gefolgt von 1 Stunde
langem Nachbacken bei 125°C PMT
in einem Konvektionsofen. Die Dicke der Grundierungsbeschichtungen
lag im Bereich von 0,3 bis zu 0,5 Millizoll, und die Dicke der Deckschichten
lag im Bereich von 0,5 bis 0,7 Millizoll. Einschichtsysteme lagen
im Bereich einer Dicke von 0,7 bis 1,0 Millizoll.
-
TABELLE
IIIA – Proben – Wärmehärtung
-
-
TABELLE
IIIB – Proben – E-Strahlungshärtung
-
-
Testen
-
Die
Dauer des ASTM-Tests D 5894 betrug 1000 Stunden, und jeder UV-/Kondensationszyklus
wechselte zwischen Belichtung von 4 Stunden UV-Licht bei 60°C (unter
Verwendung von UVA-Lampen, die auf 0,72 W(m
2nm)
eingestellt wurden) und Belichtung von 4 Stunden Kondensation bei
50°C unter
Verwendung eines UV-/Kondensationsschranks
von eines Q-Blechsntestausrüstung
als Modell Nr. QUV/se. Jeder Nebel-/Trockenzyklus wechselte zwischen
Belichtung von 1 Stunde Nebel bei Umgebungstemperatur und Belichtung
von 1 Stunde trocken bei 35°C.
Die verwendete Nebellösung
war 0,05 Gew.-% Natriumchlorid und 0,35 Gew.-% Ammoniumsulfat in
desionisiertem Wasser, und der Nebel-/Trockenschrank war eine Q-Blechtestausrüstung Modell
Nr. Q-Fog-CCT600. Jedes Blech wurde in jedem Schrank über eine
Dauer von 168 Stunden gehalten, bevor sie zum anderen Schrank überführt wurde.
Der Glanz wurde auf einem Gardco Novo-Gloss Statistischen Glanzmesser
gemessen. Kalkiger Beschlag wurde durch ASTM D-424-Standards getestet.
Die Ergebnisse des Tests werden in Tabelle IV gefunden: TABELLE
IV
-
Überraschenderweise
wie in Tabelle IV angezeigt, bestanden sowohl Einschicht- als auch
Zweischichtsysteme (E-Strahlung und Wärme) alle Kriterien des Testens
mit minimaler, wenn überhaupt,
Verschlechterung der Beschichtungen hinsichtlich Verlust von Haftfähigkeit
und Glanz, Gelbfärbung,
kalkigem Beschlag, Blasenbildung und Verrosten. Tatsächlich wurden
keine Gelbfärbung,
kein kalkiger Beschlag, keine Blasenbildung oder Verrosten des Metalls
beobachtet.
-
Die
einzigartige und spezifische Kombination der spezifischen Bestandteile
in den genauen Mengen und Anteilen lassen die Formulierungen der
vorliegenden Erfindung die hervorragenden Folieneigenschaften zeigen,
die in den vorstehenden Beispielen gezeigt sind. Die bloße Kombination
dieser Bestandteile oder ähnlicher
Bestandteile garantiert keine Beschichtung mit zufriedenstellenden
Folieneigenschaften. Die spezifischen cycloaliphatischen epoxyfunktionellen
Siloxane in den genauen Anteilen, die hier beschrieben sind, müssen verwendet
werden. Dasselbe ist für
die nichtsiliziumhaltigen Epoxyharze, Plastifizierungsmittel, Verdünnungsmittel,
Haftvermittler und lodonium-Katalysatoren, sowie für die Füllstoffe,
Pigmente, Verdünnungsmittel,
Steifungsmittel, Verlaufmittel und Antischaummittel zutreffend.
-
Die
Erfindung ist mit besonderem Bezug auf bevorzugte Ausführungsformen
davon ausführlich
beschrieben worden, aber es ist für den Fachmann selbstverständlich,
dass Veränderungen
und Abwandlungen innerhalb des Wesens und des Schutzbereichs der
Erfindung bewirkt werden können.




























































 wobei m eine ganze Zahl mit einem Wert von 5 bis 50 ist; (C) von 20 bis 50 Gewichtsteile mindestens eines nicht silikonhaltigen Epoxidharzes, das ausgewählt ist aus der Gruppe bestehend aus (i) epoxidierten Pflanzenölen, (ii) epoxidierten Pflanzenölestern und (iii) 3,4-Epoxycyclohexyl-3',4'-epoxycyclohexancarboxylat mit der Struktur (IIA)
wobei m eine ganze Zahl mit einem Wert von 5 bis 50 ist; (C) von 20 bis 50 Gewichtsteile mindestens eines nicht silikonhaltigen Epoxidharzes, das ausgewählt ist aus der Gruppe bestehend aus (i) epoxidierten Pflanzenölen, (ii) epoxidierten Pflanzenölestern und (iii) 3,4-Epoxycyclohexyl-3',4'-epoxycyclohexancarboxylat mit der Struktur (IIA) (D) von 0 bis 30 Gewichtsteile eines oder mehrerer Plastifizierungsmittel, die ausgewählt sind aus der Gruppe aus (i) Epoxiden auf Basis eines Diglycidylethers von Bisphenol A mit der Struktur (IIB)
(D) von 0 bis 30 Gewichtsteile eines oder mehrerer Plastifizierungsmittel, die ausgewählt sind aus der Gruppe aus (i) Epoxiden auf Basis eines Diglycidylethers von Bisphenol A mit der Struktur (IIB) wobei der durchschnittliche Wert von n 0 oder 0,07, 0,14, 2,3 oder 4,8 ist; (ii) epoxidierten alpha-Olefinen; (iii) Limonenoxiden; (iv) thermoplastischen Acrylharzen; (v) Elastomeren; (vi) Phenoxyharzen; (vii) Polyol-Plastifizierungsmitteln und (viii) Allylethern; und wobei der kationische Polymerisationsinitiator mindestens ein Diaryliodoniumsalz umfasst, wobei jedes der Diaryliodoniumsalze in einer entsprechenden separaten Katalysatorlösung vorliegt, die von etwa 40 bis etwa 80 Gew.-% eines Trägermittels und von 20 bis 60 Gew.-% des Diaryliodoniumsalzes umfasst, und wobei jedes der Diaryliodoniumsalze die Struktur (III)
wobei der durchschnittliche Wert von n 0 oder 0,07, 0,14, 2,3 oder 4,8 ist; (ii) epoxidierten alpha-Olefinen; (iii) Limonenoxiden; (iv) thermoplastischen Acrylharzen; (v) Elastomeren; (vi) Phenoxyharzen; (vii) Polyol-Plastifizierungsmitteln und (viii) Allylethern; und wobei der kationische Polymerisationsinitiator mindestens ein Diaryliodoniumsalz umfasst, wobei jedes der Diaryliodoniumsalze in einer entsprechenden separaten Katalysatorlösung vorliegt, die von etwa 40 bis etwa 80 Gew.-% eines Trägermittels und von 20 bis 60 Gew.-% des Diaryliodoniumsalzes umfasst, und wobei jedes der Diaryliodoniumsalze die Struktur (III) aufweist, wobei R Methyl oder Wasserstoff ist; y 0 oder eine ganze Zahl von 1 bis 25 ist und A- ein nicht nukleophiles Anion ist, das aus der Gruppe bestehend aus [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- und [Ga(C6F5)4] ausgewählt ist.
aufweist, wobei R Methyl oder Wasserstoff ist; y 0 oder eine ganze Zahl von 1 bis 25 ist und A- ein nicht nukleophiles Anion ist, das aus der Gruppe bestehend aus [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- und [Ga(C6F5)4] ausgewählt ist.
 wobei jedes des mindestens einen ausgewählten Iodoniumantimonatsalzes in Lösung mit von 40 bis 80 Gew.-% des Trägermittels ist, wobei das Trägermittel aus der Gruppe bestehend aus 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat und Bis-(3,4-epoxycyclohexyl)adipat ausgewählt ist.
wobei jedes des mindestens einen ausgewählten Iodoniumantimonatsalzes in Lösung mit von 40 bis 80 Gew.-% des Trägermittels ist, wobei das Trägermittel aus der Gruppe bestehend aus 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat und Bis-(3,4-epoxycyclohexyl)adipat ausgewählt ist.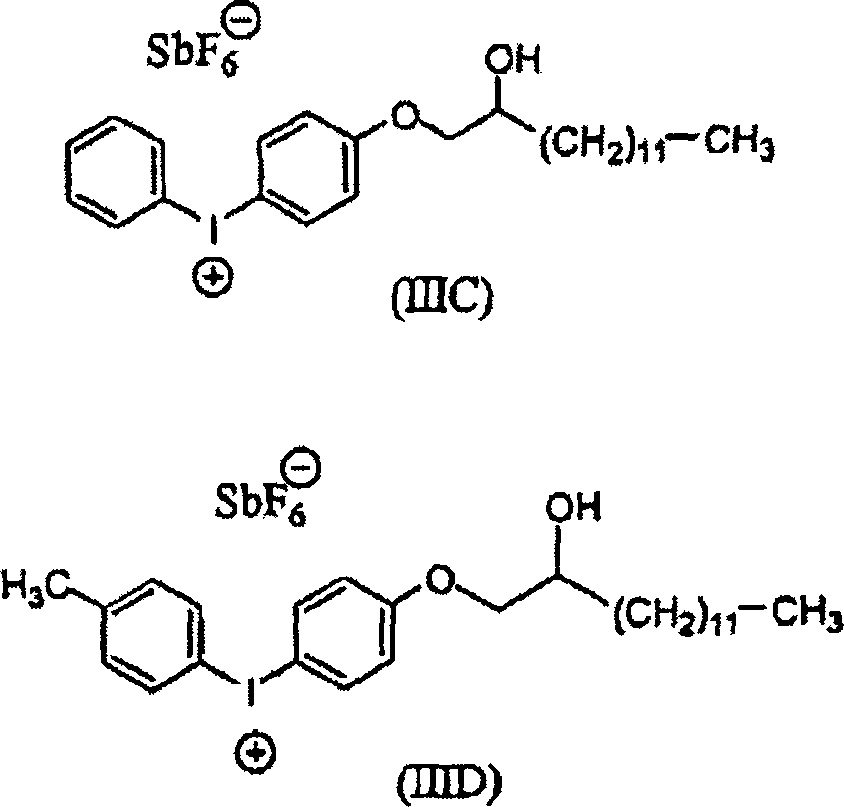
 wobei m eine ganze Zahl mit einem Wert von 5 bis 50 ist; (C) von 20 bis 50 Gewichtsteile mindestens eines nicht silikonhaltigen Epoxidharzes, das ausgewählt ist aus der Gruppe bestehend aus (i) epoxidierten Pflanzenölen, (ii) epoxidierten Pflanzenölestern und (iii) 3,4-Epoxycyclohexyl-3',4'-epoxycyclohexancarboxylat mit der Struktur (IIA)
wobei m eine ganze Zahl mit einem Wert von 5 bis 50 ist; (C) von 20 bis 50 Gewichtsteile mindestens eines nicht silikonhaltigen Epoxidharzes, das ausgewählt ist aus der Gruppe bestehend aus (i) epoxidierten Pflanzenölen, (ii) epoxidierten Pflanzenölestern und (iii) 3,4-Epoxycyclohexyl-3',4'-epoxycyclohexancarboxylat mit der Struktur (IIA) und (D) von 0 bis 30 Gewichtsteile eines oder mehrerer Plastifizierungsmittel, die ausgewählt sind aus der Gruppe aus (i) Epoxiden auf Basis eines Diglycidylethers von Bisphenol A mit der Struktur (IIB)
und (D) von 0 bis 30 Gewichtsteile eines oder mehrerer Plastifizierungsmittel, die ausgewählt sind aus der Gruppe aus (i) Epoxiden auf Basis eines Diglycidylethers von Bisphenol A mit der Struktur (IIB) wobei der durchschnittliche Wert von n 0 oder 0,07, 0,14, 2,3 oder 4,8 ist; (ii) epoxidierten alpha-Olefinen; (iii) Limonenoxiden; (iv) thermoplastischen Acrylharzen; (v) Elastomeren; (vi) Phenoxyharzen; (vii) Polyol-Plastifizierungsmitteln und (viii) Allylethern; und wobei der kationische Polymerisationsinitiator mindestens ein Diaryliodoniumsalz umfasst, wobei jedes der Diaryliodoniumsalze in einer entsprechenden separaten Katalysatorlösung vorliegt, die von 40 bis 80 Gew.-% eines Trägermittels und von 20 bis 60 Gew.-% des Diaryliodoniumsalzes umfasst, und wobei jedes der Diaryliodoniumsalze die Struktur (III)
wobei der durchschnittliche Wert von n 0 oder 0,07, 0,14, 2,3 oder 4,8 ist; (ii) epoxidierten alpha-Olefinen; (iii) Limonenoxiden; (iv) thermoplastischen Acrylharzen; (v) Elastomeren; (vi) Phenoxyharzen; (vii) Polyol-Plastifizierungsmitteln und (viii) Allylethern; und wobei der kationische Polymerisationsinitiator mindestens ein Diaryliodoniumsalz umfasst, wobei jedes der Diaryliodoniumsalze in einer entsprechenden separaten Katalysatorlösung vorliegt, die von 40 bis 80 Gew.-% eines Trägermittels und von 20 bis 60 Gew.-% des Diaryliodoniumsalzes umfasst, und wobei jedes der Diaryliodoniumsalze die Struktur (III) aufweist, wobei R Methyl oder Wasserstoff ist; y 0 oder eine ganze Zahl von 1 bis 25 ist und A- ein nicht nukleophiles Anion ist, das aus der Gruppe bestehend aus [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- und [Ga(C6F5)4]- ausgewählt ist.
aufweist, wobei R Methyl oder Wasserstoff ist; y 0 oder eine ganze Zahl von 1 bis 25 ist und A- ein nicht nukleophiles Anion ist, das aus der Gruppe bestehend aus [BF4]-, [PF6]-, [AsF6]-, [SbF6]-, [B(C6F5)4]- und [Ga(C6F5)4]- ausgewählt ist.
 wobei jedes des mindestens einen ausgewählten Iodoniumantimonatsalzes in Lösung mit von 40 bis 80 Gew.-% des Trägermittels ist, wobei das Trägermittel aus der Gruppe bestehend aus 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat und Bis-(3,4-epoxycyclohexyl)adipat ausgewählt ist.
wobei jedes des mindestens einen ausgewählten Iodoniumantimonatsalzes in Lösung mit von 40 bis 80 Gew.-% des Trägermittels ist, wobei das Trägermittel aus der Gruppe bestehend aus 3,4-Epoxycyclohexylmethyl-3',4'-epoxycyclohexancarboxylat und Bis-(3,4-epoxycyclohexyl)adipat ausgewählt ist.