-
Die vorliegende Erfindung betrifft ein Verfahren zum Regenieren bzw. die Reduzierung der Bildung von Zersetzungsprodukten in Nitratsalzschmelzen mit Hilfe eines Regenerationsgases sowie ein Verfahren zur Entfernung von Fremdstoffen in Nitratsalzschmelzen mit Hilfe von Fällungsreaktionen.
-
Bei thermischen Wärmekraftanlagen, insbesondere bei Solarwärmekraftanlagen, kommen als Wärmespeicher- und Wärmeübertragermedium unter anderem Salzschmelzen zum Einsatz. Nitratsalze (Alkalimetallnitrate, Erdalkalimetallnitrate oder auch Mischungen dieser) werden bereits in solchen Anlagen entweder zur Wärmeübertagung und/oder zur Wärmespeicherung genutzt. Dabei wird das Salz durch Bündelung der Sonnenstrahlung auf eine Temperatur oberhalb der Schmelztemperatur gebracht um diese als Schmelze bzw. Fluid zu nutzen. Die Wärmeenergie kann dann durch das Fluid an andere Stellen des Systems transportiert und sofort genutzt und/oder gespeichert werden. Dabei sind Betriebstemperaturen bei Nitratsalzen von 280 - 560 °C für solche Kraftanlagen üblich. Da diese Salzschmelzen hoch korrosiv sind, werden üblicherweise Anlagen aus austenitischen Werkstoffen (0-35% Chrom, 0-35% Nickel, 0-10% Molybdän, Rest Eisen), oder Ni-Basis Legierungen (0-35% Eisen, 0-35% Chrom, 0-15% Molybdän, Rest Nickel), sowie keramische Materialien (Carbide, sowie Oxide Zirkonium, Aluminium, Yttrium, Silizium, oder Mischungen der Metalle) eingesetzt. Allerdings sind selbst bei diesen Materialien Korrosions- und Zersetzungsprozesse nicht vollständig auszuschließen, insbesondere nicht bei Langzeitbetrieb (ca. 20 Jahre). Diese Korrosionsprozesse führen unter anderem zur Bildung und Akkumulation von, im flüssigen Salz gelösten hochgiftigen Verbindungen. Dementsprechend ist die permanente Aufreinigung dieser Fluide im laufenden Betrieb notwendig um die Langzeitbeständigkeit des Nitratsalzes, der Reaktoren und verwendeten Speichermaterialien sicherzustellen, sowie im Falle von Undichtigkeiten oder geplanter Entsorgung der Salze die potenziellen Mengen an hochgiftigem Material zu reduzieren. Hierbei sind insbesondere Chromate als Verunreinigung zu nennen, da diese stark giftig, umweltgefährdend und karzinogen sind. Ein weiteres Problem ist die thermische Zersetzung der Nitrat-Anionen, da ein hoher Nitritgehalt im flüssigen Salz durch eine gesteigerte Oxidbildung für eine verstärkten Korrosion der verwendeten Strukturmaterialien sorgt.
-
Da es zurzeit keine Möglichkeit im Stand der Technik zum Entfernen dieser oder anderer Fremdstoffe und/oder Zersetzungsprodukte während des laufenden Betriebs gibt, bleibt lediglich die umständliche, sehr teure und gefährliche Entsorgung des Salzes als Sondermüll. Die Akkumulation der Fremdstoffe und/oder Zersetzungsprodukte, insbesondere der Chromate, im Laufe der Lebenszeit eines Salzspeicher in den verwendeten Nitratsalzschmelzen stellt somit im Falle von Undichtigkeiten, sowie bei der Entsorgung große Sicherheitsrisiken für Mensch und Umwelt dar und birgt deutliche Mehrkosten durch erhöhte Sicherheitsmaßnahmen und Entsorgungskosten.
-
Es besteht somit Bedarf an einem Verfahren zur Aufreinigung eines Wärmeträgers, bevorzugt von Nitratsalzschmelzen, in thermischen Kraftanlagen, sodass die Bildung von Zersetzungsprodukten reduziert und/oder regeneriert und/oder Fremdstoffe entfernt werden können.
-
Überraschenderweise hat sich gezeigt, dass Fremdstoffe mit Hilfe von Fällungssalzen entfernt werden können.. Das Entfernen von Fremdstoffen, insbesondere Chromaten, senkt Betriebs- und Entsorgungskosten, da diese kontinuierlich entfernt werden können und somit eine Akkumulation verhindert werden kann. Dadurch wird die Menge an umweltschädlichen Sondermüll und somit auch Entsorgungskosten erheblich reduziert. In einer ersten Ausführungsform wird die der vorliegenden Erfindung zu Grunde liegende Aufgabe gelöst durch ein Verfahren zur Aufreinigung eines Wärmeträgers in Form einer Salzschmelze in thermischen Kraftanlagen, gekennzeichnet dadurch, dass
Fremdstoffe aus der Salzschmelze mit Hilfe von Fällungssalzen entfernt werden, wobei
- a) die Fällungssalze die allgemeinen Summenformel MV(NO3)W aufweisen, wobei:
- i) M aus Metallen der Erdalkali- und/oder Lanthanoidgruppe, bevorzugt Erdalkaligruppe, meist bevorzugt, Calcium, Barium und Strontium ausgewählt wird;
- ii) V= 1 ist; und
- iii) mindestens W=2, bevorzugt aber 2, 3 oder 4 ist und die Fällungssalze selbst in der Salzschmelze löslich sind,
- b) die Kationen der Fällungssalze die Fremdstoffe, wobei die Fremdstoffe ein Anion in der Form eines Oxyanions der allgemeinen Summenformel AxOy z aufweisen, als in der Salzschmelze unlösliche Salze ausfällen, wobei:
- iv) A aus den Stoffen Chrom, Nickel, Molybdän, Eisen, Kohlenstoff, Zirkonium, Aluminium, Yttrium, Wasserstoff oder Silizium ausgewählt wird; und
- v) X=1 oder X=2 ist; und
- v) Y, je nach Oxidationsstufe des Stoffes A, ausgewählt wird, sodass sich für Z ein Wert von -2 oder -1 ergibt.
-
Die Wärmeträger in Form der Salzschmelze, bevorzugt Nitratsalzschmelzen, werden erfindungsgemäß in thermischen Kraftanlagen, insbesondere in Solarkraftanlagen, als Aufnahme-, Transport- und/oder Speichermedium für die Wärmeenergie genutzt. Die Wärmeenergie wird von der Sonne indirekt oder direkt auf die Schmelze übertragen. Dabei kann es zu Zersetzung der Nitrat-Anionen kommen, die dadurch in einer Gleichgewichtsreaktion zu Nitrit und Sauerstoff zerfallen (I):
-
Als Folgereaktion ist der weitere Zerfall bzw. die Reduktion von Nitrit-Anionen zu Stickstoffmonooxid, Stickstoffdioxid und Oxidionen möglich (II):
-
Sowohl der entstandene Sauerstoff als auch die entstandenen Oxide führen zu verstärkten Korrosionsvorgängen innerhalb der Anlage. Diese Vorgänge sind unter anderem dadurch gekennzeichnet, dass sie Materialien, wie beispielsweise Metalle aus der Legierung, der Anlage angreifen und es dadurch zur Akkumulation an Verunreinigungen in der Salzschmelze sowie zur Korrosion in den Kraftanlagen kommt.
-
Um die Korrosionsvorgänge so gut es geht zu minimieren, wird im Stand der Technik bei thermischen Kraftanlagen, die Salzschmelzen als Arbeitsmedium nutzen, auf austenitisches Material zurückgegriffen. Üblicherweise bestehen diese aus Legierungen auf Eisenbasis mit Beimischungen aus γ-Mischkristallen, umfassend 0-35% Chrom, 0-35% Nickel und 0-10% Molybdän oder auf Nickelbasis mit Beimischungen aus γ-Mischkristallen, umfassend 0-35% Eisen, 0-35% Chrom und 0-15% Molybdän. Zusätzlich können bei Bedarf keramische Materialien in das austenitische Material eingebettet oder separat genutzt werden, die meist auf Basis von Carbiden sowie Oxiden von Zirkonium, Aluminium, Yttrium, Silizium oder Mischungen der Metalle basieren.
-
Dennoch kommt es zu Korrosion des eingesetzten Materials und Fremdstoffe akkumulieren sich in der Salzschmelze während der Laufzeit der thermischen Wärmekraftanlage. Mögliche Fremdstoffe sind alle Oxide der eingesetzten Metalllegierung oder auch Carbonate, sowie Hydroxide. Diese Fremdstoffe, insbesondere Chromate, stellen aus den bereits genannten Gründen ein wesentliches Problem für Mensch und Umwelt dar, da es im Stand der Technik keine Möglichkeit gibt diese im laufenden Betrieb zu entfernen.
-
Somit gibt es einen Bedarf zur Regenerierung bzw. der Reduzierung der Bildung der Zersetzungsprodukte und zur kontinuierlichen Entfernung von Fremdstoffen aus Salzschmelzen.
Überraschenderweise hat sich gezeigt, dass sich in thermischen Kraftanlagen, insbesondere bei Solarkraftanlagen, die Salzschmelzen als Arbeitsmedium nutzen, Fremdstoffe mit Hilfe von Fällungssalzen entfernt werden können.
-
Nachfolgend werden bevorzugte Ausführungsformen des Verfahrens sowie einer Vorrichtung weiter beschrieben, wobei alle Merkmale in beliebiger Art und Weise miteinander kombiniert werden können und das Verfahren der vorliegenden Erfindung nicht einschränken.
-
Das erfindungsgemäße Verfahren sieht vor, dass zur Aufreinigung eines Wärmeträgers in Form einer Salzschmelze Fremdstoffe mit Hilfe von Fällungssalzen entfernt werden.
-
Im Sinne der vorliegenden Erfindung sind die Begriffe Wärmeträger und Arbeitsmedium gleichbedeutend und sind somit Synonyme bzw. austauschbar. Weiterhin sind in einer bevorzugten Ausführungsform die eingesetzten Salzschmelze als Wärmeträger mindestens ein Nitratsalz oder Mischungen von mehreren Nitratsalzen, welche mindestens eines oder mehrerer Alkalimetall-Nitrate umfassen. Es kann sich dabei um eine Mischung aus 2, 3, 4 oder mehr AlkalimetallNitraten handeln. In einer weiteren bevorzugten Ausführungsform kann es sich bei der Salzschmelze um eine Schmelze von Natrium- und/ oder Kaliumnitrat handeln. Dementsprechend ist erfindungsgemäß auch eine beliebige Mischung von Natrium- und Kaliumnitrat oder mehr Alkalimetallnitraten als Salzschmelze möglich. Ein Beispiel für eine bevorzugte und kommerziell weit verbreitete Salzschmelze ist Solarsalz, einer Mischung aus 60 Gew.-% Natriumnitrat und 40 Gew.-% Kaliumnitrat.
-
Je nach Zusammensetzung der Salzschmelze, die bevorzugt aus Nitratsalzen besteht, weist diese eine bestimmte Schmelztemperatur auf, ab der sie als Arbeitsmedium in einer Solarkraftanlage als Fluid eingesetzt werden kann. Dementsprechend beschreibt die vorliegende Erfindung ein Verfahren, das zwischen 200-1000 °C, bevorzugt zwischen 250-800 °C und meist bevorzugt 280-560 °C durchgeführt wird. Bei geringeren Temperaturen läge keine vollständige Salzschmelze vor und ein Betrieb der thermischen Kraftanlage wäre nicht möglich. Höhere Temperaturen würden zu hohen Korrosionsreaktionsraten und/oder Zersetzung der Salzschmelze führen.
-
In einer bevorzugten Ausführungsform ist das Verfahren dadurch gekennzeichnet, dass zusätzlich Zersetzungsprodukte der Salzschmelze durch Einleitung, direkt vor oder nach Wärmeaufnahme des Wärmeträgers, eines Regenerationsgases zum Ausgangssalz zurück reagieren und/oder deren Bildung gemildert wird, wobei das Regenerationsgas
- a) nitrose Gase, Sauerstoff und gegebenenfalls Stickstoff umfasst und
- b) einen Gehalt an nitrosen Gasen von mindestens 0.0001 Vol.-%, bevorzugt, 0.02 - 0.05 Vol.-%, bezogen auf das Gesamtvolumen des Regenerationsgases, aufweist.
-
Regenerationsgas im Sinne der bevorzugten Ausführungsform ist eine Mischung aus nitrosen Gasen, Sauerstoff und gegebenenfalls Stickstoff. Dabei machen die nitrosen Gase einen Anteil von weniger als 0.1 Vol.-%, vorzugsweise weniger als und/oder gleich 0.05 Vol.-% bezogen auf das Gesamtvolumen der Regenerationsgasmischung aus. Höhere Anteile an nitrosen Gasen wären möglich, aber teuer, so dass bevorzugt der Anteil an 0.05 Vol.-% nicht überschritten wird. Hierdurch wird auch die Toxizität der nitrosen Gase berücksichtigt. Durch den Anteil von mindestens 0.0001 Vol.%, bevorzugt zwischen 0.02 Vol.-% und 0.05 Vol.-%, der nitrosen Gase bezogen auf das Gesamtvolumen des Regenerationsgases, wird die Toxizität, bei gleichzeitig ausreichender Regenerationswirkung, geringgehalten. Der restliche Anteil des Regenerationsgases besteht aus einer beliebigen Mischung aus Sauerstoff (> 20 Vol.-%) und Stickstoff oder nur aus Sauerstoff. Nitrose Gase im Sinne der vorliegenden Erfindung sind NO, NO2 und N2O und/oder beliebige Mischungen dieser. Weiterhin wird in dieser Ausführungsform das Regenerationsgas direkt vor oder nach der Wärmeaufnahme des Wärmeträgers eingeleitet.
-
Überaschenderweise hat sich gezeigt, dass bei dieser bevorzugten Ausführungsform durch die Einleitung des Gases, direkt vor oder nach der Wärmeaufnahme durch den Wärmeträger, die in Reaktion (I) und (II) dargestellten Zersetzungsprodukte fast vollständig zum gewünschten Nitrat-Anion zurückgewandelt werden und/oder die Bildung der Zersetzungsprodukte verhindert werden kann. Die durch diese spezifische Einleitung, direkt vor oder nach der Wärmeaufnahme des Wärmeträgers in Form der Salzschmelze, gewonnene Übersättigung durch das Regenerationsgas verhindert die in Reaktion (I) und (II) dargestellten Zersetzungsprozesse. Dies reduziert weitere Korrosionsvorgänge in der Anlage und ermöglicht somit einen effektiveren und längeren Betrieb der thermischen Kraftanlage. Somit umfassen in einer bevorzugten Ausführungsform erfindungsgemäß die Zersetzungsprodukte, insbesondere Substanzen, die aus Nitrat-Anionen entstehen können und/oder Nitrite, Sauerstoff, freie Oxide und/oder Stickoxide sei können.
-
In einer weiteren Ausführungsform der vorliegenden Erfindung sind Fremdstoffe alle Produkte, die aus Korrosionsreaktionen der Salzschmelze mit dem eingesetzten Material der thermischen Kraftanlage entstehen und in Lösung in der Salzschmelze auftreten können. Insbesondere sind dies erfindungsgemäß Stoffe aus γ-Mischkristallen des Eisens, die als Legierungen in austenitischen Materialien eingesetzt werden und Stoffe aus keramischen Materialien. Somit umfassen Fremdstoffe erfindungsgemäß insbesondere die Oxyanionen CrO4 2-, Cr2O7 2-, MoO4 2-, ZrO3 2-, SiO3 2-, SiO4 4-, CO3 2- und OH-, bevorzugt CrO4 2-, Cr2O7 2-, CO3 2-und OH-. Diese akkumulieren sich während des Betriebes in der Salzschmelze und beeinflussen damit die Leistung und führen zu kürzeren Laufzeiten der thermischen Kraftanlage.
-
Überaschenderweise hat sich gezeigt, dass diese Fremdstoffe mit Hilfe von Fällungssalzen entfernt werden können. Insbesondere die Entfernung von Chromaten ist hier von besonderer Bedeutung, da thermische Kraftanlagen oftmals kostspielige sicherheitstechnische Vorkehrungen im Falle von Undichtigkeiten vortreffen müssen und am Ende der Laufzeit die komplette Salzschmelze als Sondermüll entsorgt werden muss. Durch das Entfernen der Verunreinigungen, insbesondere im laufenden Betrieb der thermischen Kraftanlagen, wird die Laufzeit und Effizienz von thermischen Kraftanlagen erhöht und der entstehende Sondermüll wesentlich reduziert.
-
In dem erfindungsgemäßen Verfahren reagiert somit ein Fällungssalz, das die allgemeine Summenformel MV(NO3)W aufweist mit dem Fremdstoff, der ein Anion in der Form eines Oxyanions der allgemeinen Summenformel AxOy z aufweist, wodurch das unlösliche Salz gebildet wird.
-
Erfindungsgemäß umfasst M Metalle der Erdalkali- und/oder Lanthanoidgruppe, bevorzugt Erdalkaligruppe, meist bevorzugt, Calcium, Barium und Strontium, wobei V=1 und W der Oxidationsstufe des Metalls entspricht und mindestens W=2, bevorzugt aber 2, 3 oder 4 ist. Somit wird insbesondere besagte Oxidationsstufe des Metalls M ausgewählt aus +II, +III und +IV.
-
Weiterhin umfasst im Sinne der vorliegenden Erfindung das Oxyanion AxOy z, A ein Element aus dem eingesetzten austenitischen und/oder keramischen Material, das aufgrund von Korrosionsprozessen in die Salzschmelze gelangen kann. A umfasst somit Stoffe ausgewählt aus Chrom, Nickel, Molybdän, Eisen, Carbide, Zirkonium, Aluminium, Yttrium oder Silizium, wobei X=1 oder X=2 ist. Darüber hinaus ist es erfindungsgemäß möglich Hydride und/oder Oxide der Stoffe A im austenitischen und/oder keramischen Material zu nutzen, sodass A auch Wasserstoff umfasst und somit eines der Oxyanionen AxOy z OH-, also Hydroxid ist. Im Sinne der vorliegenden Erfindung wird Y je nach Koordinationssphäre des Stoffes A bzw. nach Valenzelektronenregel, die dem Fachmann geläufig ist, ausgewählt und umfasst somit Werte zwischen 1 und 10, bevorzugt Werte zwischen 1 und 7. Je nach Oxidationsstufe des Stoffes A wird Y so ausgewählt, sodass sich für Z ein Wert von -2 oder -1 ergibt, somit umfasst das Oxyanion AxOy z bevorzugt die Anionen ausgewählt aus CrO4 2-, Cr2O72-, MoO42-, ZrO32-, SiO44-, SiO32- und CO32-, meist bevorzugt CrO42-, Cr2O72-, CO32- und OH-.
-
Die allgemeine Fällungsreaktion, um Fremdstoffe nach dem erfindungsgemäßen Verfahren zu fällen, wobei das unlösliche Salz der allgemeinen Formel M
V(A
xO
y)
u↓ entsteht, kann somit wie folgt beschrieben werden:
-
Wobei U die Äquivalente an gefälltem Oxyanion ist.
-
Somit sind erfindungsgemäß Fällungsreaktionen bevorzugt, bei denen das Fällungssalz MV(AxOy)u↓ aus Mv(OH)U, MV(CrO4)U, MV(Cr2O7)U, MV(MoO4)U, MV(ZrO3)U, MV(SiO4)U, MV(SiO3)U und/oder MV(CO3)U besteht. Dabei umfasst M Metalle der Erdalkali- und/oder Lanthanoidgruppe, bevorzugt Erdalkaligruppe, meist bevorzugt Calcium, Barium und/oder Strontium.
-
Insbesondere sind erfindungsgemäß Fällungsreaktionen, bei denen MV(OH)U, MV(CrO4)U, MV(Cr2O7)U, und/oder MV(CO3)U, wobei M aus Calcium, Barium und/oder Strontium ausgewählt wird, bevorzugt. Folglich ist ein bevorzugter Gegenstand der vorliegenden Erfindung ein Verfahren, das dadurch gekennzeichnet ist, dass die Fällungssalze anorganische Nitratsalze, insbesondere Erdalkalimetallnitrate und/oder Lanthanoidnitrate, meist bevorzugt Ca(NO3)2, Sr(NO3)2 und/oder Ba(NO3)2 umfassen.
-
Somit sind erfindungsgemäß Fällungssalze anorganische Nitratsalze, welche nicht Teil der Salzschmelze als Wärmemedium sind, bevorzugt Erdalkalimetallnitrate und/oder Übergangsmetallnitrate. Insbesondere sind hier erfindungsgemäß, Lanthanoidnitrate, Ca(NO3)2, Sr(NO3)2 und/oder Ba(NO3)2 oder Mischungen dieser zu nennen. In einer besonders bevorzugten Ausführungsform kann Sr(NO3)2 als Fällungssalz genutzt werden. Andere Strontium-Salze wären denkbar, würden aber aufgrund der Anionen entweder die Korrosionsreaktionen in der Anlage fördern (beispielsweise SrCl2) oder haben eine schlechte Löslichkeit (beispielsweise SrO).
-
Durch die kontinuierliche Entfernung der Verunreinigungen, bspw. des Chromats, im laufenden Betrieb mit Sr(NO3)2 durch das Ausfällen als unlösliches Strontiumchromat, insbesondere, SrCrO4, sind keine zeitaufwändigen Aufreinigungen oder teure Entsorgung des gesamten Tankinhaltes als gefährlicher/giftiger Sondermüll am Ende der Anlagenlaufzeit mehr nötig. Bei anderen Fremdstoffen erfolgt die Fällung und Abtrennung entsprechend.
-
Je nach, aus der beschriebenen Fällungsreaktion (III) entstandenem, unlöslichen Salz, MV(AxOy)U↓, kann dieses weiterverwendet werden. Erfindungsgemäß wird besonders bevorzugt Sr(CrO4)2 gebildet, welches als Korrosionsschutz in Legierungen wiedereingesetzt werden kann. Andere unlösliche Salze der Form MV(AxOy)U↓, wie Lanthanoidsalze und Erdalkalimetallsalze, insbesondere Ba(CrO4)2 oder Ca(CrO4)2 können ebenfalls wie im Stand der Technik beschrieben weiterverwendet werden. Insbesondere kann Ba(CrO4)2 als Pigment, Oxidationsmittel oder als Grünfärbemittel in der Pyrotechnik weiterverwendet werden. Weiterhin kann insbesondere Ca(CrO4)2 als Pigment, Korrosionsschutzmittel oder als Depolarisator in Batterien verwendet werden. Andere Verwendungen sind dem Fachmann aus dem Stand der Technik bekannt und sind ebenfalls möglich.
-
In einer weiteren bevorzugten Ausführungsform beträgt erfindungsgemäß das Stoffmengenverhältnis von Fremdstoffen zu Fällungssalz von 1:1 zu 1:10. Ein geringeres Stoffmengenverhältnis würde nicht zur vollständigen Entfernung der Fremdstoffe führen. Die Auswahl des Verhältnisses hängt von der gewünschten Reaktionszeit ab. Während des Betriebes der vorliegenden Erfindung können insbesondere Verhältnisse von 1: 1 zu 1: 2 genutzt werden, da hier auf eine kostengünstige, sowie ressourcenschonende Art Fremdstoffe entfernt werden und die Fällungs- bzw. Reaktionsgeschwindigkeit von geringer Bedeutung ist. Ferner kann in einer zusätzlichen Ausführungsform insbesondere ein Verhältnis von 1:5 zu 1: 10 bei der Endentsorgung der Salzschmelze genutzt werden. Dadurch werden schnellere Fällungszeiten erreicht, da hier eine zu lange Fällungszeit unwirtschaftlich wäre. Größere Mengen als der 10-fache Überschuss an Fällungssalz beeinflussen die Reaktionsgeschwindigkeit nicht mehr und sind somit obsolet.
-
In einer weiteren Ausführungsform wird erfindungsgemäß die Konzentration der Fremdstoffe und/oder Zersetzungsprodukte über elektrochemische und/oder optische bzw. spektroskopische Sensoren sowohl vor und/oder nach dem Reaktor überprüft. Dadurch kann die genaue Menge an benötigtem Fällungssalz und/oder zu einleitendem Regenerationsgas bestimmt und der Salzschmelze hinzugefügt werden. Dadurch kann auf ressourcenschonende Art und Weise die effiziente Langzeitnutzung der thermischen Kraftanlage sichergestellt werden.
-
1 zeigt eine beispielhafte Aufreinigungsstrecke mit:
- 1 Salzleitung mit Ventil V1 zum Abtrennen des Fällungsreaktors vom thermischen Kraftanlagensystem
- 2 Sensor (Temperatur) zur Überwachung der Salztemperatur
- 3 Sensor (elektrochemisch oder optisch) zur Überwachung der Salz-/Gaszusammensetzung
- 4 Wärmequelle/Heizung, gesteuert über die Salztemperatur zur Temperaturführung
- 5 Ablassleitung mit Ventil V4 zum Entfernen ausgefällter Feststoffe
- 6 Behälter mit Keramik-Inlay
- 7 Propellerrührer zur Erhöhung der Verweilzeit des eingeleiteten Gases und zugegebenen Fällungsmittels, sowie besserer Durchmischung der einzelnen Komponenten im Fällungsreaktor
- 8 Anorganisches Salz
- 9 Wärmespeichermedium
- 10 Wärmetransfermedium
- 11 Feed für Fällungsmittel
- 12 Sensor (Druck) zur Überwachung auf Überdruck im Behälter
- 13 Keramikfilter zum Zurückhalten von Feststoff
- 14 Rückführungsleitung in den Salzkreislauf mit Ventil V3 zum Abtrennen des Reaktors vom thermischen Kraftanlagensystem
- 15 Salzleitung mit Ventil V5 zum Abtrennen der Füllkörperkolonne vom System
- 16 Kolonnenkörper mit Keramik-Inlay
- 17 Keramische Füllkörperschüttung
- 18 Zuleitung für Regenerationsgase
- 19 Regenerationsgase (NOx, O2)
- 20 Rückführungsleitung in den Salzkreislauf mit Ventil V6 zum Abtrennen der Kolonne vom System
- 21 Gasausgang
-
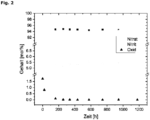
2 zeigt die zeitliche Veränderung der Salzzusammensetzung der Salzschmelze bei Behandlung mit einem Regenerationsgas.
-
Für das erfindungsgemäße Verfahren zur Aufreinigung der Salzschmelze kann in einer Ausführungsform eine Aufreinigungsstrecke aus einer Kombination aus einem Batch-Fällungsreaktors mit einem kontinuierlich laufenden Füllkörperkolonne aufgebaut sein. Andere Reaktoren bzw. Reaktorkombinationen, die für das Verfahren geeignet wären, sind für den Fachmann bekannt und können ebenfalls für das erfindungsgemäße Verfahren genutzt werden. Der Fällungsreaktor kann aus einem beheizbaren (Stahl)Behälter 6 mit chemisch inertem Keramik-Inlay besehen. Die Reaktoren 6 und 13 können aus allen keramischen und/oder austenitischen Materialien bestehen, die im Stand der Technik für solch eine thermische Kraftanlage bekannt sind. Insbesondere sind hier Materialien, die Chrom als Mischmetall in der Legierung nutzen, zu nennen. Andere Legierungen, die γ-Mischmetalle des Eisens beinhalten und deren Oxyanionen schwerlösliche Salze mit den genannten Fällungssalzen bilden, sind ebenfalls möglich.
-
Weiterhin ist es erfindungsgemäß möglich, dass eine Heizung 4 mit Temperatursensoren 2 in der Anlage vorhanden ist. Die Sensoren können prinzipiell überall verbaut sein, bevorzugt befinden sich diese an den Ein- und/oder Ausgängen des Reaktors. Die Heizung 4 mit Sensoren 2 sorgt sowohl für eine Temperaturkonstanz in der Salzschmelze als auch eine geregelte Temperaturführung für ein optimiertes Ausfällen der Verunreinigungen als unlösliche Salze. Die Temperatur für den Betrieb einer solcher Anlagen, somit auch für das erfindungsgemäße Verfahren, liegt zwischen 200 °C und 1000 °C, bevorzugt zwischen 250 °C und 800 °C, meist bevorzugt zwischen 280 °C und 560 °C. Bei geringeren Temperaturen läge keine vollständige Salzschmelze vor und ein Betrieb der thermischen Kraftanlage wäre nicht möglich. Höhere Temperaturen würden zu hohen Korrosionsreaktionsraten und/oder Zersetzung der Salzschmelze führen.
-
Erfindungsgemäß wird bevorzugt über elektrochemische und/oder optische Sensoren 3 die Konzentration der Fremdstoffe und/oder Zersetzungsprodukte detektiert bzw. überprüft, sodass die Menge an Fällungssalz und/oder Regenerationsgas bestimmt werden kann. Dies kann insbesondere vor und/oder nach dem Reaktor, also an den Zu- bzw. Ablaufventilen V1/V5 und/oder V2/V6, geschehen, schließt aber erfindungsgemäß einen anderen Detektionsort, an dem die Salzschmelze vorbeifließt, nicht aus. Bei Bedarf einer Aufreinigung kann der Batch-Reaktor über die Ventile V1 und/oder V2 am Zu- und Ablauf zugeschaltet und über einen Feed 11 das notwendige Fällungsreagenz, beispielsweise Sr(NO3)2, zum Salz zugegeben werden. Ein Rührer, beispielhaft hier ein Propellerrührer 7, ermöglicht eine deutliche Erniedrigung der Verweilzeit, sowie eine bessere Durchmischung der einzelnen Komponenten im Reaktor. Ein Drucksensor 12 kann zur Überwachung des Drucks im Reaktor genutzt werden, um einen Überdruck zu vermeiden.
-
In der hier beschriebenen Ausführungsform verhindern die Keramikgitter 13 ein Verschleppen des gebildeten Niederschlags und/oder des ungelösten Fällungsmittels in das weitere Salzsystem. Je nach Bedarf kann der gebildete Feststoff am Boden des Reaktors mit Hilfe des Ablaufs 5 über das Ventil V4 kontrolliert abgelassen werden. Je nach entstandenem unlöslichem Salz kann dieses weiterverwendet werden.
-
In der beschriebenen Ausführungsform kann die kontinuierlich laufende Füllkörperkolonne aus einem beheizbaren (Stahl)Behälter 16 mit chemisch inertem Keramik-Inlay bestehen. Weiterhin ist es erfindungsgemäß auch hier möglich, dass eine Heizung 4 mit Temperatursensoren 2 in der Anlage vorhanden ist. Die Sensoren können prinzipiell überall verbaut sein, bevorzugt befinden sich diese an den Ein- und/oder Ausgängen des Reaktors. Zwischen zwei keramischen Gittern 13 innerhalb der Kolonne ist eine keramische Füllkörperschüttung 17, welche für eine Vergrößerung der reaktiven Oberfläche des Salzes und somit Verkürzung der Reaktionszeit während der Regeneration der Zersetzungsprodukte sorgt. Bei Bedarf einer Regenerierung kann die Kolonne über die Ventile V5 und/oder V6 am Zu- und Ablauf zugeschaltet und über einen Gaseingang 18 das notwendige Regenerationsgas, beispielsweise eine Mischung aus nitrosem Gas(en) und Sauerstoff, zum Salz entgegen der Flussrichtung von unten nach oben durch die Kolonne geströmt werden.
-
Am Ausgang ermitteln elektrochemische und/oder optische Sensoren 3 die Gaskonzentration sowie Zusammensetzung. Eine Detektion kann nach dem erfindungsgemäßen Verfahren auch wo anders in der Anlage stattfinden, ist am Ein- oder Ausgang aber insbesondere sinnvoll, da man den Effekt des Regenerationsgases direkt kontrollieren kann. Laut der vorliegenden Erfindung wird anhand der Messergebnisse die für die Regeneration des Salzes benötigte Gaszusammensetzung am Gaseingang geregelt. Im Falle einer Wartung der Kolonne kann diese vom Salzsystem weggeschaltet werden.
-
Das Konzept der vorliegenden Erfindung wird mit den nachfolgenden Ausführungsbeispielen näher erläutert und schränken den Gegenstand der Erfindung nicht auf diese ein.
-
Beispiel 1:
-
25 g Solarsalz (60 Gew-% NaNO3, 40 Gew-% KNO3) wurden zusammen mit K2CrO4 (0.05 mol-%) vermischt und in einem 25 cm langen Quarzglasröhrchen bei 280 °C aufgeschmolzen. Anschließend wurde ungefähr der 10-fache Überschuss (0.5 mol-%) des Fällungsreagenz Sr(NO3)2 zugegeben und gut vermischt. Direkt bei Salzkontakt fiel ein dunkelgelber Feststoff aus der Salzschmelze aus. Nach einer Wartezeit von 10 Minuten wurde das Salzgemisch durch einen Glasfaserfilter gefiltert und das Filtrat sowie der Filterkuchen mittels Ionenchromatografie (IC) auf Chromatrückstände untersucht. Das Filtrat hatte sich durch die Reaktion größtenteils entfärbt und zeigte keine nachweisbaren Mengen Chromat in der IC.
Der Filterkuchen bestand größtenteils aus dem dunkelgelben SrCrO4.
-
Beispiel 2:
-
Das Beispiel 1 wurde wiederholt, allerdings mit einem Verhältnis Chromat zu Sr(NO3)2 von 1:1. Die ionenchromatografischen Messungen ergaben lediglich eine leichte Verringerung des Chromatgehalts im Filtrat.
-
Auch in diesem Fall bestand der Filterkuchen größtenteils aus dem dunkelgelben SrCrO4. Es zeigte sich also, dass eine stöchiometrische Umsetzung bei einer Wartezeit von 10 Minuten nicht ausreicht, sondern ein Überschuss an Fällungsreagenz zu Gunsten einer kürzeren Reaktionsdauer benötigt wird.
-
Beispiel 3:
-
Beispiel Regeneration mit NOx/O2:
- Um die Alterung von Salzen experimentell zu simulieren, wurden einer Salzschmelze aus Solarsalz (60 Gew-% NaNO3, 40 Gew-% KNO3) die Zerfallsprodukte hinzugegeben, also Nitrit (als Natriumnitrit) und Oxidspezies (als Natriumperoxid). Diese Salzschmelze wurde auf die zu untersuchende Temperatur erhitzt und ein Regenerationsgas (Sauerstoffreich und NOx-reich) über die Schmelze geleitet.
-
Es wurde eine Solarsalzmischung aus 89% Nitrat, 10% Nitrit und 1% Oxid hergestellt. Der Oxidgehalt entsprach dem einer sehr stark gealterten Salzschmelze. Ein Gasgemisch aus 80% O2, 200 ppm NO und Rest N2 wurde bei 600 °C über das Salz geleitet. 2 verdeutlicht, dass durch die Zugabe des Regenerationsgases der Nitritgehalt unmittelbar von 10 % auf ca. 5 % sank. Ebenso fiel der Oxidgehalt innerhalb von 160 h ab, dass auf einen Abbau von 94% des Oxidgehalts schließen lässt.