DE102013226552B3 - Montagevorrichtung für ein Wälzlager - Google Patents
Montagevorrichtung für ein Wälzlager Download PDFInfo
- Publication number
- DE102013226552B3 DE102013226552B3 DE201310226552 DE102013226552A DE102013226552B3 DE 102013226552 B3 DE102013226552 B3 DE 102013226552B3 DE 201310226552 DE201310226552 DE 201310226552 DE 102013226552 A DE102013226552 A DE 102013226552A DE 102013226552 B3 DE102013226552 B3 DE 102013226552B3
- Authority
- DE
- Germany
- Prior art keywords
- mounting device
- bearing
- ring
- axial
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/078—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing using pressure fluid as mounting aid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING, OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
- B25B27/02—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same
- B25B27/06—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same inserting or withdrawing sleeves or bearing races
- B25B27/064—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for for connecting objects by press fit or detaching same inserting or withdrawing sleeves or bearing races fluid driven
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/063—Fixing them on the shaft
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C35/00—Rigid support of bearing units; Housings, e.g. caps, covers
- F16C35/04—Rigid support of bearing units; Housings, e.g. caps, covers in the case of ball or roller bearings
- F16C35/06—Mounting or dismounting of ball or roller bearings; Fixing them onto shaft or in housing
- F16C35/067—Fixing them in a housing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2233/00—Monitoring condition, e.g. temperature, load, vibration
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mounting Of Bearings Or Others (AREA)
- Support Of The Bearing (AREA)
Abstract
Die Erfindung betrifft eine Montagevorrichtung (1) für ein Wälzlager (2) mit einem Innenring (3) und einem Außenring (4), wobei die Montagevorrichtung (1) einen Grundkörper (5) aufweist, der auf einem einen Lagerring (3) tragenden ersten Bauteil (6), insbesondere einer Welle, axial (a) festlegbar ist, wobei der Grundkörper (5) ein in axiale Richtung (a) verschiebbares Element (7), insbesondere einen Kolben, aufweist, wobei mit dem verschiebbaren Element (7) ein Lagerring (3) relativ zum ersten Bauteil (6) in axialer Richtung (a) verschoben werden kann. Um einen axialen Versatz und damit axiale Verspannungen zwischen Innen- und Außenring zu vermeiden, sieht die Erfindung vor, dass die Montagevorrichtung (1) weiter aufweist: ein erstes Messelement (8) zur Messung der axialen Verschiebung zwischen dem Grundkörper (5) und dem Innenring (3) und ein zweites Messelement (9) zur Messung der axialen Verschiebung zwischen dem Grundkörper (5) und dem Außenring (4).
Description
- Die Erfindung betrifft eine Montagevorrichtung für ein Wälzlager mit einem Innenring und einem Außenring, wobei die Montagevorrichtung einen Grundkörper aufweist, der auf einem einen Lagerring tragenden ersten Bauteil, insbesondere einer Welle, axial festlegbar ist, wobei der Grundkörper ein in axiale Richtung verschiebbares Element, insbesondere einen Kolben, aufweist, wobei mit dem verschiebbaren Element ein Lagerring relativ zum ersten Bauteil in axialer Richtung verschoben werden kann.
- Eine gattungsgemäße Vorrichtung ist aus der
DE 969 991 B bekannt. Ähnliche und andere Lösungen zeigen dieDE 10 2007 005 160 A1 , dieDE 695 14 046 T2 , dieDE 10 2010 019 070 A1 , dieDE 695 35 255 T2 und dieDE 10 2010 014 771 A1 . - Bei der Montage von Wälzlagern werden diese beispielsweise auf eine Welle axial aufgeschoben, d. h. der Innenring des Wälzlagers wird axial auf die Welle aufgeschoben; der Außenring wird gleichzeitig in eine Gehäusebohrung eingeschoben. Hierfür sind gattungsgemäße Montagevorrichtungen bekannt, die auch als „Hydraulikmuttern“ bezeichnet werden. Demgemäß wird ein Gewindeabschnitt auf der Welle fixiert und mittels eines hydraulisch beweglichen Elements (Kolben) der Lagerinnenring auf die Welle aufgeschoben.
- Für die Montage von Wälzlagern kommt beispielsweise die Drive-Up-Methode zur Anwendung. Dieses Verfahren eignet sich bevorzugt für den Einbau von Pendelrollenlagern und Toroidalrollenlagern mit kegeliger Bohrung auf kegeligem Sitz. Es ermöglicht eine sichere und einfache Bestimmung der Ausgangslage eines Lagers, von der aus die axiale Verschiebung beim Aufschieben auf die Welle gemessen wird. Die hierbei verwendete Montagevorrichtung ist zu diesem Zweck mit einer Messuhr versehen. Weiterhin ist ein Manometer zur Messung des hydraulischen Montagedrucks vorhanden, das auf die Montagebedingungen abgestimmt ist; es ist auf einer Ölpumpe montiert.
- Für jedes zu montierende Lager sind Richtwerte für den erforderlichen Druck in der Montagevorrichtung (Hydraulikmutter) verfügbar. Das genannte Montageverfahren reduziert vorteilhaft die Lagerluftmessung mit Fühlerlehren auf ein Minimum. Die Montagezeiten sind relativ kurz. Es ist ein korrekter Einbau des Lagers sichergestellt, was teilweise den Einbau von abgedichteten Lagern erst möglich macht.
- Beim Drive-Up-Verfahren werden zunächst die Einbauverhältnisse hinsichtlich der Zahl der Gleitflächen beim Einbau überprüft. Diese werden mit einem dünnen Öl bestrichen und das Lager auf den Wellenzapfen bzw. die Spannhülse aufgesetzt. Die Montagevorrichtung (Hydraulikmutter) wird bis zur festen Anlage am Lager auf das Wellen- oder Hülsengewinde aufgeschraubt und eine geeignete Ölpumpe angeschlossen. Der Öldruck kann mit dem Manometer auf der ausgewählten Pumpe überwacht werden. Das Lager wird mittels der Montagevorrichtung (Hydraulikmutter) um den erforderlichen Abstand über die Kegelfläche getrieben. Der axiale Verschiebeweg wird durch eine Messuhr kontrolliert. Normalerweise ist das Lager nun mit einer geeigneten Überdeckung an der Welle und einer passenden Restlagerluft montiert.
- Problematisch ist dabei folgendes: Bei der Montage mit der Drive-Up-Methode kann – insbesondere bei Einbausituationen, in denen der Lageraußenring mit fester Passung im Gehäuse sitzt – während des axialen Verschiebens des Lagerinnenringes bei gleichzeitigem Stehenbleiben des Lageraußenringes ein axialer Versatz der beiden Ringe zueinander auftreten. Insbesondere bei Pendelrollenlagern kann dies zu einer axialen Vorspannung führen, die ggf. bereits bei der Montage Vorschädigungen im Lager hervorrufen kann. Lageraußenringe werden zwar nach der Montage mechanisch, beispielsweise mit einem Hammer, nachgesetzt. Da kann der Schaden aber bereits aufgetreten sein.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine gattungsgemäße Montagevorrichtung für ein Wälzlager so fortzubilden, dass ein sicherer und möglichst vorspannungsfreier Einbau des Lagers möglich wird, auch wenn beim Einbau nur einer der Lagerringe mit einer axialen Fügekraft beaufschlagt wird. Demgemäß wird mit der Montagevorrichtung angestrebt, eine Montage in der Weise vorzunehmen, dass ein axialer Versatz und damit eine axiale Verspannungen zwischen Innen- und Außenring vermieden werden kann.
- Die Lösung dieser Aufgabe durch die Erfindung ist dadurch gekennzeichnet, dass die Montagevorrichtung aufweist:
- – ein erstes Messelement zur Messung der axialen Verschiebung zwischen dem Grundkörper und dem Innenring,
- – ein zweites Messelement zur Messung der axialen Verschiebung zwischen dem Grundkörper und dem Außenring und
- – Verstellmittel, mit denen der Lagerring, der mit dem verschiebbaren Element nicht axial verschoben werden kann, relativ zum Grundkörper in axiale Richtung verschoben werden kann, wobei die Verstellmittel mindestens eine Schraube umfassen, die in einen Gewindeabschnitt im Grundkörper eingeschraubt ist und die mit ihrem axialen Ende auf den zu verschiebenden Lagerring drückt.
- Bevorzugt sind dabei allerdings mehrere Schrauben um den Umfang des Grundkörpers angeordnet.
- Der Grundkörper kann – bei hinreichender radialer Erstreckung – einstückig ausgebildet sein und das verschiebbare Element sowie beide Messelemente tragen.
- Es ist allerdings alternativ auch möglich, dass der Grundkörper zweiteilig ausgebildet ist, wobei ein erster Teil das verschiebbare Element und ein Messelement trägt und wobei ein zweiter Teil das andere Messelement trägt. Der zweite Teil des Grundkörpers kann dabei als Ring ausgebildet sein, der auf dem oder an dem ersten Teil des Grundkörpers angesetzt und mit diesem verbunden, insbesondere verschweißt, ist.
- Die Messelemente sind bevorzugt als Messuhren ausgebildet. Sie weisen bevorzugt ein Rückstellelement zur Nullung (Rückstellung auf den Ausgangswert ‚Null‘) der Messuhr auf.
- Die Messelemente sind bevorzugt mittels einer Schraubverbindung am Grundkörper befestigt.
- Die Erfindung schlägt demgemäß eine Modifikation der bestehenden Montagevorrichtung (Hydraulikmuttern) derart vor, dass sie zur Aufnahme einer zweiten Messuhr tauglich bzw. mit einer solchen ausgestattet ist, um die axiale Relativposition zwischen Innen- und Außenring des Lagers während der Montage, insbesondere während der Drive-Up-Montage, bestimmen zu können. Besagte Modifikation der Hydraulikmutter erfolgt also zur Erfassung der axialen Relativposition von Lageraußen- und -innenring.
- Bei ausreichendem Querschnitt der Hydraulikmutter im Verhältnis zur Projektionsfläche des Lagers kann also wie erläutert ein einteiliger Aufbau des Grundkörpers der Montagevorrichtung vorgesehen werden. Hier können dann in eine bestehende Montagevorrichtung zusätzliche Gewindebohrungen eingearbeitet werden, um auf der radialen Höhe des Außenrings eine zweite Messuhr anbringen zu können und auch Mittel zur axialen Verschiebung des Außenrings (beispielsweise durch Druckschrauben).
- Bei zu geringem Querschnitt der Hydraulikmutter im Verhältnis zur Projektionsfläche des Lagers kann eine Adaption dahingehend erfolgen, dass ein Anbauteil an den Grundkörper der Hydraulikmutter angeordnet wird. In dieses Anbauteil, welches den Querschnitt bzw. die Projektionsfläche vergrößert, sind dann Gewinde auf der radialen Höhe des Außenringes eingebracht, um die zweite Messuhr anbringen zu können, gleichermaßen die Mittel zum axialen Bewegen des Außenringes (beispielsweise Druckschrauben).
- Die Montagevorrichtung (Hydraulikmutter) wird zwecks Montage des Wälzlagers auf ein Gewinde der Welle aufgeschraubt, bis axialer Kontakt des Kolbens zum Innenring besteht. Dann werden die beiden Messuhren angebracht. Die eine hat axialen Kontakt zum beweglichen Kolben der Hydraulikmutter, die zweite zum Lageraußenring. Beide Messuhren werden genullt. Während des Montagevorganges mit der Hydraulikmutter zeigt die Messuhr am Kolben bzw. am Innenring den axialen Weg an, um den der Innenring bewegt wird. In geeigneten Abständen, abhängig von der Größe der Axialluft im Lager, kann der Außenring entsprechend der gemessenen axialen Bewegung des Innenringes und der gemessenen axialen Bewegung des Außenrings axial nachgestellt werden, wozu die genannten Verstellmittel dienen.
- Durch das axiale Nachführen des Außenringes im Verhältnis zum Innenring kann axialer Versatz und somit eine axiale Vorspannung und damit schließlich eine gegebenenfalls auftretende Vorschädigung im Lager vermieden werden.
- Nach Abschluss des Montagevorganges sind die beiden Lagerringe bereits axial zueinander ausgerichtet. Es ist kein weiteres zusätzliches Nachstellen nötig.
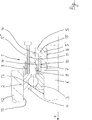
- In der Zeichnung ist ein Ausführungsbeispiel der Erfindung dargestellt. Die einzige Figur zeigt im Radialschnitt eine Montagevorrichtung, mit der ein Wälzlager zwischen ein Gehäuse und eine Welle montiert wird.
- In der Figur ist ein Wälzlager
2 zu sehen, das einen Innenring3 und einen Außenring4 aufweist, zwischen denen Wälzkörper angeordnet sind. Der Innenring3 ist auf einem ersten Bauteil6 in Form einer Welle zu montieren, der Außenring4 ist in die Gehäusebohrung13 eines zweiten Bauteils12 in Form eines Gehäuses einzuschieben. Demgemäß werden die beiden Lagerringe3 ,4 beim Montagevorgang in axiale Richtung a in ihre Endposition verschoben. - Zum Montieren des Wälzlagers
2 wird eine Montagevorrichtung1 eingesetzt. Die Montagevorrichtung1 weist im wesentlichen einen Grundkörper5 auf, der im Ausführungsbeispiel zweiteilig ausgebildet ist, d. h. er weist ein erstes Teil5‘ und ein zweites Teil5‘‘ auf. Das zweite Teil5‘‘ ist hier ein Ring, der auf den ersten Teil5‘ aufgesetzt und mittels Verschweißungen14 fixiert ist. - Zentrales Element der Montagevorrichtung
1 ist ein in axiale Richtung a verschiebbares Element in Form eines (Ring)Kolbens, der in einem Zylinderraum15 sitzt. Durch Beaufschlagung des Zylinderraums15 mit einem Hydraulikfluid wird der Kolben7 in axiale Richtung a verschoben. Wird der Grundkörper mittels eines Gewindes16 auf die Welle6 aufgeschraubt, kann mithin der Innenring3 auf den vorgesehenen Wellensitz17 aufgeschoben bzw. aufgepresst werden. - Problematisch ist, dass insbesondere bei Presssitz zwischen der außenliegenden Sitzfläche des Außenrings
4 und der Gehäusebohrung13 bei diesem Aufpressvorgang eine axiale Verschiebung zwischen den beiden Lagerringen3 ,4 zu befürchten ist, die das Wälzlager2 schädigen kann. - Um dies zu verhindern, ist folgendes vorgesehen:
Am Grundkörper5 ist ein erstes Messelement8 in Form einer Messuhr zur Messung der axialen Verschiebung zwischen dem Grundkörper5 und dem Innenring3 angeordnet. Ferner ist ein zweites Messelement9 in Form einer Messuhr zur Messung der axialen Verschiebung zwischen dem Grundkörper5 und dem Außenring4 vorhanden. Bei Anlage des Kolbens7 an der Stirnseite des aufzuschiebenden Innenrings3 und Anlage des zweiten Messelements9 an der Stirnseite des Außenrings4 werden beiden Messuhren genullt, d. h. auf ‚Null‘ zurückgestellt. Nunmehr wird mit dem Aufschiebevorgang des Innenrings3 auf die Welle6 begonnen. - Durch simultanes Ablesen beider Messuhren
8 und9 kann festgestellt, werden, ob beide Lagerringe3 und4 dem Aufschiebevorgang gleichmäßig folgen. Ist dies nicht der Fall, kann der Außenring4 durch Verstellmittel10 in Form von Druckschrauben in axiale Richtung a relativ zum Grundkörper5 nachgeschoben werden, so dass beide Lagerringe3 ,4 stets im wesentlichen auf derselben axialen Position bleiben; somit wird ein Spannungsaufbau im Lager verhindert. - Die Druckschrauben
10 , von denen über den Umfang des zweiten Teils5‘‘ des Grundkörpers5 mehrere angeordnet sind, sitzen in Gewindeabschnitten11 im zweiten Teil5‘‘ , so dass durch Drehen der Schrauben10 ein Nachschieben des Außenrings4 in einfacher Weise erfolgen kann. - Bezugszeichenliste
-
- 1
- Montagevorrichtung
- 2
- Wälzlager
- 3
- Innenring
- 4
- Außenring
- 5
- Grundkörper
- 5‘
- erster Teil des Grundkörpers
- 5‘‘
- zweiter Teil des Grundkörpers
- 6
- erstes Bauteil (Welle)
- 7
- verschiebbares Element (Kolben)
- 8
- erstes Messelement
- 9
- zweites Messelement
- 10
- Verstellmittel (Druckschraube)
- 11
- Gewindeabschnitt
- 12
- zweites Bauteil (Gehäuse)
- 13
- Gehäusebohrung
- 14
- Verschweißung
- 15
- Zylinderraum
- 16
- Gewinde
- 17
- Wellensitz
- a
- axiale Richtung
Claims (8)
- Montagevorrichtung (
1 ) für ein Wälzlager (2 ) mit einem Innenring (3 ) und einem Außenring (4 ), wobei die Montagevorrichtung (1 ) einen Grundkörper (5 ) aufweist, der auf einem einen Lagerring (3 ) tragenden ersten Bauteil (6 ), insbesondere einer Welle, axial (a) festlegbar ist, wobei der Grundkörper (5 ) ein in axiale Richtung (a) verschiebbares Element (7 ), insbesondere einen Kolben, aufweist, wobei mit dem verschiebbaren Element (7 ) ein Lagerring (3 ) relativ zum ersten Bauteil (6 ) in axialer Richtung (a) verschoben werden kann, dadurch gekennzeichnet, dass die Montagevorrichtung (1 ) weiter aufweist: – ein erstes Messelement (8 ) zur direkten oder indirekten Messung der axialen Verschiebung zwischen dem Grundkörper (5 ) und dem Innenring (3 ), – ein zweites Messelement (9 ) zur direkten oder indirekten Messung der axialen Verschiebung zwischen dem Grundkörper (5 ) und dem Außenring (4 ) und – Verstellmittel (10 ), mit denen der Lagerring (4 ), der mit dem verschiebbaren Element (7 ) nicht axial verschoben werden kann, relativ zum Grundkörper (5 ) in axiale Richtung (a) verschoben werden kann, wobei die Verstellmittel (10 ) mindestens eine Schraube umfassen, die in einen Gewindeabschnitt (11 ) im Grundkörper (5 ) eingeschraubt ist und die mit ihrem axialen Ende auf den zu verschiebenden Lagerring (4 ) drückt. - Montagevorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass mehrere Schrauben um den Umfang des Grundkörpers (
5 ) angeordnet sind. - Montagevorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Grundkörper (
5 ) einstückig ausgebildet ist und das verschiebbare Element (7 ) sowie beide Messelemente (8 ,9 ) trägt. - Montagevorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der Grundkörper (
5 ) zweiteilig ausgebildet ist, wobei ein erster Teil (5‘ ) das verschiebbare Element (7 ) und ein Messelement (8 ) trägt und wobei ein zweiter Teil (5‘‘ ) das andere Messelement (9 ) trägt. - Montagevorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass der zweite Teil (
5‘‘ ) des Grundkörpers (5 ) als Ring ausgebildet ist, der auf dem oder an dem ersten Teil (5‘ ) des Grundkörpers (5 ) angesetzt und mit diesem verbunden, insbesondere verschweißt, ist. - Montagevorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Messelemente (
8 ,9 ) als Messuhren ausgebildet sind. - Montagevorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Messuhren (
8 ,9 ) ein Rückstellelement zur Nullung der Messuhr aufweist. - Montagevorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die Messelemente (
8 ,9 ) mittels einer Schraubverbindung am Grundkörper (5 ) befestigt sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201310226552 DE102013226552B3 (de) | 2013-12-19 | 2013-12-19 | Montagevorrichtung für ein Wälzlager |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201310226552 DE102013226552B3 (de) | 2013-12-19 | 2013-12-19 | Montagevorrichtung für ein Wälzlager |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102013226552B3 true DE102013226552B3 (de) | 2015-05-13 |
Family
ID=52991137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE201310226552 Active DE102013226552B3 (de) | 2013-12-19 | 2013-12-19 | Montagevorrichtung für ein Wälzlager |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102013226552B3 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109139717A (zh) * | 2018-10-29 | 2019-01-04 | 思进智能成形装备股份有限公司 | 一种冷镦机的轴承安装方法 |
| DE102018102199A1 (de) | 2018-02-01 | 2019-08-01 | Schaeffler Technologies AG & Co. KG | Montagevorrichtung und Montageverfahren zum Montieren eines Bauteils auf einer Welle |
| WO2022017720A1 (de) | 2020-07-24 | 2022-01-27 | Sew-Eurodrive Gmbh & Co. Kg | Verfahren und system zum herstellen eines getriebes |
| CN117553072A (zh) * | 2024-01-10 | 2024-02-13 | 洛阳洛轴精密轴承有限公司 | 一种调心滑滚复合轴承及其性能测试装置 |
| US20240410419A1 (en) * | 2023-06-09 | 2024-12-12 | Nordex Energy Se & Co. Kg | Bearing arrangement for a rotating component of a wind turbine |
| US20240410420A1 (en) * | 2023-06-09 | 2024-12-12 | Nordex Energy Se & Co. Kg | Bearing arrangement for a rotating component of a wind turbine |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE969991C (de) * | 1954-07-03 | 1958-08-07 | Saab Scania Ab | Dorn zum Einbauen von Waelzlagern |
| DE69514046T2 (de) * | 1994-06-21 | 2000-08-03 | Aktiebolaget Skf, Goeteborg/Gotenburg | Verfahren zur Montage von Lagern mit konischer Bohrung |
| DE69535255T2 (de) * | 1994-12-23 | 2007-05-16 | Skf Maintenance Products B.V. | Hydraulische Mutter zum Montieren von konischen Gegenständen |
| DE102007005160A1 (de) * | 2006-01-27 | 2007-08-02 | Rode, John E. | Verfahren, Vorrichtung und Mutter zum Vorspannen eines Lagers |
| DE102010014771A1 (de) * | 2010-04-13 | 2011-10-13 | Schaeffler Technologies Gmbh & Co. Kg | Zweireihiges Schrägrollenlager |
| DE102010019070A1 (de) * | 2010-05-03 | 2011-11-03 | Schaeffler Technologies Gmbh & Co. Kg | Einstellvorrichtung für eine Lageranordnung und Verwendung der Einstellvorrichtung |
-
2013
- 2013-12-19 DE DE201310226552 patent/DE102013226552B3/de active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE969991C (de) * | 1954-07-03 | 1958-08-07 | Saab Scania Ab | Dorn zum Einbauen von Waelzlagern |
| DE69514046T2 (de) * | 1994-06-21 | 2000-08-03 | Aktiebolaget Skf, Goeteborg/Gotenburg | Verfahren zur Montage von Lagern mit konischer Bohrung |
| DE69535255T2 (de) * | 1994-12-23 | 2007-05-16 | Skf Maintenance Products B.V. | Hydraulische Mutter zum Montieren von konischen Gegenständen |
| DE102007005160A1 (de) * | 2006-01-27 | 2007-08-02 | Rode, John E. | Verfahren, Vorrichtung und Mutter zum Vorspannen eines Lagers |
| DE102010014771A1 (de) * | 2010-04-13 | 2011-10-13 | Schaeffler Technologies Gmbh & Co. Kg | Zweireihiges Schrägrollenlager |
| DE102010019070A1 (de) * | 2010-05-03 | 2011-11-03 | Schaeffler Technologies Gmbh & Co. Kg | Einstellvorrichtung für eine Lageranordnung und Verwendung der Einstellvorrichtung |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018102199A1 (de) | 2018-02-01 | 2019-08-01 | Schaeffler Technologies AG & Co. KG | Montagevorrichtung und Montageverfahren zum Montieren eines Bauteils auf einer Welle |
| WO2019149313A1 (de) | 2018-02-01 | 2019-08-08 | Schaeffler Technologies AG & Co. KG | Montagevorrichtung und montageverfahren zum montieren eines bauteils auf einer welle |
| DE102018102199B4 (de) | 2018-02-01 | 2020-07-09 | Schaeffler Technologies AG & Co. KG | Montagevorrichtung und Montageverfahren zum Montieren eines Bauteils auf einer Welle |
| CN109139717A (zh) * | 2018-10-29 | 2019-01-04 | 思进智能成形装备股份有限公司 | 一种冷镦机的轴承安装方法 |
| CN115702295A (zh) * | 2020-07-24 | 2023-02-14 | 索尤若驱动有限及两合公司 | 用于制造减速器的方法和系统 |
| DE102021003240A1 (de) | 2020-07-24 | 2022-01-27 | Sew-Eurodrive Gmbh & Co Kg | Verfahren und System zum Herstellen eines Getriebes |
| WO2022017720A1 (de) | 2020-07-24 | 2022-01-27 | Sew-Eurodrive Gmbh & Co. Kg | Verfahren und system zum herstellen eines getriebes |
| US11927220B2 (en) | 2020-07-24 | 2024-03-12 | Sew-Eurodrive Gmbh & Co. Kg | Method and system for producing a gear unit |
| CN115702295B (zh) * | 2020-07-24 | 2025-07-11 | 索尤若驱动有限及两合公司 | 用于制造减速器的方法和系统 |
| US20240410419A1 (en) * | 2023-06-09 | 2024-12-12 | Nordex Energy Se & Co. Kg | Bearing arrangement for a rotating component of a wind turbine |
| US20240410420A1 (en) * | 2023-06-09 | 2024-12-12 | Nordex Energy Se & Co. Kg | Bearing arrangement for a rotating component of a wind turbine |
| CN117553072A (zh) * | 2024-01-10 | 2024-02-13 | 洛阳洛轴精密轴承有限公司 | 一种调心滑滚复合轴承及其性能测试装置 |
| CN117553072B (zh) * | 2024-01-10 | 2024-04-02 | 洛阳洛轴精密轴承有限公司 | 一种调心滑滚复合轴承及其性能测试装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102013226552B3 (de) | Montagevorrichtung für ein Wälzlager | |
| DE2032111C3 (de) | Einrichtung zum Einstellen des axialen Spiels bzw. der axialen Vorspannung von Ringschräglagern und Anstellringe für diese Einrichtung | |
| DE69535255T2 (de) | Hydraulische Mutter zum Montieren von konischen Gegenständen | |
| DE102015218993B3 (de) | Lageranordnung mit einer Dehnungssensoreinrichtung | |
| DE112019000578B4 (de) | Fluidleckage-erfassungsvorrichtung und hin- und herbewegende fluiddruckvorrichtung | |
| DE10256855A1 (de) | Verfahren zur Montage eines zweireihigen Kegelrollenlagers | |
| EP2050975A1 (de) | Vorrichtung zur reibschlüssigen Kupplung zweier koaxialer Bauteile | |
| DE2538438C2 (de) | Gasdichte Gewindeverbindung von Rohren | |
| DE102014214999B4 (de) | Lageranordnung mit Vorspannung | |
| CH701086B1 (de) | Vorrichtung zur reibschlüssigen Kupplung zweier koaxialer Bauteile. | |
| EP4232711A1 (de) | Getriebe mit einem gehäuse und einer welleneinheit | |
| EP3403758B1 (de) | Einstellbarer aufsatzadapter | |
| DE112016000372B4 (de) | Fluiddruckzylinder | |
| EP3403749B1 (de) | Gegenlager für eine bearbeitungsspindel einer bearbeitungsmaschine und verfahren zum spannen eines gegenlagers | |
| DE3322861C2 (de) | Querkräfte aufnehmende Schraubenverbindung, insbesondere zum Zusammenspannen des geteilten Kurbelgehäuses eines Motors | |
| EP3489534A1 (de) | Lagervorspannvorrichtung für eine grosslagereinheit sowie grosslagereinheit | |
| DE102015012705B4 (de) | Verspanneinheit für Wälzlager auf Achsen und Wellen | |
| DE4013896C1 (en) | Pre-tension adjuster for ball bearings - has end of sleeve bearing against fixed end-stop in housing | |
| DE102015220013A1 (de) | Lageranordnung | |
| DE10316005A1 (de) | Verfahren zur Einstellung des Spiels oder der Vorspannung eines Lagers | |
| DE914211C (de) | Kolbenbolzenlagerung | |
| DE112006000547B4 (de) | Hydraulikzylinderkolben | |
| AT511170B1 (de) | Vorrichtung und verfahren zum einstellen der axialen position eines axiallagers einer achse relativ zu einem referenzbauteil | |
| DE102005055822B4 (de) | Hülsenanordnung | |
| DE102023212174A1 (de) | Vorrichtung und Verfahren zum Montieren eines Lagers an einem Sitz. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R012 | Request for examination validly filed | ||
| R016 | Response to examination communication | ||
| R018 | Grant decision by examination section/examining division | ||
| R020 | Patent grant now final |